Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Конструкция фуговального станка
Промышленные варианты отличаются габаритами и значительным весом, который обеспечивает подавление вибрации, возникающей от быстровращающихся деталей станка (до 12000 об/мин). Общая длина рабочей поверхности такого оборудования составляет 2–2,5 м. Ширина стола, которая определяет максимальную ширину обрабатываемой заготовки, находится в пределах 400–600 мм.
Более простые фуговальные станки, которые можно изготовить своими руками в домашних условиях, имеют меньший вес, размеры и соответственно, частоту вращения вала (не более 6000 об/мин). Совокупная длина столешниц на таком оборудовании составляет 1–1,5 м при ширине 200–300 мм.
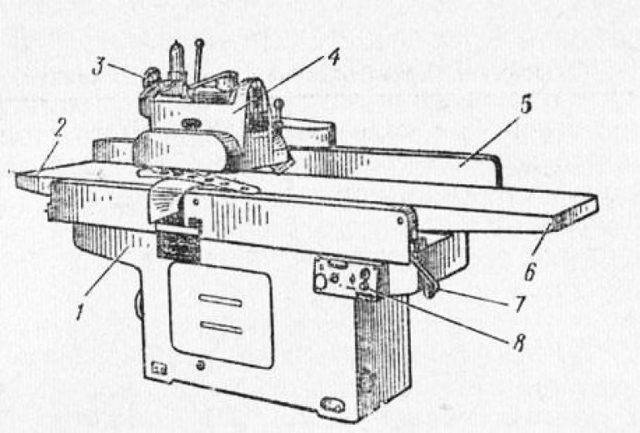
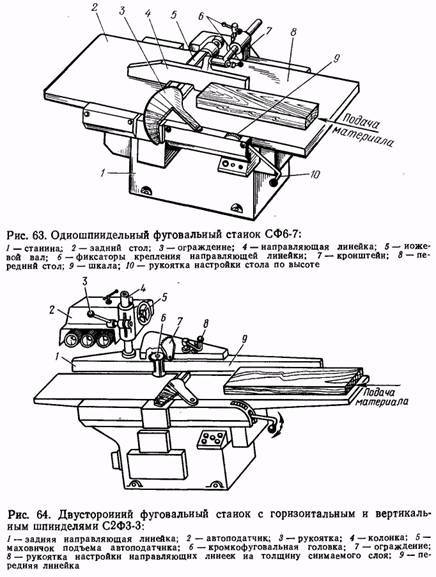
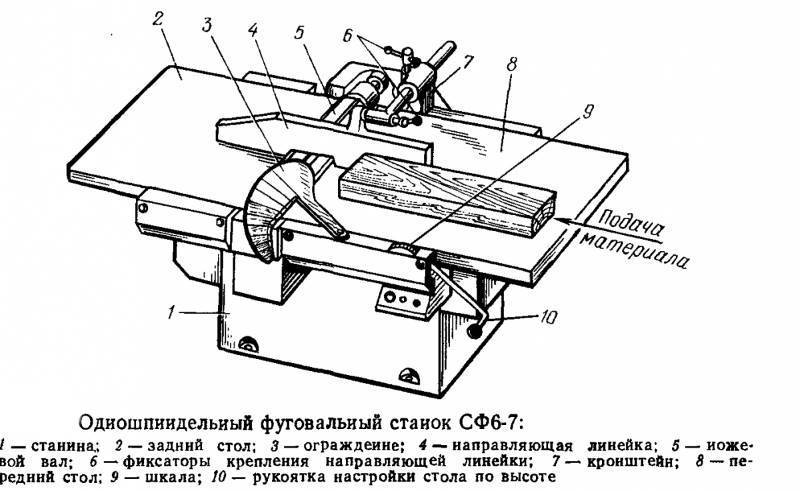
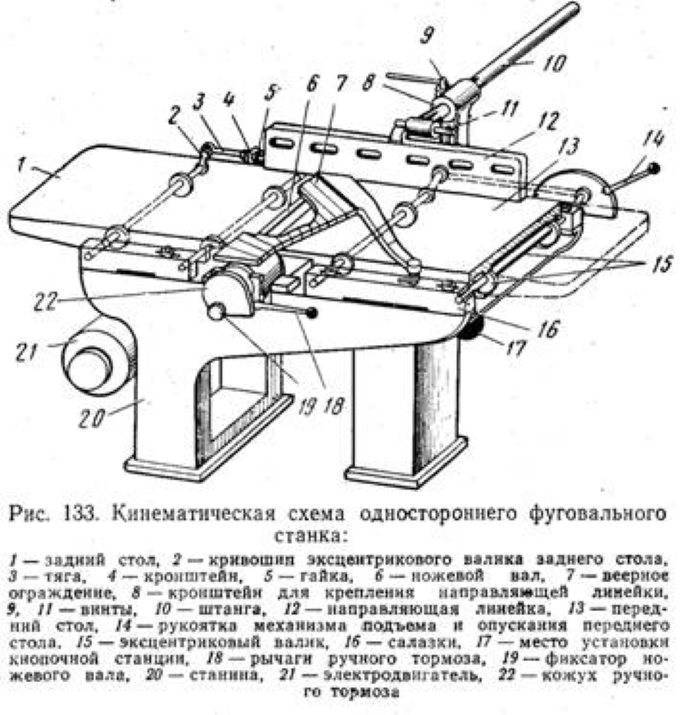
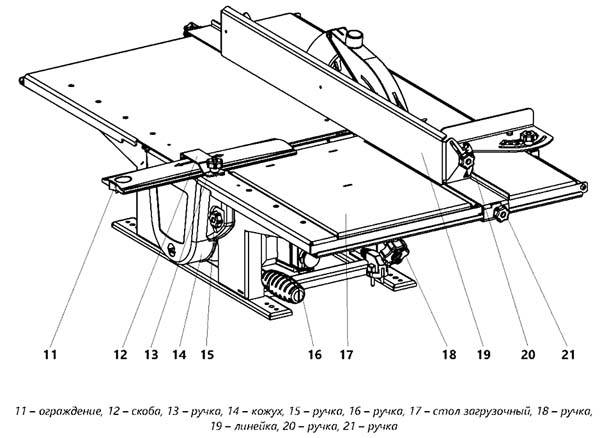
Основные узлы фуговального станка
- Станина. Массивный элемент, обеспечивающий жесткость конструкции, отвод стружки, размещение электропривода.
