
Простой способ цинкования в домашних условиях
Самым легким способом самостоятельного цинкования металла является холодный метод. Однако многих интересует именно гальванический способ из-за формирования декоративных узоров на верхних слоях детали.
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
Чтобы качественно оцинковать стальные детали, необходимо грамотно подготовить материалы:
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Методы обработки в промышленных условиях
Создать дополнительную защиту от коррозии можно несколькими способами, например, покрыть изделия оловом или цинком. Оцинкование материала – довольно простая задача и ее легко можно сделать своими руками. Обработка деталей, например, для машины, защитит поверхность изделий от прямого контакта с воздухом, что предотвращает окисление поверхности. Обработка металла цинком возможна несколькими способами:
- Горячее и холодное цинкование.
- Гальваническое.
- Газо-термическое.
- Термодиффузионное.
При обработке материала одним из этих способов, длительность и температура процесса влияют на толщину формируемого слоя защитной поверхности.
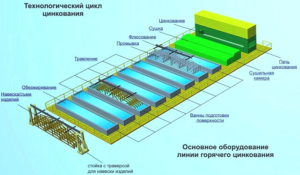
Технология горячего цинкования
Такой способ обработки металла – один из самых эффективных. Цинк долгое время остается на поверхности и надежно защищает от коррозии. Недостаток такой обработки в том, что эта технология вредна для окружающей среды, поскольку материал обрабатывается химическим путем. Цинкование металла горячим способом состоит из нескольких последующих процессов:
- Подготовка. Поверхность деталей необходимо обезжирить, а затем выполнить травление металла.
- Обработка. Деталь для машины после подготовки необходимо промыть и высушить.
- Цинкование. Изделие опускают в бак, где находится расплавленный цинк.
Этот способ обработки, несмотря на его эффективность, обладает существенными недостатками:
- Оцинковка металла требует специального оборудования и емкостей.
Невозможность обработки изделий больших размеров, например, кузова авто.
Технология холодного цинкования
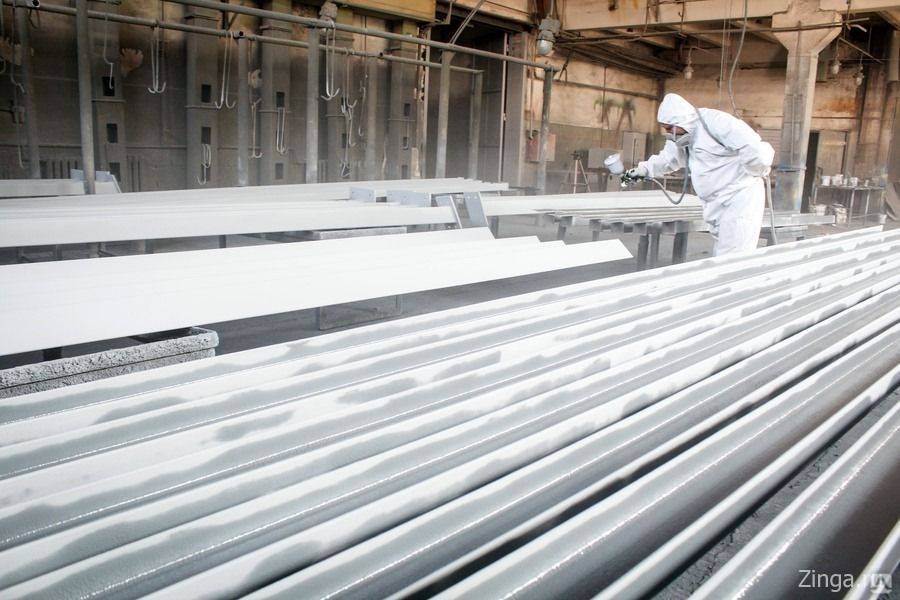
Оцинковать элементы автомобилей данным способом довольно просто. Обработка поверхности осуществляется при помощи специальной краски, содержащий цинк. Поверхность металла окрашивается краской с цинком обычным методом покраски: кистью, валиком или краскопультом.
Использование порошковой краски, содержащий цинк, и распылителя упрощает цинкование автомобиля. Краскопульт позволяет обработать полностью всю поверхность кузова, в том числе и труднодоступные места. Такой метод чаще всего используется для нанесения защитного покрытия на изделия, которые сложно обработать горячим способом. Кузов авто – именно такой случай. Этот метод также применяется для обработки уже ранее оцинкованного металла.
