Что такое микрометрический прибор
Это инструмент, предназначенный для точного измерения мелких деталей. Микрометр позволяет определить толщину, глубину, наружные и внутренние диаметры изделий. Для выполнения этих замеров применяют микрометрические глубиномеры, нутромеры, а также другие микрометры разных конструкций.
Все разновидности этого измерительного инструмента работают по одному принципу: использование взаимного перемещения гайки и винта. Среди всех микрометрических механизмов наиболее распространенными являются обычные микрометры.
Микрометр – это металлический инструмент небольшого размера, который состоит из винта, фиксатора и наконечника. Он позволяет измерять предметы с высокой степенью точности. Погрешность инструмента очень мала и составляет от 2 до 9 мкм. Следует отметить, что 0,1 мм = 100 мкм, то есть 1 мкм – это миллионная доля миллиметра. Максимальное перемещение винта составляет 25 мм. Такая длина способствует максимальной точности измерений. Если длина микрометрического винта была бы больше, результаты замеров не соответствовали бы действительности. Некоторые модели микрометров позволяют измерять изделия размерами до 100 мм за счет применения сменных пяток.
Существуют строгие технические требования, которым должен соответствовать микрометр. ГОСТ определяет, что все модели измерительного прибора должны иметь точность 0,01 мм. Также, согласно стандартам, микрометры могут выпускаться с такими пределами измерений: 0–25, 25–50, 50–75, 75–100 и так далее до 300 мм, а потом 300–400, 400–500, 500–600 мм.
Как работает микрометр: устройство и принцип измерения
Типовой инструмент представляет собой тиски для зажима детали и комплект механизмов для снятия показаний. В него входят следующие элементы:
- скоба;
- шпиндель;
- стебель с разметками;
- пятка.
В рамках эксплуатации осуществляется перемещение двух винтов, соединенных с осью и отклоняющейся от нулевых отметок. Наблюдаемые расхождения – это искомые данные, которые следует зафиксировать на одной из шкал:
- основная (круговая) – выполнена неподвижной, с промежуточным шагом в 0,5 мм;
- нониусная (дополнительная) – сделана крутящейся, на барабане, показывает уже доли миллиметров; нужна для уточнения линейных габаритов заготовки.
Для предотвращения механических повреждений детали предусмотрена трещотка: она устанавливается на торце прибора и прокручивается с характерным звуком, если позиционирование выполнено верно.
Как выставить на ноль
Это необходимо, чтобы исключить погрешности и сделать итоговые результаты более точными. Последовательность действий следующая:
- очищаете лапки уже описанным выше способом – листом тонкой бумаги;
- после сводите эти ножки, причем до упора;
- зажимаете винт, качественно, чтобы фиксация была надежной;
- убеждаетесь, что насечки на шкале соответствуют нулевой отметке.
Вы знаете, как использовать микрометр дальше. Но если риска не будет лежать на 0, придется вооружиться настроечным ключом, который входит в стандартный комплект любого аналогового или рычажного инструмента. Для этого понадобится просто подкрутить стержень до нужного положения.
Если же данный агрегат по каким-либо причинам отсутствует, потребуется отцентрировать накатку, сначала сняв, а затем вернув на место трещотку. Лишь после этого можно будет переходить ко снятию показаний, иначе в зафиксированных результатах не будет практического смысла, ведь из-за погрешности они не отразят реальные параметры объекта, что чревато браком при производстве.
Разновидности инструментов
Говоря про типы микрометров, существующие сегодня стоит рассмотреть инструменты, которые делятся на категории в зависимости от своей функциональности и внутреннего устройства.
- Рычажные/гладкие микрометры;
- Резьбовые/трубные инструменты.
Большим спросом пользуются рычажные микрометры, однако наиболее распространенными являются гладкие инструменты, используя которые можно без проблем определить размеры практически у любой заготовки или детали.
В зависимости от способа, которым будет происходить снятие замеров все существующие сегодня микрометры условно можно разделить на следующие категории.
Инструмент механического типа – один из самых популярных типов, в котором все размеры снимаются с использованием нониусного барабана. Погрешность при измерениях составляет не больше 0,1 мм. Размер определяется при помощи шкал, которые можно увидеть на барабане, а также стебле имеющейся микрометрической головки.
