Рейтинг ленточных пил
Выбор строительного оборудования и инструмента зависит от задач, которые пользователь ставит перед ним. Для бытового использования достаточно малогабаритных настольных моделей. В небольших мастерских предпочтительна полупрофессиональная техника. Мощные производительные станки пригодятся на большом производстве. При составлении рейтинга специалистами ВыборЭксперта были изучены характеристики предлагаемых на рынке моделей, обзоры и мнения профессионалов, отзывы покупателей. При сравнении товаров и добавлении их в ТОП лучших учитывались следующие критерии:
- Глубина и ширина пропила;
- Мощность;
- Размер стола;
- Функционал;
- Соотношение цены-качества;
- Доступность в магазинах.
Некоторых мастеров интересуют дополнительные опции. Миллиметровая шкала в сочетании с несколькими упорами поможет точнее обрабатывать детали заготовок. Регулировка скорости нужна при распиле материалов разной твердости. Это обычно требуется на профессиональном уровне.

Лучшие полировальные машины
Лучшие ленточнопильные станки по металлу
Для полного раскрытия темы, не помешает рассмотреть распространённые и производительные модели ленточного оборудования, предназначенного для резки металла.
Данный станок нельзя назвать бюджетным вариантом. Ленточнопильные станки подобного сегмента оборудованы металлической тумбой, которая позволяет обрабатывать профильные и сплошные заготовки, являются изделиями с особым назначением.
Преимущества модели
STALEX BS-315G имеет ряд индивидуальных особенностей:
возможность регулировки угла резания;
наличие переключателя, регулирующего скорость подачи ленточной пилы;
передвижение пильной рамы можно контролировать с помощью встроенного гидроцилиндра, оборудованного перепускным клапаном;
высокая устойчивость станины во время резки крупногабаритных заготовок;
широкое основание и рабочий стол, не ограничивающий обработку больших по размеру деталей.
Дополнительная информация! Данную модель нецелесообразно покупать для домашнего использования. Это профессиональное устройство, которое ставится на предприятиях.
Технические характеристики
Ленточнопильный стaнoк STALEX BS-315G имеет следующие характеристики:
Мощность электродвигателя составляет 1100 Вт
Минимальные размеры обрабатываемой заготовки составляют 10 x 30 мм
Станок подключается в сеть напряжением 220 Вольт
Скорость передвижения полотна 45 м/мин
Ручной принцип работы
Масса 350 кг
Очередное профессиональный станок, предназначенный для распила металлических заготовок. Устройство имеет ряд особенностей, которые будут описаны далее.
Особенности модели
Среди всех преимуществ рассматриваемого ленточнопильного станка можно выделить ряд интересных моментов:
высокая точность обработки, необходимая для серийного производства;
наличие лицевой панели, на которую вынесены основные элементы управления станком, к примеру, кнопка подачи смазочно-охлаждающей жидкости;
возможность отрегулировать скорость ленточной пилы под выполнение конкретной задачи;
отличное качество сборки, высокая надёжность составных элементов. Долговечность данной модели гарантирована.
Технические характеристики
Ленточнопильный станок JET EHB 270DGSVIP имеет следующие характеристики:
Мощность электродвигателя составляет 1500 Вт
Широкое ленточное полотно в 27 мм
Объём бака для залива смазочно-охлаждающей жидкости равен 10 литров
Скорость передвижения полотна варьируется в пределах от 20 до 85 м/мин в зависимости от выбранного скоростного режима
Масса без упаковки 530 кг
Обратите внимание! Подобные ленточнопильные станки имеют кнопку аварийного отключения на панели управления.
Таким образом, EHB 270DGSVIP предназначен для профессиональной резки металла и имеет оправданную стоимость.
Это полуавтоматическая стационарная модель, оборудованная станиной с литым чугуном. Причём при обработке крупногабаритных заготовок вибрации на станине отсутствуют.



Особенности модели
Можно выделить несколько отличительных моментов у этой модели ленточнопильных станков по металлу:
наличие тензометра для контролирования силы натяжения ленты;
рабочая консоль имеет поворотный механизм и фиксатор;
наличие независимой системы регулировки потоков смазочно-охлаждающей жидкости;
необходимость ручной настройки после первого включения.
Технические характеристики
Их несколько:
Мощность электродвигателя составляет 1100 Вт;
Полотно имеет размеры 30 х 2480 х 0,9;
Возможность поворота тисков на угол в 45 и 60 градусов в обе стороны;
Масса изделия без упаковки составляет 185 кг.
Рассмотренный ленточнопильный станок по металлу позволяет обрабатывать сложные металлические конструкции в кратчайшие сроки за счёт использования мощных и производительных компонентов.