Технология гальванического цинкования
Гальваническое нанесение цинка подразумевает под собой обработку металла с помощью электрохимического воздействия. Обработка таким методом позволяет добиться на поверхности изделия гладкого и тонкого защитного слоя. Чтобы цинк закрепился на поверхности, например, кузова авто, изделия помещают в специальную емкость, в которой расположена цинковая пластина. После этого в емкость подводится электричество, в результате чего цинк с поверхности пластины переходит на корпус машины, образуя защитный слой.
К недостаткам этого метода относится его дороговизна в сравнении с другими методами нанесения защитного слоя. Кроме этого, такая обработка является грязной и на очистку сточной воды также требуются большие затраты.
Метод газо-термического цинкования
Этот способ нанесения защитного стоя отлично подходит для кузова больших автомобилей, которые невозможно обработать с помощью обычных способов.
Цинк наносится на поверхность кузова авто с помощью сильного газового потока. Применение этого метода требует последующее нанесение краски, поскольку цинк ложится на поверхность неравномерно, не заполняет всю поверхность автомобиля. Но, несмотря на это, такой способ создания защиты обеспечивает надежное покрытие. Оно защищает авто как от воздушного воздействия, так и обеспечивает надежную защиту от коррозии во влажных условиях.
Метод термодиффузионного цинкования
Оцинковка кузова авто данным методом сопряжена с использование высоких температур. При температуре примерно в 2,6 тысячи градусов цинк расщепляется на атомы, которые оседают на деталях машины. Преимущество метода в том, что с помощью него можно добиться толстого защитного слоя.
Процесс нанесения защитного материала на кузов машины осуществляется в специальной закрытой камере. На изделие наносится порошковый цинк, после чего происходит нагрев всей камеры. Это можно осуществить только в промышленных условиях, поэтому выполнить нанесение цинка своими руками дома у вас не получится.










Применение такого метода безопасно для окружающей среды и позволяет провести оцинкование отличного качества. Цинк ложится на поверхность машины толстым слоем, что надежно защитит металлические изделия от коррозии. Недостаток у способа только один – его высокая цена.
Холодное цинкование
| Менеджер отдела продаж Мезенцев Юрий Владимирович |
Холодное цинкование
представляет собой способ, при котором на поверхность изделия, прошедшего предварительную подготовку, наносится цинкосодержащий состав. Цинковые покрытия обеспечивают наиболее длительную (до четверти столетия) защиту металлов от коррозии. В то же время при использовании традиционных методов электрохимического осаждения или горячего цинкования нанесение покрытия на крупные детали затруднено, поэтому в практическом применении они не используются. Именно в таких случаях показано использование холодного цинкования, являющегося более дешевым, доступным, а зачастую и единственно возможным способом защиты металлоизделий. При этом получается покрытие, обладающее такими же защитными антикоррозионными свойствами, как и при горячем цинковании.
Принцип действия холодного цинкования и особенности процесса
Цинковое покрытие защищает металлы от коррозии двумя способами: механически препятствуя проникновению влаги (барьерный способ) и электрохимически (протекторный тип защиты). Во втором случае при наличии влаги цинк выполняет функцию анода, расходуя воду для своих превращений в другие соединения. Эти соединения цинка, оседая на поверхности, закрывают мелкие дефекты (микротрещины, неглубокие царапины), останавливая дальнейшее развития коррозионных очагов.
Первоначально пористые покрытия, полученные методом холодного цинкования, допускают доступ влаги к железу, создавая возможность возникновения электрохимической пары «цинк-железо», за счет чего возникает протекторная защита. В процессе длительной эксплуатации детали или другого изделия, защищенного методом холодного цинкования, структура покрытия уплотняется благодаря собственному весу, физическим и химическим процессам, и становится возможным осуществление барьерной защиты. Со временем барьерная функция становится основной, однако при возникновении доступа воды к поверхности стали снова вступает в силу протекторный способ предохранения от коррозии.
Международной системой стандартизации предусмотрен стандарт ISO 3549 (DIN 55969), оговаривающий количественное содержание цинка (Zn) в составах для холодного цинкования. Согласно этого регламента, для того чтобы могла осуществляться свободная передача электронов от цинка к стали и между частицами цинка внутри покрытия, при размерах частиц Zn в пределах 12 – 15 мкм, количество чистого цинка должно быть более 94%, а при 3-5 мкм – более 88%. Краски, содержащие цинк, не подходят по этим параметрам и лишь в местах случайно возникающих электрических цепочек обеспечивают локальную защиту.
Холодное цинкование оправдывает себя как в качестве самостоятельного защитного покрытия, так и в качестве предварительного грунтования, и для защиты между операциями обработки деталей, и для ремонта оцинкованной стали.
