Отработка методики построения колес
Несмотря на то что, как упоминалось в начале статьи, зубчатые колеса описаны во многих нормативных документах, на этапе проработки методики расчета колес у группы разработчиков возникли проблемы, связанные с недостатком информации по геометрии зацепления. Дело в том, что классическая методика расчета геометрии зуба подразумевает изготовление колеса на специальном зуборезном оборудовании, на котором эта геометрия формируется за счет траектории движения режущего инструмента, обеспечиваемой кинематикой станка. То есть сама методика не дает полного математического описания геометрии зуба, передавая эту функцию управляющим программам оборудования.
Нельзя сказать, что решения этой проблемы не существовало. В распоряжении специалистов были примеры решения аналогичных задач, например для конических зубчатых колес с прямой линией зуба на моделях, разработанных за рубежом. Несмотря на то что у зарубежных методик и стандартных методик ГОСТ есть точки соприкосновения, при выполнении данной работы ими можно было воспользоваться только как справочным материалом. Особенно это касалось задачи построения боковой поверхности зуба (рис. 2).
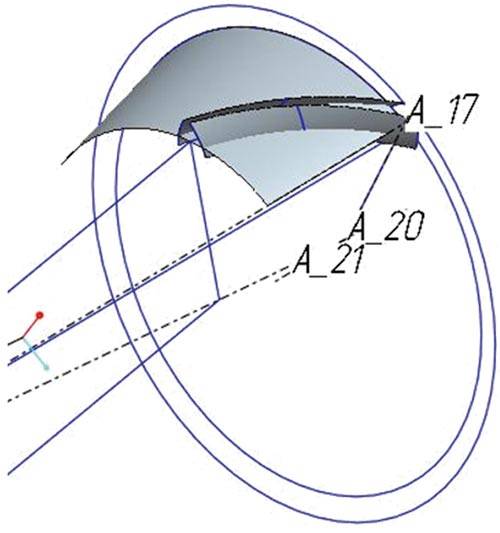
Рис. 2. Построение боковых поверхностей шестерни
Поэтому выбор наиболее приемлемого варианта расчета осуществлялся на основе предварительного анализа зацепления (рис. 3), выражавшегося в оценке возможных зарезов в зацеплении и пятна контакта. Проведение этого анализа стало возможным, как только были построены боковые поверхности зубьев шестерни и колеса.

Рис. 3. Предварительная проверка зацепления в режиме механизма
По ранее используемой традиционной технологии качество зацепления на этапе проектирования никак не проверялось. Его можно было оценить только после физического изготовления колес. Для этого обычно применяли краску, которая наносилась тонким слоем на поверхность зубьев шестерни. После проворачивания зубчатой пары по отпечаткам краски на зубьях колеса определяли местоположение и размеры контактной поверхности зубчатого зацепления. В нашем случае анализ зарезов и пятна контакта проводился еще на этапе проектирования, что позволило добиться лучших результатов за счет оперативного внесения необходимых изменений в модель до ее воплощения в готовом изделии.
Устройство конической передачи
Коническая зубчатая передача представляет собой пару конических шестерен — зубчатых колес, прошедших обработку под заданным углом. После обработки обе шестерни получают изменяемый от основания к вершине диаметр, форму, напоминающую конус, благодаря чему и получили свое название. Зубья шестерен вырезаются на боковой поверхности, при работе конические шестерни сопрягаются боковыми плоскостями. Конические пары в силу особенностей своей конструкции считаются наиболее сложными в изготовлении и сборке. К тому же они имеют не самую высокую несущую способность (например, у конической передачи при прочих равных параметрах она на 15% ниже). Тем не менее в узлах и механизмах, где необходима передача крутящего момента с угловым смещением, альтернативы им нет.
Элемент пары, передающий крутящий момент, называют ведущим (шестерней), а тот, что принимает крутящий момент — зубчатым колесом (ведомым). Результирующий угол изменения направления вращения равен сумме углов обеих конических шестерен. Наиболее часто в машинах и механизмах встречается ортогоническая коническая пара, изменяющая направление вращающего момента под углом 90 градусов (2 х45). Возможности конической передачи не исчерпываются способностью изменять направление оси вращения в широком диапазоне углов. С помощью такой конструкции можно также изменить частоту вращения (число оборотов в минуту) и мощность.
