Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении. После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
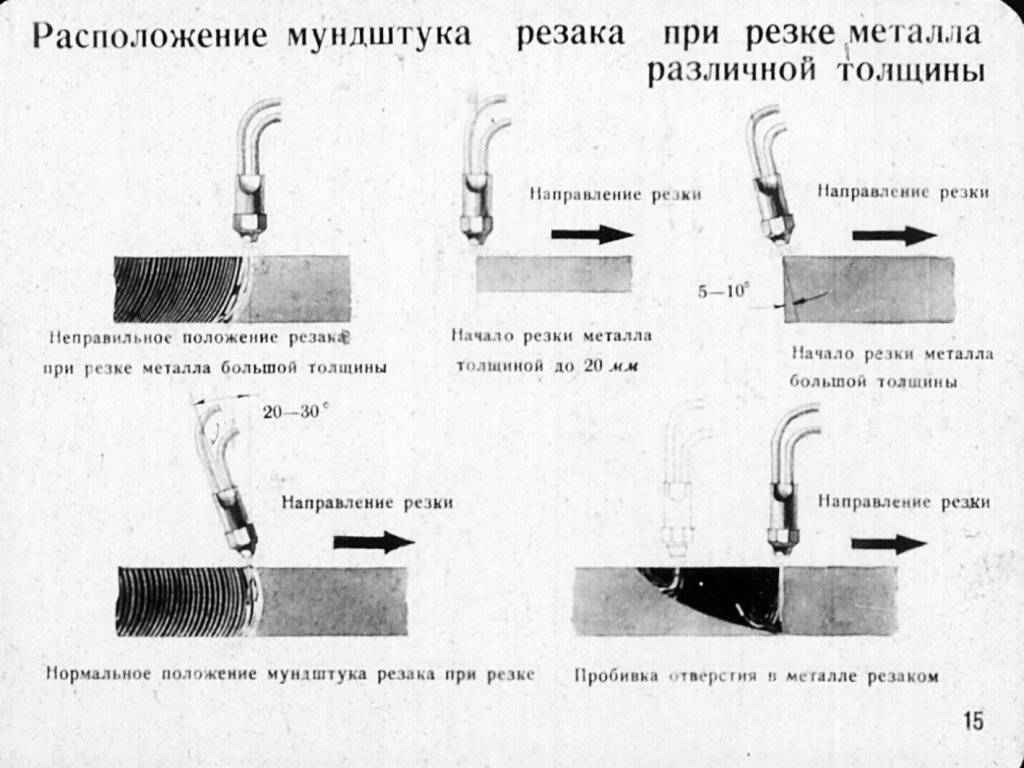
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона. Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака
Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Достоинства и недостатки метода
Преимущества ручной резки металла газом:
Можно разрезать металлопрокат толщиной до 80 мм.
- Резы любой сложности и конфигурации.
- Отсутствуют жесткие требования к помещению, в котором будут проводиться работы, не нужно предусматривать центральный кабель заземления.
- Ручные модели резаков мобильны, нет трудностей с транспортировкой.
- Способ относительно быстрый и универсальный.
- Кроме самой резки можно выполнить поверхностную подготовительную обработку.
- Хорошее соотношение между ценой и качеством обработки заготовок.
Недостатки метода:
- Нельзя резать металлопрокат свыше 80 мм, включая и нержавеющую сталь.
- Ограниченность в применении (режут только углеродистые стали и чугун).
- Большие линейные отклонения реза, достигающие 7 – 8 мм на 1 п. м.
- Низкое качество кромки (окалина, неровный край).
- Детали требуют последующей механической обработки.
- Значительная ширина реза для толстолистового металла (до 3 мм)
- Большая зона термического воздействия.
- Низкая производительность, необходимость в дополнительных инструментах и приспособлениях.
Автоматическая и полуавтоматическая резка распространена на промышленном производстве средних и крупных масштабов, там, где нужно гарантировать высокое качество и требуется большая производительность.
Специализированная техника позволит выполнить криволинейные резы любой сложности, изготовить фланцы, диски, подготовить кромки для сварки, минимизировать последующую обработку деталей.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.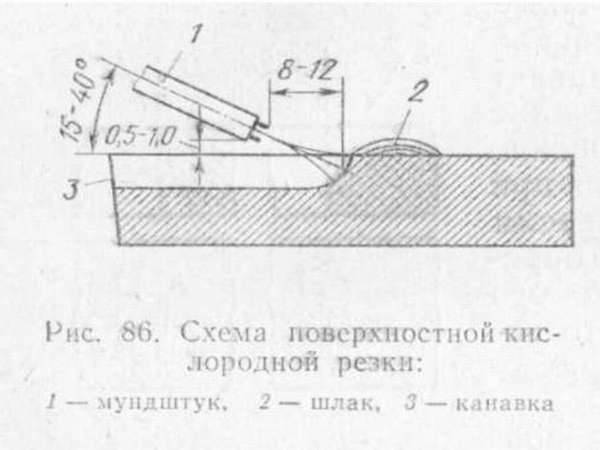
Принцип функционирования и разновидности резаков
Независимо от размеров автогена и разновидностей разогревающей смеси газа резка может происходить при помощи процесса сгорания металла в струе кислорода чистой смеси, нагнетаемого через специальное сопло в головке рабочей зоны.
Главная и принципиальная особенность газовой резки —это показатель температуры горения, который должен быть не меньше показателя температуры плавления. В противном случае металл, не успев разгораться, будет всё время плавиться и стекать. Таким условиям должны соответствовать низкоуглеродистые сали, а цветные металлы и чугун — нет.
Большое количество легированных сталей так же не будут поддаваться процессу газовой резки — существуют значительные ограничения по максимальному показателю и допустимым дозировкам легирующих компонентов, углерода, примесей, процесс превышения горения которых внутри кислорода станет наиболее нестабильным либо вообще перестанет протекать.
Саму резку следует разделить на две стадии:
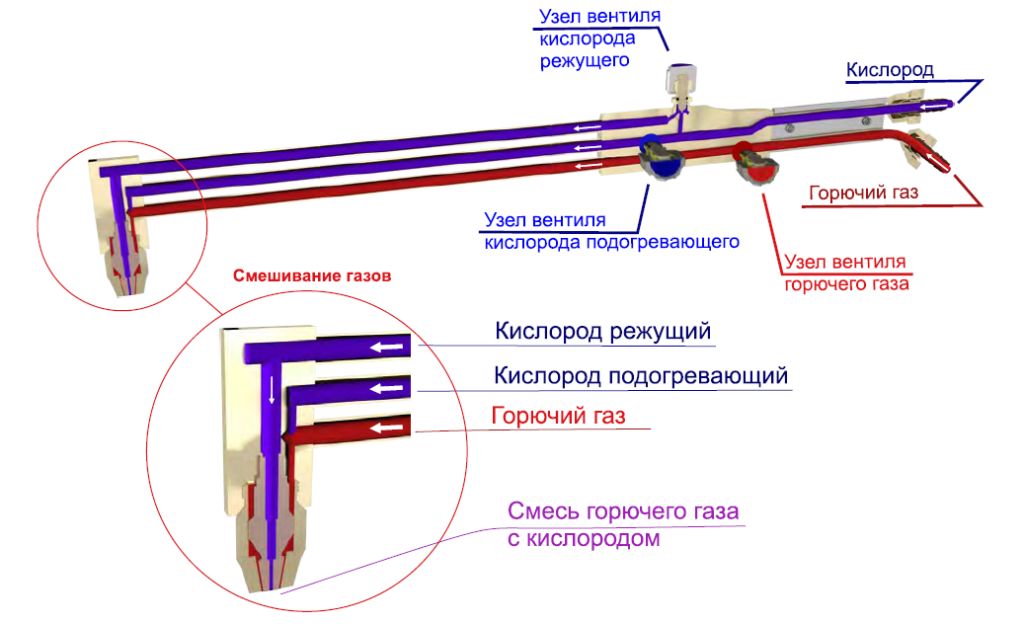
- Разогрев одной части детали до температуры, во время которой металл начнёт гореть. Для того чтобы получить факел пламени разогрева, часть технического кислорода в определённом соотношении смешивают совместно с газом.