Преимущества холодного цинкования перед горячим
В холодном цинковании отсутствуют ограничения, связанные с размерами поверхностей, подвергаемых обработке.
Части, покрытые слоем цинка с помощью холодного цинкования, можно сваривать между собой, причем есть возможность подвергать оцинковке сварные швы на месте.
Предварительная подготовка к процедуре холодного цинкования требует минимума материальных затрат.
Покрытия, получаемые с помощью этого метода, легко ремонтируются.
Процедуры по оцинковке поверхностей можно проводить при температурах от -20 °С до +40 °С.
Для проведения обработки деталей методом холодного цинкования нет необходимости их демонтировать.
Лакокрасочные покрытия образуют прочное сцепление с цинковым слоем.
Когда применяется холодное цинкование?
Холодное цинкование получило широкое применение при обработке автомобильных и судовых деталей, арматуры и труб, мостовых конструкций, цистерн и резервуаров, нефтепроводов и других металлоконструкций.
Широкая сфера применения обусловлена следующими преимуществами технологии:
- Цинковые составы характеризуются высоким уровнем адгезии;
- Для подготовки поверхности не требуются большие финансовые вложения;
- Можно обрабатывать конструкции и детали разной формы и размеров;
- Нанесение защитного покрытия допускается в бытовых условиях;
- После обработки конструкции хорошо поддаются свариванию;
- Детали допускается обрабатывать в следующих температурных условиях: от -20 до +40°C;
- Отсутствие необходимости в демонтаже, транспортировке и повторном монтаже конструкций.
Цинкование в домашних условиях – доступный способ защиты металлов
Детали из высокопрочных сталей после хромирования подвергаются термообработке для обезводороживания. По окончании нагрева детали охлаждают на воздухе до 40 — 50 С и остатки вязкого цилиндрового масла удаляются промывкой веретенным маслом. Такая обработка совместно с поверхностным упрочнением деталей перед хромированием устраняет отрицательное влияние хромирования на механические свойства высокопрочных сталей.









На рисунке 1 представлены кривые зависимости сопротивления катализатора от степени обезводороживания платиновой и палладие-вой черней и тех же катализаторов из облученных окислов.
Как видно, сопротивление насыщения облученной Pd-черни ниже, чем обычной. Тот же факт отмечается и для палладиевой черни из облученного образца.
На рисунке 2, б представлены кондуктометрические и потенцио-метрические кривые Pd-черни при обезводороживании ее кислородом.
Особенно значительное изменение длины пружин происходит при нагревании их в свободном состоянии во время обезводороживания, проводимого после защитного покрытия, например кадмирования. В этом случае окончательная стабилизация выполняет роль операции контроля и испытания готовых пружин на прочность и наличие водородной хрупкости.
Страницы: 1 2 3 4
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними
Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.
Достоинства и недостатки метода
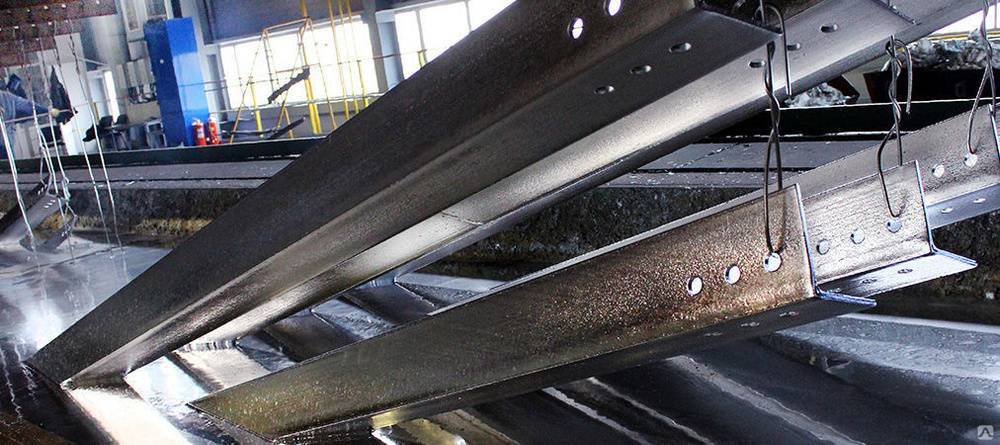
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Основные преимущества процесса
Способ холодной оцинковки, зародившийся в середине XX века, имеет следующие достоинства:
 Технология цинкования
Технология цинкования
- простота исполнения, быстрое освоение технологических этапов;
- легкость организации процесса: не требуются специальные аппараты, сложные и дорогие инструменты;
- при газодинамическом цинковании и шоопировании создание защиты можно проводить прямо в эксплуатационных условиях;
- подходит для деталей и готовых изделий любых размеров (в данном случае больше подходит гальваническое, горячее, термодиффузионное цинкование);
- допустимо местное нанесение для устранения дефектов, повреждений, царапин;
- нанесение цинкового состава возможно при температурах от -20 до +40 ºC;
- у детали с холодной оцинковкой долгий срок службы — десятки лет.