Передаточные числа (ряд)
Передаточные числа – шестерни каждой передачи, которые тоже имеют свой размер.
Передаточные числа характеризуют скоростные характеристики автомобиля на той или иной передаче. В стандартном ВАЗе применяются следующие числа:
| Передаточные числа КПП: | |
| I | 3,636 |
| II | 1,95 |
| III | 1,357 |
| IV | 0,941 |
| V | 0,784 |
| задний ход | 3,53 |
Выше приведены характеристики как раз со стандартными передаточными числами.
Стандартный ряд на 2114 далеко не идеален: Первая передача слишком короткая – вторая длинная. За счет этого наблюдается резкий провал динамики при переключении с первой на вторую. Мало того, что наблюдается провал, так же при резком переключении потихоньку умирает синхронизатор второй передачи.
Поэтому существуют спортивные ряды, где убран провал между 1-ой и 2-ой, и не только: спортивные ряды подбираются по типу двигателя: это может быть просто хороший городской мотор, либо спортивный, либо заточен под гонки на 402 метра. Так же существуют и «турбовые» передачи – рассчитанные под турбо мотор.
Заказать изготовление шестерен в ООО Завод Спецстанмаш
ООО Завод Спецстанмаш производит шестерни по индивидуальным чертежам или образцам заказчика.
Мы предлагаем уникальную услугу – выезд наших мастеров и инженеров на Ваше предприятие с целью произведения всех необходимых замеров, если у Вас отсутствует возможность предоставить наглядный материал.
Наш завод осуществляет изготовление шестеренок исключительно высочайшего качества с соблюдением всех Ваших требований. Предприятие оснащено прогрессивной, высокоточной техникой, что позволяет нам выполнять работы любой сложности и различных объемов, соблюдая при этом все запросы заказчиков. При изготовлении изделий любых размеров мы основываемся на требования чертежей, а при их отсутствии (если предоставлены только образцы) – на соответствующие справочники и ГОСТы, а также учитываем назначение деталей, условия эксплуатации, производим замеры твердости, при необходимости – химический анализ материала. Если требования чертежа являются явно завышенными или заниженными (не соответствуют общему характеру и назначению детали или условиям эксплуатации), то с согласия клиента вносятся соответствующие коррективы – это экономит деньги и время изготовления, либо продлевает срок эксплуатации деталей.
Доставка шестерней и зубчатых колес производится по территории всей России: по Москве и европейской части страны – в течение трех дней, в населенные пункты Сибири и Дальнего Востока – не более десяти дней.
Кроме того, мы выполняем изготовление шестерен с питчевым модулем (нестандартным зубом): 1,01; 1,59; 2,02; 3,17 и др. Данные изделия предназначены для погрузчиков, полиграфических машин и другого зарубежного оборудования.
Порядок работы
Конструкция и параметры зубчатого колеса
Оно содержит венец с зубьями, диск и ступицу. Имеется три наиболее важных его параметра: модуль, диаметр делительной окружности и количество зубьев. Какую же делительную окружность имеет зубчатое колесо? Чертеж цилиндрического колеса с типовыми эвольвентными зубьями показан ниже.
Делительная окружность показана на нем пунктиром. По ней принято определять окружной шаг зубьев p (шаг зацепления), т. е. часть ее длины, приходящуюся на один зуб, и модуль шестерни m – часть диаметра делительной окружности d, приходящуюся на один зуб. Чтобы его вычислить, просто используйте формулу ниже:
m = d/z= p/3,14, мм.
Например, зубчатое колесо с 22 зубьями и диаметром 44 мм имеет модуль m = 2 мм. Сцепленные шестерни должны обе иметь один модуль. Значения их стандартизованы, и как раз на делительной окружности модуль данного колеса принимает свое стандартное значение.
Высота головки зуба одного колеса меньше высоты ножки зуба второго, зацепляющегося с ним, благодаря чему образуется радиальный зазор c.
