Разновидности
При нарезке металлических заготовок применяют материал разной формы и толщины. Для повышения производительности операции применяют станки следующих видов:
- Ножницы гильотинные ручные. Данный вид оборудования используется в промышленности, с их помощью оператор может нарезать оргстекло, листовой металл, картон, пластмассу.
- Ножницы гильотинные гидравлические. С их помощью добиваются высокой точности разреза, при этом обрабатывается металл максимальной толщины. Привод производится за счет работы системы гидравлики, заготовка крепится при помощи прижимных цилиндров. Зазор между рабочим столом и лезвием устанавливается вручную металлической линейкой.
- Ножницы гильотинные механические считаются надежными установками. При эксплуатации потребляется низкий уровень электроэнергии. Процесс резки происходит при движении вала от приводного двигателя.
- Электромеханическое оборудование имеет повышенный КПД. Управление механизмом происходит встроенным блоком ЧПУ.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда
Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Гидравлические гильотинные ножницы

Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.
Требования к инструментам применяемым при рубке металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.








Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,
голоса
Рейтинг статьи
Конструкция и рабочий принцип
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из таких узлов:
- электрического двигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- основного вала двухколенчатого типа;
- 2-ух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- стола для работы;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора порезанных полос;
- систем смазки и управления.
Промышленные выполнения станков для нарезания листа горячей прокатки с механическим приводом работают в следующей очередности. Подлежащий разрезке металл листовой ставится по заднему упору на какую-то ширину реза. Ножевая балка при этом находится ну в крайнем верхнем положении, электрический двигатель и маховик с приёмным валом вращаются, но балка недвижима, потому как включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым ставится нужная точность резки. Дальше включается прижим. Он является