Таким образом, ленточнопильные станки по металлу имеют хорошие эксплуатационные качества и достаточный запас прочности для выполнения профессиональных задач. Ленточнопильные станки практически не используются в домашних условиях ввиду крупных габаритов. Однако это изделие — отличный вариант для производства. Классификация и особенности данных устройств были описаны выше.
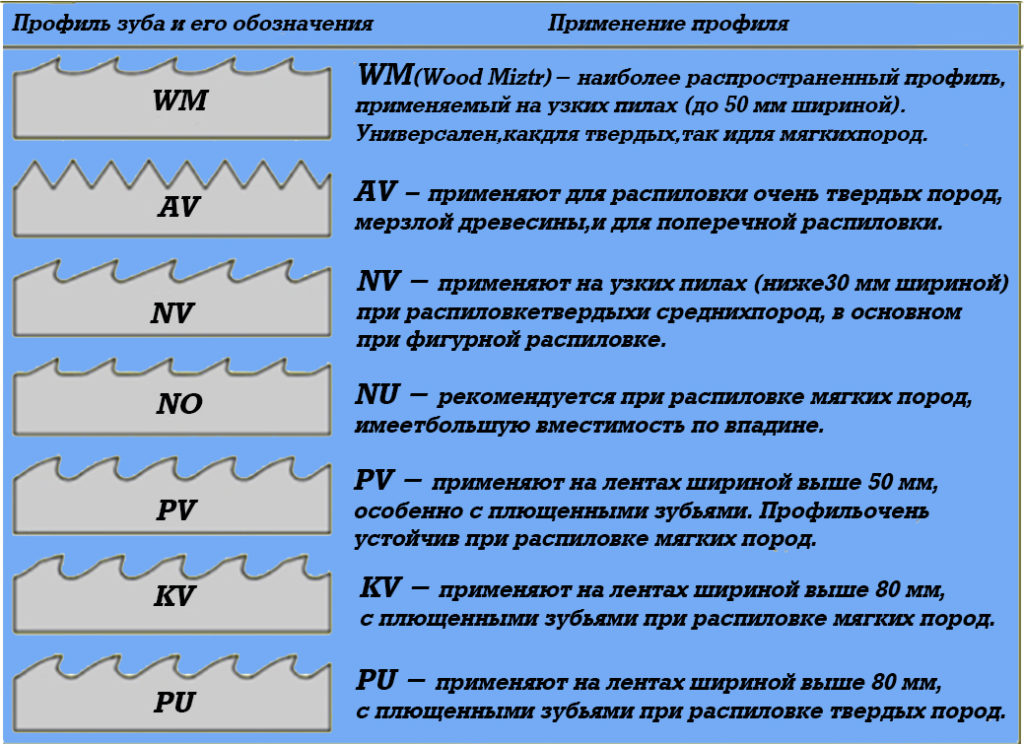
Описание ленточных пил
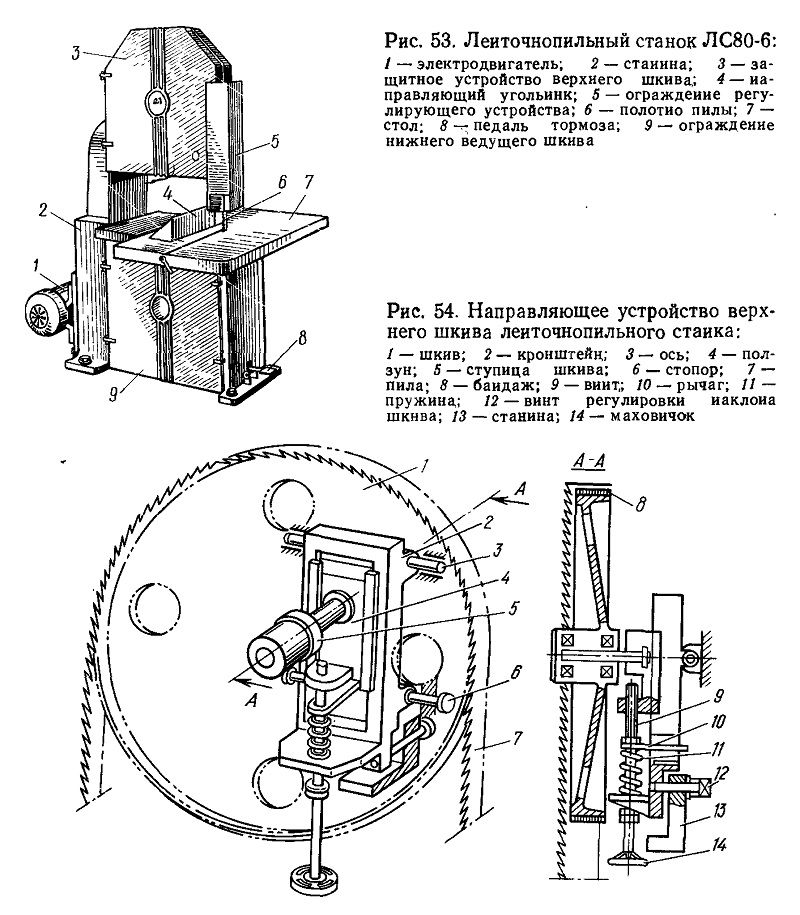
 Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
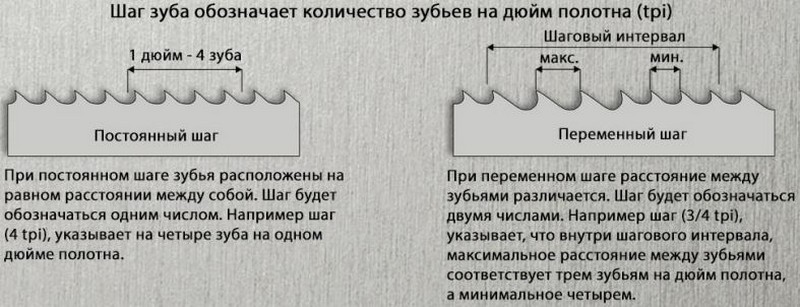
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
 Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
 Следующее разделение на категории производится по материалу обработки:
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
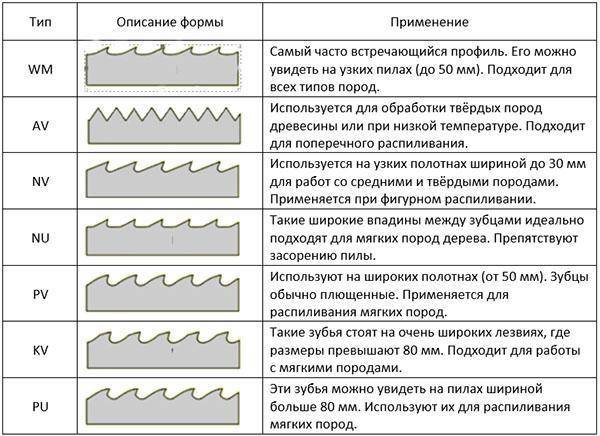
Основные типы ленточного полотна
На небольших лесопилках, скрэгах и разрезных пилах, вне зависимости от количества головок в основном применяются полотна шириной 25, 32, 38 и 50 мм. В основном, на рынке имеется полотно двух основных толщин – 0.035” (0,9 мм) и 0,042” (1,1 мм). Естественно, существуют полотна и других типоразмеров, но они, в основном, применяются в специфических случаях.
Наибольшее распространение в лесопилении получили полотна из углеродистой стали. Эти полотна различают по типу термообработки, которой они подверглись:
- Constant hardness – полотно с равной твердостью по всей ширине полотна. Содержание углерода в таком полотне не высоко, и это не позволяет закалить его до твердости более чем в 45-48 единиц по шкале HRc. Такое полотно хорошо работает на шкивах небольших диаметров. Однако его приходится довольно часто перетачивать.