Для обеспечения бокового зазора δ между двумя сцепленными зубьями сумма их толщин принимается меньше их окружного шага p. Радиальный и боковой зазоры предусматриваются для создания необходимых условий смазки, нормальной работы передачи при неизбежных неточностях изготовления и сборки, тепловом увеличении размеров передачи и т. п.
Устройство конической передачи
Коническая зубчатая передача представляет собой пару конических шестерен — зубчатых колес, прошедших обработку под заданным углом. После обработки обе шестерни получают изменяемый от основания к вершине диаметр, форму, напоминающую конус, благодаря чему и получили свое название. Зубья шестерен вырезаются на боковой поверхности, при работе конические шестерни сопрягаются боковыми плоскостями. Конические пары в силу особенностей своей конструкции считаются наиболее сложными в изготовлении и сборке. К тому же они имеют не самую высокую несущую способность (например, у конической передачи при прочих равных параметрах она на 15% ниже). Тем не менее в узлах и механизмах, где необходима передача крутящего момента с угловым смещением, альтернативы им нет. Элемент пары, передающий крутящий момент, называют ведущим (шестерней), а тот, что принимает крутящий момент — зубчатым колесом (ведомым). Результирующий угол изменения направления вращения равен сумме углов обеих конических шестерен. Наиболее часто в машинах и механизмах встречается ортогоническая коническая пара, изменяющая направление вращающего момента под углом 90 градусов (2 х45). Возможности конической передачи не исчерпываются способностью изменять направление оси вращения в широком диапазоне углов. С помощью такой конструкции можно также изменить частоту вращения (число оборотов в минуту) и мощность.










Изготовление шестерней
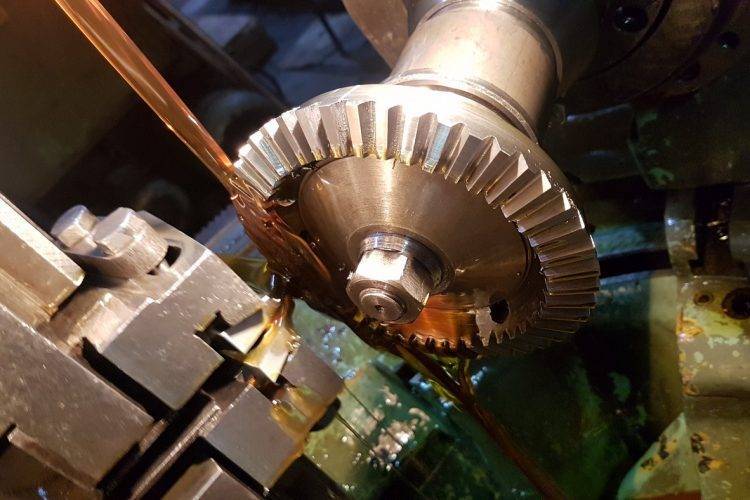
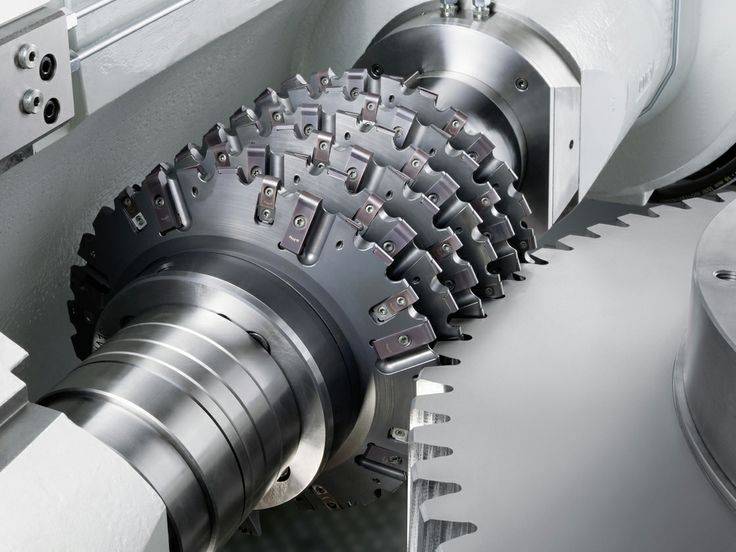
Изготовление шестерни – процесс, требующий высокой квалификации сотрудников и выполняемый на специальном оборудовании. Нарезание шестерен обычно производится модульными фрезами на зубофрезерных станках.
