Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
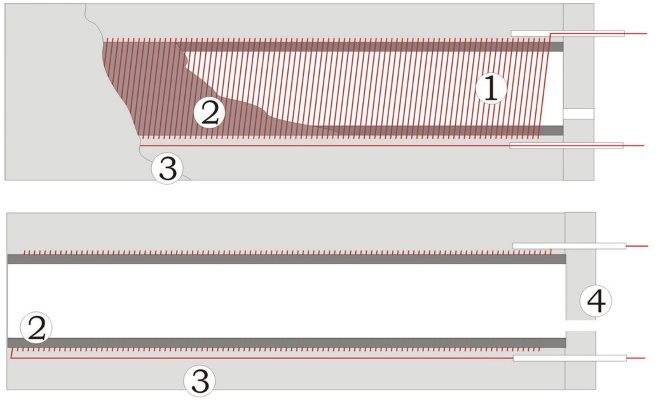
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.

Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.

Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Источник
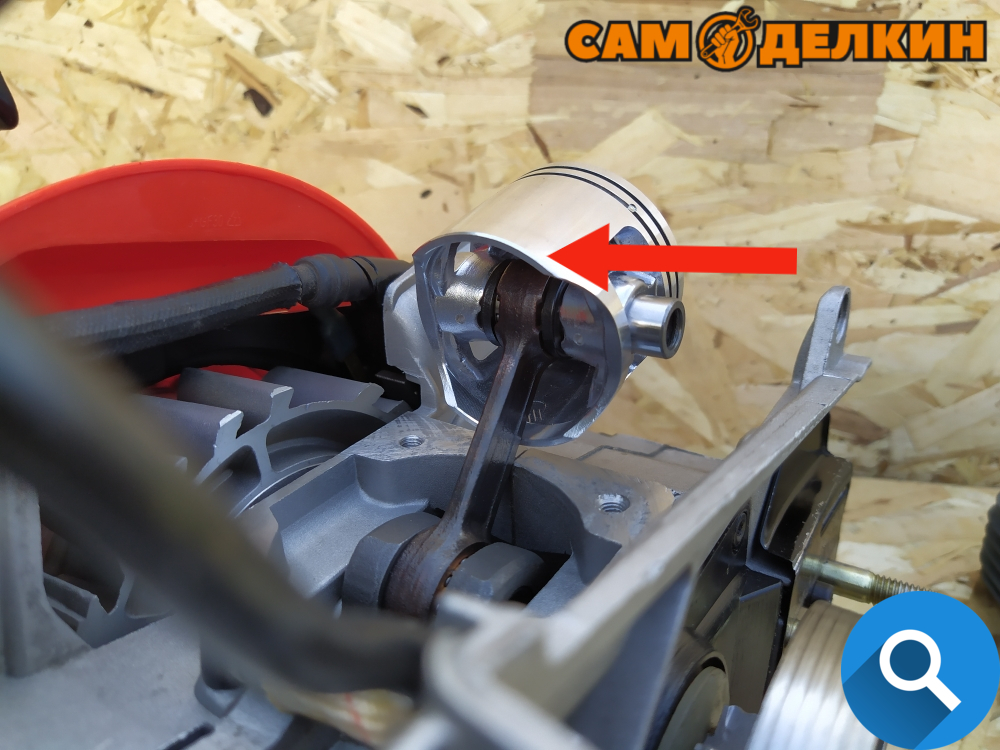
Закалка и термообработка топора

Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки.
В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному.
В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части.
И является гарантией того, что при работе не лопнет обух или не отломается полотно.
Гост 18578 – 89 топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные.
Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке.
Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов.
Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя.
Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет.
Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов.
А для окончательного охлаждения топора она нагрета до 50 градусов.
Закалка ножа в домашних условиях
Закалка металла в домашних условиях несложная. Как закалить нож в домашних условиях. Лучшим решением проведения закалки в домашних условиях, будет использование печи, о которой шла речь в предыдущем заголовке.