- Рабочие столы (подающий и принимающий).
- Упорная линейка. Для строгания под углом.
- Вал с режущими элементами (ножами).
- Электропривод. Обеспечивает вращение вала посредством ременной передачи и шкивов.
- Защитный механизм реечного или веерного типа.
Основные составляющие фуговального станка Дополнительно свой фуганок можно оборудовать механизмом подачи заготовки и аспирационной системой удаления стружки.
Разновидности
Металлические рубанки Медведка. Середина XX века. Витебская обл. Шпунтубель В зависимости от вида строгания (плоского, профильного), размера колодок, профиля и угла установки ножа различают следующие рубанки:
Шерхебель — рубанок для грубого строгания с плоской подошвой колодки и закруглённым лезвием резца;Шуруп — по виду у́же чем шерхебель, служит для первоначальной обработки поверхностей древесины. Железный резец у этого рубанка-шурупа не прямой, а скруглённый, так что при строгании получаются плоские длинные желобки.
Медведка (удлинённый с двумя ручками), одинарный и двойной рубанок со стружколомателем — для грубого строгания;
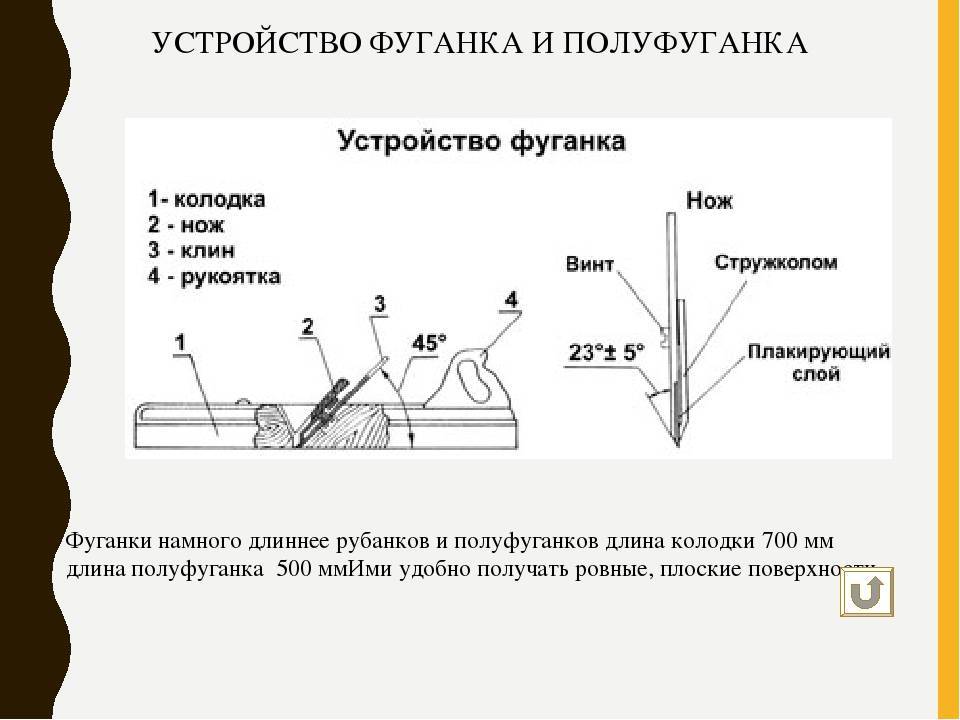
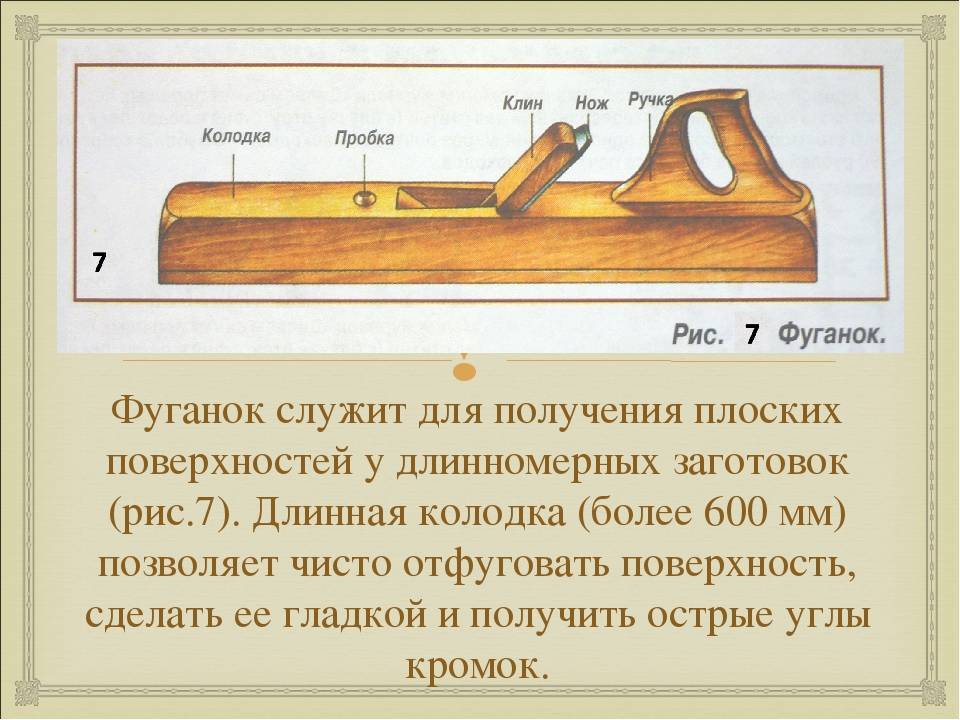
Фуганок иполуфуганок (отличается большой длиной колодки) — для чистового строгания, строгания больших плоскостей под линейку и пригонки деталей;
Шлифтик (личник) — для особо чистого строгания, обычно имеет двойной нож (со стружколомом), поставленный под большим углом (50 градусов вместо обычных 45);
Цинубель — для нанесения мелких дорожек на поверхностях деталей, предназначенных для склеивания;
Отборник ,зензубель — для выборки четвертей;
Фальцгебель — для зачистки четвертей;
Шпунтубель — для выборки шпунта;
Цикля — для циклёвки поверхностей (это отделочная операция перед нанесением грунтовок, принципиальное отличие от шлифовки в том, что шлифовка оставляет внутри древесины впрессованные частицы абразива, что негативно сказывается на последующем сцеплении с лаковыми покрытиями, циклёвка оставляет поверхность древесины чистой; среди недостатков циклёвки — чрезвычайная трудоёмкость операции, среди достоинств — ровная поверхность, и тонкость снимаемой стружки). Собственно, цикля не является рубанком, так как в простейшей форме представляет собой просто заточенную металлическую пластину и не имеет колодки (корпуса);
Калёвка — для обработки фигурных кромок;
Горбач ,Американка [источник не указан 172 дня ](с криволинейной колодкой) — для обработки криволинейных поверхностей (выпуклой, вогнутой).