Центр инженерных услуг “Модельер” изготавливает различные виды шестерен:
- косозубые шестерни;
- косозубые вал шестерни;
- прямозубые шестерни;
- конические зубчатые колеса;
- шестерни с круговым зубом;
- шестерни с питчевым модулем;
- зубчатые рейки;
- гипоидные зубчатые колеса;
- цилиндрические прямозубые зубчатые колеса;
- коронные шестерни;
- винтовые шестерни;
- шевронные колеса;
- червячные шестерни;
- шестерни с внутренним зубом;
- планетарные механизмы;
- пластмассовые шестерни;
- зубчатые шкивы;
- изготовление звездочек;
- и другие виды шестерен.

Методы производства зубчатых колес на заказ
Центр инженерных услуг “Модельер” осуществляет изготовление зубчатых колес различными способами:
- литье в пресс формы, таким образом, изготавливают в основном пластиковые шестерни в массовом производстве;
- накатка зубьев на шестерне;
- нарезание зубьев специальными фрезами;
- штамповка, доводка, притирка, протягивание;
- электроэрозия;
- 3D печать;
- долбежка. Долбежкой обычно производят винтовые или геликоидальные зубчатые колеса.
3D печать зубчатых колес карбоном обычно используется для ремонта оборудования или изготовления прототипа изделия.
 Центр инженерных услуг “Модельер” осуществляет изготовление зубчатых колес любой сложности.
Центр инженерных услуг “Модельер” осуществляет изготовление зубчатых колес любой сложности.
Обычно для изготовления шестерней мы используем:
- углеродистую сталь;
- легированную сталь;
- хромистую сталь;
- чугун;
- капролон и фторопласт;
- бронзу и латунь;
- текстолит;
- карбон (при печати зубчатого косела на 3D принтере.
Для изготовления шестерней по образцу мы применяем современное оборудование и все возможные мировые стандарты. Также мы производим звездочки для различного оборудования по образцу или по чертежам заказчика.
Изготовление шлицевых валов и ступиц
Мы производим подвижные разъемные шлицевые соединения для различных механизмов, а также детали шлицевого типа, которые используются в оборудовании и машинах. Шлицы на валах обеспечивают передачу большого крутящего момента являясь при этом разъемным соединением.
Шлицевые валы и ступицы мы изготавливаем на собственном производстве на станках с ЧПУ, а так же занимаемся изготовлением внутренних шлицов, изготовлением шлицов на валу.
 Изготавливаемые шлицевые соединения
Изготавливаемые шлицевые соединения
Центр инженерных услуг «Модельер» осуществляет:
- производство эвольвентных шлицев и втулок;
- изготовление прямобочных шлицев и втулок;
- производство треугольных зубчатых соединений.
Мы используем следующие способы нарезания шлицев:
- фрезерование шлицевых зубьев;
- метод обкатки (подходит для массового производства шлицев);
- долбление внутренних шлицев;
- протяжка шлицев в втулках (является очень дорогим и качественным процессом);
- 3D печать шлицевых валов и втулок.
- Электроэрозионная обработка шлицев.
Нарезка шлицев (шлицов) на валу представляет собой довольно ответственный и трудоемкий процесс и требует высокой квалификации специалистов и современного оборудования с инструментом.
Изготовление венцов
 Зубчатый венец – это составная часть обычно разборного зубчатого колеса, которая содержит в себе зубья определенной величины и прикручивается к ступице колеса болтами или при помощи неразъемного соединения.
Зубчатый венец – это составная часть обычно разборного зубчатого колеса, которая содержит в себе зубья определенной величины и прикручивается к ступице колеса болтами или при помощи неразъемного соединения.
Центр инженерных услуг «Модельер» изготавливает зубчатые венцы различного типа , а именно:
- цельные венцы;
- разъемные зубчатые венцы;
- венцы с внутренними зубьями;
- венцы с наружными зубьями;
- шевронные венцы;
- прямые (прямозубые) венцы;
- косые (косозубые) венцы.