- Flex back — Hard Edge – полотно с гибким телом/твердым зубом. Это полотно называют и так и так. При производстве этого полотна применяют ленту с повышенным содержанием углерода, что позволяет закалить его зуб до HRc 63-65. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Твердость тела пилы – HRc 30-33. Преимущество этого типа пилы в том, что она лучше держит заточку, оставаясь достаточно гибким. Иногда производители подкаливают узкую полосу на самой спинке пилы, это позволяет добиться прямолинейности полотна. Не путайте такие полотна с полотнами типа Hard Back.
- Hard Back – полотно, закаленное по всей ширине. Это наиболее технологически продвинутый и сложный в производстве тип ленточного полотна. Его зуб имеет твердость HRc 63-68, а тело HRc 48-53, при чем тело пилы подвергается закалке в растянутом состоянии. Высокая твердость зуба обеспечивает хорошую сопротивляемость затуплению (полотно дольше стоит между переточками), а повышенная жесткость тела полотна, позволяет пилить на больших подачах. Эти пилы пилят ровно и прямо на тех подачах, на которых любое другое полотно уже давно изобразило бы “амурскую волну”.
- Существуют также пилы с разного рода напайками и наплавками, а также, так называемые, биметаллические пилы. Все эти типы пил сочетают прекрасную гибкость с исключительной стойкостью зуба, однако их высокая цена переводит их в разряд экзотических продуктов, и мы не будем тратить время на их описание.