Электронный микрометр – одна из самых современных на сегодняшний день моделей, в которой для выполнения замеров используется чаще всего электронный цифровой экран.
Просматривая различные фото микрометров нельзя обойти стороной и стрелочные микрометры, при помощи которых любое определение размеров осуществляется с использованием специального стрелочного индикатора.
Настройка микрометра и проверка его точности
Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
- Проверить жесткость крепления пятки и стебля микрометра в скобе. Протереть чистой мягкой тканью измерительные поверхности.
- Проверить нулевые показания инструмента. Для этого у МК-25 соединяют между собой рабочие поверхности пятки и микрометрического винта усилием трещотки (3 – 5 щелчков). Если прибор настроен правильно, его показания будут равны 0,00.
Для проверки микрометров с диапазоном измерений 25 – 50 мм, 50 – 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).
Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
Технология измерения
Перед проведением измерений нутромером требуется проверить его работоспособность. Для этого нужно оценить состояние его комплектующих и осмотреть маркировку. После визуального осмотра проверяется взаимодействие элементов штихмаса. Посредством инструментального микроскопа измеряются ширина штрихов стебля и барабана. В конце проверяются радиус кривизны наконечника и габариты установочной меры.
Перед проведением измерительных работ также требуется убедиться, что штихмас соответствует следующим требованиям:
- Предел погрешностей при комнатной температуре и влажности до 80 % составляет не более 0,09 мм.
- Размах показаний составляет не более 1/3 деления шкалы.
- Радиус контактной поверхности стержней равняется 2–40 мм.
- Головки прибора изготовлены из твердых сплавов и имеют шероховатости в соответствии с международным стандартом 2789.
- Покрытие металлических поверхностей микрометрического нутромера обладает антикоррозионными свойствами.
- Ручка, расположенная на барабане, изготовлена из материалов с низкой теплопроводностью.
Рекомендуется пользоваться нутромерами от официальных производителей (Mitutoyo, Mahr, Norgau, ЧИЗ). Они обладают сертификатом соответствия международным и российским техническим стандартам, что подтверждает качество измерительных инструментов.
Процедура измерения заготовок микрометрическим нутромером осуществляется по следующему алгоритму:
- На инструменте выставляются размеры измеряемого объекта. Необходимо выставить приблизительные размеры заготовки.
- Головка располагается под углом 90° относительно продольной оси микрометрического нутромера.
- Штихмас соприкасается со стенками барабана и трещотки.
- Микрометрический винт завинчивается, стержень с наконечником извлекается.
- Длина головки складывается со значением шкалы.
При работах с широкими отверстиями рекомендуется использовать микрометрические нутромеры с дополнительными стержнями-удлинителями.
Рейтинг цифрового измерителя 2021
Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
- 5
- 4
- 3
- 2
- 1
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.








Читать также: Бензопилы штиль модельный ряд
Уход за инструментом
Чтобы прибор служил верой и правдой, надо не только уметь им пользоваться, но еще и правильно хранить. Изготавливаются микрометры из стали, поэтому хранить рекомендуется их исключительно в сухих и проветриваемых помещениях, не допуская воздействия влаги. Перед каждым применением надо не только протирать рабочую часть губок, но еще и выполнять калибровку. Это надо для получения более точных результатов измерений.

Кроме того, подвижный винт перемещается за счет резьбового механизма, который необходимо регулярно смазывать машинным маслом. Электронные приборы требуют соответствующего подхода к хранению, так как при воздействии низких температур происходит быстрый разряд батареек. Практически все виды приборов поставляются в специальных кейсах из пластика, металла или дерева. В этих кейсах необходимо хранить устройства, а также транспортировать их.
Это интересно! Только при грамотном подходе к применению и хранению инструмента, можно добиться полной его сохранности и продолжительного срока службы. Весомым аргументом в уходе за микрометрами является их высокая цена.
Пошаговая инструкция по использованию микрометра
Процесс измерения сводится к вращению барабана до соприкосновения пятки и плоской измерительной поверхности винта с габаритами предмета.
Чтобы не оставить без внимания ни один нюанс проведения измерений, приведем подробную инструкцию по использованию микрометра.
При пользовании цифровым микрометром трудности в снятии показаний обычно не возникают. Поэтому при описании процесса будем рассматривать прибор классической конструкции.