Применение зубчатых венцов
Зубчатый венец обычно применяется для шестерен и зубчатых колес большого диаметра, которые сложно или невозможно изготовить целиком.
При этом изготавливается ступица зубчатого колеса из материала с обычными свойствами и к нему прикручивается или приваривается зубчатый венец в виде секторов. Мы производим секторные зубчатые венцы из различных материалов с термообработкой и шлифовкой зубьев.
Вы можете заказать изготовление зубчатых колес, шестерен, шлицев, звездочек и венцов у нас и наслаждаться высоким качеством произведенной продукции.
Производство шестерен Москва, Россия, Мир





Теги статьи: Изготовление зубчатых колес, изготовление шестерни, изготовление шестерней по образцу, косозубые шестерни, косозубые вал шестерни, изготовление шлиц, изготовление внутренних шлицов, изготовление шлицов на валу, нарезка шлицов, изготовление венцов, изготовление зубчатых венцов, венцы зубчатые купить, изготовление звездочек, производство звездочек
Цилиндрические зубчатые колеса(шестерни):
Цилиндрические зубчатые колеса используются в передачах, где оси валов располагаются параллельно относительно друг друга. При этом они могут располагаться как горизонтально, так и вертикально.
В зависимости от формы продольной линии зуба зубчатые колеса бывают: прямозубые, косозубые и шевронные.

Рис. 1. Цилиндрические зубчатые колеса: прямозубые, косозубые и шевронные
Прямозубое колесо. Этот вид шестерен ввиду своей простой конструкции является наиболее внедряемым в различных системах. В таком виде зубья шестерен располагаются в плоскости, которая перпендикулярна оси вращения. В отличии от косозубых и шевронных колес у данного вида предельный крутящий момент ниже.







Косозубое колесо. Зубья для данного вида колес выполняются под определенным углом к оси вращения шестерен, а по форме образуют часть винтовой линии. По сравнению с прямозубым колесом при работе зубьев данного вида зацепление зубьев происходит плавнее, а за счет увеличенной площади контакта предельный крутящий момент выше. Но для работы колес с косым зубом приходится применять упорные подшипники, так как возникает механическая сила, направленная вдоль оси. В основном косозубые колёса используются там, где нужны передачи большого крутящего момента на высоких скоростях.
Шевронное колесо. Этот вид имеет зубья, которые выполнены в форме буквы V на плоскости вращения колеса. Главной особенностью шевронных колес является то, что силы на осях обеих половин компенсируются, вследствие чего отпадает необходимость в использовании упорных подшипников. Различают шевронное и многошевронное цилиндрическое зубчатое колесо, состоящее соответственно из двух и более полушевронов, а также шевронное цилиндрическое зубчатое колесо со сплошным венцом и разделенными полушевронами.
В отдельные виды выделяются: цилиндрическое колесо с круговыми зубьями, цилиндрическое колесо со смещением (без смещения), циклоидальное, эвольвентное и цевочное цилиндрическое колеса.
Колесо с круговыми зубьями. Передачу с такими колесами называют передачей Новикова. При такой передаче контакт поверхностей зубьев происходит в одной точке на линии зацепления, расположенной параллельно осям колёс. Зубья данного вида колеса выполнены в виде полукруга, радиус которого подбирается под нужные требования. Колеса с круговыми зубьями в сравнении с косозубыми обладают более высокой нагрузочной способностью зацепления, высокой плавностью и бесшумностью работы, но при тех же условиях работы у них снижен КПД и ресурс работы, что не позволяет их применять широко.
Колесо со смещением либо без смещения. Это зубчатое колесо, зубья которого образованы при номинальном положении исходной производящей рейки, характеризуемом отсутствием касания (касанием) делительных поверхностей исходной производящей рейки и обрабатываемого зубчатого колеса.
Циклоидальное колесо. В данном виде профили зубьев шестерни выполнены по циклоидальной кривой. Однако при таком способе зацепления шестерен имеется большой недобор чувствительности из-за изменения расстояния между осями. Циклоидальное колесо применяется в основном в приборостроении. Колесо сложно в изготовлении, поскольку при его создании требуется использование очень многих специальных зуборезных инструментов.