Что понадобится для строительства лесопильной установки
Тем, кто считает постройку собственной пилорамы делом несложным, сразу скажем, что создать качественный, работоспособный агрегат непросто. И дело даже не в том, что здесь не обойтись без определённых финансовых затрат — как правило, бюджет самодельной лесопилки легко укладывается в сумму 30 – 40 тыс. рублей. Сборка агрегата, способного выдавать качественный пиломатериал, потребует решения задач, связанных со стабильностью работы, обеспечением прочности узлов и деталей, настройкой и регулировкой механизмов, изготовлением приспособлений для заточки ленточной пилы и разводки её зубьев и т. д. Не боитесь трудностей? Тогда ознакомьтесь с тем, какие материалы и инструменты потребуются для работы.
В качестве рельсовых направляющих можно использовать стальные уголки с шириной полки не менее 50 мм, швеллер или двутавровую балку. Основным требованием к рельсам является их прямолинейная геометрия. Надо иметь в виду, что любой недостаток нашей миниатюрной «железной дороги» скажется на качестве пропила, поскольку ленточное полотно скопирует каждую неровность, перенеся её на поверхность доски. Именно поэтому лучшим вариантом будет Т, Н или П-образный металлопрокат. К сожалению, уголки больше всего подвергаются искривлению при изготовлении и транспортировке. Самым же идеальным случаем будет использование заводских рельс, например, от узкоколейного транспорта, которые при определённом везении можно найти в пунктах приёма металлолома.
Ролики, обеспечивающие продольное перемещение лесопилки, можно выточить на токарном станке и закалить. В отдельных случаях допускается использование обычных шарикоподшипников.
Отличные ролики получаются из линейных направляющих на базе шарикоподшипников, которые можно найти в продаже. Это решение нельзя назвать самым дешёвым, однако в надёжности и долговечности такого узла можно не сомневаться
Собственно, рама, пильная каретка и ложе для укладки брёвен изготавливается из квадратных и прямоугольных профильных труб. Лучше всего использовать металлопрокат с максимальной толщиной стенки. Это обеспечит оборудованию необходимую прочность, поскольку работа станка связана с переменными динамическими нагрузками.




Для механизма регулировки высоты каретки (траверсы) понадобятся направляющие из стальных труб с ползунами и два длинных винта с гайками. В этих целях можно использовать детали от списанных токарно-винторезных станков (маловероятно, но чем чёрт не шутит), механических прессов, или прутки с нарезанной резьбой из строймага (самый доступный, но наименее предпочтительный вариант). Также можно заказать изготовление деталей у токаря — всё равно без обращения к специалисту обойтись вряд ли получится. Кроме того, потребуется цепная передача, которую нередко заимствуют из механизма газораспределения автомобильных двигателей. Как вариант, можно использовать велосипедную цепь и звёздочки.
В качестве рабочих колёс под ленточное полотно лучше всего подходят шкивы от старых отечественных комбайнов марки «Колос», «Нива» и другой сельхозтехники. Кстати, оттуда же можно взять валы и корпуса подшипников качения. Учтите, что диаметр направляющих должен быть не менее 30 см (оптимально 50 см), иначе излишние механические напряжения приведут к трещинам у основания зубьев пилы.
В конструкции привода ленточной пилы можно использовать шкивы от списанной отечественной сельхозтехники
Существуют конструкции самодельных установок с направляющими шкивами в виде колёс от легковых автомобилей. Для скептиков отметим, что такое кустарное решение имеет массу преимуществ начиная от возможности применения ступиц в сборе и заканчивая тем, что тонкую регулировку натяжения полотна в процессе работы можно осуществлять подкачкой шин.
Что касается инструмента, который понадобится в процессе работы, то он должен быть у каждого уважающего себя хозяина. В частности, потребуются:
- сварочный аппарат;
- «болгарка», или, профессиональным языком, угловая шлифмашина;
- сверлильный станок или электрическая дрель;
- набор свёрл по бетону и металлу;
- комплект слесарных струбцин;
- набор гаечных ключей;
- молоток;
- пассатижи;
- крепёж (болты, гайки, шайбы различных размеров);
- мерительный инструмент (линейка, штангенциркуль, рулетка);
- уровень (лучше всего лазерного типа).