Этап первый. Проверка показаний
Желательно осуществлять не только при покупке нового прибора, но и каждый раз перед проведением измерений.
Для проверки показаний микрометра с диапазоном измерений от 0 до 25 мм нужно вращать барабан до смыкания измерительных плоскостей при отсутствии детали. Чтобы проверить показания микрометров с большим диапазоном, нужно использовать концевую меру, входящую в комплект прибора.
Барабан должен полностью закрыть шкалу, нанесенную на стебле. Говоря более точно, торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха.
Если неточность показаний обнаружена в магазине, от покупки стоит отказаться. Если показания сбились в процессе эксплуатации, можно пойти одним из двух путей решения проблемы:
- Если микрометр предназначен для домашнего использования, можно провести регулировку самостоятельно.
- Если микрометр производственный и его показания считаются официальными при изготовлении, контроле и сдаче деталей, регулировку следует поручить специально уполномоченным лицам или организациям.
Самостоятельная регулировка проводится по следующему алгоритму:
- Микрометрический винт фиксируется стопорным устройством при соединенных измерительных плоскостях или при зажатой между ними концевой мере.
- Барабан разъединяется с микрометрическим винтом. Для этого следует воспользоваться специальным ключом, входящим в комплект прибора. В некоторых моделях достаточно просто отвернуть трещотку вращением против часовой стрелки.
- Нулевой штрих на барабане совмещается с продольным штрихом на стебле.
- Проводится сборка прибора в обратном порядке.
- Осуществляется новая проверка показаний.
- В случае необходимости регулировка повторяется.
https://youtube.com/watch?v=refwC-OgWIo
Этап второй. Фиксация детали измерительными поверхностями
Для получения точного результата измерений и предотвращения поломки микрометра вследствие неправильного обращения следует придерживаться простых рекомендаций:
- Удерживая деталь вплотную к пятке, вращением барабана подвести измерительную плоскость микрометрического винта близко к габариту детали. Не следует прилагать усилий.
- Дальнейшее вращение можно осуществлять только через трещотку. Серия щелчков трещотки подскажет, что измерительные поверхности соприкоснулись с деталью, а показания прибора соответствуют измеряемому габариту.
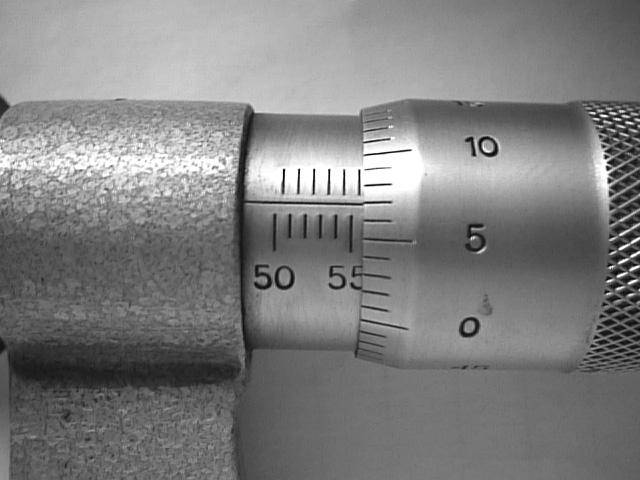
Этап третий. Снятие показаний
Показания начинают снимать с крупного разряда, а заканчивают — мелким.
Цены делений у разных микрометров могут отличаться, поэтому перед снятием показаний нужно ознакомиться с прибором. Для полной уверенности в правильности проведения измерений желательно прочитать паспорт.