Тем не менее даже если нет печи, то можно воспользоваться другими методами, которые менее эффективные.
Но перед тем как приступить к реальному выполнению работы, рекомендуется произвести эксперимент, который позволит вычислить можно ли использовать данный метод или нет.
Это поможет слегка натренироваться начинающему мастеру. Стоит помнить, что для каждого металла используется свой температурный режим и способ закаливания. В противном случае клинок может треснуть и полностью испортиться.
Кузнечные печи.
Источник нагрева
Как закалить нож и какой источник нагрева используется. Всего существует пара источников нагревания для клинка. Наиболее популярным и эффективным является печь или камера. Изготовить её можно самостоятельно в домашних условиях.
Тем не менее можно воспользоваться и другими известными способами. Горн. Изготовить его можно самостоятельно или найти сразу готовое оборудование. Чтобы сделать его самостоятельно, необходимо разложить угли на земле и дополнительно сделать возможность подачи воздуха.
Также в качестве горна может служить обычная газовая горелка или даже паяльник. Для начала рекомендуется потренироваться на обычном материале, а не на готовом изделии. Из нескольких элементов можно даже сделать своеобразную печь. Другой метод, это газовая плита.
Настоятельно не рекомендуется использовать данный способ. Этот метод здесь описан для того, чтобы им никто не воспользовался. Гораздо проще получится всё испортить.
Кузнечный горн.
Температурный режим
Он зависит от того, какой материал и его структура используется. Сталь может быть разной со своей кристаллической решёткой. В производстве используется специальный термометр для определения температуры, но а в домашних условиях пробуют различные методы.
Как закалить нож. Мастера зачастую используют метод определения на глаз. Но пользоваться новичку этим методом не рекомендуется. Гораздо лучше воспользоваться способом с магнитом. Если клинок нагрелся до такой степени, что магнит больше не притягивается к металлу, то это говорит о его готовности.
Также металл покрывается тёмно-красным цветом. Нельзя допускать образования тёмных пятен на металле. Это говорит о том, что он перегрелся и срочно нужно убирать с открытого огня.
Современные приспособления кузнецов.
Охлаждение и отпуск
Температура охлаждения является важной процедурой закаливания. Стоит отнестись к этому серьёзно
Нержавеющая сталь должна закаляться в холодном минеральном масле с добавлением некоторых присадок.
Низколегированный металл можно опускать в холодную воду.
Процедура охлаждения выполняется несколько раз. С каждым разом время пребывания клинка в жидкости должно пропорционально увеличиваться. Методов закалки и охлаждения столько же, сколько разновидностей металла.
Оснащение современного кузнеца.
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
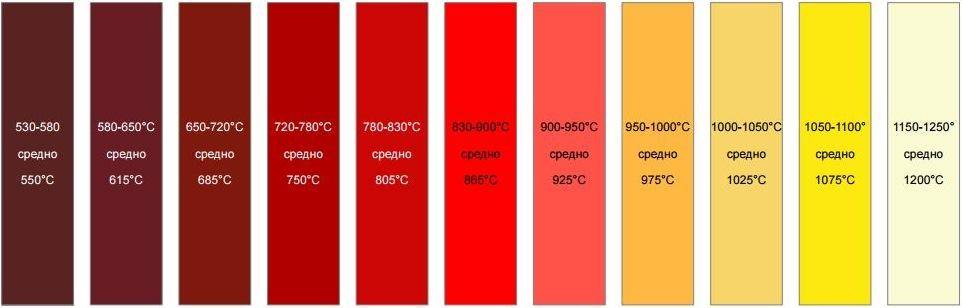
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Особенности технологии
В домашних условиях, если правильно подойти к делу, можно качественно закалить любой нож. Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование.
В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
- масло при комнатной температуре – 150°/с;
- масло, нагретое до температуры 200°, – 300°/с;
- вода, температура которой составляет чуть выше 20°, – 450°/с;
- ледяная вода – 600°/с.

Отжиг ножа на открытом огне требует пристального внимания
Самой главной проблемой, с которой вы можете столкнуться, пытаясь в домашних условиях закалить нож, является перекаливание металла, что приводит к значительному увеличению его хрупкости. Надо также очень внимательно следить за равномерностью нагрева закаливаемого ножа, чтобы не столкнуться с образованием поперечных трещин на его лезвии.
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.