совокупностью пневматических или гидравлических цилиндров маленьких рабочих диаметров, которые собственными штоками прижимают подлежащий отрезке лист горячей прокатки к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм делает прямой ход, в конце которого делается полное деление. При возвращении балки в начальное положение задний упор поворачивается, и высвобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая после ручным способом, либо автоматично отводится из-под оборудования. Из тележки стопа порезанных полос при помощи крана или транспортёра передвигается на склад или к месту последующей переработки. Последняя некратная полоса убирается ручным способом, при этом цилиндры узла прижима оснащаются кожухами с защитной функцией, которые исключают попадание пальцев оператора в зону для работы (управление всеми ножницами – педальное).
Гильотина для металла механического типа порой имеет и иное конструктивное оформление. Отличие состоит в том, что шатуны у подобных станков – не тянущего, а толкающего типов. Они находятся снизу ножевой балки, и при рабочем ходе толкают её вверх. Считается, что аналогичная схема станка выделяется меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, впрочем, более трудна в регламентном обслуживании и настройке, а поэтому более специфична для станков, работающих с заготовками маленькой – до 1,5…2 мм – толщины.
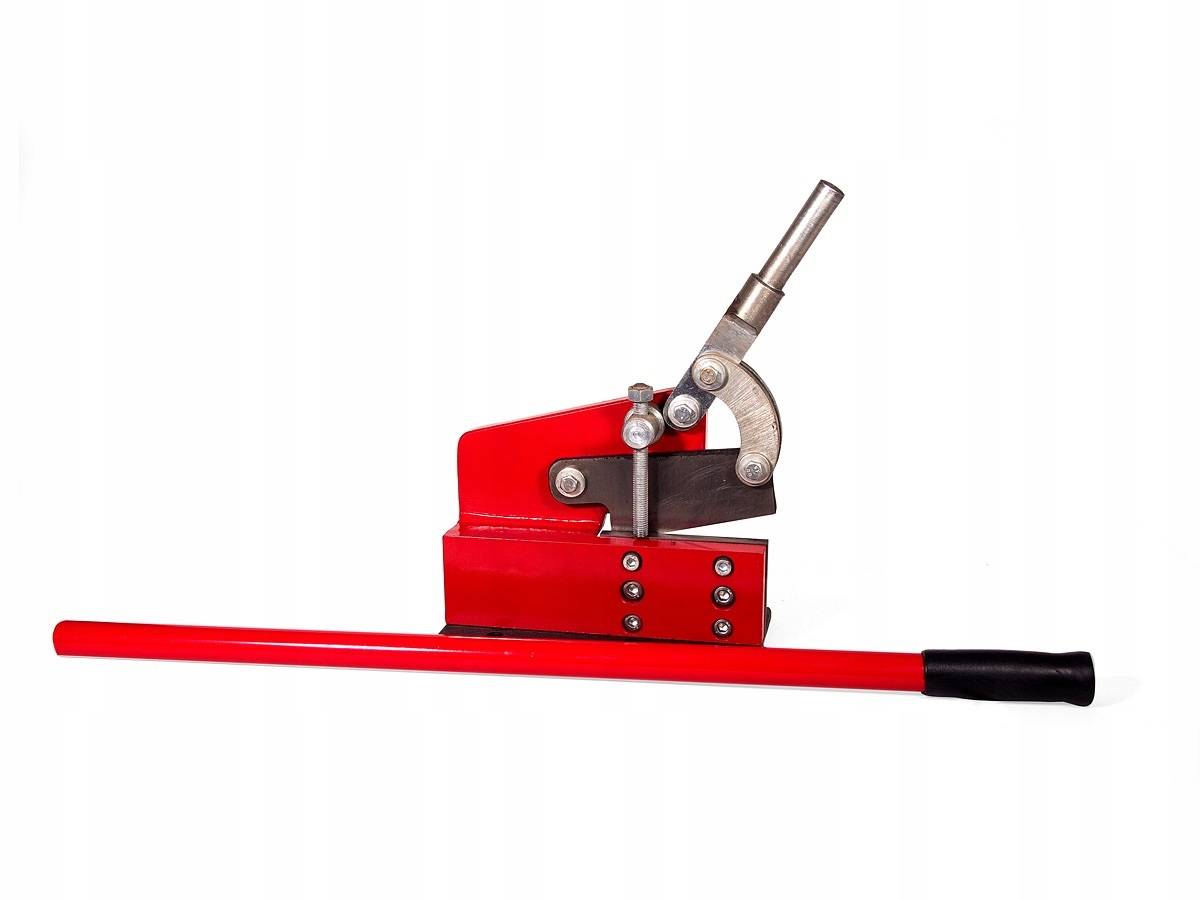
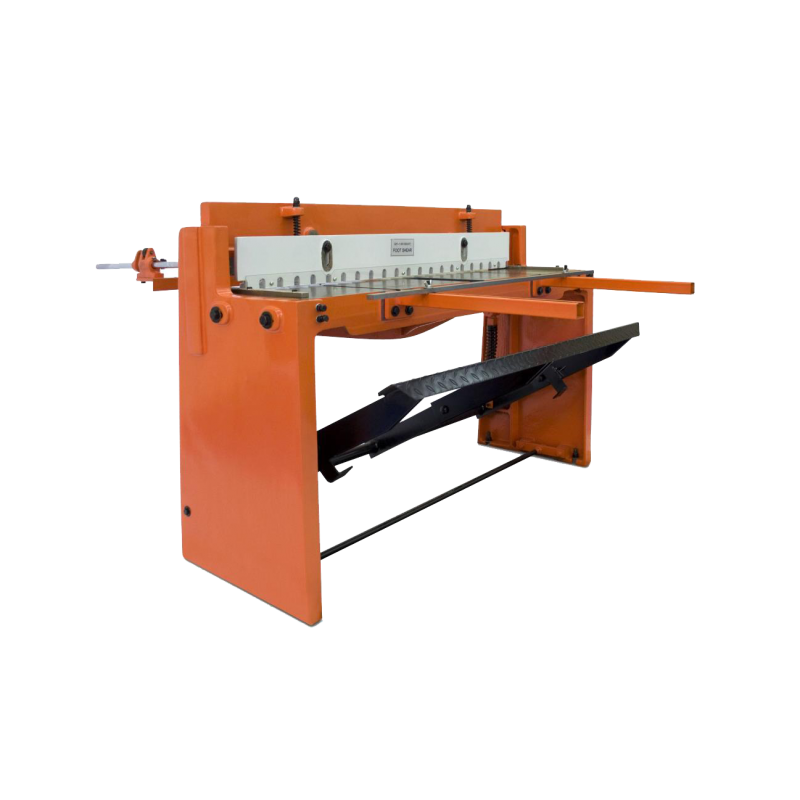
Гильотина для рубки металла METALMASTER MG 1000
Надёжный помощник, способный справиться с раскроем листового материала толщиной до 1,5 мм. Рассматриваемая механическая ручная сабельная гильотина будет год за годом отлично работать и выполнять требуемые операции (станок обладает высокопрочной конструкцией). Благодаря небольшому весу оборудование можно с лёгкостью транспортировать с одного производственного объекта на другой. Переноской гильотины может заниматься один человек, при этом ему не нужны будут какие-либо дополнительные приспособления. В конструкции данного станка отсутствуют сложные элементы. В случае необходимости оборудование можно легко отремонтировать, произвести замену износившейся детали
Изготовление своими руками
Конструкция, изготовленная своими руками, способна раскроить листовой металл толщиной до 3 мм.