Цевочное колесо. В данном случае зубья одного из колес имеют вид пальцев в форме цилиндра. Такой вид шестерен образовался на базе циклоидального колеса и получил более широкое применение как в машиностроении, так и в приборостроении.
Технологический процесс
Процесс изготовления шестерни на крупных производственных линиях максимально автоматизирован. Классический техпроцесс характеризуется следующими особенностями:
- Для начала определяются основные параметры изделия, к примеру, число зубьев, модуль и степень точности геометрических размеров.
- Следующий этап заключается в проведении заготовительной процедуры. Чаще всего проводится штамповка при использовании горизонтально-ковочной машины.
- Для повышения эксплуатационных характеристик выполняется нормализация. Подобная термическая обработка позволяет снизить напряжения внутри материала.
- Токарно-винторезная процедура позволяет получить заготовку требующихся размеров. Для этого выполняется точение поверхности и расточка фасок.
- После механической обработки прямозубых шестерен выполняется повторно нормализация.
- Заготовка подвергается зубофрезерной обработке. Для этого применяется полуавтомат 5306К или другое подобное оборудование.
- Следующий шаг заключается в слесарной обработке. Технологический процесс определяет появление заусенец и других дефектов, которые устраняются при применении полуавтомата 5525. На линиях с низкой производительностью зачистка проводится ручным методом.
- После получения зубьев выполняется термическая обработка, для чего часто применяется установка ТВЧ. Закалка позволяет существенно повысить твердость поверхности и ее износостойкость.
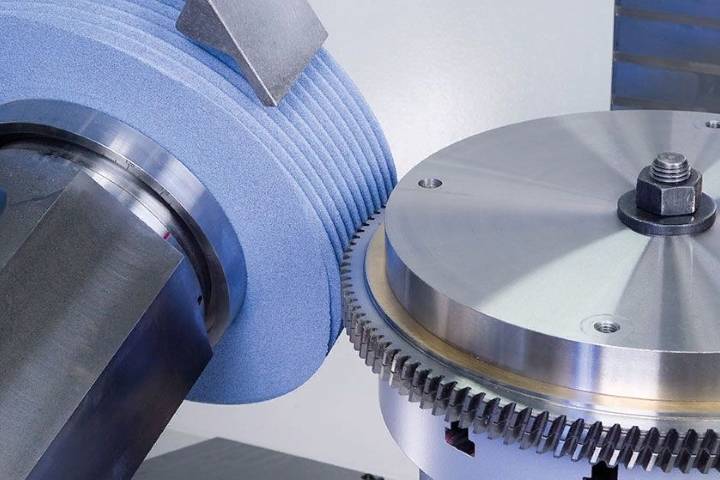
- Шлифование поверхности. Для получения поверхности требуемого качества выполняется шлифовка. Есть довольно больше количество различного оборудования, которое подходит для шлифования самых различных поверхностей.
- Большое распространение получили насадные шестерни. Они устанавливаются на валу, могут быть больших и малых размеров. Фиксация насадного варианта исполнения проводится за счет шпонки. Получить шпоночный паз можно при применении долбежного станка.
- Зубошлифование также проводится при применении специальных станков.
https://youtube.com/watch?v=KbjmqvPM-1c
В заключение отметим, что процедура зубофрезервания достаточно сложна, предусматривает применение специального оборудования.
Типы зубчатых передач
Любое зубчатое колесо, независимо от его типа, делается и работает по одним и тем же вышеприведенным принципам. Однако различные их типы позволяют выполнить разные задачи. Некоторые виды передач обладают или высоким КПД, или высоким передаточным отношением, или же работают с непараллельными осями вращения шестерен, к примеру. Ниже приведены основные общие типы. Это не полный список. Также возможно и сочетание нижеприведенных типов.
Примечание: Приведены только типичные КПД передач. Из-за многих других возможных факторов приводимые КПД должны использоваться только в качестве справочных величин. Часто производители приводят ожидаемые КПД в паспортах для своих передач. Помните, что износ и смазка будут также существенно влиять на эффективность передач.