В качестве примера возьмем наиболее широко распространенный гладкий микрометр МК25 с ценой деления 0,01 мм:
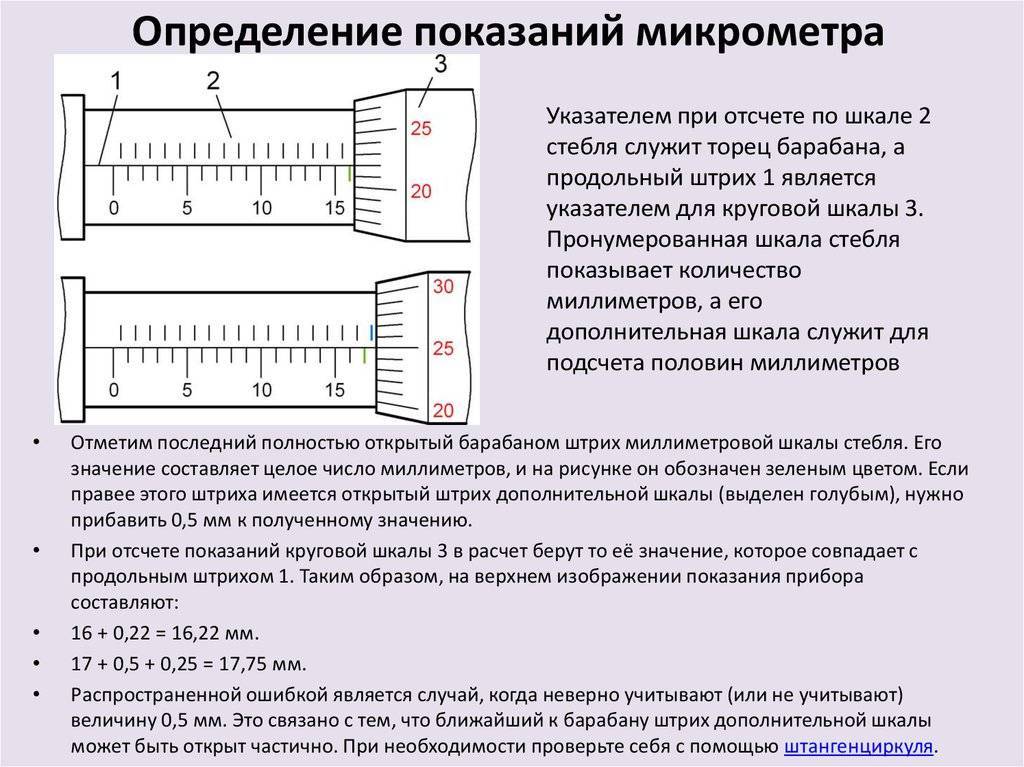
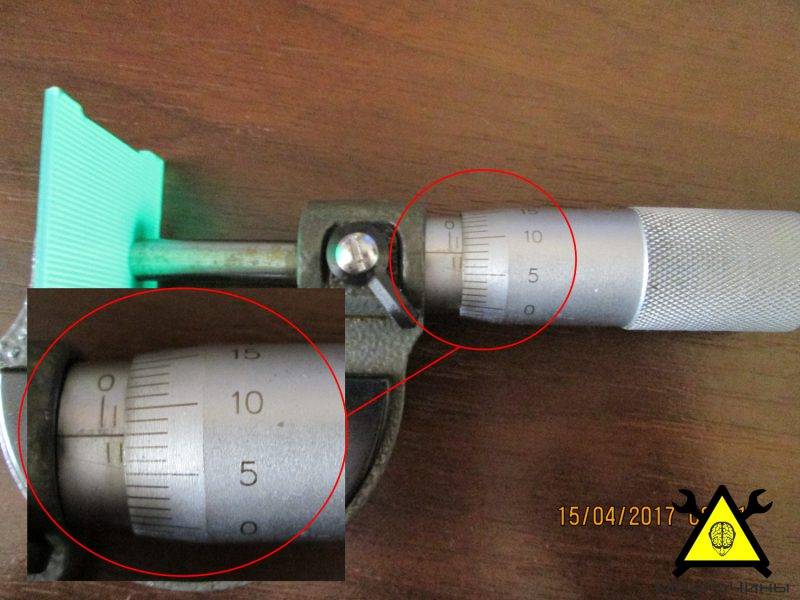
Снимаем показания шкалы стебля. Цена деления — 0,5 мм
Важно помнить: если деление не видно, искомый размер определяется предыдущим открытым делением.
Снимаем показания шкалы барабана. В рассматриваемом приборе цена деления барабана — 0,01 мм. Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Мы довольно подробно рассмотрели, как пользоваться микрометром. Видеоурок по его использованию поможет более наглядно раскрыть тонкости проведения измерений.
Методика поверки и условия эксплуатации измерительных головок
Средний срок службы приборов данного типа — 6 лет. Условия эксплуатации измерительных головок первого класса точности:
- температура — от -20 до +35 о С;
- влажность — до 80 %;
- присутствие агрессивных газов не допускается.