Сборка ручной гильотины по металлу:
- Определяется размер конструкции, чертится схема.
- Рассчитываются усилия, которые будут испытывать разные участки установки.
- После на принтере распечатывают детали и собирают макет будущего ручного станка.
- Подбор материала для изготовления ножниц. Распечатанные элементы выступают в роли примера для металлических заготовок.
- При помощи абразивных материалов деталям придается аналогичная форма.
- Ручная гильотина состоит из пары ушей, рукояти, станины и держателя.
- На тело устанавливаются два уголка с зазором.
- Рукоятка крепится к телу при помощи пары ушей.
- В качестве лезвий могут применяться старые напильники, их обрабатывают согласно размерам удерживающих механизмов.
- Затачивание ножей производят после крепления.
- Изготовленный механизм устанавливают на рабочую поверхность верстака.
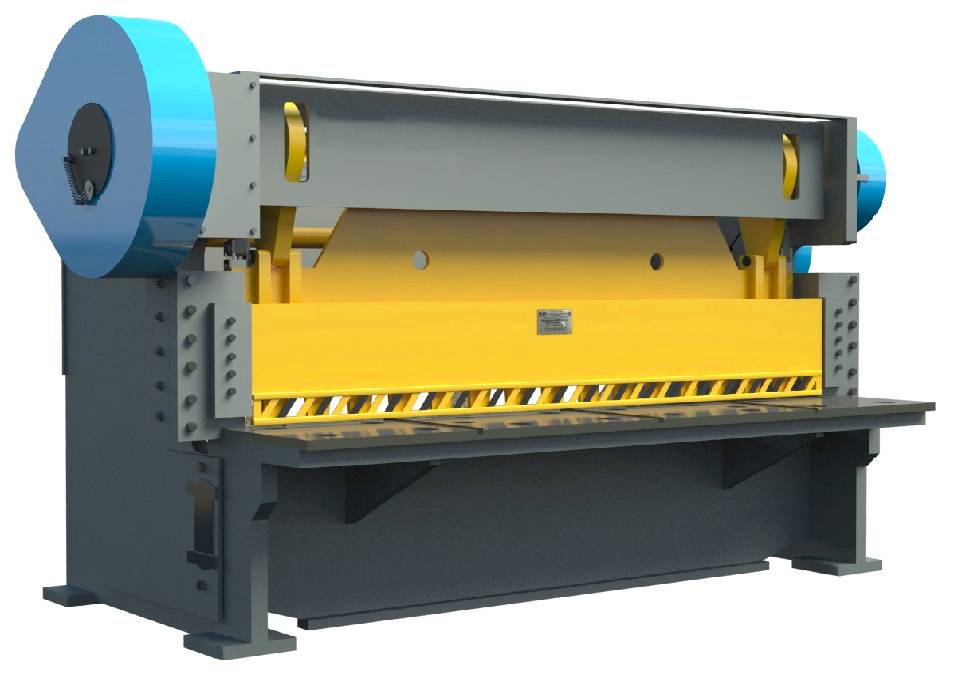
Электромеханические ножницы
Эта разновидность гильотинных станков является не менее востребованной, чем гидравлические. Обладают они столь же высоким уровнем производительности, который может достигать 60 ходов ножа за минуту, правда, рабочий процесс является более шумным. Всему виной кривошипный механизм привода, из-за которого нож быстро перемещается в нижнее положение и оказывает ударное воздействие на заготовку.