Штабгобель (штабгалтель) — для придания деталям закруглённой формы. Кромка ножа и подошва колодки штабгобеля имеет вогнутую форму, а галтели — выпуклую.
Грунтубель — применяют для выстрагивания паза трапециевидного сечения поперёк волокон после того, как паз пропилен по бортам (краям) наградкой. Грунтубель состоит из колодки и вставленного сбоку резца в виде заострённого крючка. Резец закрепляют в колодке клином или винтом с барашком. Древесину из пропиленного паза часто выбирают долотом или стамеской, а грунтубелем зачищают только дно паза..
Как выбрать фуговальный станок
Чтобы правильно подобрать фуговальный станок по дереву, необходимо учитывать следующие факторы:
- Материал рабочего пространства. Столы стационарного фуганка изготавливаются из стали, чугуна, алюминиевых сплавов и силумин. Наивысшей прочностью обладают столешницы из чугуна. Самыми дешевыми являются столы из силумина. Они легко деформируются в процессе эксплуатации.
- Ширина и длина рабочего стола. Эти показатели определяются размеры обрабатываемых заготовок. Станки с шириной до 15 см и длиной до 140 см применяются в домашних мастерских. Они способны обрабатывать заготовки небольшого размера. Устройства с шириной до 63 см и длиной до 200 см используются в крупных деревообрабатывающих цехах.
- Количество ножей. Чем больше режущих элементов закреплено на строгальном вале, тем реже необходимо осуществлять их заточку. При низкой интенсивности использования инструмента можно приобрести модели с 2 ножами. Для частой обработки большого количества брусков требуются приборы с 4 ножами.
- Разновидность и мощность силового агрегата. Фуганки оборудуются коллекторным или асинхронным электродвигателем. Они отличаются конструкцией и мощностью. Коллекторные моторы устанавливаются в бытовых фуганках. Они издают множество шумов. Асинхронные двигатели устанавливаются в промышленных инструментах и отличаются высокой производительностью.
- Частота оборотов ножевого вала. Чем быстрее вращаются режущие элементы, тем точнее рез. Средняя частота оборотов ножевого вала составляет 4,7 – 5 тыс. об/мин.
Ножи для фуговального станка
Выбирая ножи для фуганка, необходимо учитывать следующие особенности:
- Порода древесины определяет материал изготовления ножей. Для обработки изделий из сосны и иных хвойных деревьев рекомендуется использовать лезвия из сплава P6M5. При строгании брусков из мягких пород древесины требуются ножи, изготовленные из сплава HSS-стали.
- Для столярных работ необходимо оборудовать станок фигурными или прямыми ножами. Они обеспечивают высокую точность реза и позволяют создавать на обрабатываемой поверхности уникальные контуры.
- Устройства с затупленными ножами не смогут аккуратно обработать деревянную заготовку.

Лезвия ножей при длительной эксплуатации станка изнашиваются и требуют заточки. Об износе ножей свидетельствуют следующие факторы:
- При работе фуганка сильно нагревается электродвигатель.
- После обработки на поверхности бруска образуется мшистость.
- Обработанная заготовка получилась неровной.
Если лезвия невозможно заточить, то их нужно полностью заменить.
Классификация
В соответствии с действующей классификацией по своему назначению виды рубанков условно подразделяются на две группы:
- Плоского строгания;
- Фигурного строгания.
Рубанки плоского строгания, типы
Полуфуганок
. Это укороченный вариант фуганка, предназначенный для обстругиваниякрупных элементов. Длина подошвы полуфуганка составляет 60 см, ширина резца, как и у фуганка, может достигать 8 см. Применяется, как и фуганок, для пригонки различных деталей.
Медведка
больше по ширине и длине и имеет по бокам парные поперечные ручки. Обычно медведкой одновременно работают два человека. Железков медведке закреплено специальным клином и снимает пласт в 1 мм. Применяется медведка для выстругивания таких элементов, как доска для наружной обшивки, для полов или потолков.
Шлифтик
используется для финишной зачистки поверхностей и нивелирования дефектов , возникших на предыдущих этапах обработки. При помощи шлифтика обстругиваютсяторцы, участки с сучками и неправильной или сложной структурой древесины. В этом виде инструмента устанавливается двойной нож с линейным лезвием и стружколомом, угол присадки ножа составляет 60 градусов.
Цинубель
служит для обработки свилеватых сортов древесины и для нанесения на поверхности мелких бороздок, чтобы улучшить сцепление элементов в последующем клеевом соединении. Ножи цинубеля имеют ребристость, которая образует зубцы при заточке. Размещение ножа под углом 80 градусов относительно колодки позволяет обрабатывать без задировдаже свилеватую древесину. В среднем длина подошвы цинубеля составляет 20 см, ширина и высота – 6,5 см. Ножи – одинарные с зубчатым лезвием.
Рубанок торцовый
используют для обработки торцов и строгания небольших поверхностей с путаным строением волокон.
Рубанок одиночный
применяется для повторной обработки. При строгании образуется стружка без излома; для поверхности характерны небольшие задиры или сколы.
Двойной рубанок
имеет стружколом, помимо ножа, что повышает качество обработки.
Фигурного строгания, виды
Зензубель (отборник)
оснащен двойным ножом , благодаря чему повышается качество обработки изделия. Применяется для обстругивания перпендикулярных плоскостей и зачистки четвертей. Ширина ножа в форме лопатки не превышает 33-х мм. Инструмент сродни фальцебелю.
Федергубель
отличается специальной формой лезвия, которое формирует прямоугольный продольный выступ вдоль кромки деревянной заготовки.
