Правила безопасной эксплуатации оборудования
Газовое баллонное оборудование при неправильной эксплуатации может стать источником сильного взрыва или пожара.
Выполняя сварочные работы, обязательно стоит использовать средства индивидуальной защиты: очки, перчатки, специальную обувь.
Перед началом работ нужно хорошенько осмотреть оборудование на наличие повреждений. Если оборудование испачкалось, обязательно удалить грязь
Работать с пропановыми баллонами можно только в хорошо проветриваемых помещениях, при этом температура воздуха не должна быть ниже 0 °С.
Категорически запрещено:
- Работать вблизи открытого огня.
- Держать баллон при работе в наклонном состоянии.
- Размещать сосуды под солнцем.
- Проводить работы без редуктора.
- Разогревать редуктор над открытым огнем.
Кроме того, ощутив запах газа необходимо немедленно прекратить работу и перекрыть вентиль на баллоне. Рекомендуем также ознакомиться с основными причинами взрыва баллонов с газом.
Работая без средств индивидуальной защиты можно получить ожог, причем не только от открытого огня, но и от случайного прикосновения к раскаленным деталям.
Если вам не подходят рассмотренные самодельные горелки, рекомендуем ознакомиться с другими вариантами изготовления полезных самоделок, рассмотренными в наших статьях, – горелка из паяльной лампы и горелка для банной печи.
Советы по выбору
Чтобы сделать правильную покупку и не пожалеть о ней через некоторое время использования, предлагаем воспользоваться несколькими советами от опытных покупателей и знатоков:
Первым делом стоит определиться с целью использованию горелки
Ее можно использовать для пайки труб или готовки пищи в походных условиях.
Строительные модели изготавливаются в форме пистолета, поскольку так их удобно держать одной рукой, а другой придерживать нужный в работе материал.
Обращайте внимание на размеры конструкции, если будете брать горелку с собой в походы.
Лучше брать модель с максимальным значением температуры плавления.
Если вы будете работать с пайкой труб, то достаточно модели с низкой рабочей температурой.
С целью проведения резки и сварки изделий из стали следует приобретать аппарат с большой мощностью, который иногда называют сварочной лампой.
Смотрите на расход газа в минуту, поскольку от этого параметра будет зависеть то, на сколько хватит одного баллона и когда придется устанавливать второй.
Рекомендации по выбору горелки
В продаже можно встретить просто огромное количество самых различных вариантов исполнения газовых горелок. Производителей также довольно много, больше всего внимания уделяется продукции брендов Rems и Rothenberger. Диапазон цен довольно широкий, все зависит от особенностей конкретной модели.
Некоторые модели горелок предназначены не только для пайки, но и резки металла и разморозки, а также обработки поверхностей высокой температурой. Выбор устройства проводят по нижеприведенным критериям:
Какой именно материал требует обработки. Каждый металл обладает определенной температурой плавления. Некоторые сплавы, к примеру, медь или алюминий следует нагревать до меньшей температуры. Обработать другие сплавы намного сложнее. Некоторые устройства горелок могут нагревать поверхность до высоких температур, могут применяться на протяжении длительного периода. Следует помнить о том, что газовая горелка, предназначенная для расплавки металла и последующей пайки, плохо себя проявит при резке. Именно поэтому выбор проводится по предназначению. В качестве топлива применяются самые различные виды газа. Примером назовем пропан или ацетилен. Стоит учитывать, что некоторые модели могут использоваться с другими газами. Рекомендуется применять инструмент, работающий от одного типа топлива. Большое распространение получила пропановая горелка, применяемая в промышленности. Различают два типа конструкции: инжекторная и безинжекторная. Этот элемент конструкции предназначен для смешивания топлива с кислородом. Мощность устройства может варьироваться в достаточно большом диапазоне. Следует учитывать, что с увеличением показателя мощности повышается и эффективность применения устройства. Мощные газовые горелки применяются для работы с толстостенными трубами, которые сложны в обработке. Следует определиться с тем, как часто будут проводится работы
При выполнении пайки медных труб следует соблюдать определенную технику безопасности. Для этого требуется:
- Защитные перчатки. Поверхность может нагреваться до весьма высокой температуры, при касании можно обжечься. Для того чтобы исключить вероятность появления ожогов на руках следует использовать перчатки с плотной тканью.