Цвета каления и побежалости углеродистых и малолегированных сталей

На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах
Различные охлаждающие среды обеспечивают и разную глубину закаленного слоя (прокаливаемость). Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Еще одной технологией, позволяющей качественно закалить режущую кромку у лезвия со значительной толщиной, является закалка ножа в графите. Используя такую технологию, подробности которой также легко изучить по видео, можно качественно закалить ножи различных моделей и конфигураций (охотничий, штык-нож, нож-бабочка и др.). При этом качественно выполнить такую закалку можно и в домашних условиях.

Самодельный нож после закалки в графите
Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.









- Средняя часть клинка разогревается при помощи металлического прутка диаметром 10 мм, раскаленного до максимума.
- После прогрева средней части клинка его опускают в кипяток и выдерживают в нем на протяжении 2 часов.
- После выдержки в кипятке клинок опускают в ледяную воду.

Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Если вы пробуете закалить свой нож в домашних условиях, следует придерживаться двух правил, которые позволят вам получить качественный результат.
- Объем используемой охлаждающей жидкости должен быть достаточно большим (минимум 20 литров). В противном случае жидкость будет сильно нагреваться, что изменит температурный режим и скорость охлаждения, а это в свою очередь отрицательно повлияет на результат всей технологической операции.
- Чтобы теплоотдача от нагретого ножа была равномерной и его не повело в процессе закалки, им нельзя двигать в охлаждающей среде – надо держать его неподвижно.
Особенности технологии
Можно выделить 3 основных этапа термической обработки стали:
Отжиг. Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения.
Закалка. После выполнения отжига наступает этап закалки. В зависимости от типа металла температура нагрева может варьировать в пределах +800…+1000°С и выше. В домашних условиях можно достигнуть лишь показателя +800°С или чуть выше. Нагрев проводится до момента, пока металл не станет полностью красным, при этом графит и вся кристаллическая решетка перестраивается. Охлаждение может проходить в воде, но лучше использовать масло, что позволит снизить вероятность появления серьезных дефектов в структуре. При этом следует учитывать, что при нагреве масла может образовываться дым и другие продукты горения, которые вредны для человека.
Отпуск. За счет отпуска можно существенно снизить хрупкость структуры, при этом изделие выдерживается в духовке на протяжении 1 часа или более при температуре не выше +320°С
Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к
сильный нагрев может привести к снижению твердости поверхностного слоя.
Закалка ножа в домашних условиях осуществима, этого потребуется обычная печь, место для проведения работы, а также емкость с маслом или водой для охлаждения металла.
Много внимания уделяется выбору способа охлаждения стали. Различают следующие методы:
- Применение одной среды.
- Охлаждение при использовании двух жидкостей.
- Струйный метод снижения температуры поверхности металла.
- Метод ступенчатого охлаждения, применяемый для снижения напряжений в структуре материала.
При проведении закалки в домашних условиях следует учитывать, что слишком быстрое охлаждение становится причиной повышенной хрупкости структуры
Важно обеспечивать равномерное охлаждение, что позволяет получить равномерную структуру
При работе с раскаленной сталью следует соблюдать осторожность. Нельзя проводить подобные работы вблизи легковоспламеняющихся материалов
Частые ошибки
Несмотря на кажущуюся простоту, многие совершают ошибки во время затачивания инструмента. Самые распространенные:
- Заточка топора болгаркой. Удержать в руках УШМ непросто, поэтому боковых уводов и нарушения фаски с ней не избежать. Абразив в отрезном диске имеет крупную фракцию, из-за этого качество обрабатываемой кромки будет низким. Высока вероятность перегрева металла.
- Перегрев кромки от длительного воздействия электроточилом. Восстановить рабочие свойства топора после этого будет сложно, потребуются закалка и переточка клина.
- Использование изношенного оборудования. Старые диски, абразивные бруски с выработкой не способствуют образованию качественной кромки. Неисправный инструмент может травмировать.
Грамотную заводскую заточку не рекомендуется полностью переправлять. В большинстве случаев достаточно легкой доводки бруском режущей кромки. Для некоторых топоров (колун, туристический) острота не является приоритетной.
Современные топоры, которые изготовлены из высококачественной стали, практически не нуждаются в регулярной заточке. Их рабочая кромка хорошо переносит рубку любой древесины. Исключения составляют случайные попадания по гвоздям или камням, тогда может потребоваться серьезная переточка. В остальных случаях достаточно мелкозернистого наждачного бруска для финишной доводки.