Не разрешается нанесение масла или эмульсии на поверхность прибора. При снижении плавности хода допускается частичная промывка механизма без его разборки. Для этого с прибора снимается крышка, после чего он помещается в авиационный бензин. В процессе промывки не допускается его попадание на шкалу индикатора.
Поверка прибора производится в соответствии с методикой МИ 2192-92. Межповерочный интервал составляет 1 год.
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
гладкие — предназначены мерить наружные размеры;
листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
трубные — для толщины трубных стенок;
проволочные — для толщины проволоки;
микрометрические головки — для измерения перемещения;
зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.








https://youtube.com/watch?v=2hpbMqMTYnI
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Originally posted 2018-03-28 15:34:19.
Разновидности
В зависимости от особенностей формы детали, проверяемый размер требует своей конфигурации прибора. Метрические инструменты делят на наружные, нутромеры и глубиномеры.
Наружный охват
Различают по целевому назначению следующие типы:
- гладкие (измерение наружного диаметра);
- листовые (толщина ленты, листа);
- для проволоки;
- трубные (толщина стенки);
- зубомерные (нормаль зуба колеса);
- измерение перемещений.
Удерживать надо за скобу, чтобы одновременно видеть показания на шкале. Ось микрометра выдерживается так, чтобы губки сохраняли свою параллельность при охвате резьбы.
Нутромер
В отверстиях, пазах, выборках, проточках используют микрометр для внутренних измерений, у которого губки расходятся. Его комплектуют набором сменных штанг и концевых шариков разного Ø для увеличения диапазона возможных размеров. При том же ходе винта измеряют допуски у деталей с Ø 150 см и больше.
Микрометрические головки для внутреннего измерения
Инструмент для определения внутреннего диаметра начинает отсчет не от 0, как у наружного варианта, а от 5 мм (в некоторых моделях 1,2 см). Установка показаний так же производится микрометрическим винтом.
Глубиномер
Замер глубины проточки выполняется измерительным стержнем, который вращением головки на стебле опускается до упора с поверхностью. Положение стержня фиксируют, вынимают, считывают положения шкал относительно друг друга. Деления нанесены в обратном порядке, так как винт до достижения упора выкручивается. Глубина отверстий для работы прибора до 30 см.
Микрометрический глубомер Vogel
Настройка микрометра на ноль
Рассмотрим подробно, как провести настройку микрометра на нулевую отметку, с рабочим диапазоном 0- 25:
| Иллюстрация | Описание действия |
| Перед выбором зазора до нуля необходимо почистить рабочую поверхность губок пятки и винта. Для этого чуть откручиваем винт, возьмем кусочек глянцевой бумажки (подойдет фрагмент обложки журнала или открытки). Зажимаем вместе с ним крепление и вытаскиваем бумажку. Таким образом мы очистим наш рабочий инструмент от возможных пыли, соринок и грязи. | |
| Сводим пятку и винт, зажимаем фиксирующий винт. Это необходимо для того, чтобы закрепить наш прибор в дальнейшем на нулевой отметке. | |
| С помощью специального ключа ослабляем барабан и снимаем его. Наша задача вернуть барабан в то положение, которое бы соотнеслось с нулевой меткой. | |
| Для точной настройки торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха. |
Инструкция по пользованию
Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Проверка показаний
Рекомендуется выполнять не только в процессе приобретения прибора, но и постоянно перед выполнением измерений. Процедура проверки начинается с вращения барабана до момента смыкания пятки и плоского окончания микрометрического винта. Прибор работает исправно, если торец барабана останавливается на нулевой отметке шкалы стебля, а продольный штрих указывает на отметку «0» на барабане.
В случае невыполнения одного из условий необходимо произвести регулировку микрометра. Алгоритм выполнения самостоятельной регулировки выглядит следующим образом:
- Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.
- При помощи специального ключа, входящего в комплект микрометра, выполняется разъединение микрометрического винта и барабана.
- Продольный штрих, нанесенный на стебле, совмещается с нулевой отметкой барабана.
- Прибор собирается в обратном порядке, после чего проверяется повторно.
