Что нужно знать при выборе

Для того, чтобы вы не ошиблись в подборе сварочного рукава, мы предоставим несколько простых советов, укажем те детали, на которые стоит обратить внимание при покупке шланга. Но такую проверку нужно делать аккуратно, чтобы своими руками не деформировать шланг
Но такую проверку нужно делать аккуратно, чтобы своими руками не деформировать шланг.
Основываясь на практике можно сделать вывод, что самым ходовым является рукав для варения полуавтоматом в аргоновой среде. С этой задачей отлично справляются шланги первого класса.
Самая удобная по нашему мнению длина – 2-2.5 метра, хотя максимальная отметка может достигать почти пяти метров.
Очень важно контролировать, чтобы приспособления не скручивались и не придавливались. Это касается как эксплуатации, так и просто хранения шлангов
Мы постарались учесть все, что стоит знать при выборе и использовании газовых шлангов. Но главное – помнить, что рукав – это комплектующая, которая изнашивается со временем, и обязательно требует замены.
Ведь если пользоваться одним и тем же шлангом десятками лет, вряд ли будет достигнут необходимый, качественный результат.
Проблемы и ошибки
В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике
Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи
Внимание к мелочам и творческий подход являются залогом успешного выполнения работы
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;
- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Виды сварочных шлангов
В зависимости от класса используемого сварочного оборудования порядок транспортировки и организация подачи проволоки и смеси газов может существенно различаться.
Наряду с традиционным одноканальным способом типовые рукава (шланги) могут функционировать и по принципу параллельной подачи, при которой в одном коаксиальном кабеле обустраивается сразу несколько каналов.
Понятно, что такое устройство канала подачи компонентов и оснастки востребовано лишь при работе в режиме электросварки.
Во внутренних пространствах многоканального рукава могут прокладываться следующие элементы подачи:
- «плюс» подводящего кабеля, питающий сварочную дугу и идущий от трансформатора или инвертора (он заканчивается на токовом наконечнике, размещённом в газовой горелке);
