Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Как определить необходимость заточки, степень износа и решаем точить или выкидывать
Рабочей поверхностью диска являются зубья-резцы определенной режущей конфигурации. Поскольку диск является расходным элементом пилы, то с выполненными объемами работы режущие характеристики зубьев снижаются, заточка приходит в неудовлетворительное состояние.
Следующие факторы свидетельствуют о том, что резцы нуждаются в оперативной заточке:
- Необходимо увеличить нажим диска на поверхность древесины для зарезания и создания пропила.
- Из-под защитного кожуха появляется дым, ощущается запах горящей древесины.
- Защитный кожух сильно греется.
- Мелкие опилки.
Вследствие этих факторов наступают следующие негативные последствия для ручной циркулярной пилы:
- Снижается производительность.
- Увеличивается расход электроэнергии.
- Усиливается нагрузка на электродвигатель и редуктор.
В конечном итоге это приведет к выходу устройства из строя.
Заточка циркулярных пил своими руками – цена вопроса и надежность исполнения
Циркулярная пила (современное наименование – дисковая пила) гораздо более эффективный инструмент в сравнении с сабельными, продольными и цепными. Качество распила и удобство работы не вызывает сомнений. С помощью дисковой пилы можно идеально ровно раскроить заготовку большой площади, производить распилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить распил материала как вдоль, так и поперек