Фиксация детали
Для проведения измерений деталь должна быть надежно зафиксирована измерительными поверхностями инструмента. Во избежание поломки микрометра и в целях получения максимально точных результатов необходимо придерживаться некоторых простых рекомендаций:
- Плотно прижав измеряемый предмет к пятке, не прилагая усилий, подвести плоскость винта микрометрического к краю предмета.
- Дальнейшее сближение измерительной поверхности винта с габаритом измеряемого предмета производить исключительно посредством трещотки.
- Серия щелчков сигнализирует о соприкосновении измерительных поверхностей с габаритами измеряемого элемента, и показания шкал микрометра соответствуют его размерам.
Снятие показаний
Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра
Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением
Как выставить на ноль
Это необходимо, чтобы исключить погрешности и сделать итоговые результаты более точными. Последовательность действий следующая:
- очищаете лапки уже описанным выше способом – листом тонкой бумаги;
- после сводите эти ножки, причем до упора;
- зажимаете винт, качественно, чтобы фиксация была надежной;
- убеждаетесь, что насечки на шкале соответствуют нулевой отметке.
Вы знаете, как использовать микрометр дальше. Но если риска не будет лежать на 0, придется вооружиться настроечным ключом, который входит в стандартный комплект любого аналогового или рычажного инструмента. Для этого понадобится просто подкрутить стержень до нужного положения.
Если же данный агрегат по каким-либо причинам отсутствует, потребуется отцентрировать накатку, сначала сняв, а затем вернув на место трещотку. Лишь после этого можно будет переходить ко снятию показаний, иначе в зафиксированных результатах не будет практического смысла, ведь из-за погрешности они не отразят реальные параметры объекта, что чревато браком при производстве.
ЛикБез — работа с микрометром: измерения и калибровка
Сегодня поговорим о том, как грамотно использовать микрометр при выполнении измерений габаритных размеров деталей.
Для начала сформулируем определения того, что именно называется микрометром (далее МК).
МК – это инструмент, который проводит измерения с «космической» точности. Погрешность просто ничтожна и находится в пределах до 1 мкм (микрона).
Для справки 1 мкм – 0,000001 м.
Сейчас в продаже можно найти различных представителей «МК»:
В качество опытного образца рассмотрим МК 25. Число «25» указывает на максимальную ширину детали, которую можно измерить данным инструментом (размер указан в мм).
Как же проводить измерения?
При выполнении практической части, измерим несколько подготовленных объектов: заклепка, кабельный наконечник, кусок текстолита.
Первое, с чего следует начать – это увеличить расстояние между неподвижным упором (пяткой) и винтом, немного больше предполагаемого размера объекта. Для этого покрутим барабан.
Расположив деталь в образовавшемся проёме, начинаем уменьшать расстояние между пяткой и винтом. Для того, чтобы не повредить измеряемую деталь и микрометрический винт (сильным усилием) расстояние уменьшаем вращением трещотки (а не барабана!).
Как только прибор выдал несколько щелчков – это означает, что предмет зажат между упором и винтом и измерение выполнено успешно.
Винт можно застопорить при помощи фиксатора.