- присадочная проволока, подаваемая под усилием по отдельному каналу;
- защитный газ с аргоновой составляющей, поступающий непосредственно в горелку и необходимый для ограничения доступа кислорода из внешнего окружения при работе с цветными металлами.
Помимо этого в таком сварочном рукаве могут прокладываться два специальных тонких провода, подключаемых к пусковой кнопке сварочного управляющего пульта.
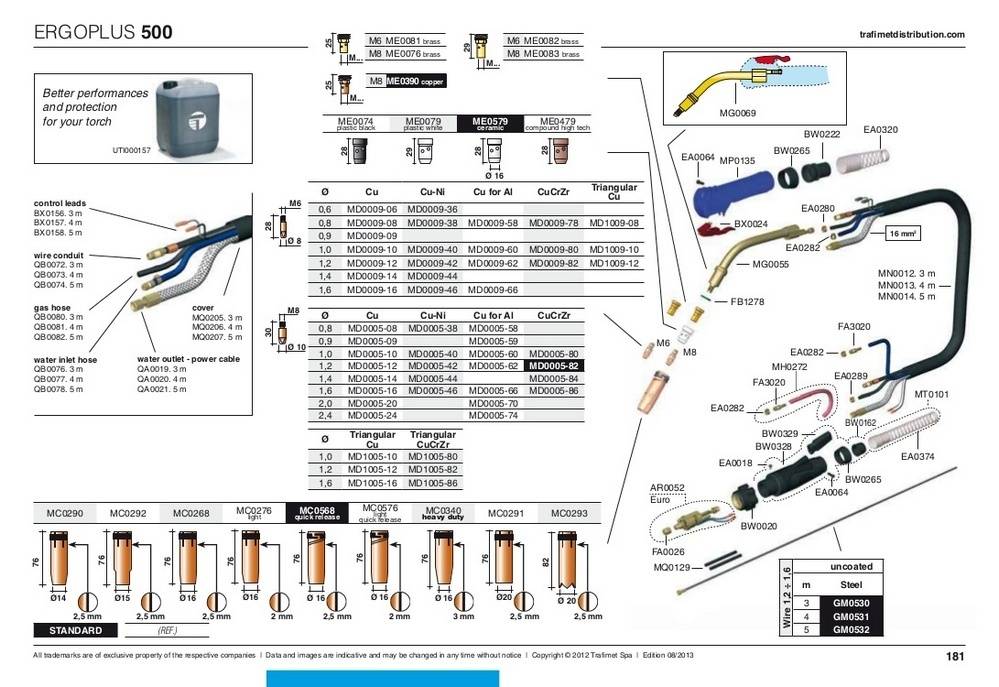
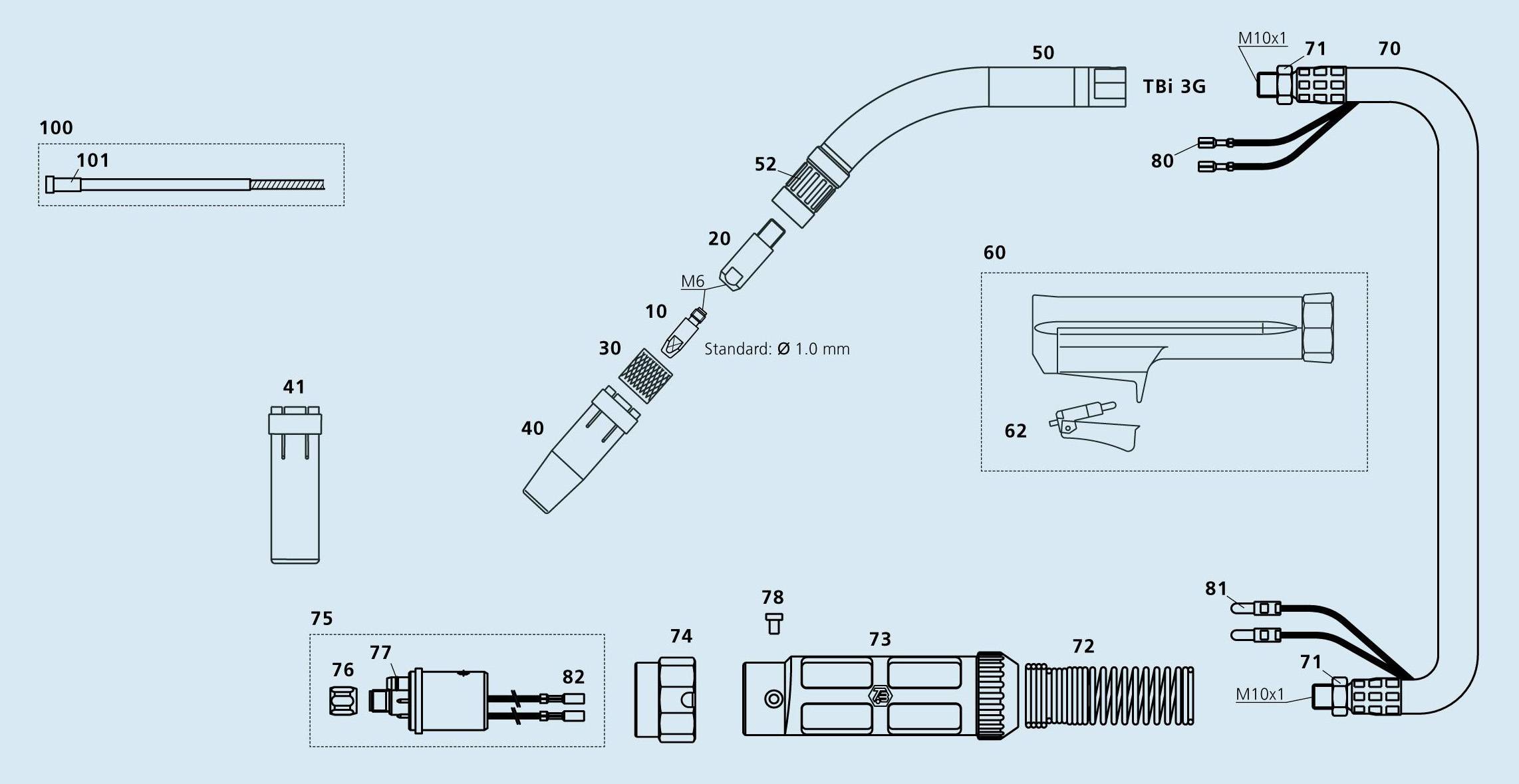
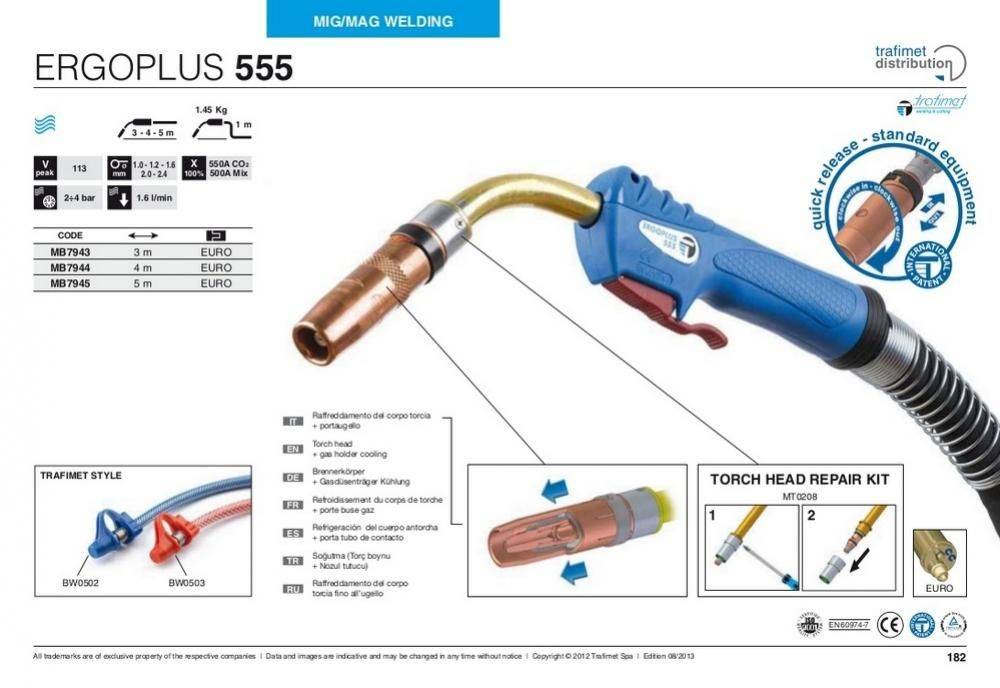
Гусаки
Замена гусака сэкономит затраты на приобретении новой горелки при механическом повреждении изделия.
Артикул: 071.500.007 Гусак (MIG MP 500) VOZ5010
Гусак MIG MP 500 неотъемлемая конструктивная деталь полуавтоматической сварочной горелки. Подсоединяется к ручке горелки и удлиняет ее для удобства сварочного процесса. На гусак крепится сварочный наконечник и сопло, а также другие необходимые элементы.
Цена: 2 413 р
Артикул: 071.360.007 Гусак (MIG MP 36) VOZ3608-01
Гусак MIG MP 36 неотъемлемая конструктивная деталь полуавтоматической сварочной горелки. Подсоединяется к ручке горелки и удлиняет ее для удобства сварочного процесса. На гусак крепится сварочный наконечник и сопло, а также другие необходимые элементы.
Цена: 1 121 р
Артикул: 071.250.007 Гусак (MIG MP 25) VOZ2508
Гусак MIG MP 25 неотъемлемая конструктивная деталь полуавтоматической сварочной горелки. Подсоединяется к ручке горелки и удлиняет ее для удобства сварочного процесса. На гусак крепится сварочный наконечник и сопло, а также другие необходимые элементы.
Цена: 687 р
Артикул: 071.240.007 Гусак (MIG MP 24) VOZ2406
Гусак MIG MP 24 неотъемлемая конструктивная деталь полуавтоматической сварочной горелки. Подсоединяется к ручке горелки и удлиняет ее для удобства сварочного процесса. На гусак крепится сварочный наконечник и сопло, а также другие необходимые элементы.
Цена: 1 010 р
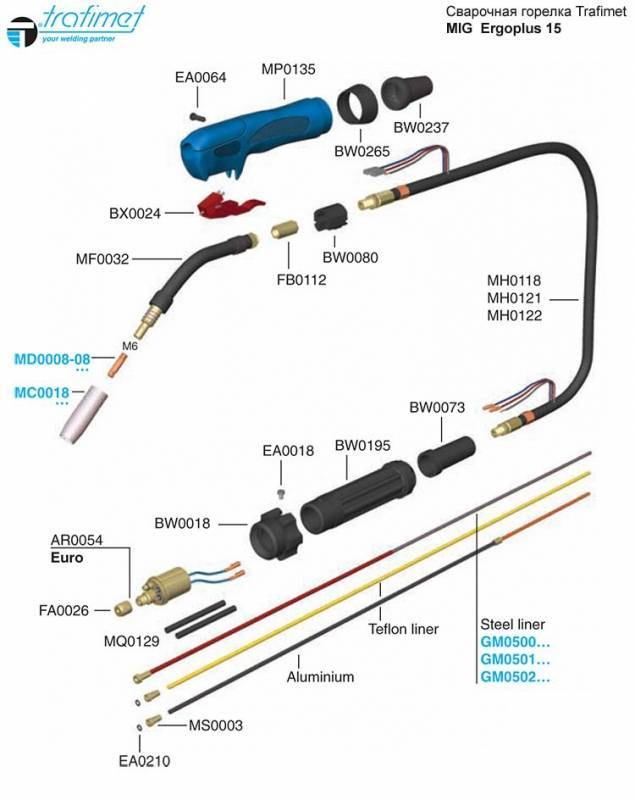
Артикул: 071.150.007 Гусак (MIG MP 15) VOZ1506
Гусак MIG MP 15 неотъемлемая конструктивная деталь полуавтоматической сварочной горелки. Подсоединяется к ручке горелки и удлиняет ее для удобства сварочного процесса. На гусак крепится сварочный наконечник и сопло, а также другие необходимые элементы.