 Электромеханические станки преимущественно используют на производствах, где необходимо обеспечить высокую производительность и точность резки прямолинейных заготовок большого размера и толщины. В то же время эти машины часто применяются для раскроя металла и в частных мастерских, занимающихся мелкосерийным и кустарным производством.
Электромеханические станки преимущественно используют на производствах, где необходимо обеспечить высокую производительность и точность резки прямолинейных заготовок большого размера и толщины. В то же время эти машины часто применяются для раскроя металла и в частных мастерских, занимающихся мелкосерийным и кустарным производством.
Для эффективного выполнения подобных задач производителями была создана целая серия ножниц небольшой мощности. Они не только отличаются компактными размерами, не требуя много места в мастерской, но и могут с легкостью справиться с задачей по раскрою заготовок из различных материалов — нержавейки, пластика, меди, алюминия и оцинкованной листовой стали толщиной до 2−3 мм.
Для осуществления рабочего процесса к верхней балке с ножом подключён кривошипно-шатунный механизм, соединенный с валом отбора мощности, работающий от электродвигателя, запускаемого при помощи нажатия педали или кнопки. В момент начала работы крутящий момент от эксцентрика передается на оба конца ножевой балки, вследствие чего каждое лезвие оказывает на заготовку воздействие равной силы, обеспечивая равномерный разрез. После каждого оборота вала балка возвращается в исходное верхнее положение, после чего заготовка перемещается в рабочую зону для выполнения следующего реза.
Используемые в конструкции электромеханической гильотины с ЧПУ рабочие элементы делают из нее одну из самых точных и производительных машин для раскроя и рубки металла. Превосходство над гидравлическими моделями им обеспечивает не только более низкая цена, но и надежная кинематическая схема и простота в эксплуатации. Любой специалист, обладающий слесарной квалификацией, способен в условиях частной мастерской или небольшого производства изготовить своими руками высокопроизводительный гильотинный станок с электрическим приводом.
Устройство гильотины
Рисунок все хорошо поясняет:
Так как на гильотине производится резка металла, главное требование к конструкции – устойчивость и прочность.
Станина
Понятно, что подобрать чугунные стойки вряд ли получится. Разве что произвести частичный демонтаж списанного пром/оборудования. Но у всех ли есть такая возможность? Для устройства опор бытовой гильотины вполне подойдет швеллер, труба большого сечения, крупный уголок. Здесь необходимо ориентироваться, с какими образцами планируется работать – толщина, вид металла (алюминий, сталь).
Столешница
Кроме прочности, она должна иметь строгую геометрию. Составная часть гильотины – прижимная планка, которая надежно фиксирует лист (или пачку) на столешнице перед резом. Малейший ее перекос может привести к неровности кромок, появлению заусениц и тому подобное. Для поверхности стола нужно подобрать толстое листовое железо (не менее 8 мм).
Все остальные варианты – ДСП, ОСВ, ФК, гетинакс и так далее – не подходят. Встречаются рекомендации, в которых указаны именно эти материалы. Но при этом не уточняется, сколько прослужит такой стол, особенно при частой эксплуатации гильотины. Кроме того, столешница из толстого металла добавляет всей конструкции устойчивости, чего нельзя сказать о фанере или иных образцах небольшого веса.
Ее размеры выбираются произвольно, исходя из габаритов листов, которые предполагается резать. То есть каждый конструирует гильотину под свои запросы.
И верхний, и нижний должны быть только из инструментальной стали, причем с правильной заточкой. Наверное, это единственные составные части, которые придется заказывать, так как изготовить своими руками точно не получится. Например, через знакомых на заводе, в специализированной мастерской.









Можно найти что-то подобное и в интернете – сейчас покупается и продается практически все. Примерная стоимость 1 ножа – 2 480 рублей. Соответственно, комплект обойдется в пределах 5 000.