Фальцгебель
, как и зензубель, служит для профильного строгания. Он снабжен одиночным ножом, имеющим прямую или косую конфигурацию, и применяется для зачистки четвертей (фальцев). Имеет ступенчатую подошву, иногда съемную, что позволяет подбирать фальцы требуемого размера и профиля для каждого индивидуального случая.
-
Штабгобель
и штабгалтель
– благодаря ножам, имеющим вогнутую форму, придают обрабатываемым деталям округлую форму. Штабгалтель применяется для обработки выпуклых поверхностей.





Шпунтубель ( пазник
используется для выборки шпунтов (пазов) по краям древесной заготовки. Состоит из пары колодок, соединенных специальными металлическими винтами. Первая колодка – направляющая; вторая, удерживающая ножи – закрепляющая.
Грунтубель
представляет собой колодку, сбоку которой установлен заостренный крюк в виде резца. Этот резец фиксируется в колодке с помощью винта или клина. Предназначен для выборки пазов трапециевидного профиля, располагающихся поперек волокон дерева.
Горбач (американка)
применяется для обработки выгнутых и вогнутых плоскостей с внутренними или внешними диаметрами. Имеет колодку криволинейной формы.
При создании деревянных изделий требуется множество разнообразных по типу операций, поэтому в столярном и плотницком деле только одним типом рубанка зачастую не обойтись! Некоторые виды рубанков лучше использовать исключительно в паре – федергубель, медведка или шпунтубель. Другие модификации требуют последовательного применения: шерхебель служит для предварительной черновой обработки исходного сырья и фуганок – для окончательной отделки плоскостей. Основным целевым назначением рубанков как инструмента является обработка плоскостно-линейных поверхностей и создание необходимых рельефов.
Несмотря на широкий ассортимент электрорубанков, предлагаемый магазинами, у столяров до сих пор довольно-таки большой популярностью пользуются обычные ручные инструменты. Дело в том, что с их помощью обработку дерева можно производить несколько качественнее. Чаще всего современные столяры имеют в запасе оба вида применяют при начальной обработке заготовок, а ручной используют для их доводки.
Сравнительная характеристика
- Поскольку фуганок является одной из разновидностей рубанка, отличий между ними не так много. Оба изделия применяются для снятия «излишков» материала с заготовок с целью получения идеально ровной поверхности. Главное отличие заключается в степени обработки изделия .
- Рубанок используется как инструмент для первичной обработки . Толщина снимаемого древесного слоя, как правило, задается при настройке оборудования. Строгание древесины, в первую очередь, предназначено для устранения сучков, бугров и других неровностей. Сама конструкция всегда отличается простотой: 2 элемента – колодка и нож.
- Фуганок, как правило, имеет более длинный корпус , обеспечивающий очень плотное прижимание изделия к обрабатываемой древесине. Чаще всего фуганок оборудуется двумя лезвиями, позволяющими добиться чистовой обработки.
Рейтинг брендов
Среди самых популярных производителей фуганков можно выделить следующие бренды.
«Энкор Корвет».
Оборудование этой компании славится своей универсальностью, оно предназначено для слабоинтенсивной калибровки пиломатериалов. Благодаря продуманной компоновке оборудования инструмент позволяет выполнять черновое строгание, а также фугование под несколькими углами и рейсмусование заготовок из дерева. Фуганки этой марки оборудованы дополнительным магнитным пускателем и термозащитным покрытием двигателя. Рабочий потенциал инструмента рассчитан на использование в бытовых условиях.


«Интерскол» РС.
Одна из самых бюджетных и при этом достаточно удачных разработок. Её отличает не только высокое качество, эргономичность, но и весьма внушительный рабочий потенциал. За продолжительность работы в интенсивном режиме отвечает реле термозащиты коллекторного двигателя. Система безопасности также находится на достаточно высоком уровне — кнопка активации инструмента спрятана под кожухом, а клавиша выключения оборудования продублирована широким «грибком», который выносится за пределы защитного покрытия.
Это бюджетная модель предназначена исключительно для домашнего использования. Инструмент может эксплуатироваться нерегулярно, в условиях малой интенсивности. Приятным бонусом станет достаточно низкий уровень шума, а также автоматическая протяжка, которая позволяет добиться эффективного результата рейсмусования древесины любых сортов

JET JWR.
Представляет группу любительских переносных станков, которые привлекают внимание потребителей удачным соотношением частоты вращения строгального вала, автоматической скорости подачи и мощности коллекторного двигателя. Конструкции этой марки отличает хорошо продуманная система выведения стружки, качество исполнения откидных столов
Исключительно на высоте держится защитная система мотора — она предполагает «когтевой» механизм, включающийся при обратном ударе блока термореле, благодаря чему механизм способен улавливать заготовки.
Станки этого производителя востребованы столярами для решения задач, которые предполагают повышенную точность. Единственное, что не позволяет причислить оборудование к профессиональной категории — это необходимость постоянной очистки пазух фуганка от накопившейся стружки.


«Кратон» WMT.
Поставляет оборудование компактных размеров и достаточно маленького веса — это весьма значимый фактор для использования в домашних мастерских. Такие фуганки отличает точность и надежность, модель мобильна, поэтому её можно использовать на выездах.
Клавиша запуска располагается под защитным колпачком, рядом с ней находится кнопка, активирующая блок терморегуляции. Строгальный станок располагается стационарно под рабочим столом, после включения агрегат начинает движение в вертикальной плоскости. Среди достоинств можно выделить удобство использования и высокое качество обработки древесины.


Hitachi.
Инструменты этой марки отличает точная регулировка глубины строгания и повышенная частота вращения вала. Всё это позволяет отнести инструмент к категории профессионального и полупрофессионального оборудования.
Предусмотрена автоматическая система подачи заготовок. При правильно выполненных настройках и подборе бруса или доски подходящих габаритов никаких проблем в работе не возникает. Единственное, к чему сводится задача пользователя — это подвести заготовку к принимающему её ролику, настроить инструмент и своевременно снять остроганный элемент с рабочего стола.


Фуганок электрический Интерскол
Фуганок Интерскол Р-82ТС-01 имеет ширину строгания 82 мм, а все остальные технические характеристики являются стандартными. Уникальностью является литая алюминиевая платформа. Фуганок оснащен твердосплавными ножами, которые по необходимости можно менять и плавной регулировкой глубины строгания. Его можно фиксировать подошвой вверх, при этом оставляя ножи прикрытыми специальным подпружиненным защитным кожухом, который фиксируется скобкой. Своим небольшим весом фуганок позволяет работать и в неприкрепленном виде.