- Работы рекомендуется проводить исключительно в проветриваемом помещении с хорошей вентиляцией. Это связано с тем, что могут появляться газы и другие продукты горения. Кроме этого, не стоит забывать о том, что применяемый газ взрывоопасен. Именно поэтому появление даже небольшой утечки может привести к повышению концентрации газа.
- Перед тем как проверять качество соединения следует убедиться в том, что оно остыло. Это связано с тем, что поверхность может нагреваться до достаточно высокой температуры.
В заключение отметим, что использовать газовые горелки следует с соблюдением мех безопасности. Самодельные конструкции должны проходить проверку перед применением. Что касается приобретения готовых горелок, то следует сразу определиться с бюджетом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк
без проблем стандартными флюсами. Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Горелки для пайки газом из баллончика
6 место – металлическая горелка под баллончик
Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.
Достоинства:
много металла, узкое сопло.
Недостатки:
нет пьезоподжига.
7 место – типовая горелка, которая надевается на баллончик
Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.









Стоимость такой .
Достоинства:
хорошо подходит для кулинарии, имеет пьезоподжиг.
Недостатки:
корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом
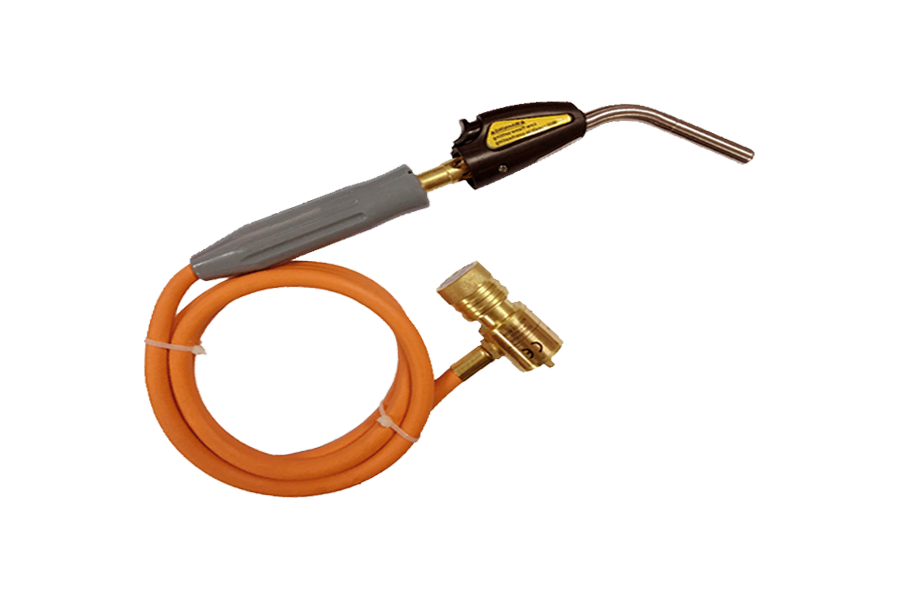
Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.
Достоинства:
хорошо подходит для кулинарии и массивных деталей.
Недостатки:
нет пьезоподжига.