Цена: 314 р
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.



Как выбрать
Выбирая горелку для сварочного полуавтомата нужно прежде всего учитывать тип планируемых работ и их длительность. Если работа предполагается непродолжительная и в простых условиях, то излишним будет приобретать дорогостоящие полупрофессиональные и профессиональные модели.
 По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
Кроме описанных выше следует учитывать и другие факторы, влияющие на работу со сварочным полуавтоматом:
Возможный вес устройства — если работа предполагается стационарно в оборудованной мастерской или цехе, то данный показатель не критичен. В случае же эксплуатации в мобильном варианте и стесненных условиях — вес должен быть минимальным как самого аппарата, так и горелки.
Габаритные размеры — не стоит гнаться за большой длиной сварочного рукава. Он должен соответствовать задачам и месту работы. При избыточной длине возможны трудности с его размещением и сохранением целостности.
Прочность и износостойкость — как процесс самой сварки, так и сопутствующие ему операции с металлом могут привести к повреждению сварочной горелки (чаще всего ее части — сварочного рукава). Это нужно учитывать при выборе модели.
Если работа будет вестись в агрессивных условиях, то лишняя прочность горелке не помешает. Кроме того сама горелка должна осуществлять защиту сварщика от неизбежного нагрева и поражения электрическим током. Гибкость сварочного рукава не должна идти в разрез с его прочностью — даже при работе в стационарных условиях горелка весьма активно перемещается.
Удобство корпуса и крепления — чаще всего это называют эргономичностью. Нужно помнить, что сварщик работает горелкой не менее трех часов в день, а часто и по 4-5 часов. Все это время он держит горелку. От ее удобства зависит качество шва и количество времени затрачиваемого на сопутствующие операции — осмотр и очистка, смена прогоревших деталей.
При покупке сварочной горелки для полуавтоматов необходимо в обязательном порядке проверять наличие сертификационных документов. Иначе есть риск потерять не только средства, но и подвергнуть жизнь и здоровье сварщика серьезной опасности
Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе компаний «Импульс». Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому производителю АО «ГРПЗ». За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
Устройство сварочного аппарата
Конструкция агрегата не зависит от сферы использования. Устройство сварочного полуавтомата содержит:
- блок питания с управляющим модулем, индикаторной панелью, ручками для настройки;
- рукав для подачи расходного материала, газа и электричества (сварочный шланг);
- баллон с защитным газом;
- сварочную горелку.
Конструкция сварочного полуавтомата.
Питание полуавтомата
Большинство аппаратов работает с постоянным током. В качестве питающего блока используется инвертор или выпрямитель. Последний отличается низкой стоимостью, большими размерами. Диапазоны регулировки ограничены, часто возникают проблемы с пульсациями. Инверторы дороже, однако они не имеют недостатков. Устройства помогают получать нужные для разных режимов сварки параметры тока. Имеется регулирующий индуктивность автомат.
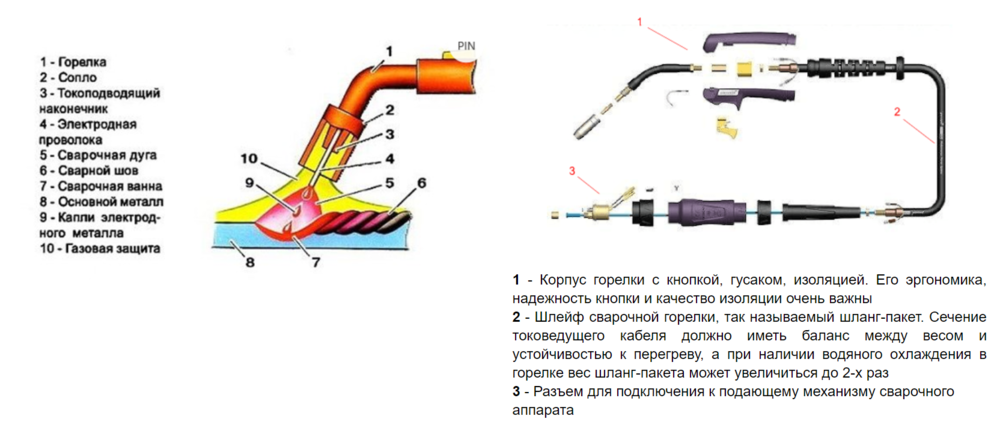
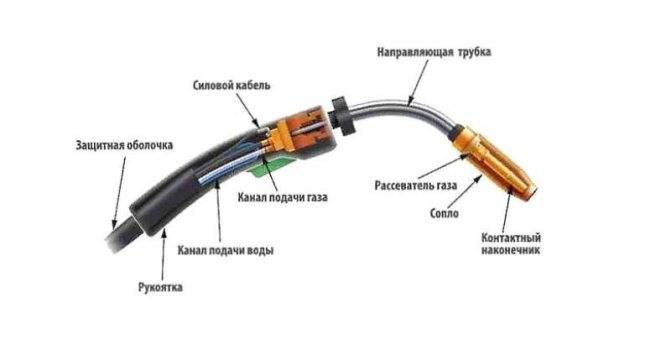
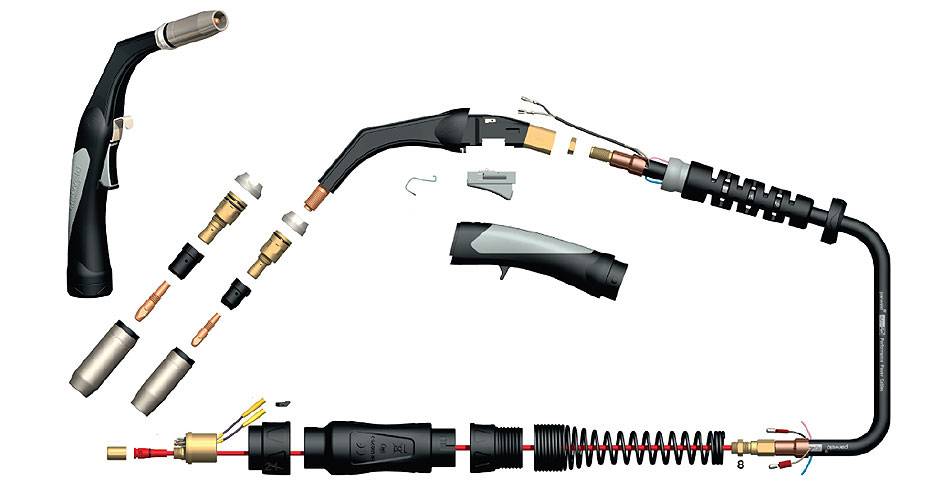
Сварочный рукав
Так называют компонент, который подает в обрабатываемую область газ, расходный материал, ток. Один конец подключается к аппарату, второй – к горелке. Сварочный рукав имеет вид гибкой трубки, в центральной части которой находится канал для вывода проволоки. Он окружен трубками подачи газа и воды для охлаждения, силовыми кабелями и проводами управляющей системы.