волокон. Разумеется, получить чистый распил, можно лишь при правильно заточенных зубьях. Циркулярные пилы подразделяются на три категории:
- Цельнометаллические
- Цельнометаллические с напылением твердых материалов в рабочей зоне
- Пилы с напайками зубьев из твердых сплавов
Наличие технологических пазов на пильных дисках очень важно
Любой диск должен быть качественно заточен, а зубья правильно разведены. Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Общие правила заточки циркулярной пилы
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.







Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
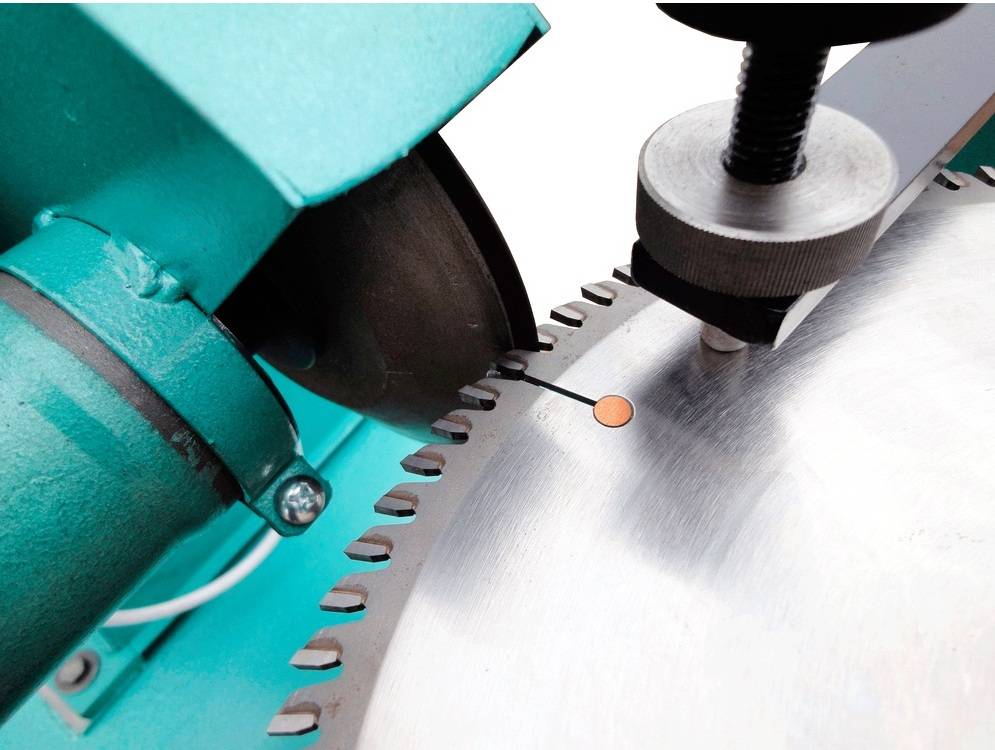
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
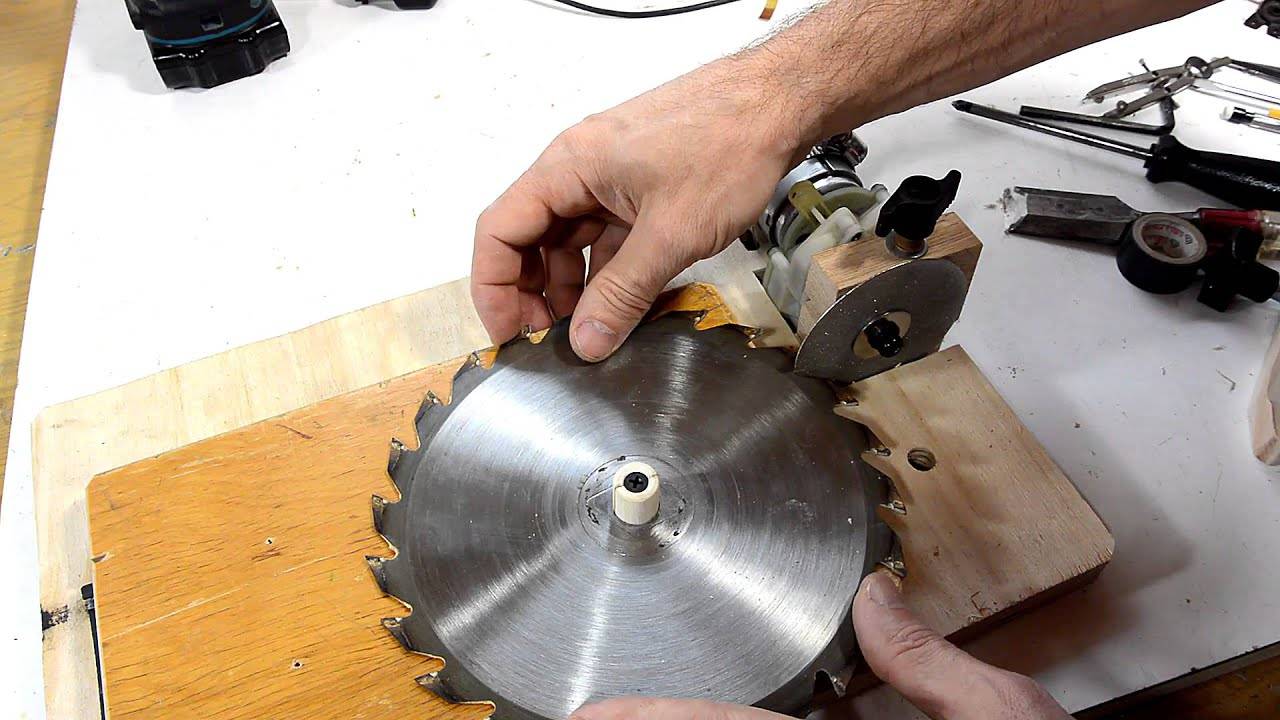