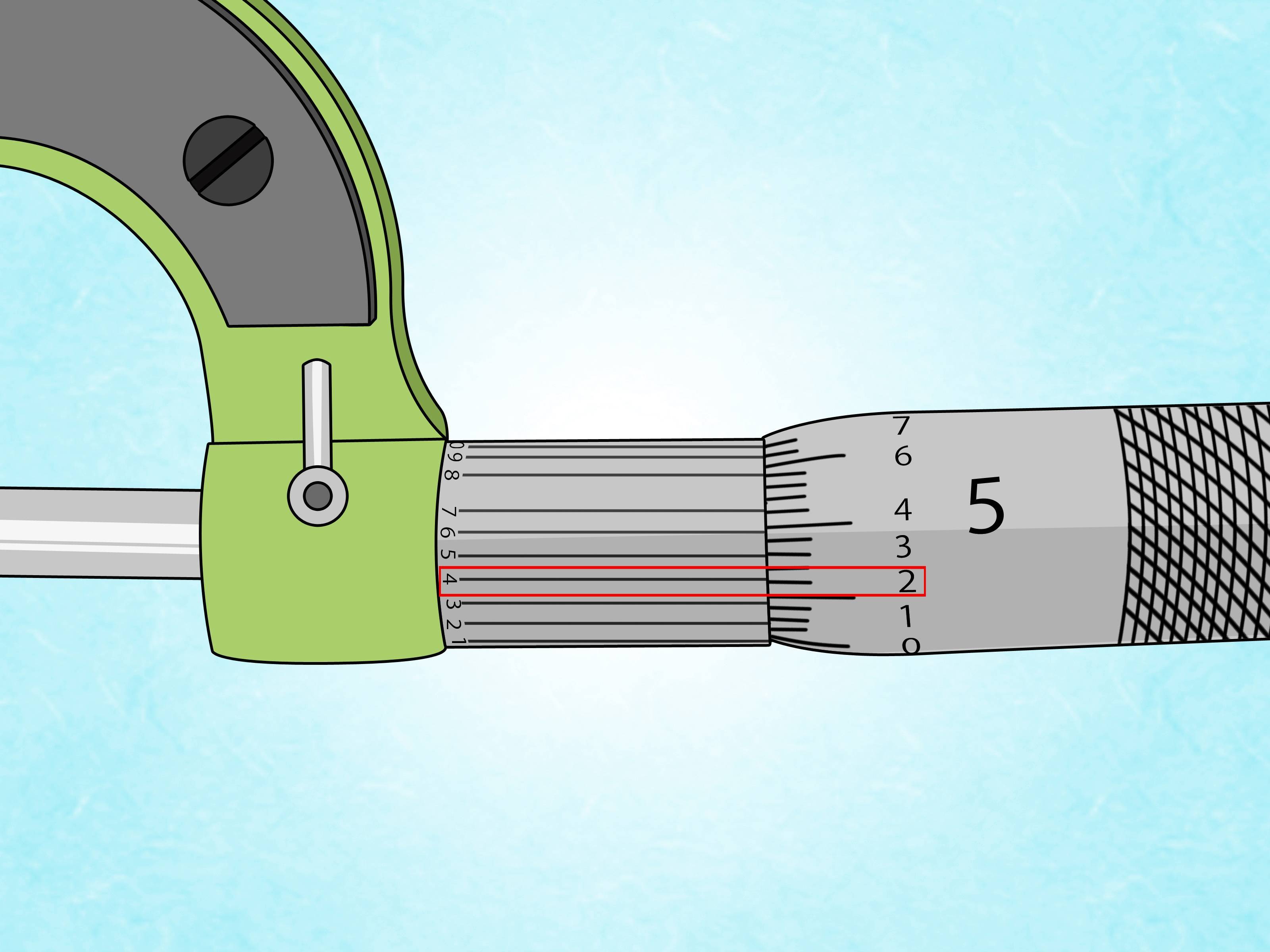
Теперь внимательно смотрим на шкалы инструмента. Двойная, что располагается на «стебле» и одинарная на самом барабане.
Верхняя половина двойной шкалы определяет количество целых частей миллиметра (цена деления – 1 мм).
Для хвостовика заклепки 2 целых мм, для кабельного наконечника 2 целых мм, для текстолита 1 целая мм.
Нижняя половина двойной шкалы определяет количество десятых частей миллиметра (0,5 мм). В случае если нижнюю метку не видно, смотрим на показания одинарной шкалы.









Для хвостовика заклепки нижнюю метку не видно. Для кабельного наконечника ситуация повторяется. Для текстолита 0,5 мм.
Одинарная шкала определяем количество сотых частей миллиметра (цена деления 0,01 мм).
Суммируем полученные значение.
Диаметр хвостовика заклепки 2,13 миллиметра. Диаметр кабельного наконечника 2,42 мм. Толщина текстолита 1,58 мм.
Поговорим о калибровке измерительного прибора.
Шкала со временем сбивается
Поэтому важно периодически или перед каждым «сеансом измерения» проводить калибровку прибора. Чтобы выполнить её нужно закрутить микрометрический винт до упора (трещоткой!) и посмотреть совпадает ли нулевая насечка на одинарной шкале (на барабане) с горизонтальной полосой на стебле
В случае несовпадения, подкрутим стебель спец ключом (обычно идёт в комплектухе).
Для начала разберём МК. Сначала специальным ключом открутим трещотку (отверстие 1).
Выкрутим микрометрический винт.