Особенность крепления
- Нижний нож фиксируется к верхней части рамы столешницы намертво, так как его положение – стационарное. Верхний – под углом примерно 2 (±0,5)º по отношению к вертикали. Такое его положение обеспечивает оптимальное распределение нагрузок в процессе резки металлов.
Упорная планка
Она необходима для того, чтобы исключить искривление листа в области реза. Поэтому к ней предъявляются 2 требования – прочность и правильность геометрии. Варианты – уголок или швеллер. Обрезать по размеру и закрепить параллельно столешнице несложно.
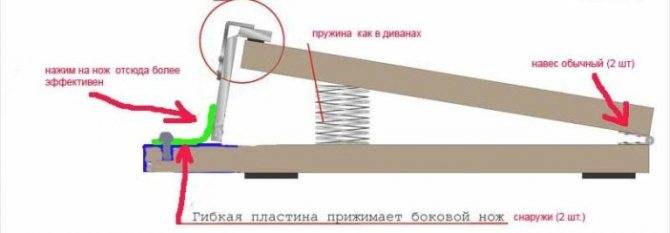
Противовес с пружиной
Данные элементы схемы придется подбирать экспериментально. Их задача – не только обеспечить возврат рычага в исходное положение после резки металла, но и сбалансировать механизм. В этом случае нагрузка по всей линии распределяется равномерно, и кромки получаются максимально «чистыми».
Автор сознательно не приводит примеры чертежей с точными линейными размерами, так как определиться с необходимыми параметрами гильотины с учетом данных рекомендаций труда не составит. Удачи в сборке установки своими руками!
Станки с ручным приводом
Многим кажется, что ручные станки неудобны для производства. На самом деле эти установки довольно востребованы на небольших предприятиях
В условиях мелкосерийного выпуска продукции важно обеспечивать качество продукции:
- Важнее обеспечивать точные размеры всех деталей.
- Грамотную обработку кромок. Удаление заусенцев.
- Параллельность и перпендикулярность резаных прямых.
Когда требуется значительный объем, то довольно часто качество отводится на второй план. Нужны механические устройства, способные в течение ограниченного времени произвести несколько ударов и отрезать определенное количество заготовок.
Если же в цеху производят единичную продукцию, то скорость и количество ударов устройства не столь актуально.
Несколько металлических противопожарных дверей, имеющих опции по запрету распространения дыма и огня, изготавливают небольшие предприятия. Там и используют простые и надежные гильотины с ручным приводом.
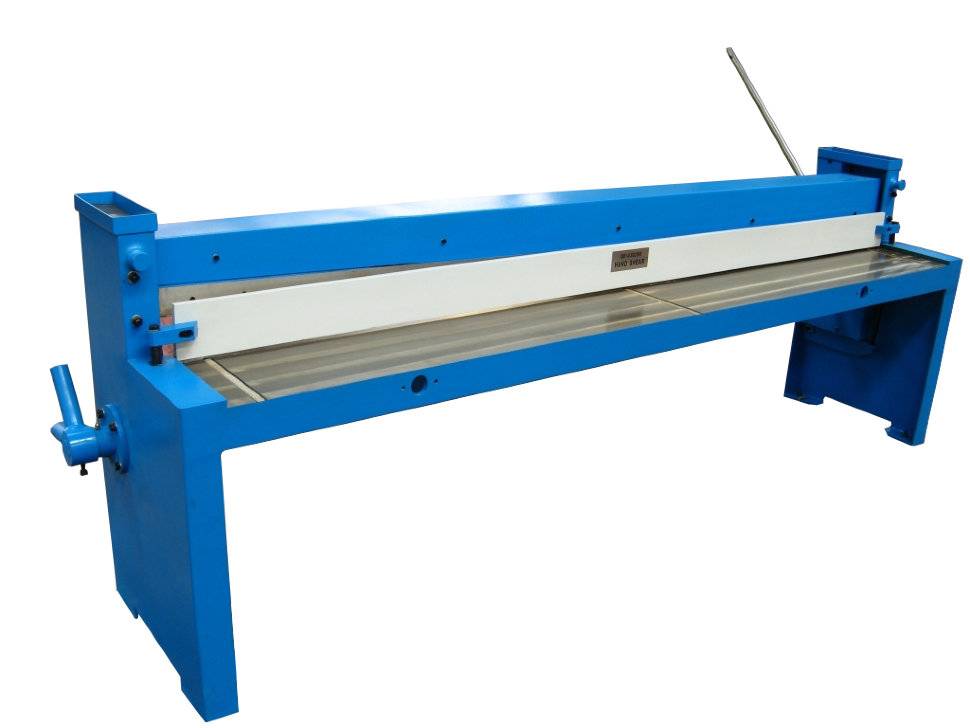
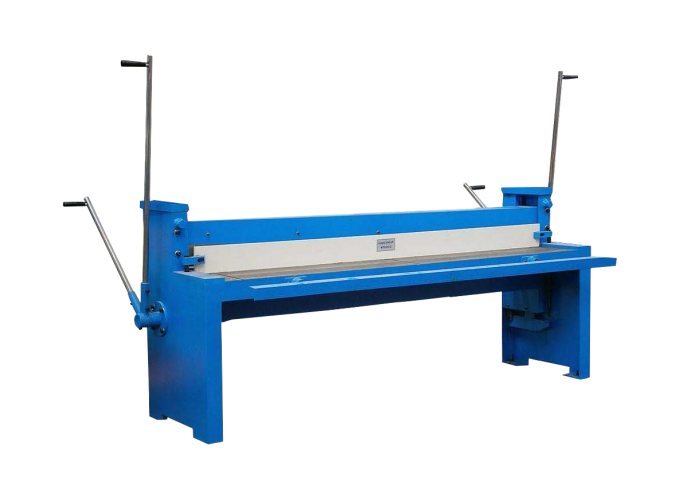
Профессиональная гильотина с ручным приводом