Конструкция горелки
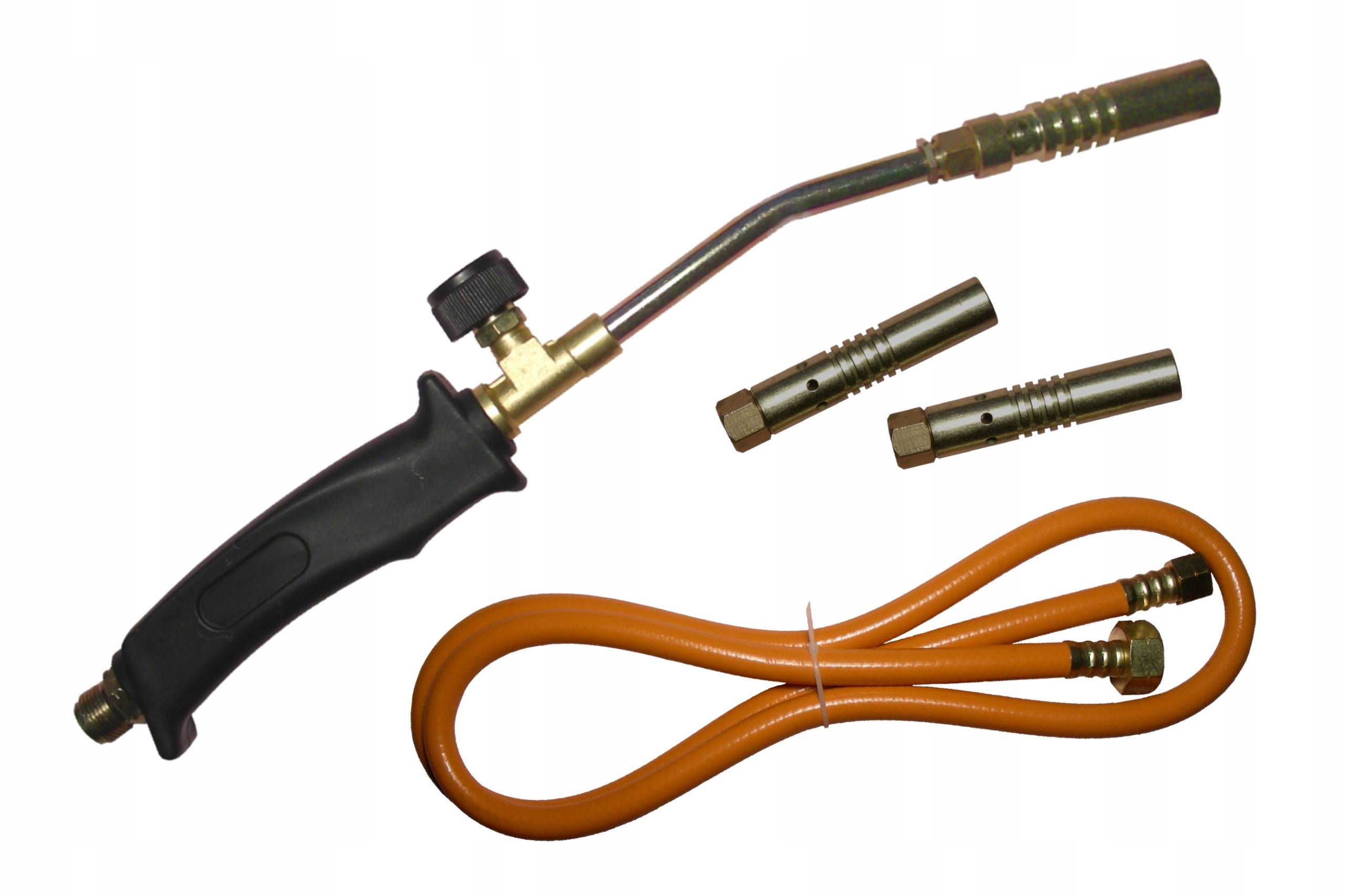
Несмотря на элементарное устройство такие приборы обеспечивают высокую эффективность в ходе работы. На рынке газовая горелка для пайки доступна в разных модификациях, но большинство из них в обязательном порядке включают следующие компоненты:
- Узел для фиксации газовых баллонов.
- Сопло (может иметь разную форму: узкое, широкое, удлиненное).
- Регулятор газа.
- Форсунки.
- Редуктор.
Также возможно наличие вспомогательных элементов, расширяющих возможности, которыми располагает газовая горелка для пайки, в процессе работы. В частности, устройство может включать ветрозащиту, переходники для баллонов разных форм, транспортировочный чехол и т. д. Горелки также различаются по типу газового наполнения, типоразмеру и форме металлического изделия (медный трубопровод, алюминиевые изделия, латунь и т. д.), допускаемого к работе.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
- газовую горелку;
- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя.