Не рекомендуется затачивать топор болгаркой

При длительном воздействии электроточила лезвие может перегреться

Изношенные абразивные круги необходимо заменить новыми
Что такое таежный топор
Сначала, конечно, расскажем о кованых таёжных топорах нашего изготовления, сравним их с покупными плотницкими. Потом соображения по распространенным в интернете рецептам самостоятельной переделки из готовых топоров.
Назначение
Таежным топором называют топор, которым удобно пользоваться на охоте, при длительных походах и работе в лесной местности. Он предназначен для заготовки дров, работ по устройству лагеря и, довольно часто, для разделки туш крупных животных. Поэтому требуется оптимальная твердость лезвия, надежное топорище, удобный чехол.
Купить таежный топор или сделать своими руками?
В массовой продаже обычно находятся плотницкие топоры, которые не очень удобны для работы в лесу. Очень давно умелые люди облегчали и дорабатывали покупные топоры для походного использования, сейчас появилась целая индустрия по переточке топоров и превращения их в «авторские». Если все сделать правильно: форму, насадку на топорище, термообработку и заточку, то может получиться неплохой инструмент. Но мы предпочитаем топоры полностью выкованные вручную и предназначенные специально для работы в лесу. Достоинства такого топора: оптимальная форма, малый вес, более прочное, за счет свободной ковки, а не штампования, лезвие. Потому мы сначала похвастаемся своими топорами, а только в конце статьи расскажем как сделать таёжный топор своими руками.
Основные этапы закалки топора
Если вам надо закалить топор в домашних условиях, надо затупить его режущую кромку, доведя ее толщину до 1 мм. Сама процедура термической обработки инструмента, выполняемая в том числе и в домашних условиях, состоит из нескольких этапов.
Отжиг
Отжиг – это первый этап термической обработки не только топора, но и любого другого инструмента. Целью данной технологической операции, которую можно выполнить и в домашних условиях, является очистка структурной памяти металла. В результате происходит улучшение его внутренней структуры, снятие внутренних напряжений и уменьшение твердости. Суть данной процедуры заключается в том, что рабочую часть топора нагревают до 740–760° и подвергают медленному охлаждению до 550°, скорость которого составляет 30–50 градусов в час.

Простейший горн для нагрева топора – листовой металл с прорезями, на который укладываются кирпичи и насыпается уголь
Самым важным моментом при выполнении отжига является правильное определение температуры нагрева. В таких ситуациях можно ориентироваться на свой опыт или на обучающие видео, чтобы определить требуемый порог нагрева по цвету раскаленной стали. Однако есть и более надежный способ, позволяющий точно определить температуру, до которой нагрелась сталь. Это достаточно просто реализовать даже в домашних условиях. Данный способ предполагает использование обычного магнита, который перестает притягиваться к поверхности изделия из инструментальной стали при 768°. Таким образом, периодически прикладывая магнит к поверхности топора, можно определить, что процесс нагрева следует прекратить, чтобы приступить к следующему этапу термической обработки.
Цвет инструментальной стали, нагретой до 768°, красно-бордовый, а если ее нагреть до 800–930 градусов, что необходимо для выполнения закалки, она станет ярко-красной. Посмотреть, как изменяются цвета инструментальной стали в зависимости от температуры ее нагрева, можно по видео, которое несложно найти в интернете.
Цвета каления стали (нажмите для увеличения)
Закалка
После окончания процедуры отжига поверхность топора, который надо закалить, следует очистить от окалины. Для этого можно использовать проволочный круг. Когда поверхность топора очищена, ее необходимо снова нагреть, но уже до 800–830°. Степень нагрева можно контролировать, следя за цветом стали, который должен стать ярко-красным.