В этих установках предусмотрено следующее:
- лист металла располагается на специальном столе;
- с помощью дополнительных приставных столов заготовка может иметь значительные габариты (до 2500 мм в длину и 2500 мм в ширину);
- регулирование глубины реза ограничивается специальным упором, располагаемым за подвижным ножом;
- специальные направляющие позволяют обеспечить перпендикулярность реза;
- другие направляющие точно выставят заготовку под нужным углом или дадут ей двигаться только в параллельном направлении;
- перед резанием для предотвращения возможных колебаний в зоне активной работы происходит прижатие заготовки к столу. Она теперь не сместится ни в какую сторону.
Видео: гильотина для резки металла.
Гидравлические гильотинные ножницы
Промышленные станки для резки металла, оборудованные гидравлической системой привода, принадлежат к самым мощным и производительным разновидностям гильотин. Они предназначены для серийного или штучного производства заготовок с прямолинейными кромками из листов металла толщиной 2-20 мм с длиной реза 1-3 м.
Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Это интересно: Аппарат плазменной резки и сварки Горыныч — инструкция, фото, видео
Общие сведения о гидравлических ножницах
Достоинства гидравлических гильотинных ножниц по металлу
- Сила натиска на металл составляет около тонны, при весе инструмента не более 4 кг. Это достигается благодаря значительному показателю преобразования.
- Автономная работа ножниц и их мобильность не требуют наличия электропривода.
- Отличное качество нарезки и одинарной длины разреза материала.
- Безопасность в работе намного выше, по сравнению с обычными ножницами с рычажной системой.
Данный нюанс в работе имеет преимущество, поскольку инструмент способен нарабатывать большую силу давления на металл. Такая особенность дает возможность без труда разрезать арматуру и листы металла, предельно аккуратно за короткое время.
Конструкция инструмента предусматривает принцип нарастающего усилия при помощи помпы или цилиндра гидравлического. Мастер применяет к рычажку цилиндра, который нагнетает силу от 10 до 15 кг, в то время как шток рабочий, соединенный с двигающимся лезвием, выдает до 4 — 5 т в моделях ручного типа, и 50 -60 т в гидравлических.