- Процесс сгорания (окисление) разогретого металла в струе кислорода и общее выведение продукта горения из зоны реза.
Если начать рассматривать классификацию только ручных резаков, то такое значение будет обладать следующими особенностями:
Разновидность горючего, мощность и способ получения смеси газов для пламени разогревающего типа.
- Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
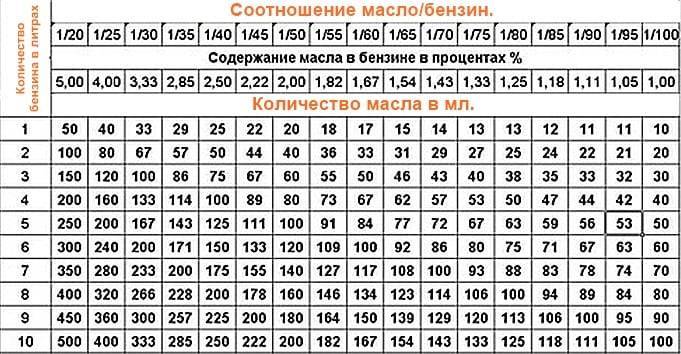
- Особенность мощности: небольшая (резка металла толщиной от 3 до 100 мм) — маркировка P1, средняя (до 2−0 миллиметров) — маркировка P2, более высокая (около 300 миллиметров), маркировка — P3. Существуют особые образцы с толщиной резки около 500 миллиметров.
- И если первая особенность будет влиять лишь на общую температуру разогревающего пламени, а также мощности — на предельную толщина металла, то ещё одним признаком будет определяться особенность конструкции резака.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым резаком не нуждается в каких-либо дополнительных действиях.
Еще раз: настройка газового резака – дело сугубо заводское.
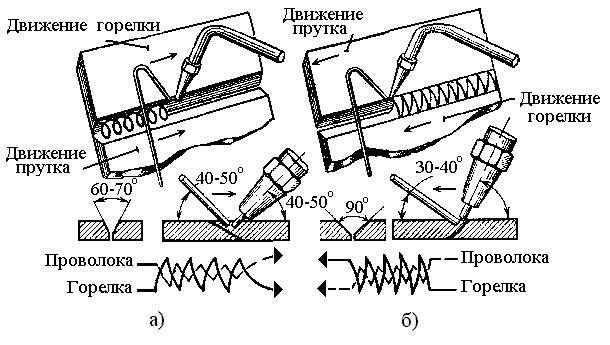
Схема использования газовой горелки для сварки.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.
- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.
- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Пропановый резак, устройство, принцип работы, разновидности
Пропановый резак — это простое оборудование для ручной резки металла, горючим топливом которого является пропан. Процесс резания заключается в сгорании металла подаваемым кислородом, но перед этим хорошо разогретой поверхностью металла до необходимой температуры воспламенения кислорода о поверхность металла. Затем следует удаление окислов из зоны резки струей пламени.




Резак кислородно-пропановый качественно выполнит рез, если правильно подобрать соответствующий размер сопла, а также выбрать подходящие соотношения давления подачи газа к толщине металла. Недостаток подачи кислорода сказывается на неполном окислении металла и слабом удалении окислов, а избыток кислорода приводит к ненужному охлаждению и удалению тепла из зоны резки. Чем чище кислород, тем чище качество кромок реза и меньше шлака, который трудно потом отделить. Скорость резания должна быть оптимальной, иначе кромки будут оплавляться или при малой скорости неполное разрезание.
Резак пропановый РЗП может также работать на ацетилене или пропан-бутане. Достаточно эффективно производит резку металла толщиной до 300 мм, малый вес 0,8 кг, длина резака 520 мм, имеет 100% стойкость к обратному удару пламени, качественные долговечные узлы, благодаря специальной смазке, которая не опасна для кислорода. Резак пропановый РЗП (2,3), Ижевской компании «ДЖЕТ», предназначен для ручной резки углеродистой стали, а также низколегированных сталей. Производит качественную резку металлов толщиной 3-300 мм. и разделку до 450 мм. Имеет массу 0,91кг, модели этих резаков работают на пропан-бутане, ацетилене и могут на природном газе. Условный проход рукавов, мм-dy9, если по специальному заказу dy6. Такие резаки имеют разный набор мундштуков, что позволяет качественно резать различную толщину стали.
Марка резак пропановый РЗП тип «МАЯК» также способен резать толстые стали до 300 мм. Масса резака 0,75 кг, имеется четыре номера внутреннего мундштука и один наружный. Универсальный ниппель d6/9. Резак этого типа предназначен для разделки сортового и листового металла низкоуглеродистой стали. Сопло щелевое, вентильная подача газа, высокое сопротивление обратному удару.
Резак пропановый РЗП-03М тип КРАСС работает на пропан-бутане и успешно разрезает листовой и сортовой металл из низкоуглеродистой стали. Вес резака 0,75 кг, длина 475 мм. Способен разрезать сталь толщиной от 8 до 300 мм. Резак пропановый перечисленных типов резаков не имеют существенных различий по качеству резки и возможностям разрезать металлы, но имеют разную длину, вес, количество прилагаемых мундштуков, иногда толщины разрезаемого металла
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Резка металла кислородно пропановым резаком: плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком.
Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени.
Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла.
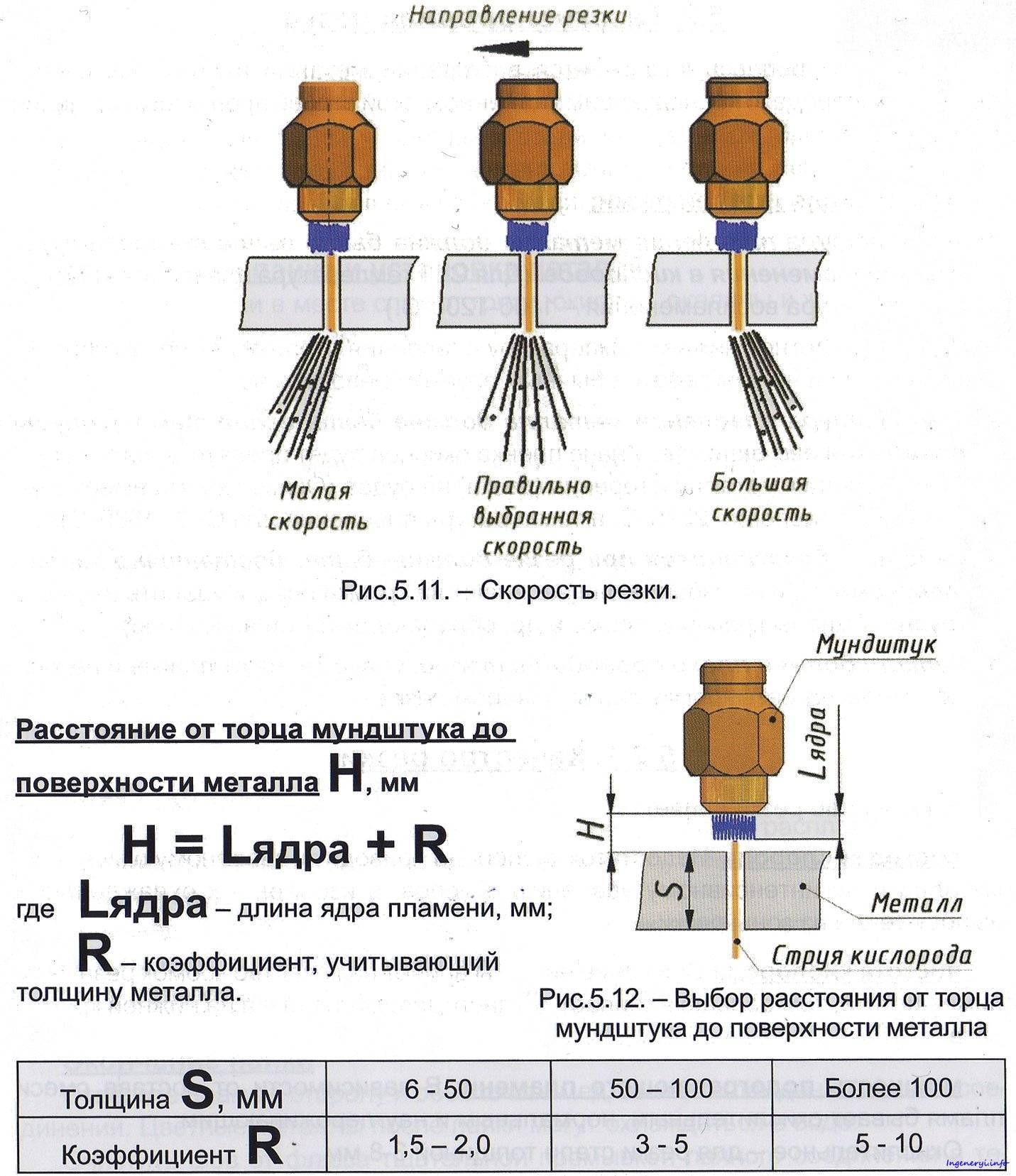
Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.

Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.

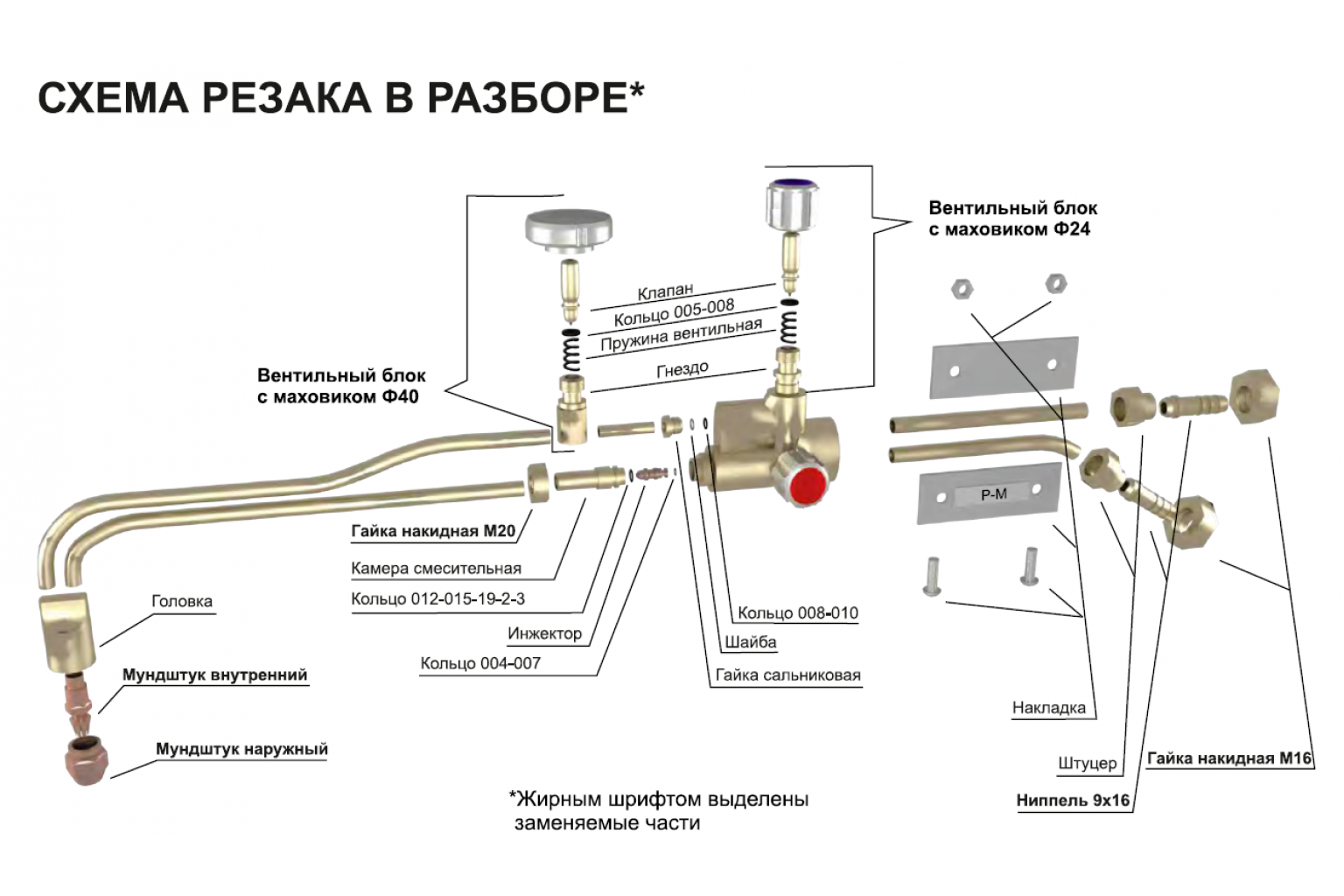

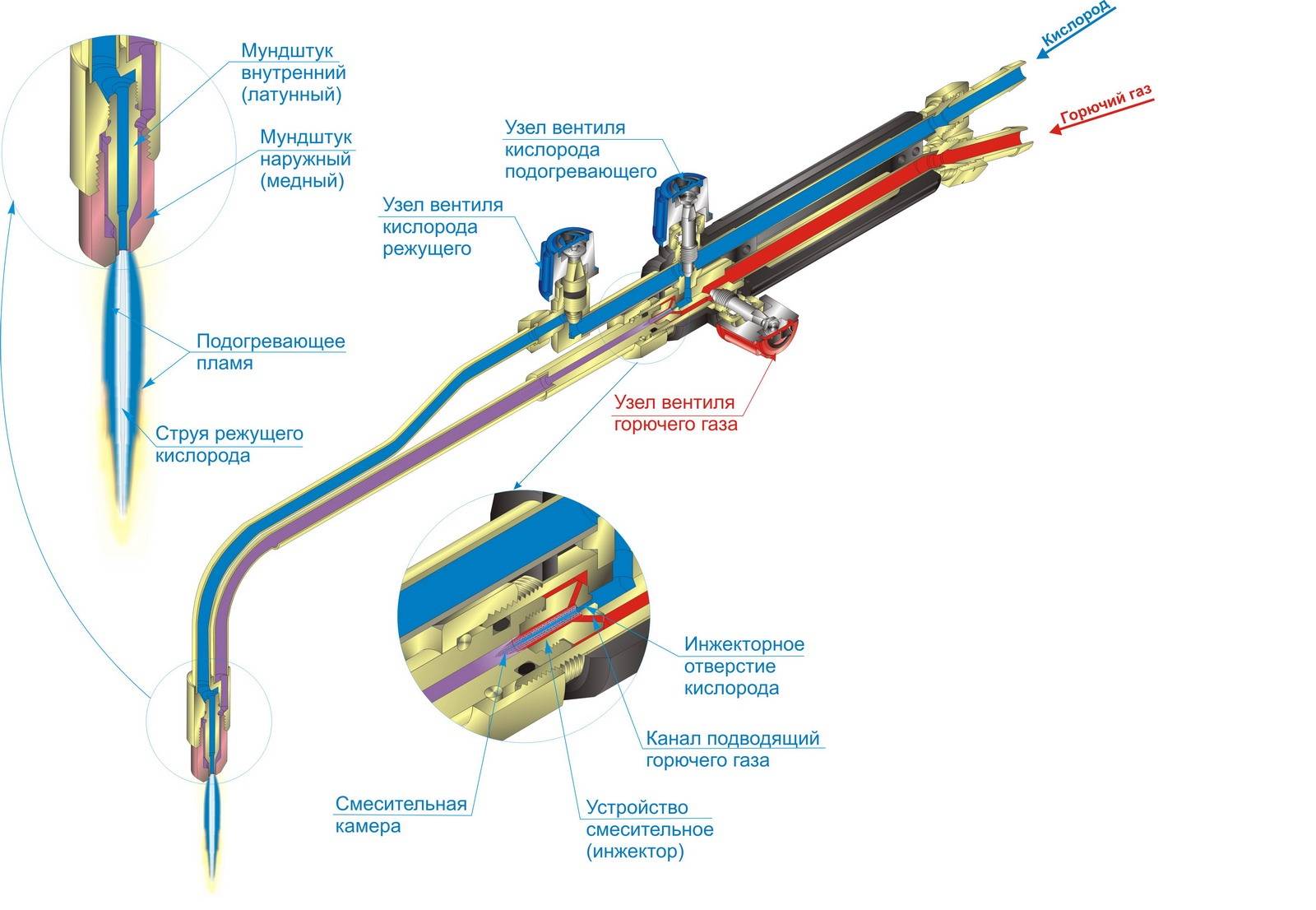
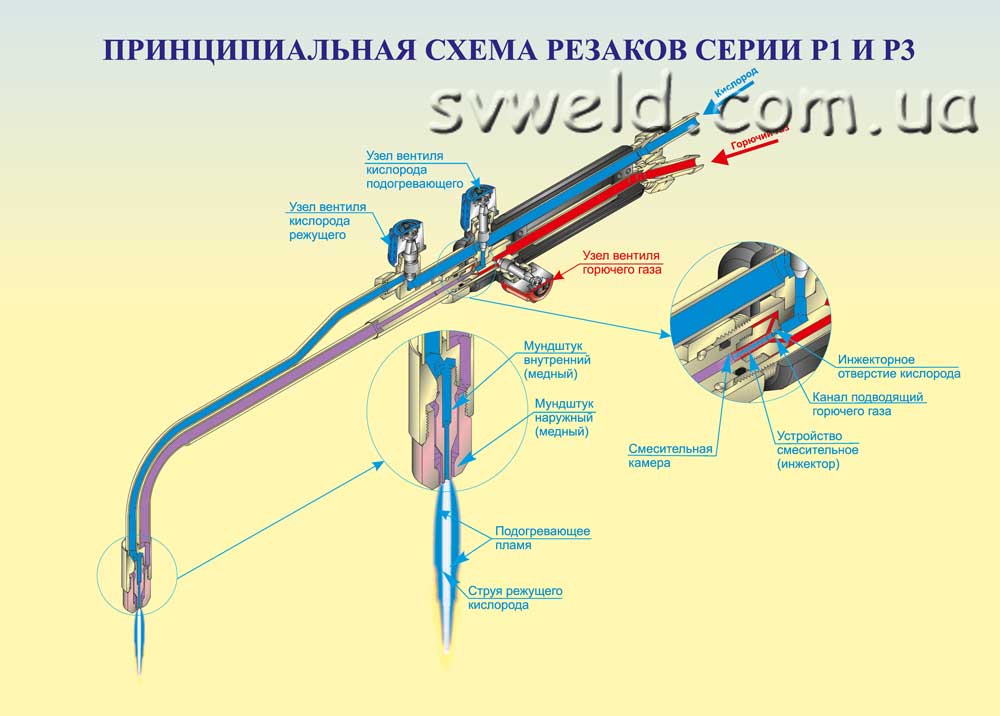
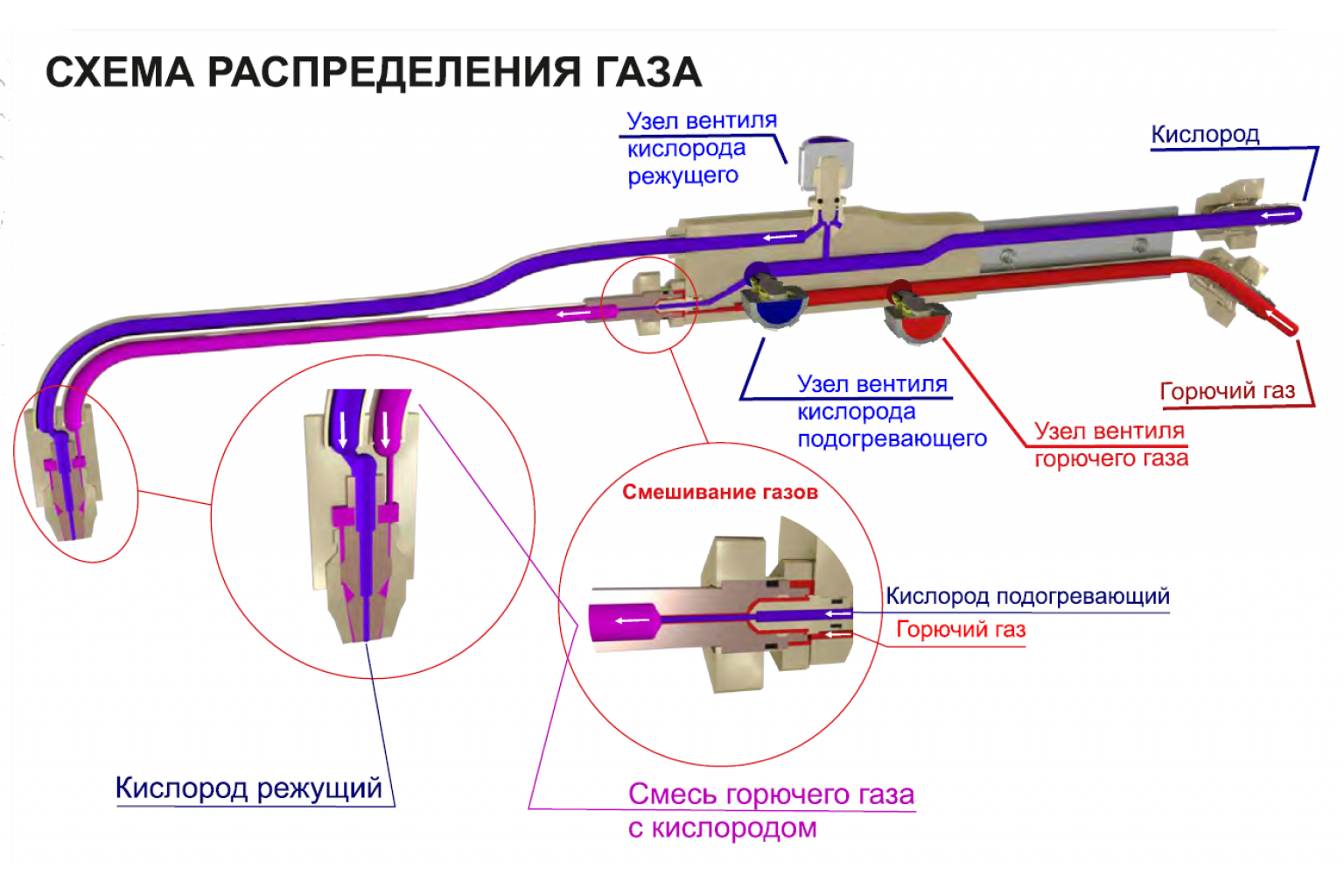
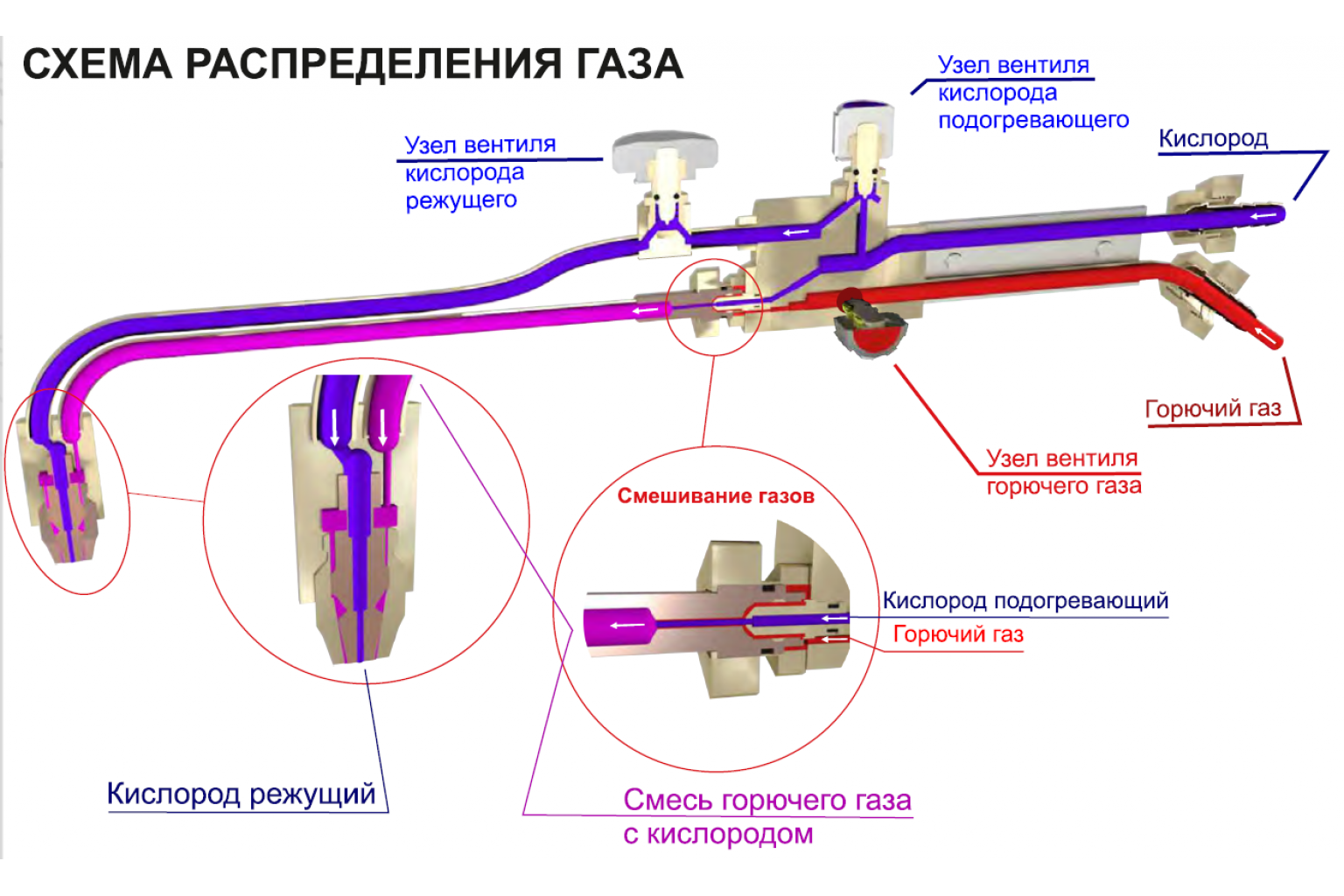
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Технология резки газом
Современная технология газовой резки металла несколько отличается от той, которая описана выше. К примеру, для работы с «легкими металлами» температуры