Не забудьте и о том, что понадобится подготовить прочное, ровное основание, поэтому будьте готовы к бетонным работам — сделайте запас песка, щебня и цемента, подготовьте бетономешалку, трамбовки, опалубку и длинное правило.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К самостоятельной работе на ленточнопильном станке, допускаются лица не моложе 18-летнего возраста, годные по состоянию здоровья и прошедшие: — вводный инструктаж; — вводный инструктаж по пожарной безопасности; — первичный инструктаж по охране труда на рабочем месте; — обучение безопасным методам и приемам труда; — проверку знаний требований охраны труда; — обучение и проверку знаний по электробезопасности на соответствующую группу, в качестве оперативно – ремонтного персонала при выполнении работ, связанных с эксплуатацией электрооборудования; — обучение по пожарно – техническому минимуму. 1.2. Работники вправе выполнять только ту работу, которая им поручена и которая соответствует их специальности. В необходимых случаях (незнакомая работа, незнание безопасных приемов труда и т.п.) работники должны получить у руководителя работ объяснения и показ безопасных приемов и методов труда. 1.3. При работе совместно с другими работниками следует согласовывать свои действия, следить, чтобы они не привели к чьей-нибудь травме. 1.4. Во время работы работники не должны отвлекаться сами и отвлекать от работы других работников. 1.5. Работники не должны включать или останавливать (кроме аварийных случаев) машины, станки и механизмы, работа на которых им не поручена. 1.6. Работники обязаны соблюдать требования Правил внутреннего трудового распорядка дня. Употребление алкогольных напитков на предприятии и появление на работе в нетрезвом виде запрещено. Курить следует только в специально отведенных местах. 1.7. Не разрешается загромождать подходы к щитам с противопожарным инвентарем и к пожарным кранам. Использование противопожарного инвентаря не по назначению не допускается. 1.8. Основными опасными и вредными производственными факторами могут быть: — элементы производственного оборудования; — движущиеся и вращающиеся детали станка; — неисправный рабочий инструмент; — отлетающие частицы металла; — промышленная пыль; — производственный шум; — острые кромки и шероховатости материалов и инструмента. 1.9. На основании действующего на предприятии, утвержденного перечня выдачи средств индивидуальной защиты (далее – СИЗ) работникам бесплатно выдаются установленные СИЗ. 1.10. О каждом несчастном случае или аварии работники обязаны немедленно известить своего непосредственного руководителя. 1.11. Требования настоящей инструкции являются обязательными. Невыполнение этих требований работниками рассматривается как нарушение трудовой и производственной дисциплины. 1.12. Контроль за выполнением мероприятий, изложенных в настоящей инструкции, а также соблюдением требований охраны труда, промышленной безопасности, электробезопасности, пожарной безопасности и производственной санитарии, работниками осуществляет непосредственный руководитель.
Конструкция и типы ленточнопильных станков
Все ленточнопильные станки, независимо от торговой марки и страны производства, подразделяются на несколько основных категорий.
Оборудование консольного или маятникового типа
Пильная рама таких станков выполнена в виде консоли, подъем и опускание которой обеспечивается за счет ее вращения на специальном шарнире. Оборудование данного типа используется преимущественно для резки труб различного профиля, сплошного и сортового проката. Консольные ленточнопильные станки могут быть оснащены неповоротным или поворотным столом (для получения прямого или наклонного реза), быть ручного, полуавтоматического или автоматического типа.
Станки с одной, двумя стойками, оборудование портального типа
В одностоечных (колонных) ленточнопильных станках горизонтальная пильная рама опускается и поднимается за счет движения по направляющей, закрепленной на одной стойке. В двухстоечных (двухколонных) станках таких направляющих две, и закреплены они на двух стойках, располагающихся по обе стороны рабочего стола. Получение резов под углом в таких ленточнопильных станках обеспечивается за счет использования поворотных рабочих столов. В портальных станках для резки заготовок, имеющих большие размеры и сделанных из труднообрабатываемых материалов, рабочий стол жестко зафиксирован, а все необходимые перемещения совершает подвижный портал, в котором размещена пильная рама.

Горизонтальный двухстоечный ленточнопильный станок по металлу портального типа
Вертикальные станки
Вертикальный ленточнопильный станок ручного типа – простейший представитель оборудования данной категории. Заготовка в этих ленточнопильных станках не закрепляется, а перемещается в процессе резки вручную. Пильная рама в таких станках жестко зафиксирована в одном положении.
Есть также вертикальные станки с рамой, которая может располагаться под различным углом к рабочему столу. Заготовка в таких станках надежно закрепляется на рабочем столе, поперек которого и перемещается пильная рама, установленная под требуемым углом.
Вертикальные станки, рама в которых может перемещаться как в продольном, так и в поперечном направлении, используются для резки крупногабаритных заготовок, управление режимами в них может осуществляться при помощи ЧПУ. Широкое применение станки такого типа нашли при производстве прессформ и штампов.
Горизонтальные ленточнопильные станки поворотного типа
В таких станках пильная рама может устанавливаться под различными углами относительно заготовки по двум осям. Кроме того, производить рез под требуемым углом позволяет поворот зажимных тисков или самого рабочего стола.