Сварочный рукав предназначен для работы с кислородом.
К сварочному рукаву предъявляют повышенные требования. Компонент считается дорогим, его длина влияет на стоимость полуавтомата. От параметров шланга зависят возможности аппарата при работе со сложными конструкциями.
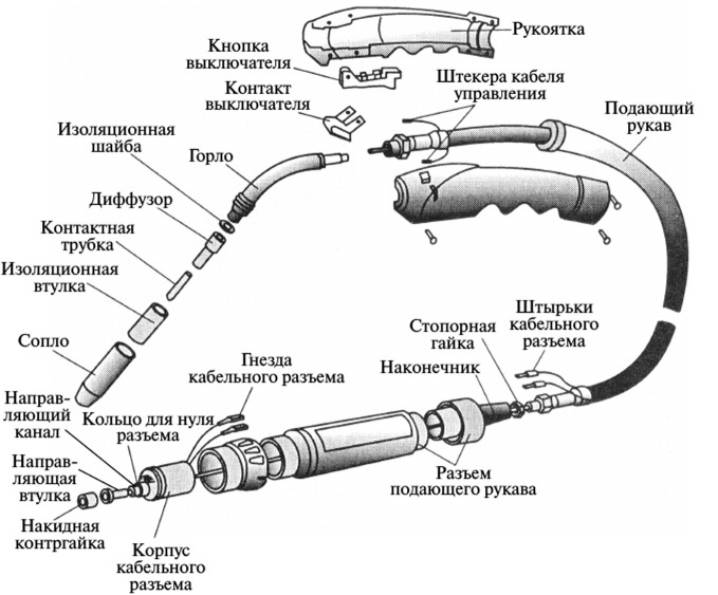
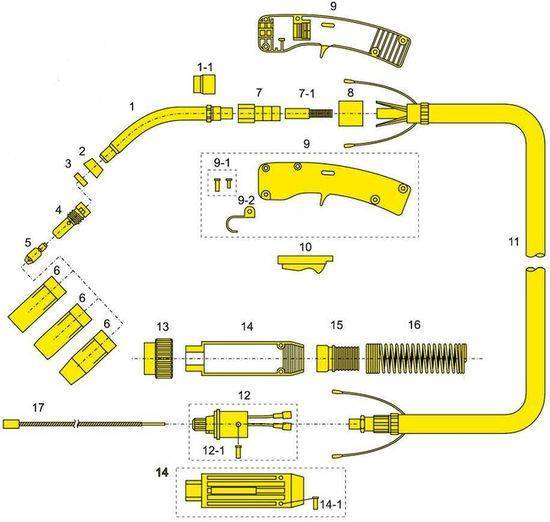
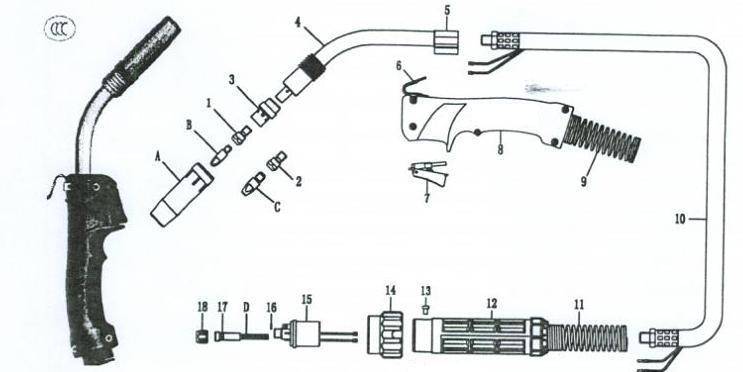
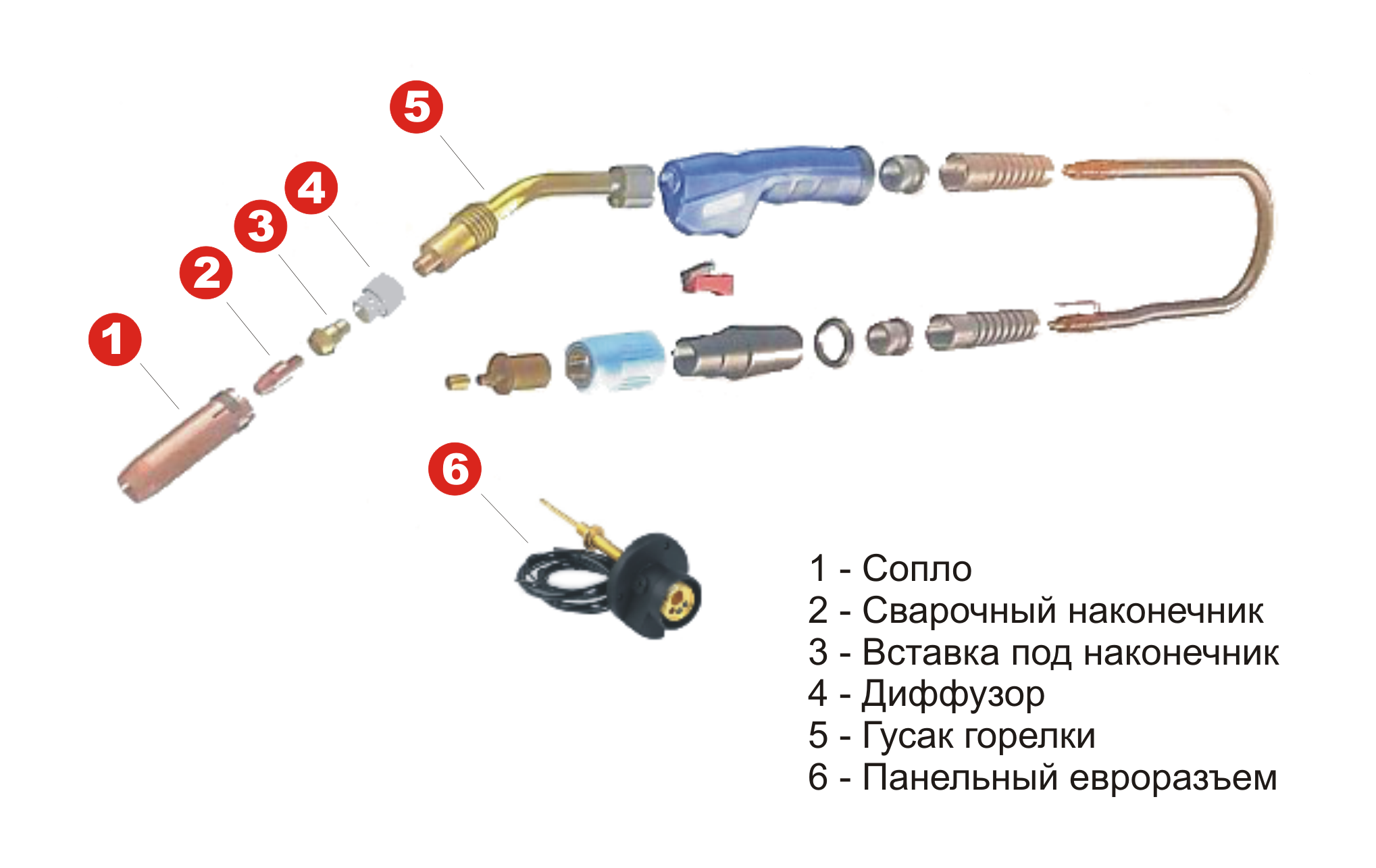
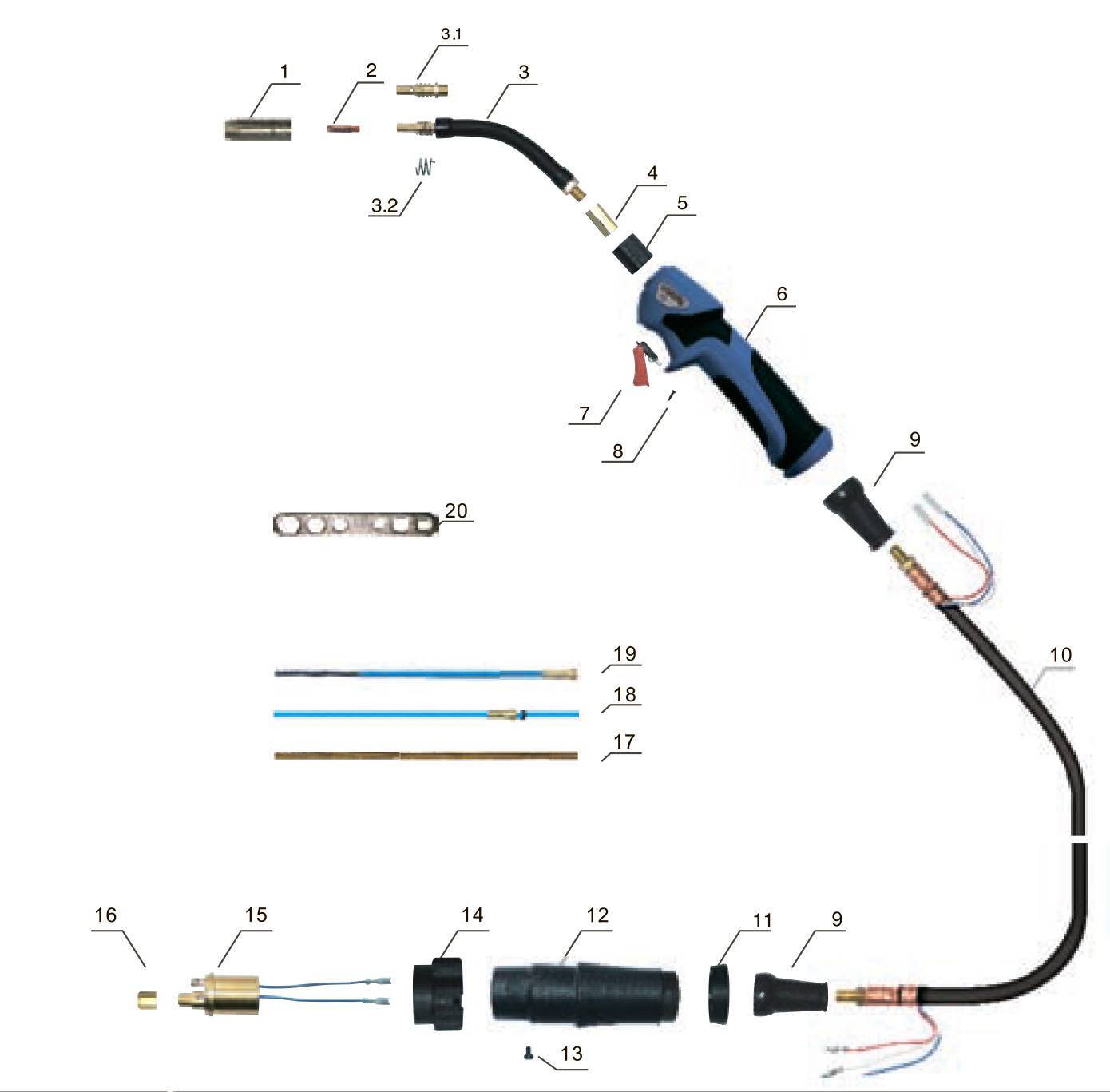
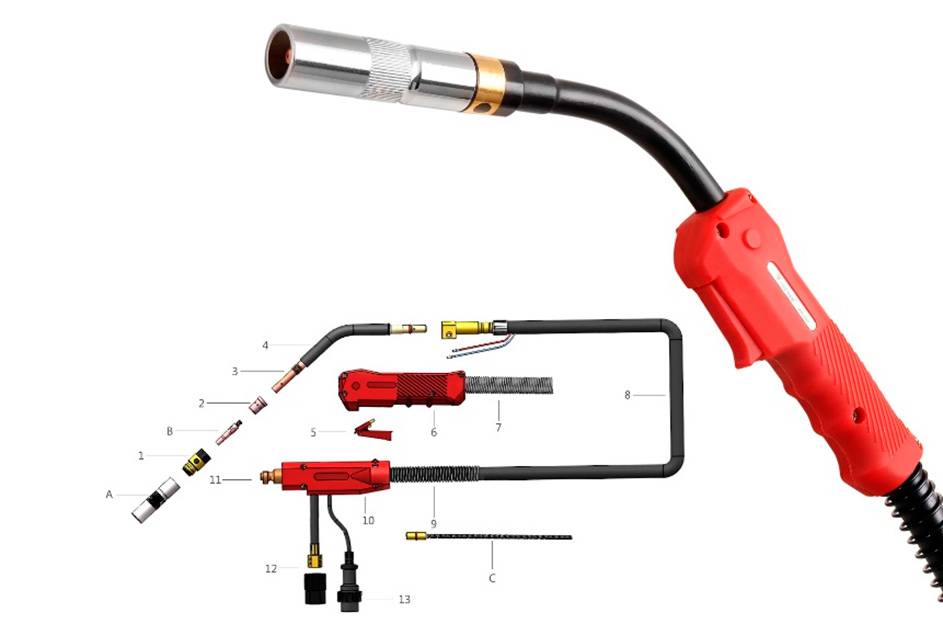
Горелка аппарата
Это основной инструмент, с использованием которого мастер формирует шов. Горелку подключают к кабель-шлангу, выводя в нее все трубки, провода, подсоединенные к основному блоку полуавтомата сварочного. Элемент состоит из направляющего канала и рукоятки. Последняя снабжена регулятором режимов. На конце шланга находятся рассеиватель газа, насадка для вывода проволоки. По принципу работы с расходным материалом горелки классифицируют на:
- Устройства для толкателя. Собственный привод у горелки отсутствует. Движение проволоки обеспечивается механизмом, расположенным в главном блоке аппарата.