в 1000 градусов за Цельсием и выше могут попросту разрушить металл, с которым вы работаете (расплавить и испарить).
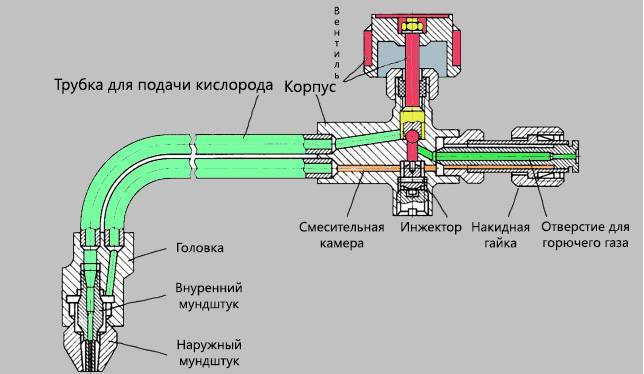
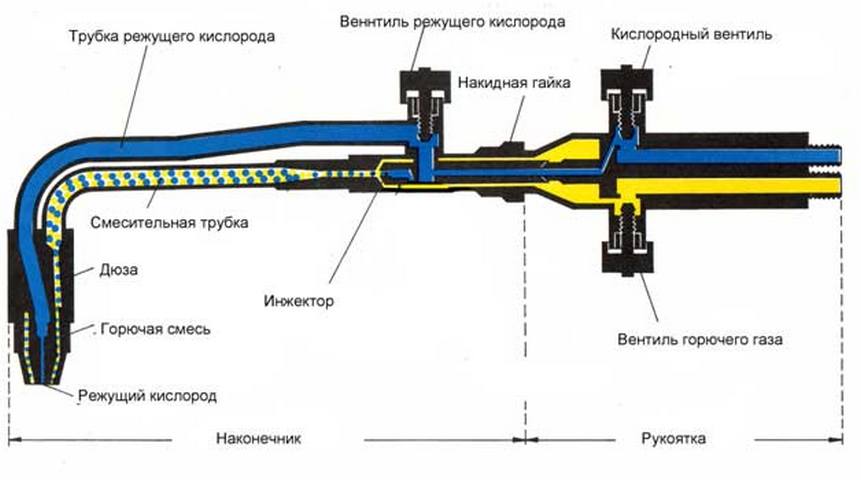
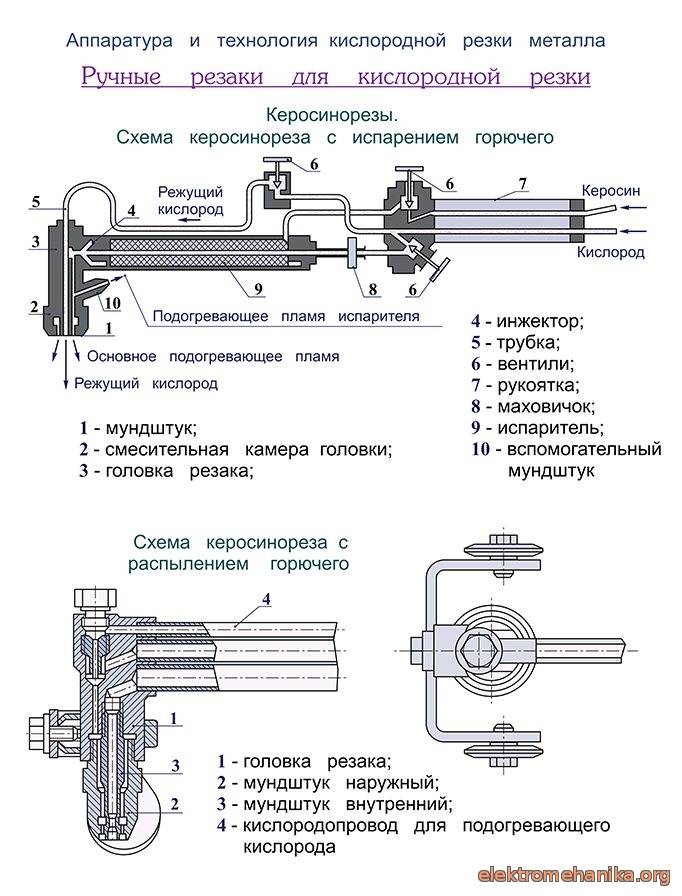
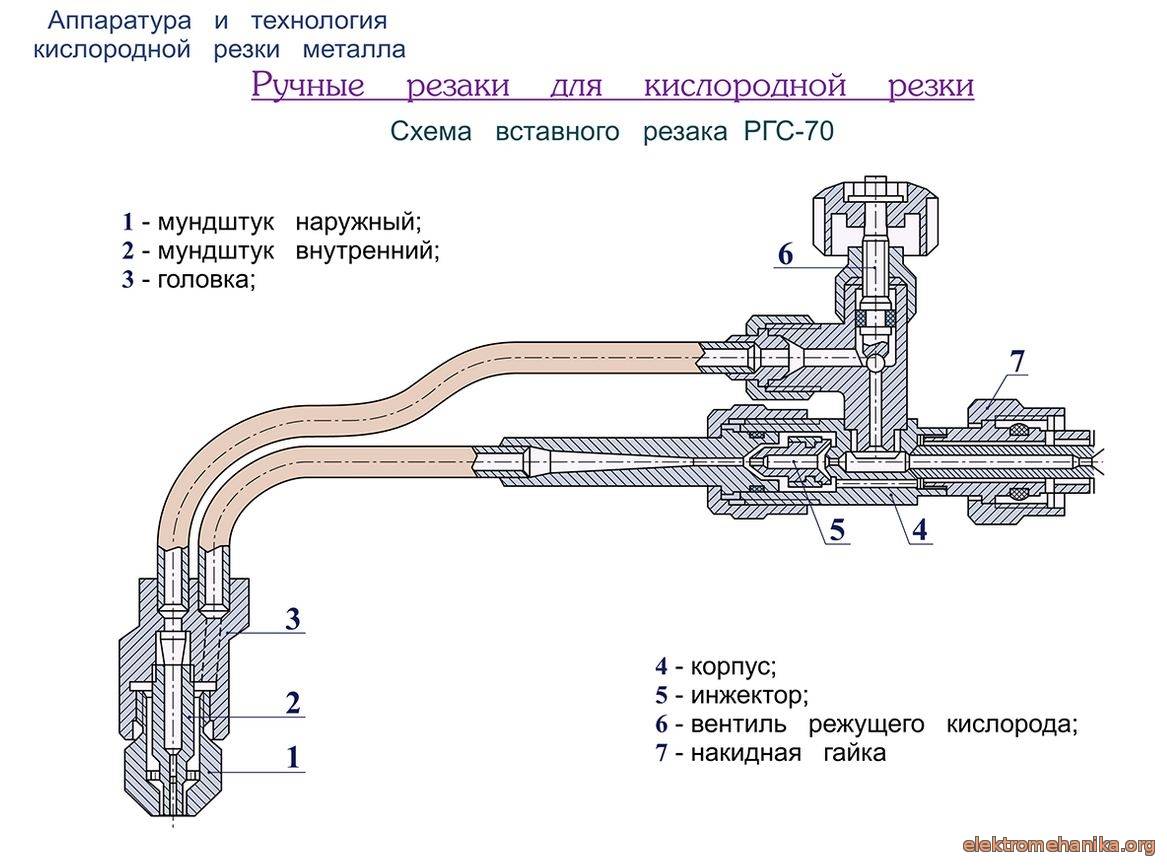
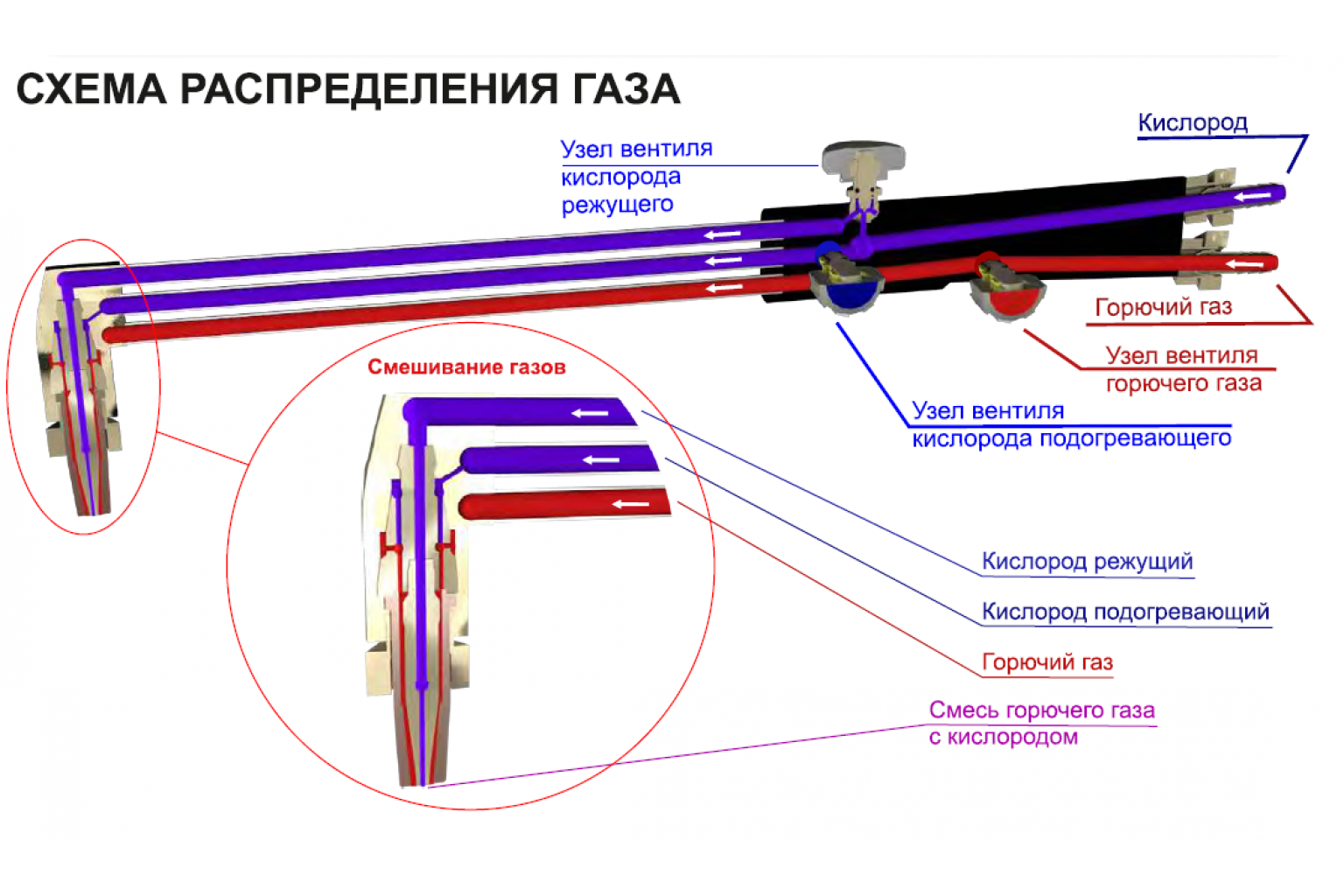
В этих случаях сама резка производится с одновременным подогревом. Наконечник газового резака имеет форму пирамиды с 3 соплами.
Через два боковых подается подогревающая смесь, ну а по центру монтируется тонкое сопло для подачи кислорода под высоким давлением.

Технология кислородной резки
В современных резаках, кислород подается под давлением в 12 атмосфер! Проще говоря – под струей воздуха можно повредить даже кожу (имеется в виду не зажженная струя).
Флюс, который образовывается при такой резке, либо выбрасывается подогревающем пламенем в стороны, либо прожигается непосредственно через весь металл (если выполняется сквозная резка).
Не забывайте, что резка металла газом имеет большое преимущество перед электрической. Какое?
Но учитывайте, что резка металла кислородом не подразумевает использовать металлы, которые плавятся при температуре ниже 600 градусов за Цельсием. В этом случае будет выполняться простое удаление верхнего слоя металла, а не его резка.
Вот в таких случаях рекомендуется использовать так называемые мобильные нагреватели – обычные баллончики со сжатым газом и соплом на конце трубки.