Используя тот же ключ, с небольшим усилием пробуем провернуть стебель микрометра (отверстие 2).
После чего собираем МК обратно. Закручиваем винт и трещотку.
Микрометр гладкий
В быту чаще всего приходится сталкиваться именно с микрометром гладким. Он наиболее универсален и чаще других встречается в домашних наборах инструментов. Кроме того, умея пользоваться этим инструментом, каждый с легкостью сможет воспользоваться и прибором другого типа.
Устройство
Все механизмы расположены на скобе. На ней жестко закреплена пятка, она служит неподвижным упором в процессе выполнения измерений. На противоположном конце скобы жестко закреплен стебель, он выполнен в виде полого цилиндра.
На стебле нанесена шкала, цена ее деления обычно составляет 0,5 мм. Внутри стебля располагается винтовая пара. Гладкая часть микрометрического винта выходит из стебля в измерительную зону и оканчивается плоской измерительной поверхностью.
Противоположная часть микрометрического винта жестко соединена с барабаном. На барабане нанесена шкала, позволяющая отсчитывать сотые или тысячные доли миллиметра. На практике мы чаще сталкиваемся с микрометрами, имеющими цену деления 0,01 мм.
На внешнем торце барабана размещена трещотка. Она ограничивает крутящий момент, прикладываемый рукой человека при вращении винта. Это позволяет избежать неверных показаний прибора при упругой деформации элементов винтовой пары. Кроме того, трещотка не даст повредить механизм микрометра приложением чрезмерных усилий.
Как мы видим, устройство микрометра довольно простое.
Класс точности
Вопреки распространенному заблуждению, класс точности микрометра определяет не цену деления, а допускаемую погрешность. Например, для МК25 первого класса предел погрешности составляет ±2 мкм (±0,002 мм), а второго класса — уже ±4 мкм (±0,004 мм).
Маркировка
ГОСТ 6507–90 определяет условные обозначения микрометров. Например, уже упомянутый гладкий микрометр с диапазоном измерения от 0 до 25 мм первого класса имеет обозначение «Микрометр МК25−1 ГОСТ 6507–90 ».
ГОСТ — документ, требующий неукоснительного соблюдения. В литературе могут встречаться обозначения этого же микрометра, написанные через пробел (микрометр МК 25) или через дефис (МК-25). Однако единственно верным является слитное написание (МК25).
Микрометр с цифровой индикацией
Имеющиеся в продаже микрометры с цифровой индикацией обладают рядом преимуществ:
- Наличие электронной начинки в составе прибора и цифровой индикации существенно упрощает процесс измерения и сокращает время, затрачиваемое на считывание показаний.
- Явным преимуществом производимых согласно ГОСТ 6507–90 цифровых приборов является цена деления 0,001 мм, а также небольшой предел допускаемой погрешности.
- Современные цифровые модели позволяют проводить не только абсолютные, но и относительные измерения. В любом положении из диапазона измерений можно выставить нулевое значение. Такая функция полезна при техническом контроле, разбраковке деталей, сложных измерениях.
- Контроль и разбраковку деталей можно проводить еще быстрее, если занести в память прибора пределы допуска. Продвинутые модели обладают такой функцией.
- Приборы последних лет имеют разъем, позволяющий выводить статистику измерений на компьютер. Эта функция полезна как для анализа серии измерений, так и для составления различных отчетов.
- Цифровые инструменты универсальны для жителей любой страны мира, поскольку позволяют использовать метрическую или английскую систему измерений.
Есть у цифровых приборов и свои недостатки. Главный из них — меньшая надежность. Любая цифровая техника требует бережного отношения. Классический механический микрометр при случайном падении на пол с большой долей вероятности не пострадает, хотя и для него это плохо. А вот цифровой при таком обращении может отказаться продолжать работу, что потребует ремонта или даже покупки нового прибора.
Также следует помнить, что дешевый цифровой прибор неизвестного производителя может выдавать существенные ошибки в результатах. И ошибки эти могут быть гораздо более критичными, чем ошибки, выдаваемые дешевой механической моделью. Разумеется, речь здесь идет о приборах, фактически не соответствующих ГОСТу. Хотя даже изготовленные по ГОСТу цифровые модели порой демонстрируют загадочное поведение или отказываются работать спустя месяц после начала эксплуатации.