Фуганок Интерскол Р-102/1100М имеет мощный электродвигатель — 1100 Вт, который питается от сети 220 В. Эта модель, имеет ширину строгания 102 мм и глубину выборки 0-2,5 мм. Скорость вращения барабана имеет частоту 11000 оборота в минуту. Этот профессиональный инструмент оснащен системой электрозащиты от перегрузки двигателя и самоотключающимися щетками, а также автоматической парковкой во время выключения инструмента.
Фуганок Интерскол 110-01 предназначен для интенсивной и тяжелой деревообработки с глубиной от 0 до 3 мм. Его подошва металлическая, а ножи из твердого сплава, которых неоднократно можно затачивать. Имеет кнопку против самовключения. Уникальность этого фуганка в том, что можно работать ножами вверх.
Как выбрать фуговальный станок
Чтобы правильно подобрать фуговальный станок по дереву, необходимо учитывать следующие факторы:
- Материал рабочего пространства. Столы стационарного фуганка изготавливаются из стали, чугуна, алюминиевых сплавов и силумин. Наивысшей прочностью обладают столешницы из чугуна. Самыми дешевыми являются столы из силумина. Они легко деформируются в процессе эксплуатации.
- Ширина и длина рабочего стола. Эти показатели определяются размеры обрабатываемых заготовок. Станки с шириной до 15 см и длиной до 140 см применяются в домашних мастерских. Они способны обрабатывать заготовки небольшого размера. Устройства с шириной до 63 см и длиной до 200 см используются в крупных деревообрабатывающих цехах.
- Количество ножей. Чем больше режущих элементов закреплено на строгальном вале, тем реже необходимо осуществлять их заточку. При низкой интенсивности использования инструмента можно приобрести модели с 2 ножами. Для частой обработки большого количества брусков требуются приборы с 4 ножами.
- Разновидность и мощность силового агрегата. Фуганки оборудуются коллекторным или асинхронным электродвигателем. Они отличаются конструкцией и мощностью. Коллекторные моторы устанавливаются в бытовых фуганках. Они издают множество шумов. Асинхронные двигатели устанавливаются в промышленных инструментах и отличаются высокой производительностью.