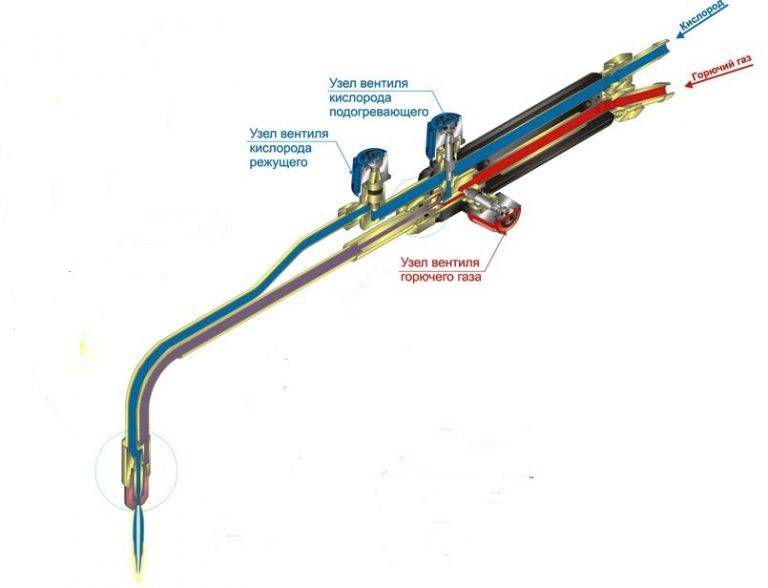
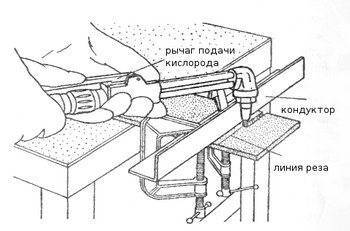
Стандартная технология кислородной резки металла подразумевает использовать направляющий резак, которым управляет оператор. Подача газа регулируется при помощи двух вентилей (в некоторых моделях – одним общим).
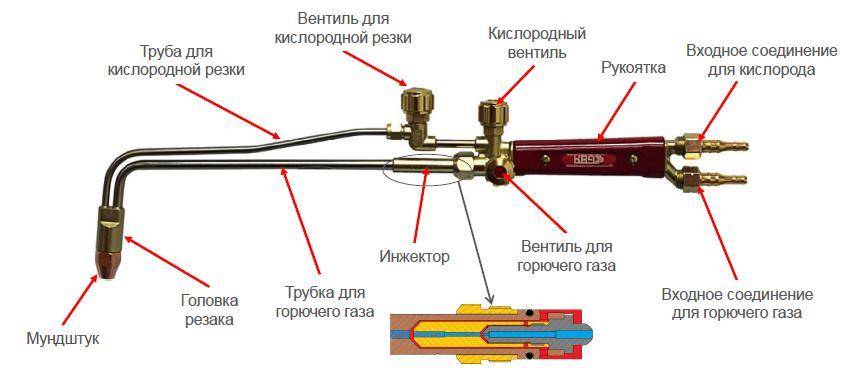
Газовый резак
Сама рукоятка резака имеет две трубки, которые как раз и встраиваются в ручку. Первая рукоятка подает топливо для нагревателя, вторая (как правило — центральная) – подает кислород. То есть, к главному соплу подводятся аж 3 трубки!
Какой расход газа при резке металла? Это зависит от температуры, до которой разогревается сам металл при работе.
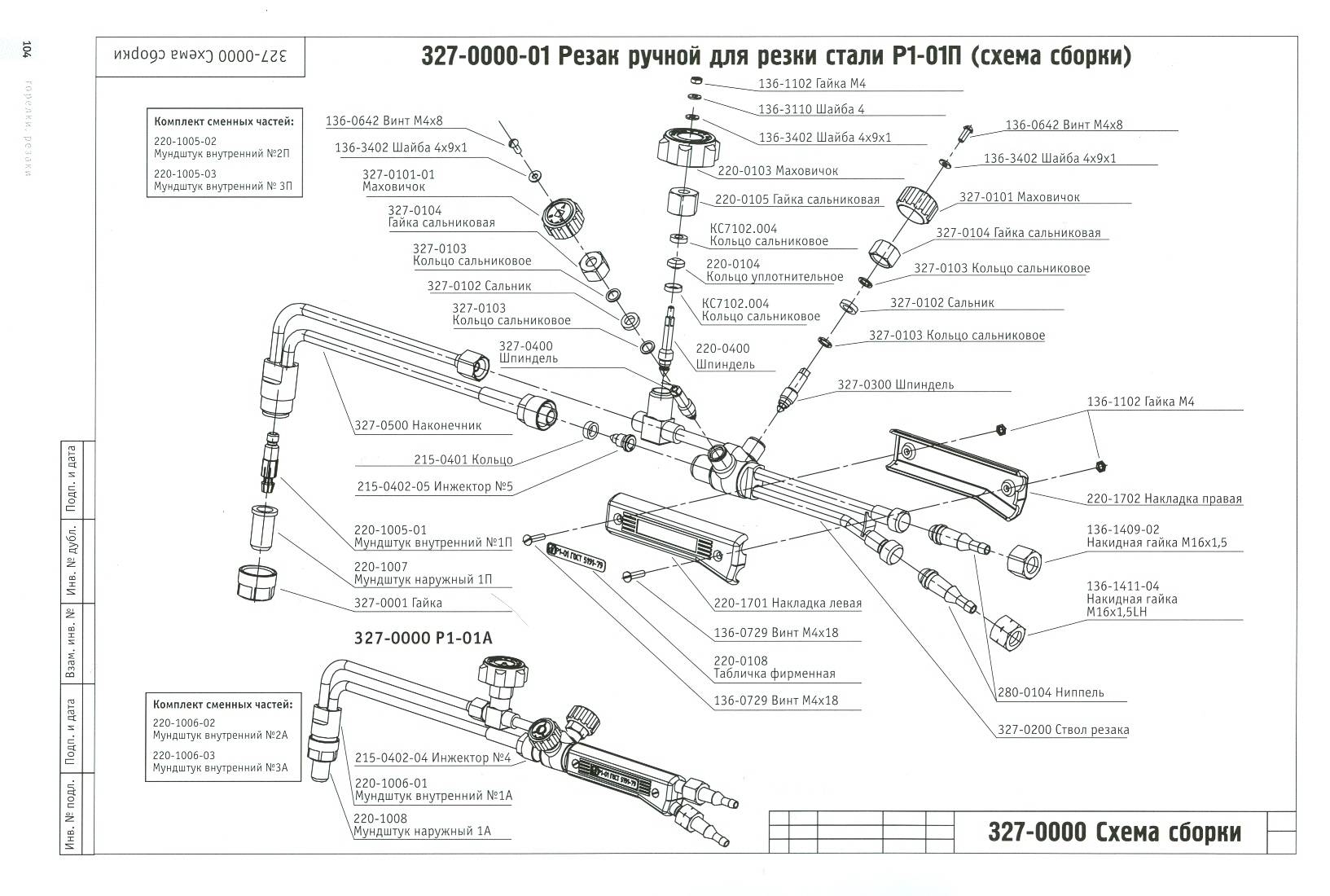
В стандартном резаке Р1-01 за один час работы в среднем расходуется порядка 10 кубических метров кислорода и 0,7 кубических метров ацетилена (при использовании пропана – 1 метр кубический топлива).
Видео:
В «старших» резаках также используется так называемое направление сопел, которое т.акже частично влияет на расход (чем ближе к струе кислорода, тем приходится подавать большую струю).