- Приводные со встроенным механизмом. Характер работы не отличается от такового у предыдущего типа горелок.
- Комбинированные, с тянущим и толкающим механизмами. Один из них встраивается в горелку, другой – в корпус полуавтомата.
Съемным является и сопло, выбираемое с учетом режима сварки.
Механизм подачи проволоки
Расходный материал наматывается на бобины разного размера. Механизм подачи состоит из установочного блока со стабилизатором размотки, роликового устройства. Последние снабжены канавками нужного диаметра. Вращение подающего механизма обеспечивается двигателем, работающим совместно с контроллером. Прижим и натяжение регулируют вручную. Подающие устройства бывают с 2 или 4 роликами. Последние используют совместно с порошковыми и мягкими проволоками.
Механизм подачи проволоки состоит из установочного блока.
Фильтр
Г-образный фильтр – это комбинация индуктивности и ёмкости представляет устройство из параллельно включенного в сварочную цепь конденсатора и дросселя с последовательным включением. На электросхеме элементы складываются в букву Г. Устройство потребуется для создания сварочного полуавтомата с нуля и модернизации инвертора.
Парное использование конденсатора и дросселя увеличивает электродвижущую силу самоиндукции. Полуавтоматическое сварочное устройство не потеряет дуги даже при значительном падении напряжения.
Конденсатор для фильтра сварочного устройства подбираем электролитический. Один или несколько конденсаторов напряжением не менее 100 В, собираются параллельно. Суммарная ёмкость минимум 104 микрофарад. Оптимально — 20–30 мкф.

Полуавтоматы для дуговой сварки и их основные узлы
⇐ ПредыдущаяСтр 11 из 33Следующая ⇒
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительно-монтажных конструкций при их предварительной сборке и сварке и т. д.
Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом.
По способу защиты сварочной дуги
принята следующая классификация полуавтоматов:
в активных защитных газах (Г);
в инертных газах (И);
под флюсом (Ф);
открытой дугой (О).
По способу регулирования скорости подачи электродной проволоки
выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному.
По способу охлаждения горелки
выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми.
Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества.
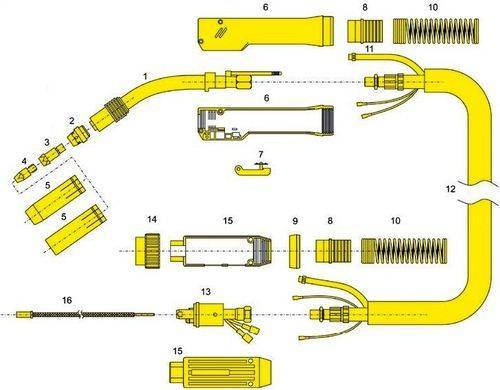
Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ. Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
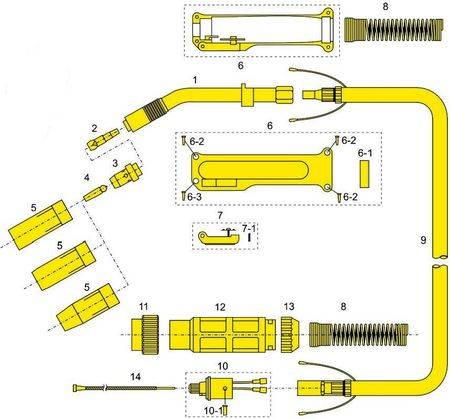
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами:
1
– сменная газовая горелка;2 – шланг для подачи электродной проволоки;3 – подающий механизм;4 – кассета для электродной проволоки;5 – блок управления БУСП-2;6 – газовый шланг;7 – источник питания;8 – газовая аппаратура;9 – провода цепи управления;10 – сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций:
включение подачи газа для настройки его расхода или дозировки;
установка заданной скорости подачи проволоки;
выбор рабочего цикла для сварки длинными, короткими и точечными швами.
В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки.
При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение.


Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11.
В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые).
Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.
Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
1
– консоль;2 – монорельс;3 – тележка;4 – сварочный полуавтомат;5 – гибкий шланг
Таблица 11
⇐ Предыдущая11Следующая ⇒
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Процесс сварки полуавтоматом или как им работать.
Чтобы начать работать полуавтоматом, нужно зажечь дугу. Это происходит при нажатии на пусковую кнопку сварочной горелки, а также коснувшись изделия зажечь дугу. Дуга загорается можно начинать работать. Для завершения нужно отпустить кнопку и отвести горелку.
Стыковые соединения
Сварку полуавтоматом ведут в различный пространственных положениях. Вести процесс возможно «углом вперед» также и способом «углом назад». От перемещения горелки углом назад провар будет больше, а шов уже. При выполнении процесса углом вперед ситуация обратная. Ширина шва увеличится, но проплавление снизится.

Угол горелки при сварке вертикальный, то есть под 90 градусов для деталей с равной толщиной. Если детали разной толщины, то направляем горелку к более толстой из деталей.
Если металл изделия тонкий до 3 – 4 мм, то работать лучше всего без разделки кромок, на съемной подкладке из материала, хорошо отводящего тепло. К примеру, из алюминия. Если деталь не предполагает использование съемной подкладки. Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Выполнять полуавтоматическую лучше на спуск в вертикальном положении. Сварка выполняется сверху вниз, вести горелку нужно углом назад. Подробнее о тонком металле можете ознакомиться в данной статье.