- Частота оборотов ножевого вала. Чем быстрее вращаются режущие элементы, тем точнее рез. Средняя частота оборотов ножевого вала составляет 4,7 – 5 тыс. об/мин.
Ножи для фуговального станка
Выбирая ножи для фуганка, необходимо учитывать следующие особенности:
- Порода древесины определяет материал изготовления ножей. Для обработки изделий из сосны и иных хвойных деревьев рекомендуется использовать лезвия из сплава P6M5. При строгании брусков из мягких пород древесины требуются ножи, изготовленные из сплава HSS-стали.
- Для столярных работ необходимо оборудовать станок фигурными или прямыми ножами. Они обеспечивают высокую точность реза и позволяют создавать на обрабатываемой поверхности уникальные контуры.
- Устройства с затупленными ножами не смогут аккуратно обработать деревянную заготовку.
Лезвия ножей при длительной эксплуатации станка изнашиваются и требуют заточки. Об износе ножей свидетельствуют следующие факторы:
- При работе фуганка сильно нагревается электродвигатель.
- После обработки на поверхности бруска образуется мшистость.
- Обработанная заготовка получилась неровной.
Если лезвия невозможно заточить, то их нужно полностью заменить.
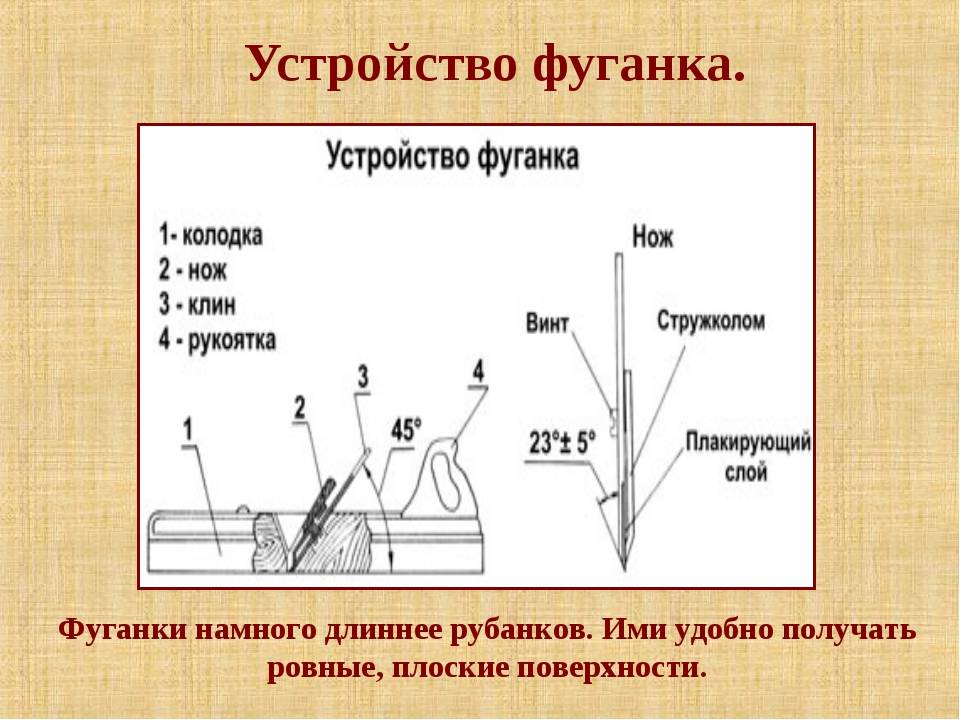
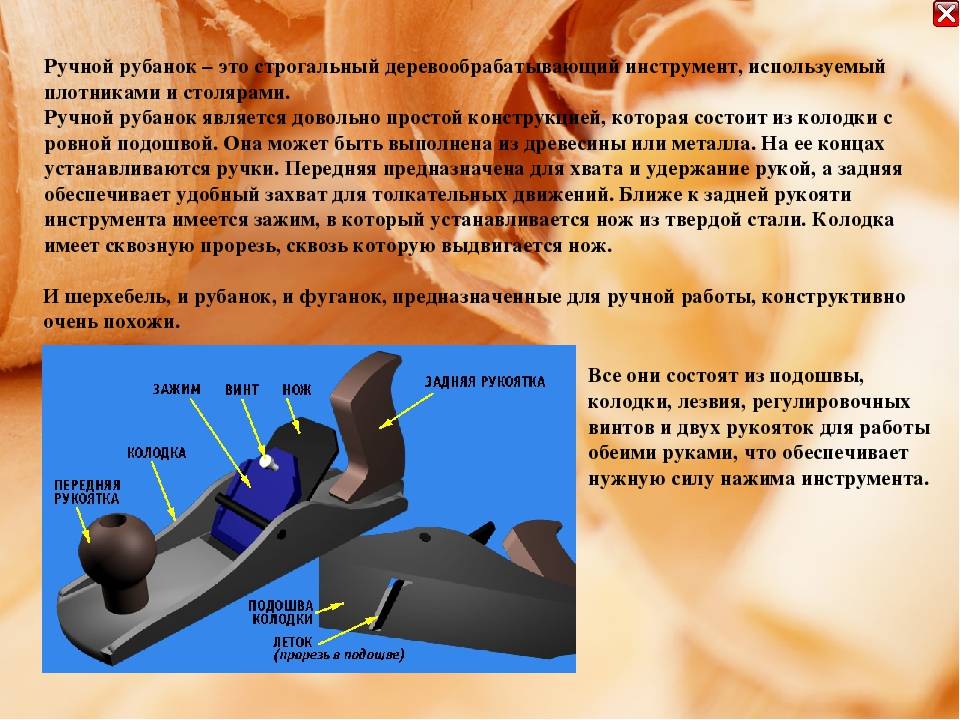
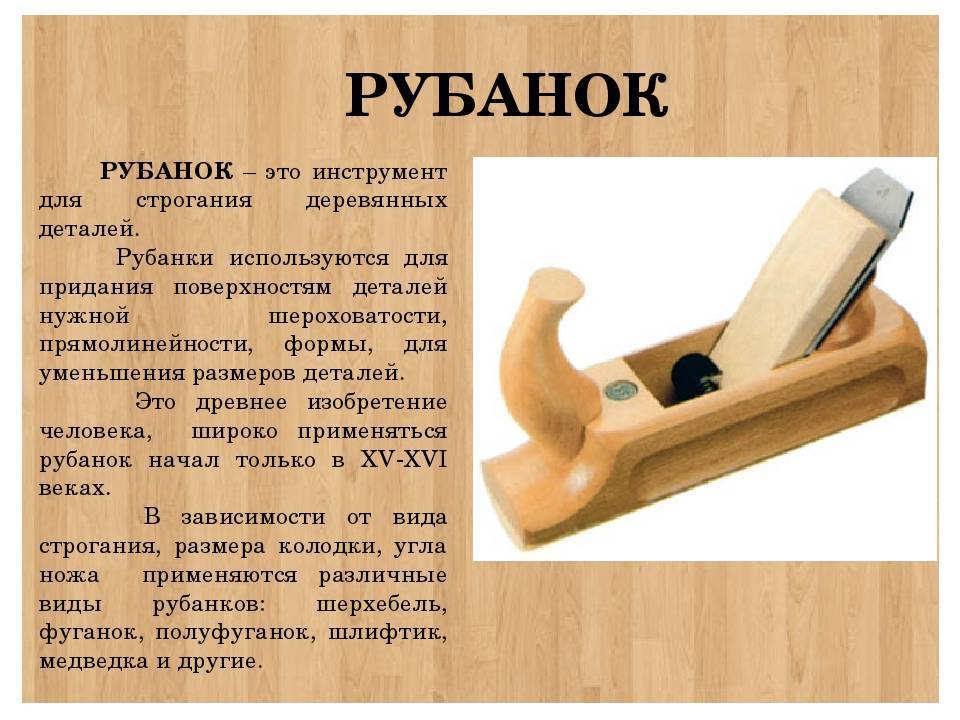
Конструктивные особенности рубанков
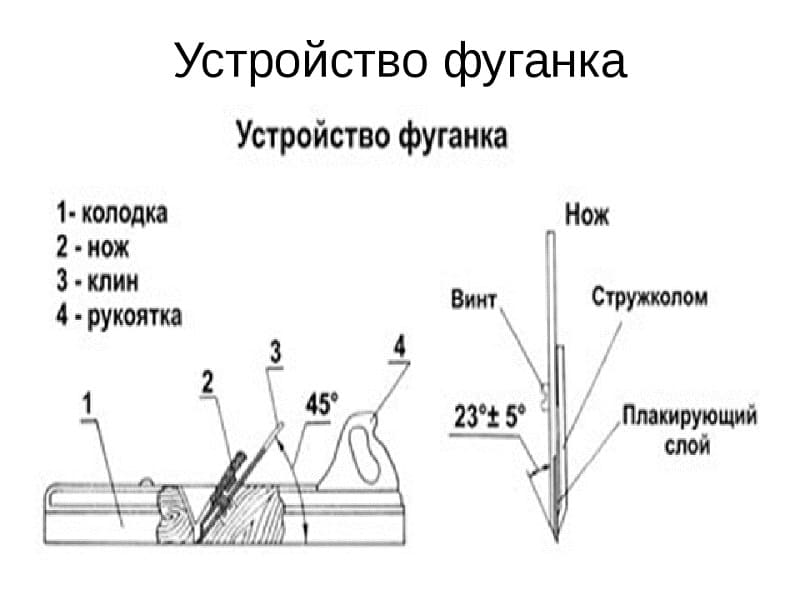
Начать необходимо с рассмотрения предназначения инструмента. А предназначен он для строгания древесины, то есть, чтобы придать деревянной поверхности нужную форму, устранив при этом различные неровности, шероховатости и прочие дефекты. Составными элементами прибора являются:
- Корпус из дерева или металла — колодка с подошвой
- Стальной нож, железко или резец — основной режущий элемент
- Клин
- Рукоятка
Более детальная конструкция ручного рубанка для древесины представлена на фото ниже.