Теперь спаиваемые элементы нужно потихоньку греть
Делать это следует медленно и осторожно, чтобы они не перегрелись и не деформировались.
Сначала нагреть надо чуть-чуть, чтобы припой немного расплавился и схватил детали. Потом примерно до 700 градусов
Припой будет затекать в щели и крепко спаивать элементы
На этом этапе особое внимание надо уделить температуре плавления. Разница плавления латунных деталей и припоя составляет всего 50 градусов, поэтому надо следить за тем, чтобы не перегреть обрабатываемые материалы
В противном случае можно получить один большой слиток.
Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой.
Последний этап – это очистка полученного изделия от остатков флюса в виде наплывов и стекловидных капель. Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Это интересно: Пайка медных труб — припой, горелка и другое оборудование
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
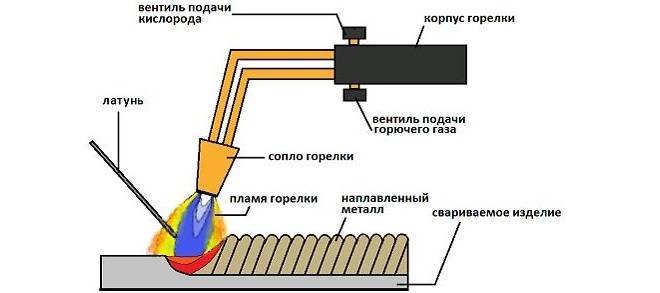
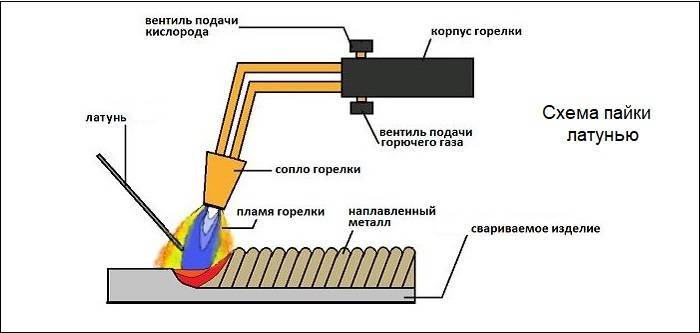
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.

На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.










Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
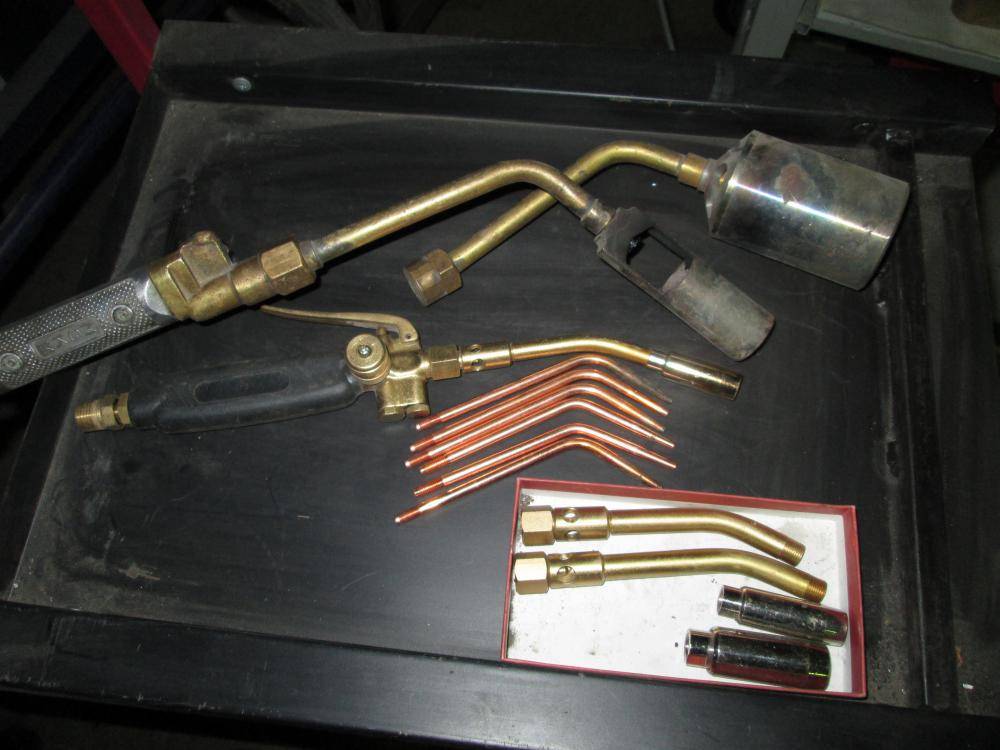
Варианты самодельных горелок
Мы с вами уже знаем, что одним из главных элементов устройства является вентиль. Мощные крупногабаритные модели должны быть оборудованы вентилями промышленного типа. Эти вентили можно купить, а можно использовать старые экземпляры при сохранении целостности условии полного отсутствия утечки газа.