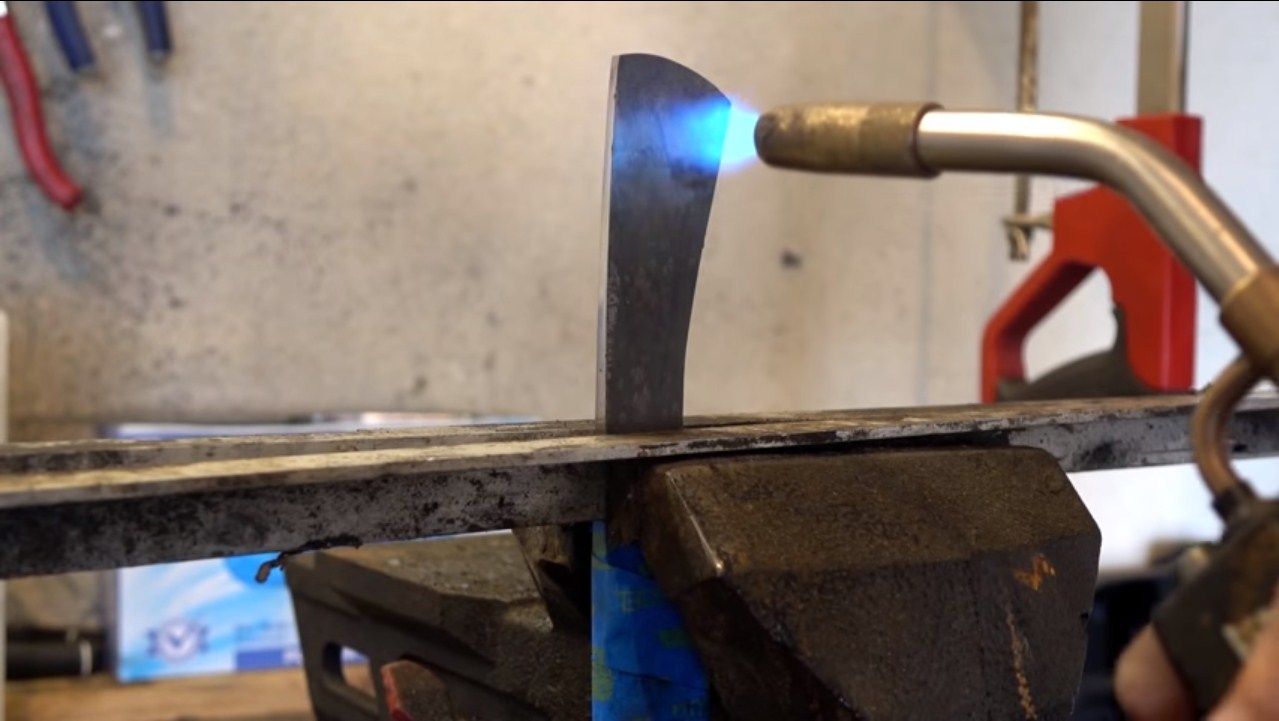








Нагрев топора «до красна» в импровизированном горне из кирпичей
После нагрева топор необходимо охладить. Для этого используют две среды – воду, нагретую до 30°, и масло. В первую очередь охлаждается лезвие топора (шириной 3–4 см), для чего его опускают в воду на 3–4 секунды. Чтобы в используемой воде не образовалась паровая подушка, которая будет препятствовать эффективному охлаждению, лезвие надо интенсивно двигать в емкости
В масляную охлаждающую среду помещается весь топор, при этом важно следить за тем, чтобы масло не воспламенилось

Цвета побежалости стали (нажмите для увеличения)
Отпуск
Отпуск закаленной рабочей части топора позволяет снять внутренние напряжения, сформировавшиеся в металле в процессе закалки, а также уменьшить хрупкость материала. Для выполнения этой процедуры в домашних условиях можно использовать обычную духовку, нагрев ее до 300° и поместив в нее топор на 1 час (прежде чем приступать к отпуску, посмотрите соответствующее видео). После выдерживания топора в духовке его охлаждают, оставив на открытом воздухе. О том, что отпуск был проведен при требуемой температуре, будет свидетельствовать синий цвет побежалости на поверхности топора.

Фотография топоров, прошедших закалку, отпуск и зачистку лезвия
Чтобы убедиться в том, что рабочая часть топора стала несколько мягче после отпуска, можно использовать напильник, как уже описывалось выше. Следует иметь в виду: чем выше температура, при которой выполняется эта процедура, тем более мягким и пластичным получится в итоге . Для выбора температуры отпуска, от которой напрямую зависит твердость готового изделия, также можно воспользоваться специальными таблицами.

Зависимость механических свойств стали марки У7 от температуры отпуска