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
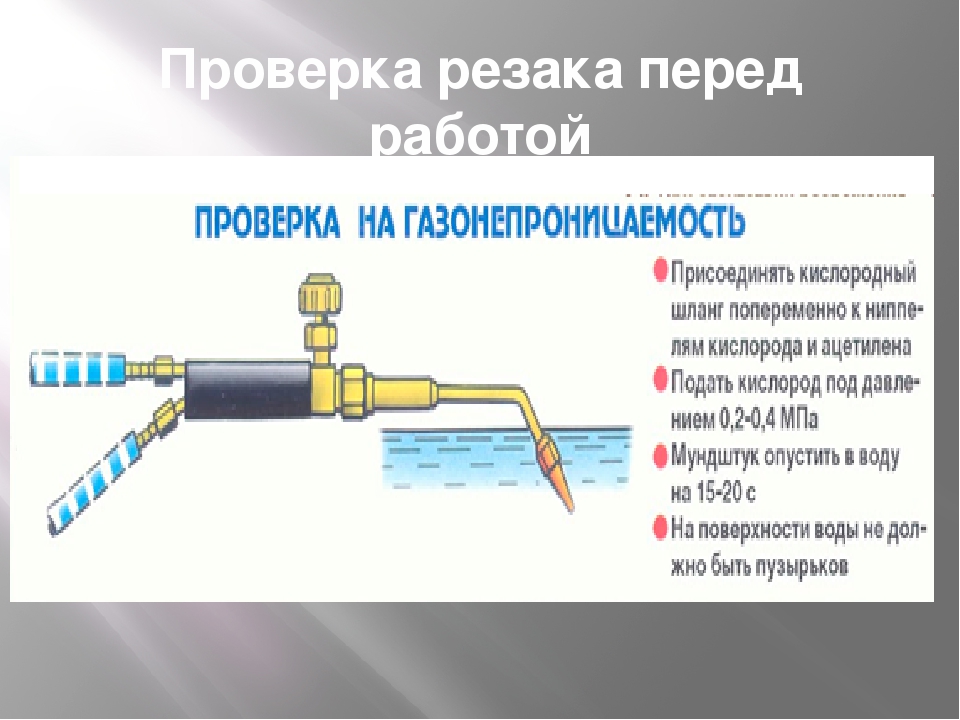
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Без матчасти никуда
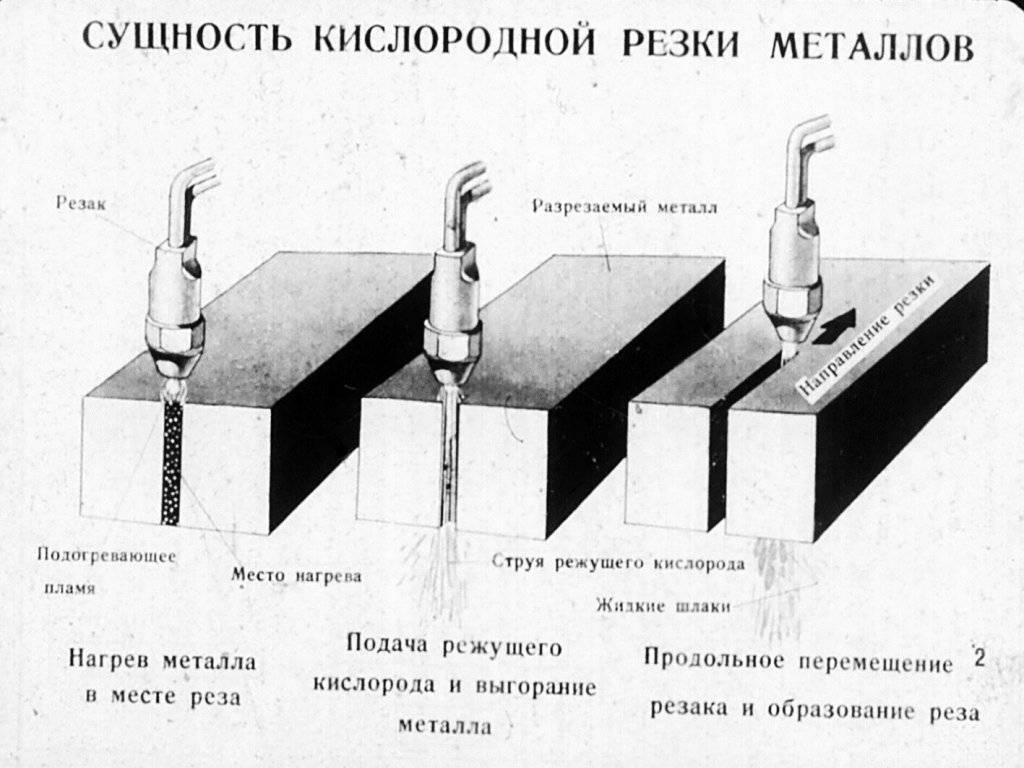
 Процесс резки металлов. Процесс резки делится на два этапа:
Процесс резки металлов. Процесс резки делится на два этапа:
- Разогрев рабочей зоны до температурного уровня горения металла. Металл греется за счет пламени в факеле, получаемого в результате смешивания кислорода с горючим газом.
- Сам процесс сгорания нагрет ого металла в техническом кислороде с последующим удалением шлака от горения из рабочей зоны.
Самое важное правило работы автогена – это точное соблюдение температурного режима. Горение должно происходить при меньшей температуре, чем плавление. В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться
Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока
В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться. Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
А вот цветные металлы и чугун начинают плавиться при довольно низкой температуре, с ними работать автогеном чрезвычайно трудно. Легированные стали также не поддаются газовой резке, при ее производстве всегда учитываются допустимые дозы легирующих добавок – примесей, углерода и т.п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
Резка металла кислородом и пропаном
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов – это пропан и кислород.
Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым – от 30 до 50Г2 (ГОСТ 1050-60).
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
Проверьте, нет ли утечки газов в разъемных соединениях;
Проверьте исправность манометров
Обратите внимание на герметичность газовых редукторов.
Начало работы
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.



Определение газовой сварки
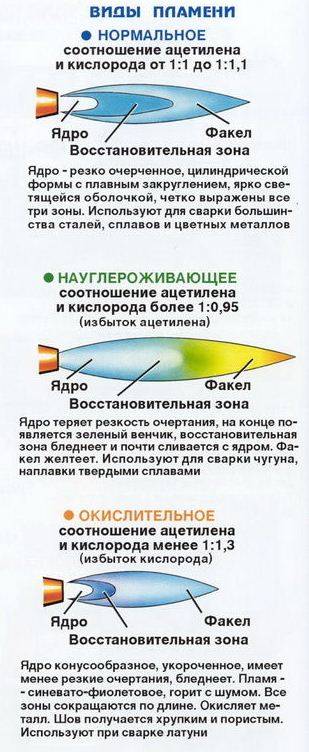
Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
- нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
- науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
- окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Как пользоваться газовым резаком: поджиг газа и нагревание металла

Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.
Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на «сопение», или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».

Газовые резкаи по металлу: укороченный и рычажный от фирмы Норд-С
Недостатки обработки
Для газовой резки наиболее подходит низкоуглеродистая сталь, а вот средне- и высокоуглеродистая сталь – не совсем подходящий материал для резки. Из-за высокого содержания углерода повышается температура воспламенения и снижается температура плавления. А это условие затрудняет процесс резки.
Разрезать металл при помощи газовой смеси тяжело, если у него низкая теплопроводность. Поэтому такие виды материала не подходят для обработки.
Газовая резка металла должна выполняться только квалифицированным и опытным специалистом
Важно соблюдать все ключевые факторы правильной обработки: давление кислорода и скорость процедуры. Необходимо учитывать толщину изделия и диаметр сопла резака
Если скорость окисления и резки металла не соответствуют друг другу, то получится некачественная обработка.
Кислородная резка предполагает использование взрывоопасных веществ. При несоблюдении правил безопасности высока вероятность взрыва газовоздушной смеси, необходимо следить за состоянием газового оборудования. Для защиты от ожогов нужно пользоваться средствами индивидуальной защиты.
Существенным недостатком является возможность деформации металла и низкая точность резания.