При таких габаритах используют стандартный 50-литровый газовый баллон, оснащенный угловым вентилем и редуктором.
Горелка с вентилем ВК-74
Баллон и газовая горелка. Главное, что нужно запомнить: этот вентиль нужно использовать только для регулирования пламени. Останавливать поток газа нужно только на самом баллоне. ВК-74 – вентиль кислородного баллона, к которому крепится рукоятка с подключенным шлангом от баллона. К вентилю также прикручивается колпачок с отверстием для жиклера, здесь можно элемент от паяльной лампы или газовой плиты. К колпачку приваривается сопло из тугоплавкой стали на двух проволоках.
Для того, чтобы в зону горения поступал воздух, расстояние между колпачком и соплом должно быть не меньше 15-ти мм. Положение сопла определяется проволочными держателями, чтобы пламя горелки проходило точно по центру. Как зажигать пламя: медленно открывать вентиль, поднеся зажженную спичку к соплу. Пламя регулируется вентилем.
Горелка, переделанная из ацетиленового газореза
Самодельная газовая горелка отлично делается из ацетиленового резака, у которого вышел из строя краник для подачи кислорода. В данном случае в переделке нуждается смесительная камера: из нее нужно все удалить, чтобы она стала легче, это касается также крана и кислородного ствола. Оставшееся отверстие нужно запаять.
Редукторный шланг от баллона нужно присоединить к штуцеру. Для удобства работы на смесительной камере с помощью накидной гайки устанавливают наконечник под углом в 45°. Сопло приварить к фланцу, который затем приворачивается на резьбу наконечника. Сопло делаем так же, как в первом варианте с вентилем ВК-74.
Газовая мини горелка
Чертеж газовой горелки. Это называется «мелкой» работой – например, ювелирная. В таком режиме удобнее всего со специальным мини-аппаратом. Такая газовая горелка из подручных материалов делается очень просто. Главный элемент в ней – игла для накачивания мячей. С этой иглой нужно поработать: сначала произвести отверстие в виде пропила примерно посередине или немного дальше. На некоторых экземплярах игл такие отверстия уже есть, тогда радуемся и продолжаем работать дальше.
Берём еще одну иглу, на этот раз от шприца, сгибаем ее под углом в 45°. Конец иглы следует заточить, чтобы ее острый конец превратился в срез под прямым углом, и игла стала похожа на узкую металлическую трубочку. Вставляем шприцевую иглу в иглу от мяча так, чтобы оба ее конца вы ступали из большей иглы. В таком положении иглы нужно припаять друг к другу. После этого к основанию игл подсоединяем капельницы с зажимами для их регулирования.
Зажимы должны быть расположены максимально близко к иглам и скреплены друг с другом – они будут нести функцию вентилей, то есть регулировать подачу газа и атмосферного воздуха. После подключения источника газа ваша горелка будет к работе готова. При всей простоте и компактности вы сможете получать на ней температура до 1000°
И не забываем технику безопасности, с этой малышкой нужно работать очень осторожно
Правила и техника пайки
Организация пайки предполагает несколько условий, которые облегчат операцию для мастера. При их соблюдении газовая горелка для пайки увеличит шансы на получение качественного результата. Основные правила можно представить так:
- Фиксация деталей должна предполагать их передвижение.