Классификация ленточнопильных станков по металлу
По особенностям конструкции ленточнопильные станки можно разделить на следующие виды:
консольные
В подобных устройствах присутствует консоль, которая в процессе обработки детали может перемещаться в вертикальном направлении перпендикулярно оси основания. На консольном оборудовании обычно разрезают профильные трубы. Устройства консольного типа, в свою очередь, подразделяются на автоматические, ручные и полуавтоматические. На рынке также могут существовать поворотные и неповоротные модели. С выбором нужного изделия не возникнет проблем. На консольных станках обрабатываются небольшие по размерам детали;одностоечные
Эти пилы оборудованы вертикальной стойкой, по которой двигается пильная рама. Одностоечные ленточные станки по металлу имеют вращающийся стол, а также функции комплексной и наклонной резки. Одностоечные устройства бывают автоматического и полуавтоматического типа. Это не самые дешёвые модели на рынке, есть и более бюджетные варианты с ручным управлением;станки портального типа
Такие станки имеют статичный рабочий стол, вдоль которого перемещается пильная рама и предназначены для распила, резки крупногабаритных и труднообрабатываемых металлических изделий;ручные вертикальные
Станки, в которых пильная рама зафиксирована в одном положении, а заготовка во время резки перемещается ручным способом. Ручные модели самые простые в классе ленточнопильных станков;горизонтальные поворотные
Станки, предназначенные для выполнения наклонной резки обрабатываемой заготовки. При этом оператор вручную может задать нужный угол расположения пильной рамы по отношению к заготовке. Поворотное изделие имеет прочные тиски для надёжной фиксации деталей, которые также могут поворачиваться на заданный угол.
Дополнительная информация! В горизонтальных поворотных станках присутствует две оси, по которым задаётся угол расположения пильной рамы.
По степени автоматизации различают следующие виды ленточнопильных станков:
Автоматические
Это изделия с ЧПУ, выполняющие заданный процесс обработки без участия оператора;Полуавтоматические
Это устройства, на которых присутствует пульт или панель управления. Таким образом, работой станка управляет оператор, нажимая соответствующие клавиши;Ручные
Устройства, обработка деталей на которых выполняется вручную оператором. Такие модели ленточнопильных станков являются самыми дешёвыми на рынке.
Ручной ленточнопильный стaнок:

Станок с ручным управлением имеет консольное исполнение. Здесь выбирать не приходится. Принцип работы этих устройств заключается в том, что пильную раму двигает оператор посредством нажатия, преодолевая силу натяжной пружины. Причём резка заготовки осуществляется собственной массой пильной рамы. Скорость передвижения рамы в ручных консольных станках можно регулировать с помощью гидроцилиндра. Данная система гидроразгрузки позволяет поднимать раму и фиксировать её в крайнем верхнем положении.





Заточка двуручных пилок самостоятельно или как просто восстановить старую длинную ножовку
Если в гараже имеется старая двуручная ножовка Дружба-2, то перед ее применением, рекомендуется восстановить ее целостность
Перед применением инструмента надо обратить внимание на следующие моменты:
- Рукоятки — из дерева ручки могли за долгое время неиспользования высохнуть, поэтому не исключается их свободное выпадение из отверстий. Восстановить исправность ручек можно окунанием их в воду на несколько часов, чтобы они набухли. Еще можно выточить новые ручки на инструмент, на что не понадобится много времени и сил
- Наличие коррозии на полотне — признаки ржавчины следует устранить, а затем обработать устройство машинным маслом
- Заточка зубьев — за долгое время хранения инструмента в гараже, высока вероятность того, что ножовка нуждается в необходимости восстановления остроты зубов
Если с восстановлением рукояток и удалением коррозии не возникает трудностей, то с заточкой зубьев как раз-таки наоборот. Большая пила требует много времени и сил для восстановления целостности звеньев. Однако есть в этом и преимущество, так как большие зубья затачивать намного удобнее. Хотя инструмент и отличается от обычной ручной ножовки, однако, принцип восстановления остроты зубьев аналогичный. Пошаговое описание по затачиванию зубьев на двуручной пиле имеет следующий формат:
- Для начала надо зафиксировать инструмент. В губках даже самых больших тисков сделать это не удастся, поэтому используем две соответствующей длины доски. Располагаем доски параллельно полотну, оставляя на виду только зубья. Если нет тисков, то можно использовать струбцину
- Работы следует начинать с разводки зубьев. Все зубья должны иметь одинаковую высоту. Определить наличие выступающих звеньев можно на глаз, и чтобы сравнять их с остальными, следует поработать плоским напильником
- На следующем этапе надо выстроить зубья на одинаковый угол отклонения от плоскости полотна. Чтобы выполнить разводку, понадобится специальный инструмент. Предварительно также рекомендуется изготовить шаблон (макет) для проверки достаточности разведения звеньев (или купить его). Разводить зубья следует на 0,5 мм от плоскости полотна или 1 мм друг от друга. Процесс разводки выполняется поочередно. Как часто выполнять разводку зубьев, знают далеко не многие мастера. По правилам надо проводить разводку не чаще, чем 1 раз на 5-6 заточек зубьев
- Как только зубья будут разведены, можно переходить к завершающей и самой ответственной стадии — заточка. Для этого применяется специальный треугольный напильник, размер которого должен быть не меньше высоты зубьев
- Правильная заточка выполняется путем перемещения напильника от себя со средним прижимом к зубу. В обратном положении напильник не должен касаться полотна. Проходить напильником необходимо уверенно, но не быстро
- Сначала надо пройти по одной стороне зубьев, а затем по другой. При заточке также следует выбрать соответствующий угол от 35 до 70 градусов

В завершении остается обработать полотно инструмента машинным маслом, и прибегнуть к применению для распиливания толстых бревен, деревьев и даже пиломатериалов. При проведении работ рекомендуется соблюдать технику безопасности, чтобы не травмироваться.