А также имеются отличные эксплуатационные результаты (конечно, уступающие показателям диффузионной металлизации):
- износостойкость;
- способность защитной пленки цинка к самовосстановлению;
- хорошее сцепление с основным металлом;
- термическая устойчивость;
- высокая атмосферостойкость;
- стойкость к сырой нефти и светлым нефтепродуктам, смазочным материалам, растворителям.
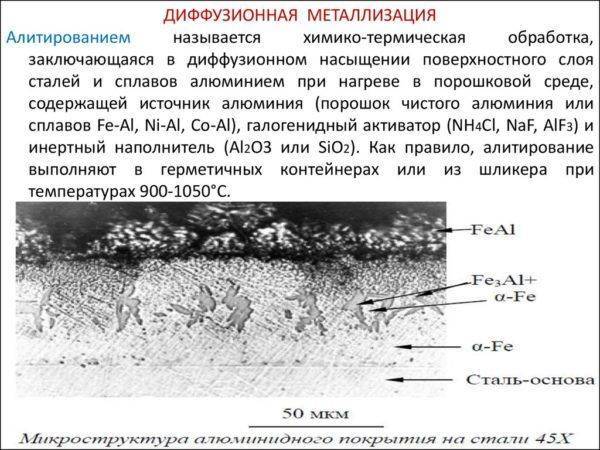 Диффузионная металлизация стали
Диффузионная металлизация стали
Технологический процесс цинкования металла
Технология цинкования металла применима либо на полностью выровненных металлических поверхностях, либо на поверхностях, где имеется небольшой изгиб. Недопустимым условием данной технологии является наличие механических повреждений поверхности. Технологические требования относительно проведения процесса достаточно просты. Толщина слоя защитного покрытия может быть разной, ее определителем служит время всей рабочей операции и температура, при которой совершается процесс. При этом, показатель толщины не превышает 1,5 мм.









Процесс цинкования металла направлен на защиту от нежелательного влияния окисления. Для многих материалов, к примеру, алюминия, цинка и прочих, свойственно подвергаться окислению, просто находясь в воздушной среде. Тогда на их внешней поверхности возникает довольно плотная пленка, в основе которой – соединения металла, подвергшегося окислению. Данная плотная оболочка является надежной защитой от дальнейшего проникновения окисления внутрь материала. Железу эти свойства не характерны, потому окисление со временем может полностью уничтожить структуру материала. Чтобы уберечь железо и проводится цинкование.
Методы цинкования металла могут быть разными. В принципе, действие цинкования аналогично с защитой, образующейся от процесса лужения. Лужение проводится под действием другого материала – олова. Отличие этих двух процессов заметно лишь в случае, когда повреждается внешняя пленка, оберегающая железо. Лужение при механических или иных видах повреждений менее эффективно, так как оба материала являются не вполне надежной гальванической парой.
Области применения
Аммерхайм Цинк обеспечивает долговременную протекторную защиту от коррозии в водных средах, почве, атмосфере и применяется для защиты арматуры, металлоконструкций, трубопроводов, мостовых опор и перекрытий, заборов, дорожных ограждений, опор ЛЭП, емкостей для воды, портовых и гидросооружений, морского, речного и наземного транспорта.
Аммерхайм Цинк применяется в таких областях, как промышленное и гражданское строительство, транспортное строительство, нефтегазовый комплекс, энергетика, объекты железных дорог, портовые и гидросооружения, автотранспорт. Средство предназначено для антикоррозионной защиты наружных и внутренних поверхностей промышленного оборудования и металлических конструкций.
| Портовые краны и конструкции |
| Нефтерезервуары, нефтепроводы, нефтехранилища |
| Гидросооружения, объекты энергетики |
| Промышленное и гражданское строительство |
| Мостовые опоры и перекрытия |
| Металлоконструкции, швеллеры, балки, арматура |
| Объекты и элементы железных и автомобтльных дорог |
| Заборы, дорожные ограждения |
| Трубопроводы, емкости (в том числе для воды) |
| Речной, морской и наземный транспорт |
| Вышки сотовой связи, опоры ЛЭП |