- Для обеспечения равномерности пайки следует быть готовым к перемещению горелки.
- При работе с разнородными металлами наибольшее воздействие пламени должен получать тот сплав, который обладает более высокой теплопроводностью.
Следует предусмотреть и возможность обработки элемента флюсом в ходе работы, а если это невозможно, то сам припой следует погрузить в состав. Кроме того, если предполагается пайка латунью газовой горелкой, канифольно-спиртовый флюс не подойдет, так как потребуется устранение оксидной пленки. Желательно применять хлористый цинк или другие сильнодействующие присадки.
Пламя горелки следует удерживать перед обрабатываемой зоной пайки, поскольку припой может растекаться по наиболее горячим участкам. Также следует учесть, что при длительном тепловом воздействии аппарат приводит к чрезмерному плавлению, что, в свою очередь, вызывает нежелательные изменения в свойствах припоя.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Специфика работы с латунью
 Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
При условии овладения всеми особенностями процесса соединения металлов, а также при наличии подходящих расходных материалов овладеть техникой пайки латунью в домашних условиях – вполне выполнимая задача.
В бытовой обстановке для этих целей может применяться обычная газовая горелка, питающаяся от баллона с пропаном. Паяльником расплавить латунный материал не получится.
Однако перед началом работ следует внимательно изучить все особенности процесса пайки латунью.

Специфика пайки состоит в необходимости применения расходного материала, точка плавления которого несколько ниже, чем тот же показатель для соединяемых металлических изделий.
При выполнении этого условия, являющегося обязательным для формирования надёжного неразъемного соединения, любой желающий сможет спаивать разнородные по своей структуре металлы.
В процессе проведения работ в зазор между заготовками засыпается припой для пайки, нарезанный до состояния мелкой стружки. И лишь после этого можно будет приступать к прогреву посредством газовой горелки (в её отсутствии можно воспользоваться паяльной лампой).








Не допускается путать пайку металла с близким ей по технике сварочным процессом, при котором расплаву подлежат обе сочленяемые заготовки.
Со схематическим представлением технологического процесса, при котором в качестве расходного материала используется латунная проволока, можно ознакомиться на фото.
Прямым следствием рассмотренных особенностей пайки латунным или оловянным припоем является возможность соединения небольших по размеру металлических деталей, которые в процессе обработки не будут сильно перегреваться.
На этом же принципе основаны технологии , при работе с которыми к латунному припою добавляются специальные активные добавки (флюсы). Последние существенно упрощают процесс соединения изделий за счёт повышения температуры в рабочей зоне и лучшего растекания расплава.
Преимущества и недостатки
Все паяльники относятся к универсальным устройствам для эксплуатации в закрытом помещении, на воздухе или в машине, они удобно складируются и занимают малый объем.
Основные преимущества:
- Мобильность и быстрая процесса;
- быстрый разогрев устройства до 30 сек;
- автономность без необходимости электроэнергии;
- малые габариты и вес;
- возможность получения Т до 2000 С;
- регулировка факела и температуры обработки;
- безопасность работ, предохранительный клапан препятствует обратному движению газа;
- высокая функциональность с применением комплекта сопел;
- экономный расход газа 75 г/ч;
- защита рук;
- применение при любой погоде;
- защита от утечек газа;
- автоматический розжиг.
Недостаток один – малые объемы сварочных работ.
Преимущества и недостатки
Все паяльники относятся к универсальным устройствам для эксплуатации в закрытом помещении, на воздухе или в машине, они удобно складируются и занимают малый объем.
Основные преимущества:
- Мобильность и быстрая процесса;
- быстрый разогрев устройства до 30 сек;
- автономность без необходимости электроэнергии;
- малые габариты и вес;
- возможность получения Т до 2000 С;
- регулировка факела и температуры обработки;
- безопасность работ, предохранительный клапан препятствует обратному движению газа;
- высокая функциональность с применением комплекта сопел;
- экономный расход газа 75 г/ч;
- защита рук;
- применение при любой погоде;
- защита от утечек газа;
- автоматический розжиг.
Недостаток один – малые объемы сварочных работ.