Это интересно!При наличии мастерства работы с болгаркой, можно произвести заточку зубьев электроинструментом с абразивным диском.
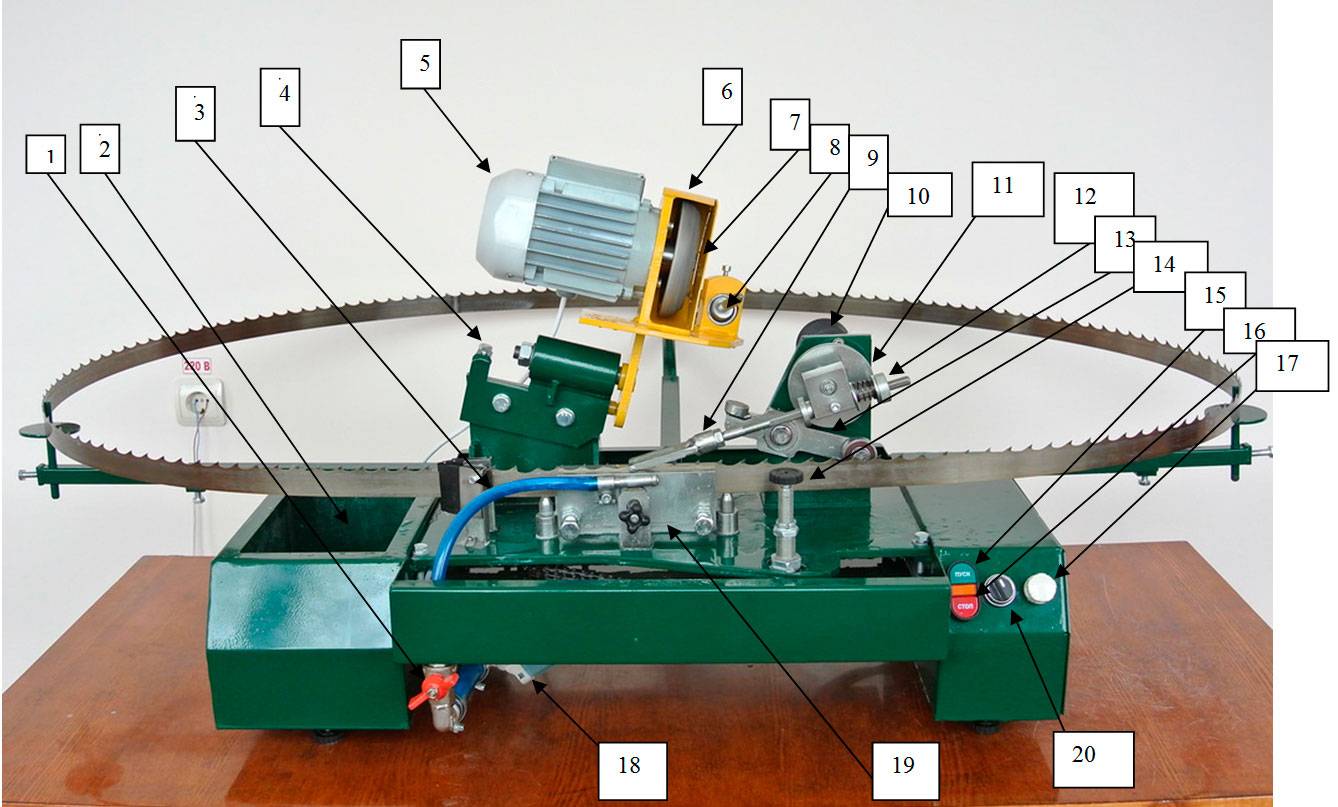
Устройство ленточных пил
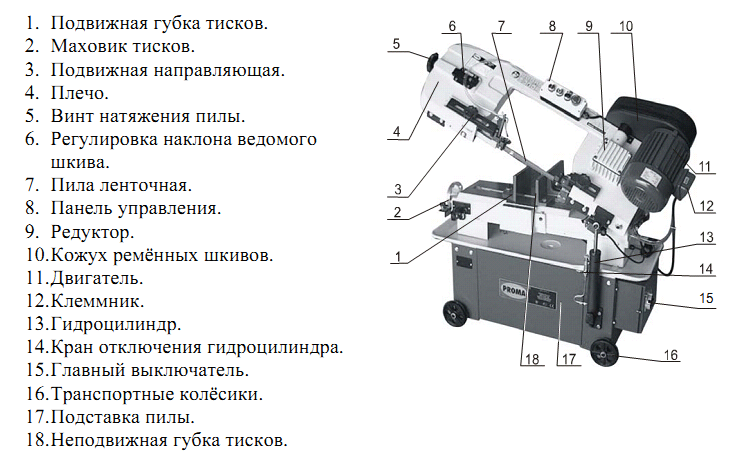
Ленточнопильный станок по металлу состоит из следующих частей:
- прочной рамы;
- нескольких шкивов (в количестве от 2 до 3);
- тисков с гидрозажимом;
- рабочего привода;
- системы, ответственной за подачу смазочно-охлаждающей жидкости в зону проведения работ;
- механизма, контролирующего степень натяжения;
- пульта, через который осуществляется управление;
- контрольных систем, ответственных за ход работы и безопасность;
- осветительных приборов.