Когда нужно работать с деталями большой толщины, тогда лучше применить MIG сварку в смеси. В качестве газа использовать смесь Ar+He в соотношении 40% + 60%. Сварку изделий большой толщины полуавтоматом лучше выполнять с двух сторон. Это обеспечить полный и качественный провар в корне шва.
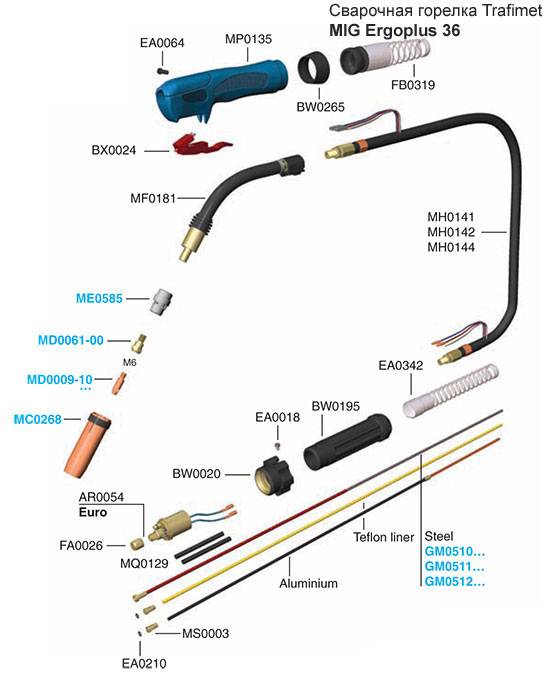
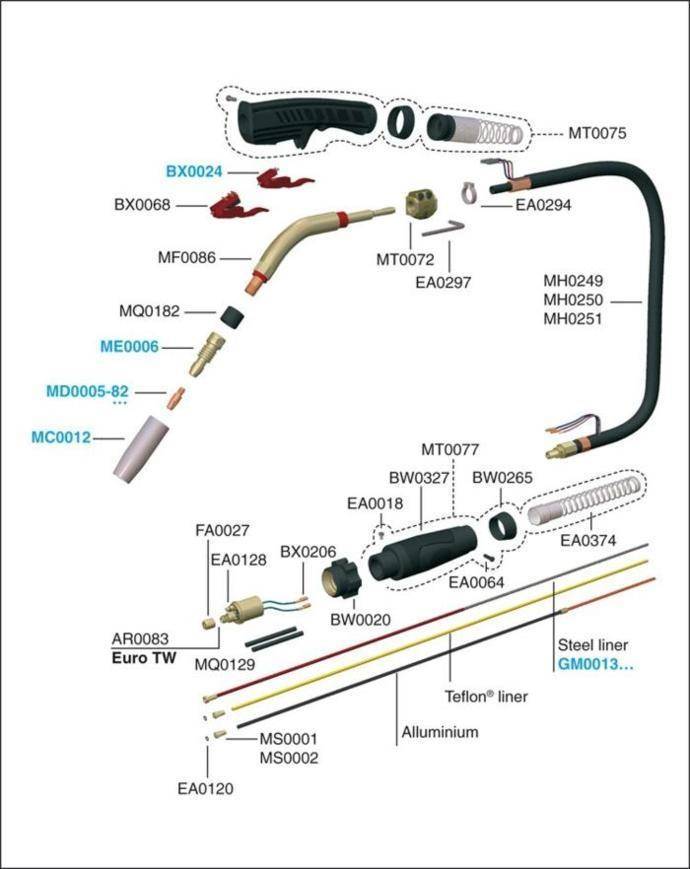
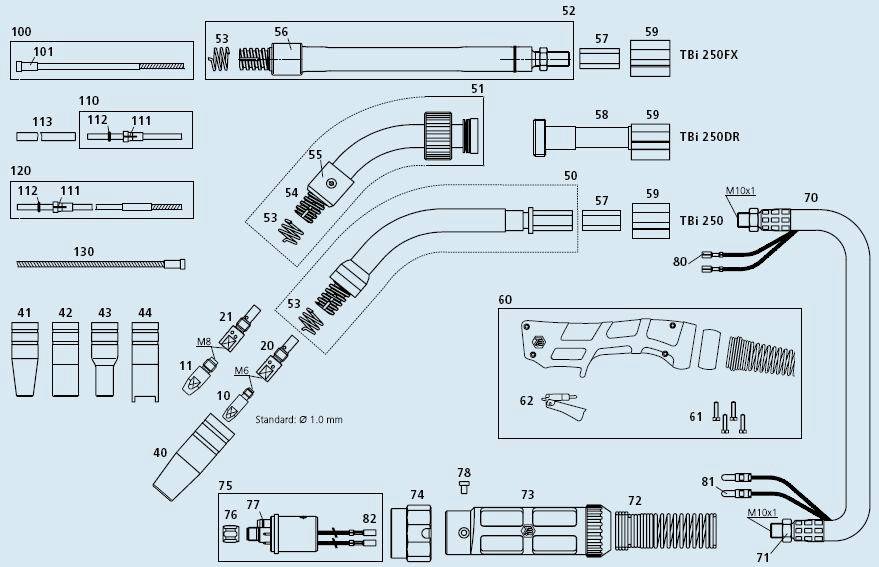
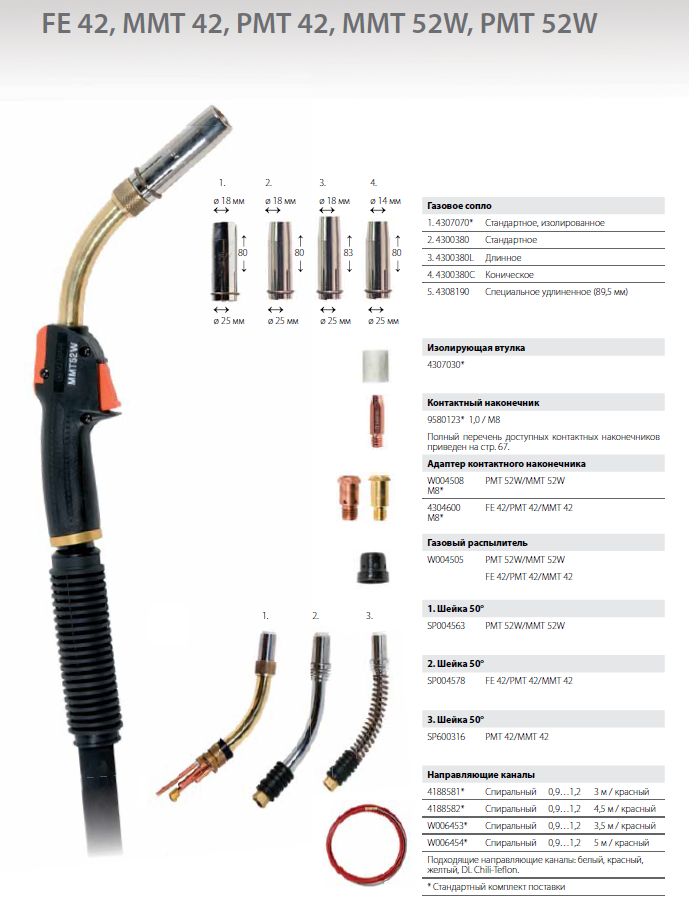
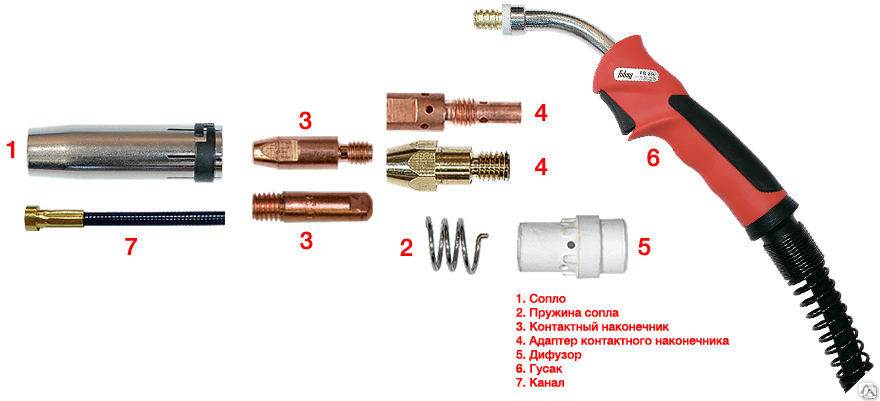
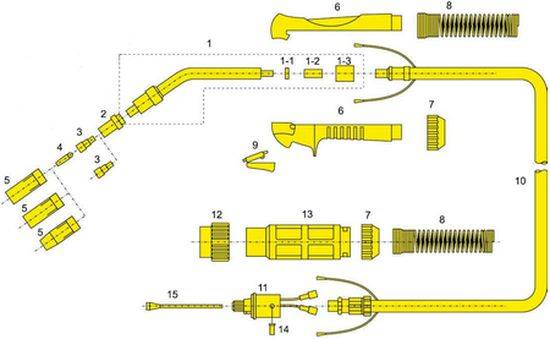
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Создание устройства своими руками: проектирование
Из инвертора можно спроектировать полноценный полуавтомат. В интернете имеет богатый выбор рабочих схем и чертежей для сборки своими руками помогающих с проектированием протяжки сварочного автомата.
В качестве привода можно использовать элементы стеклоочистителей отечественных грузовых автомобилей – они обладают достаточной мощностью. Качественная подача проволоки – ключевая задача самодельного аппарата. Следующие рекомендации помогут в изготовлении оборудования, не уступающего заводским устройствам.
- На всех роликах делайте две канавки, диаметр которых соответствует наиболее распространенному электродному материалу. В домашних работах лучше всего подойдет сечением 0,8 и 1,2 мм.
- Не экономьте на подшипниках для прижимной части. Используйте элементы закрытого типа – у них больший срок службы. Всего потребуется два подшипника для верхнего и нижнего рычага.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.

Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ. Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Газовая сварка: плюсы и минусы
Газовая сварка широко используется в промышленности. Ее плюсы – простота технологии, дешевизна аппаратов, и то, что их легко найти и купить. Пламя регулируется простым вентилем. При наружных ремонтных работах подобная сварка хороша тем, что пламя газовых сварочных горелок не может погасить даже сильный ветер.

Оборудование для этого типа сварки легко перевозить в нужное место. Оно не требует дополнительной установки, и поэтому работать можно где угодно – даже в лесу.