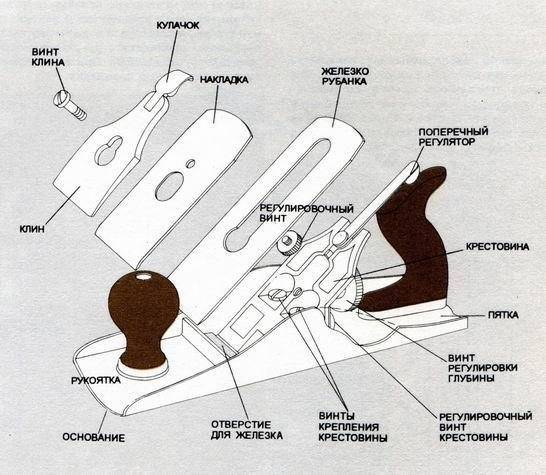
Основу этого инструмента представляет резец, который имеет вид прямоугольной пластины с заостренным концом. Пластина размещается в проеме колодки под соответствующим углом. Специальный регулировочный механизм позволяет устанавливать нож на необходимое расстояние. Это расстояние выставляется для того, чтобы настроить глубину реза и толщину снятия стружки. По стандарту лезвие имеет определенный угол заточки, но если инструмент используется профессионалом, то мастер самостоятельно затачивает резец в зависимости от того, какой тип древесины предстоит обрабатывать.
Не менее важный элемент в конструкции инструмента — рукоятка. Причем ручной рубанок состоит из двух рукояток, одна из которых является направляющей, а вторая упорная. Направляющая рукоятка имеет изогнутую конструкцию, посредством которой обеспечивается захват инструмента рукой. Упорная рукоятка позволяет создавать необходимое усилие при выполнении работ.
Корпус имеет гладкую поверхность, из которой выступает острый резец. Главное условие, предъявляемое к инструменту — идеально ровная и гладкая подошвенная часть. Если подошва будет не ровной, то произвести точную обработку попросту не получится. Корпус инструмента изготавливается из дерева или металла. Предпочтение домашние мастера отдают деревянным рубанкам, которые стоят дешевле. Столяры же предпочитают работать металлическими рубанками, основание которых изготавливается из серого чугуна.
Не пропустите: Устройство токарного станка по металлу – схема и основные узлы
Несмотря на то, что рассматриваемый ручной инструмент имеет типичную конструкцию, сегодня известно более 10 разновидностей этих деревообрабатывающих устройств. Для начала надо отметить, что все разновидности рубанков делятся на две основные группы по типу привода — ручные и электрические.
Настройка оборудования
Приступая к работе, первое, что нужно сделать, это правильно настроить оборудование. В настройку входит: заточка и монтаж ножей, контроль параллельности ножей, определение толщины слоя, который необходимо снять, установка скорости подачи древесины.
- При запуске оборудования, начинают работать ножи. Каждый нож имеет заостренный угол на 40 градусов и фаску. Их затачивают с помощью ножеточильного аппарата. У режущей кромки радиус закругления не должен превышать 8 мкм.
- Передний и задний стол опускают, и только потом, ножи устанавливаются в вал. Допускается до 2 мм выступ лезвий за кромку стружколомателя. При этом вал не должен выступать более 2 мм.
- Чтобы ножи установились точно, используют специальное индикаторное оборудование. Разница между ножами на длину 100 см не должна быть выше величины 0,1 мм.
- Когда ножи установлены, настраиваются столы, направляющая линейка и подающий механизм.
- После подготовки, делают пробный запуск оборудования.
Если оборудование работает неточно или с отклонениями, то следует провести дополнительную регулировку.
- Слишком короткая древесина иногда выскальзывает из ножа, а это может травмировать работника. Если заготовка излишне длинная, то с ней будет неудобно работать. Поэтому лучше выбирать древесину, длина которой составляет 1—1,5 м.
- Опытный мастер сразу определит необходимую толщину снимаемого слоя. Если у вас такого навыка нет, то проводят пробное строгание.
- Стол нужно немного опустить, если после строгания на заготовке остались нетронутые места. Резку выполняют дважды при погрешности свыше 2,5 мм. Когда высота отрегулирована, определяют расстояние между плитами и кромками лезвий. Зазор в 2 мм считается самым приемлемым. Древесина начнет рваться кусками, если данные параметры будут превышены. Резак деформируется, если размер щели будет меньше 2 мм.
Электрический
Сегодня стационарный фуганок может изготавливаться в электрическом варианте исполнения. Профессиональные устройства характеризуются следующими особенностями:
- Довольно большая масса и прижимное усилие.
- При работе можно достигнуть высокой точности.
- Повышенная производительность труда.
- Часто в конструкции предусмотрена возможность быстрой смены ножей.
Применяется электрофуганок в промышленности и быту, изделие характеризуется высокими эксплуатационными характеристиками. Единственный недостаток в большинстве случаев заключается в высокой стоимости, а также в существенных затратах электроэнергии.
Подготовка к работе
Работать инструментом можно в двух положениях:
Схема угла заточки рубанка.
- стационарное положение: электрорубанок крепится к жесткой устойчивой поверхности;
- переносное: инструмент перемещается вручную вдоль заготовки.
В комплекте многих моделей имеются в наличии специальные струбцины и скоба для кнопки пуска. В стационарном положении удобнее обрабатывать пиломатериал небольшой длины, который можно перемещать по инструменту в одиночку. Длинные заготовки желательно обрабатывать электрорубанком в переносном варианте.
Древесина должна быть просушенной, сырой пиломатериал обрабатывается плохо. Доску нужно хорошо закрепить на жесткой поверхности. Деталь не должна прогибаться под весом рубанка и смещаться при работе в какую-либо сторону. При обработке боковых поверхностей на верстаке их желательно устанавливать на специальные крепления, предохраняющие от изгиба и перемещения. В области вращения барабана с ножами не должно быть металлических элементов (кронштейнов, гвоздей, шурупов) на обрабатываемой поверхности и элементах крепления. Удар по металлу оставит на ножах выбоину, и на обрабатываемой поверхности образуется выступ. Ножи придется затачивать, снимая толстый слой металла, или менять.
Фуговальные ножи
При их подборе и применении требуется опираться на следующие факторы:
- Материал, из которого изготовлены применяемые ножи, зависит от породы обрабатываемой древесины. Например, для обработки сосновых брусков или деталей из других хвойных деревьев нужно применять ножи из сплава Р6М5. Для более мягких пород прекрасно подойдут ножи из HSS–стали.
- Если основной упор при работе делается на художественное столярное производство, то необходимостью станут прямые и фигурные ножи. При их высокой точности реза, они смогут обеспечивать на обрабатываемой плоскости детали создание уникальных узоров и контуров.