Производительность ленточнопильного станка напрямую зависит от мощности мотора
Именно на этот показатель стоит обращать особое внимание при выборе. Рекомендуется приобретать оборудование с большим запасом мощности, это убережет силовую установку от быстрого износа и поломки
Классификация
Современные ленточные пилы по металлу различаются:
- Направлением движения ленточного полотна – оно может быть в вертикальном или горизонтальном направлении.
- Мощностью привода – различают компактные станки с мощностью до 2000…2500 Вт, и стационарные, с мощностью свыше 2500 Вт.
- Скоростью перемещения пильного полотна (она может быть постоянной, что в современных станках практически уже не применяется), либо изменяемой от 10 до 100 м/с.
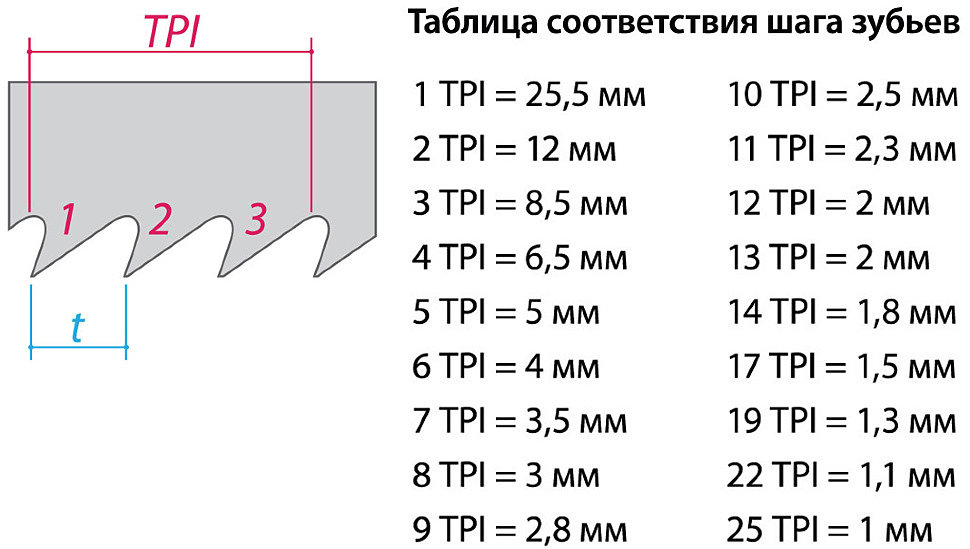
- Конструкцией самого пильного полотна, в частности, его материалом (им может быть обычная инструментальная сталь, быстрорежущая сталь, биметалл, твёрдый сплав), а также частотой шага зубьев по длине полотна (30…80 м-1). Варьируется также и ширина пильного полотна. Для особо мощных моделей, выполняющих, кроме собственно резки, ещё и обрезание торца заготовки полотна могут быть двухсторонними.
- Конструктивной компоновкой ленточнопильного станка, который может иметь одно- или двухколонное исполнение.
- Степенью автоматизации процесса резки металла. На ленточной пиле по металлу, оснащённой ЧПУ, скоростью перемещения пильного полотна управляет автоматика, настройка которой производится в зависимости от разрезаемого материала и его твёрдости.
Принцип действия ленточной пилы по металлу заключается в следующем. Рабочий орган пилы – плоское гибкое полотно с зубьями, которое сварено в непрерывную ленту. Эта лента надевается на два шкива, один из которых – приводной. При включении привода, полотно начинает перемещаться, и своими зубьями выполнять резку металла. Разрезаемый материал с определённой скоростью постоянно подаётся в зону реза, обеспечивая необходимое усилие прижима заготовки к зубьям пильного полотна.