Минусов у газовой сварки тоже немало. Самый очевидный – взрывоопасность. При небрежной работе может произойти пожар или взрыв горючей смеси.


Данная технология не рекомендуется для сварки листов металла толще 3-5 миллиметров – шов получится неаккуратным, будет деформироваться и трескаться.

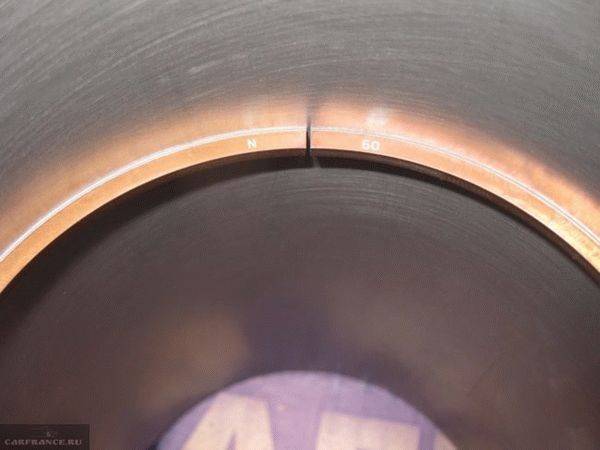
Положение наконечника горелки относительно сопла

Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Механика “лентопротяжки”
Сборку решил начать с “проволоко-протяжного” механизма. Для сборки механических частей протяжки проволоки потребовались 2 подшипника типоразмера 6202, электродвигатель от стеклоочистителя автомобиля (любой, желательно как можно меньших габаритов), также нужно проверить, что бы он вращался в одну сторону, а не “туда-сюда”. Ну и знакомый токарь выточил ролик диаметром 25мм, накручиваемый на резьбу вала электродвигателя. Все нестандартные детали самодельные, особой сложности их изготовление не вызывает.
Механизм подачи проволоки представляет собой две пластины с закрепленными на них подшипниками, между которыми находится ролик вала двигателя. Пластины сжимаются пружиной, тем самым прижимая подшипники к ролику. Между одним из них и вращающимся роликом будет протягиваться проволока, продетая в “направляющие” по обе стороны роликов (уголки с отверстиями 2 мм). Всё это дело смонтировано на пластина текстолита толщиной 5 мм. и расположено так, что бы выход проволоки был точно напротив разъема для подключения сварочного рукава, закрепленного на передней стенке корпуса.На этом же текстолите будет располагаться и бобина с проволокой. Для этого был выточен вал под внутреннее отверстие катушки, установленный перпендикулярно пластине с резьбой на краю для фиксации последней. Конструкция в принципе проста и надежна, примерно такая же применяется в промышленных аппаратах. Размеры деталей механизма рассчитывались для обычной катушки, но варить наверное буду без газа, благо в продаже достаточный выбор специальной сварочной проволоки.
Общий вид конструкции на данный момент представлен на рисунках ниже. Компьютерный корпус усилен двумя уголками по сторонам, на которых будет монтироваться электронная часть аппарата. На задней стенке корпуса смонтированы блок питания и регулятор частоты вращения электродвигателя.