Основные параметры
При изготовлении и применении колесных пар важное значение имеют параметры их составляющих. К основным параметрам относятся:
- Делительная окружность. Это те части элементов, которые соприкасаются между собой и катятся одна по другой без скольжения.
- Шаг – расстояние между профильными поверхностями соседних зубьев.
- Модуль (длина делительной окружности).
- Высота делительной головки.
- Диаметр окружности в районе вершин и на точках впадин зубьев.
Эти и другие параметры зубчатой передачи в обязательном порядке отображаются на чертежах. Их выбор зависит от назначения механизма, в котором будет использована зубчатая передача.
Большинство параметров инженеры рассчитывают во время проектирования, другие используют в готовом виде, выбирая их по специальным утвержденным таблицам.
2.1.1 ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ДОМЕННОГО ПРОИЗВОДСТВА И ИХ ПОДГОТОВКА К ПЛАВКЕ
Исходными материалами для доменного производства является руда, флюсы, топливо и огнеупоры.
Железная руда состоит из железосодержащих минералов и пустой породы, в состав которой входят оксиды кремния (кремнезем) SiО2, алюминия (глинозем) А12О3, кальция СаО и магния MgO. Качество руды определяется многими критериями, но, прежде всего, содержанием в ней железа, легкостью восстановления железа из оксидов, составом пустой породы и концентрацией вредных примесей, таких, как фосфор, мышьяк и др.
Для производства чугуна используют следующие руды. Магнитный железняк (магнетит) представляет собой смесь двух оксидов железа – FeO и Fе203, содержит до 70% железа. Его название связано с наличием магнитного оксида FeO. Руда имеет темный цвет, прочная и плотная, а после измельчения легко обогащается методом магнитной сепарации.
Красный железняк (гематит) содержит до 60% железа в виде оксида Fе203. Он менее плотен, чем магнетит, легко измельчается и восстанавливается.
Бурый железняк (гетит) представляет собой водный оксид железа Fе20З. Н20 и содержит еще меньше железа (до 50%). Это относительно рыхлая, легко восстанавливаемая порода. Шпатовый железняк (сидерит) содержит до 40% Fe в виде карбоната FеСО3
Флюсы – это специально вводимые в доменную печь материалы, снижающие температуру плавления пустой породы и ошлаковывающие золу кокса. Различают основные и кислые флюсы. К первым относится известняк СаСО3 и доломит СаСО3. МgСО3, дающие при разложении оксиды щелочной группы СаО и MgO. Ко вторым относится кремнезем SiО2 – кислотный оксид. Выбор зависит от состава пустой породы. Если пустая порода имеет песчано-глинистый характер (смесь SiО2 и А12О3), то в качестве флюсов применяют известняк или доломит, а если в ней превалируют известковые породы, то флюсом служит песок, что в практике встречается довольно редко.
Основным видом топлива в доменном производстве служит кокс, но в отдельных случаях в дополнение к коксу используют природный газ или пылевидный каменный уголь, которые подают вместе с воздухом, необходимым для горения топлива. Кокс получают путем нагрева до 1000 – 1200 С без доступа воздуха в коксовых батареях особых сортов коксующихся углей. Перед коксованием уголь измельчается в дробилках до частиц размером 2 – 3 мм и обогащается. В процессе выдержки при высоких температурах в течение 15 – 20 часов происходит удаление летучих веществ и спекание угля в пористую массу, которую выгружают из батарей на транспортеры и гасят водой или инертным газом. Для доменного процесса используются куски кокса размером 25 – 200 мм и пористостью около 50%. С ростом пористости растет поверхность контакта топлива с кислородом, в результате чего активизируются процессы горения и повышается температура в рабочем пространстве печи. Кокс должен содержать не менее 80% углерода и возможно меньшее количество серы (2%), золы (12%), влаги (5%) и летучих веществ (1 – 2%).