Виды гидравлических ножниц для резки
Ручные гидравлические ножницы режут металл, трос, арматуру. К ним относится инструмент, использующийся в аварийно-спасательных службах, а также ножницы для нарезания прутов и проволоки.
- Станковые или стационарные гидравлические ножницы. Это инструмент, оборудованный приводом гидравлического цилиндра, который получает энергию от насосной станции. Данный инструмент способен осуществлять нарезку металлических изделий, а также прошивать и делать вырубку. В связи с этим, он применяется главным образом на заводах по производству машин любого типа.
- Гидравлическая режущая система применяется в строительстве, лесопереработке и металлургическом комплексе.
Открытые гильотинные ножницы для резки металла напоминают обычные канцелярские инструменты, которые имеют 2 лезвия, соединенные посередине, и во время работы по нарезке под влиянием штоков толкающих одновременно вертятся насупротив друг другу, разрезая материал.
Ножницы гильотинные гидравлические имеет простую конструкцию. Одно лезвие закреплено в раме из стали в неподвижном состоянии. Второе лезвие двигается по прямой под натиском толкателя на основе гидравлики. Когда лезвия встречаются, осуществляется процесс нарезки металла.
Гидравлические ножницы с усилителем
Гидравлические ручные ножницы пользуются наибольшей популярностью, ведь с их помощью можно нарезать любой материал. Их конструкция позволяет равномерно распределять прилагаемую силу воздействия на металл, и характеризуются мощью и небольшими размерами одновременно. Гильотинные ножницы подходят для нарезки прутов и проволоки. На производстве зачастую применяют ножницы.







КВП НГО
Инструмент открытого типа, для нарезания арматуры, металлопроката, труб из металлопрофиля. Они имеют больший размер и вес, нежели гильотинные инструменты. Прилагаемое усилие резки меньше, но из-за возможности размыкать лезвия, появляется способность резать любой материал. Гидравлические ножницы НГО 100 могут разрезать профиль с сечением около 100 мм.
НГ
Инструмент с размещением ножей по типу гильотины. Такие инструменты в основном применяют для нарезки проволоки, троса, кабеля. Используются для резки кабеля, тросов и проволоки. Качество среза дают высокое, особенно это касается толстых тросов. В процессе среза, проволоки при натиске лезвий сплавляются воедино.
- Встроенный цилиндр на каркасе инструмента с штоком, который качается. Применяют для нарезки троса.
- Выносной гидроцилиндр напольного типа с приводом рычага рукой или ногой.
- Гидравлический насос, оснащенный ДВС. Инструмент подключают к шлангу с высоким давлением. Кнопки управления расположены прямо на корпусе инструмента. Для того, чтобы снять давление и возвратить ножницы в начальное состояние, нужно повернуть ручку в пол оборота круг собственной оси.
Гильотина для рубки металла
Все гильотины разделяются на несколько видов, в зависимости от типа привода:
- ручные
- электромеханические
- гидравлические
В зависимости от систему управления:
- Ручные
- ЧПУ
- УЦИ
В то же время условно названная ручная гильотина может быть как ножной, так и ручной. Обычно ножной привод устанавливается при небольшой рабочей длине оборудования – до 130 см. Используются также ручные сабельные гильотины устройства, которые просты в работе, надежны и удобны в настройке.
Принцип работы
Независимо от конструкции и принципа действия, функционально любая гильотина работает одинаково. Обрабатываемый материал устанавливается на стол подачи между режущими лезвиями, после чего верхний нож опускается и разрезает материал.
При этом двигается только верхний нож, а нижняя часть жестко закреплена. В состав устройства могут входить дополнительные элементы, например, устройство для прижима.
Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.
Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:
- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
Надежные современные гильотинные ножницы от производителя
Производством гильотинных ножниц в РФ занимается . В каталоге на официальном сайте этой организации https://www.stanki-snab.ru представлены станки для резки металла, что не уступают по качеству и производительности оборудованию самых известных японских и европейских брендов. Все промышленные гильотинные ножницы с гидравлическим и электрическим приводом производства этой компании оснащены удобным и простым пультом управления.
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Пневматические гильотины
https://youtube.com/watch?v=uKdAWhtCkRk
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.