Вследствие длительного периода использования, ножи, естественно, подвергаются износу и требуют заточки. О наступлении данного момента будут свидетельствовать следующие признаки:
- В процессе работы станка электродвигатель сильно нагревается;
- По окончании обработки поверхность детали не приобретает плоский вид, а напротив, присутствует некая «мшистость»;
- Обработанная поверхность получилась с ярко выраженными неровностями.
Установка ножей на фуганок
Во время крепления ножей на строгальный вал необходимо руководствоваться некоторыми особенностями:
- После постановки ножей в пазы нужно их плотно зафиксировать;
- Только с помощью струбцины над строгальным валом возможно плотно прижать шаблоны к кромкам рабочего стола;
- Лезвие нужно приподнять до момента соприкосновения с деталью. В месте их касания требуется поставить особую метку;
- Во время фиксации болтов, ножи должны удерживаться в натянутом состоянии;
- По завершению настройки первого ножа, вал нужно провернуть и продолжить настройку остальных;
- Окончив установку, нужно убрать шаблон и поменять угол скоса по краю, а также изменить выступ по кромке стальных накладок и строгального вала. Далее рекомендуется провести тест лезвий при включенном электродвигателе.
Несколько основных правил фугования
В процессе работы с деревянными заготовками на станке необходимо соблюдать ряд несложных правил:
- Фуганок нужно удерживать обеими руками: правая располагается на колодке, а левая – на управляющей ручке;
- При производстве строгания, устройство нужно вести вдоль древесных волокон, а подталкивать прибор можно собственной мускульной силой;
- Чтобы обработать кромку, необходимо развернуть брус требуемой стороной к ножам и обстрогать его в вышеописанном порядке.

Основы техники безопасности
Запрещается притрагиваться к лезвиям при включенном двигателе станка;
Вся работа осуществляется только в спецодежде: на голове должен быть защитный головной убор, руки – в перчатках, глаза защищены специальными очками (при этом важно, чтобы все элементы средств индивидуальной защиты плотно прилегали к телу);
В процессе осуществления фугования, дабы не повредить ножами пальцы, необходимо использовать прижимные держатели;
Для более точной обработки и в целях недопущения срезания лишних слоев с детали, на ее поверхность наносится специальная разметочная линия посредством мела. Если после обработки она исчезла полностью, то можно считать поверхность гладкой.
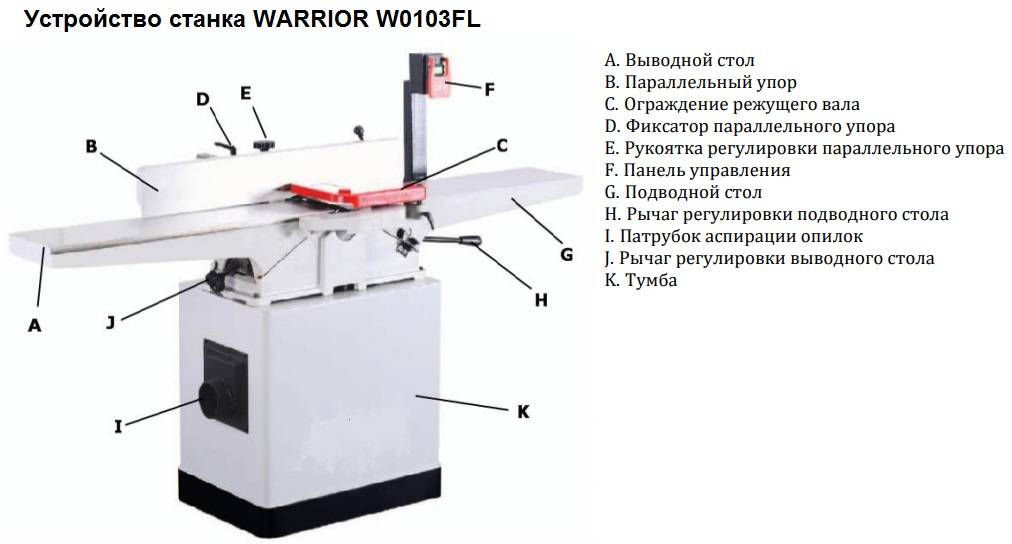
Фуговально-рейсмусовый станок
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.

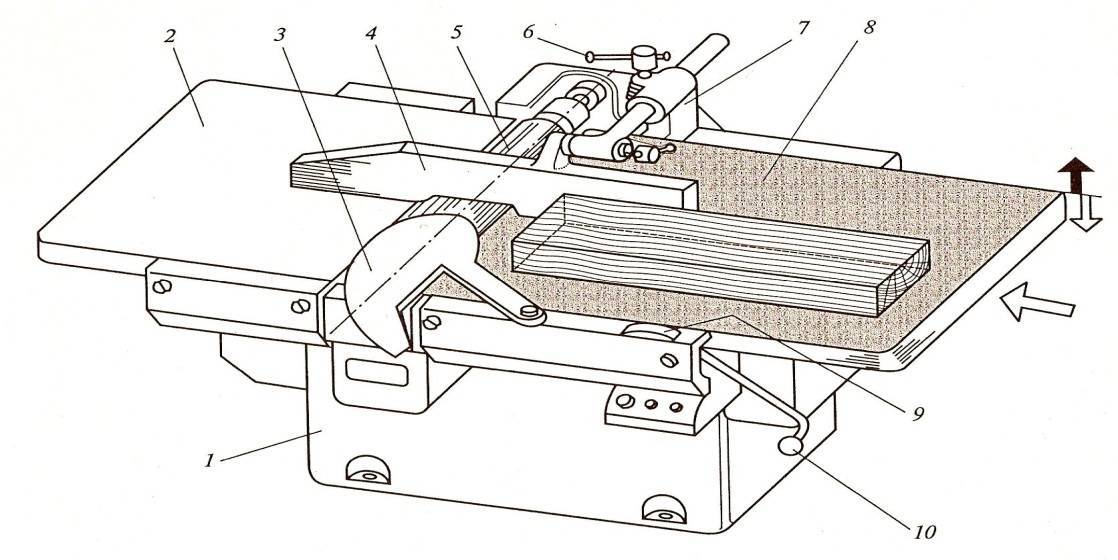



Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.
Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС
При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.