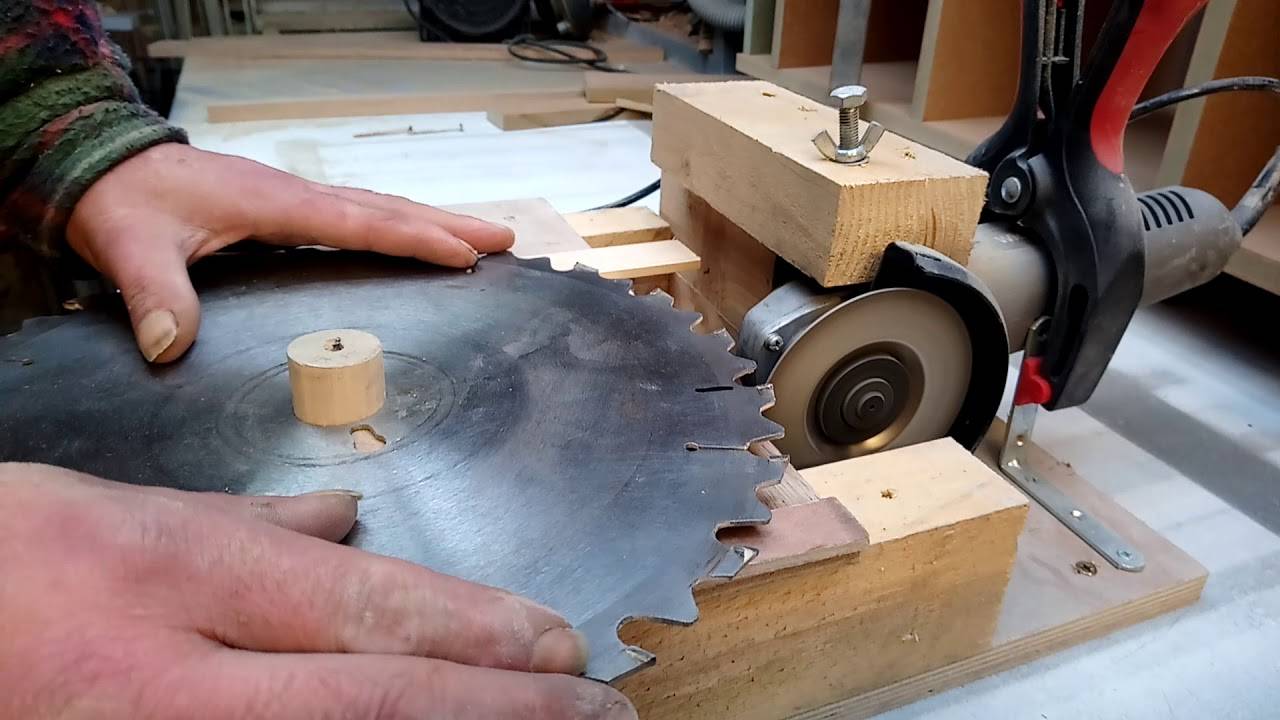
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:










- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
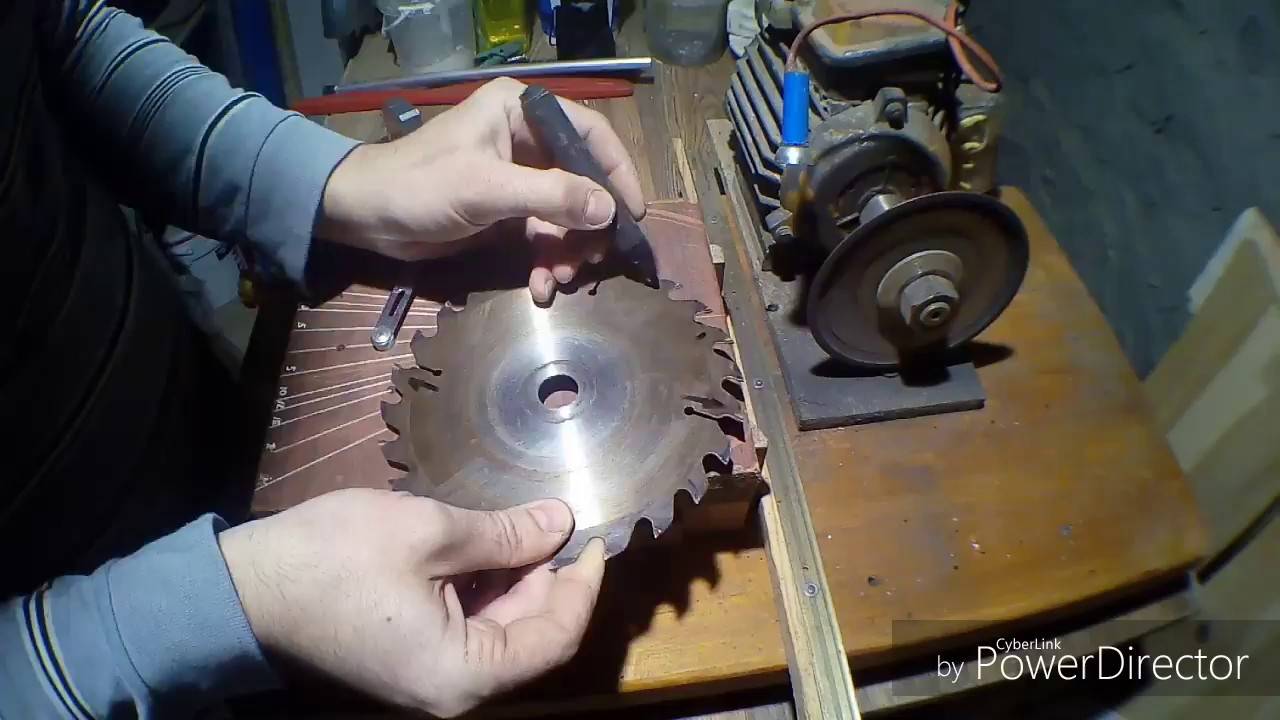
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
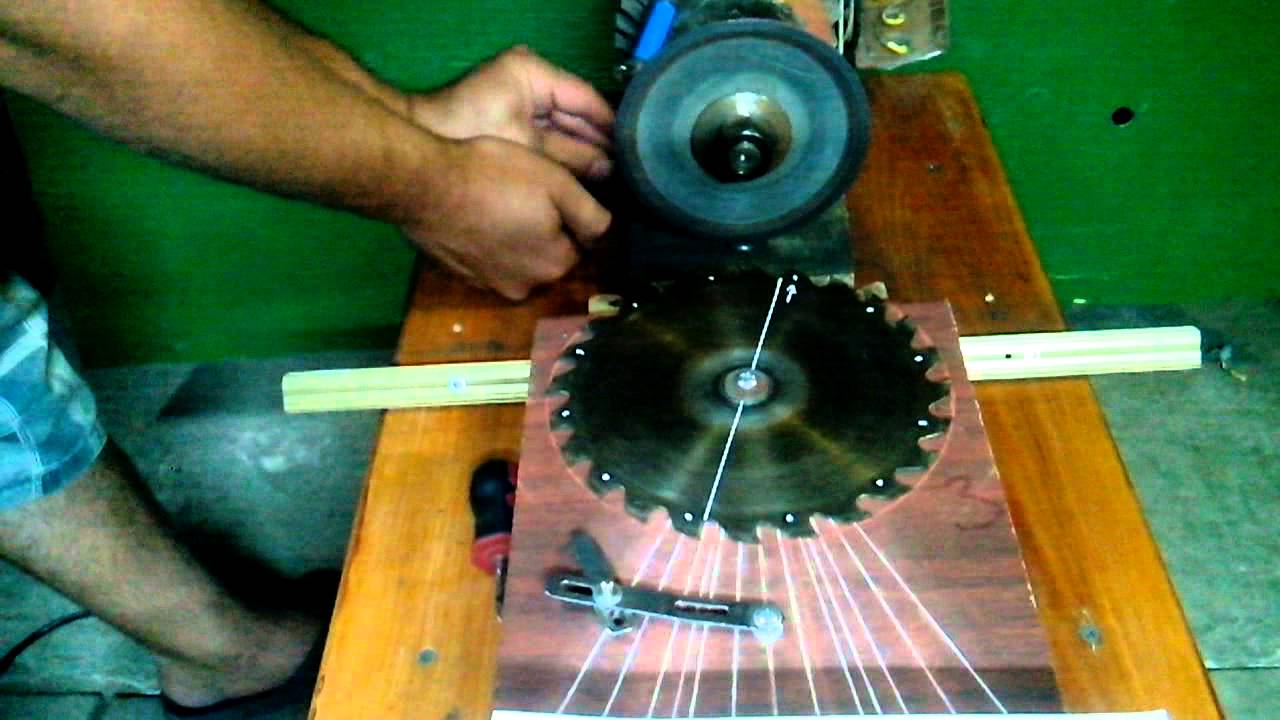
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Читать также: Токарный станок своими руками чертеж
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
https://youtube.com/watch?v=dVPVHi9M8JM
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Читать также: Для чего нужен дроссель в блоке питания
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.







Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.