Огнеупоры служат для сооружения рабочего пространства доменных и других плавильных печей. Они должны обладать термостойкостью, механической прочностью и химической стойкостью по отношению к шлакам. По химическому составу огнеупоры разделяют на кислые, состоящие из кварцитов (динас), основные (доломит, магнезит) и нейтральные (углеродосодержащие). Они поставляются в виде кирпичей, фасонных блоков и крошки. Состав применяемого огнеупора оказывает определяющее влияние на тип флюса, вводимого при плавке
Так, например, при применении кислого огнеупора применять в качестве флюса известняк следует крайне осторожно, так как избыток щелочного оксида в шлаке приведет к быстрому разрушению кислотного оксида огнеупорной кладки
Наибольшее распространение нашли так называемые шамотные огнеупорные материалы, обладающие слабокислыми свойствами и состоящие из смеси кремнезема и глинозема.
Классификация и параметры конических передач
Параметры, по которым классифицируются конические передачи, делятся на геометрические и механические. К геометрическим относятся линейные размеры и значения углов отдельных элементов деталей, образующих зубчатую пару.








К механическим параметрам конической зубчатой пары относятся следующие:
- форма передачи (чисто конические, конические линейные, цилиндрические конические);
- форма зубьев применяемых шестерен;
- количество ступеней (определяется числом фактически работающих на передачу крутящего момента пар);
- скорость вращения (количество оборотов в единицу времени)*;
- направление пересечения осей (относится к параметрам, заданным проектом);
- нагрузочная способность (рассчитывается при проектировании зубчатой передачи);
- значение передаточного числа (определяется числом зубьев в шестернях и позволяет рассчитать обороты для пары зацепления);
- прочность при изгибе (относится, преимущественно, к валам);
- величина усилия в зацеплении и передаваемая мощность (физические параметры, закладываемые в ТЗ и учитываемые при проектировании зубчатой пары).
* По показателю круговой скорости вращения конические зубчатые передачи подразделяются на три основные группы: тихоходные (вращаются с низкой скоростью, не превышающей 3м/с), среднескоростные (скорость вращения до 15м/с) и высокоскоростные (скорость вращения выше 15м/с).
Если число оборотов в единицу времени у ведущего зубчатого колеса больше, чем у ведомого, передача считается понижающей; если большое число оборотов делает шестерня коническая ведомая, пара признается повышающей. Определить класс зубчатой передачи позволяет также передаточное отношение. У понижающих передач (редукторов) оно меньше единицы, у повышающих (мультипликаторов) — больше единицы.
Классификация по форме линий зубьев: коническая передача может состоять из пары конических шестерен, которые по форме линий зубьев могут быть следующими:
- А. Шестерни конические прямозубые (линия зуба обязательно проходит через вершину делительного конуса);
- Б. Шестерни с криволинейными зубьями;
- В. Шестерни с тангенциальными зубьями;
- Г. Шестерни конические с круговыми зубьями (угол наклона зубьев острый, измеряется между линией самого зуба и касательной к выбранной точке, второе название — линия конуса).
Для решения сложных технических задач применяются также прямозубые конические зубчатые колеса с нарезкой в форме спирали и радиальной нарезкой, шестерни с криволинейными эвольвентными зубьями (поверхность ведущего зуба перекатывается по образующей плоскости ведомого колеса), а также с зубьями циклоидной формы.
ЗАКЛЮЧЕНИЕ
В данной работе рассмотрен технологический процесс изготовления детали «ВАЛ-ШЕСТЕРНЯ».
Заготовка по условию задания выполнена из качественной конструкционной стали 40ХС ГОСТ 4543–71.
Данная сталь достаточно хорошо обрабатывается лезвийными и абразивными инструментами.
Сталь – это сплав железа с углеродом, содержание которого не превышает 2,14%. Кроме того, в ней содержатся постоянные примеси (марганец, кремний, сера, фосфор) и в ряде случаев легирующие элементы (никель, хром, ванадий, молибден, вольфрам и др.). Сырьем для производства стали является передельный чугун, выплавляемый в доменных печах, лом и ферросплавы.
Исходя из анализа детали и программы выпуска, выбрали способ получения заготовки.
Заготовка получена обработкой металлов давлением – технологический процесс, в результате которого под влиянием приложенных внешних сил происходит изменение формы заготовок без нарушения их сплошности.
Согласно чертежу детали все ее поверхности подлежат механической обработке. Первоначально приведена маршрутная технология.
Исходя из особенностей формы детали и типа производства, выбираем способы контроля, контрольный инструмент и приведем схему контроля.