Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Популярные производители
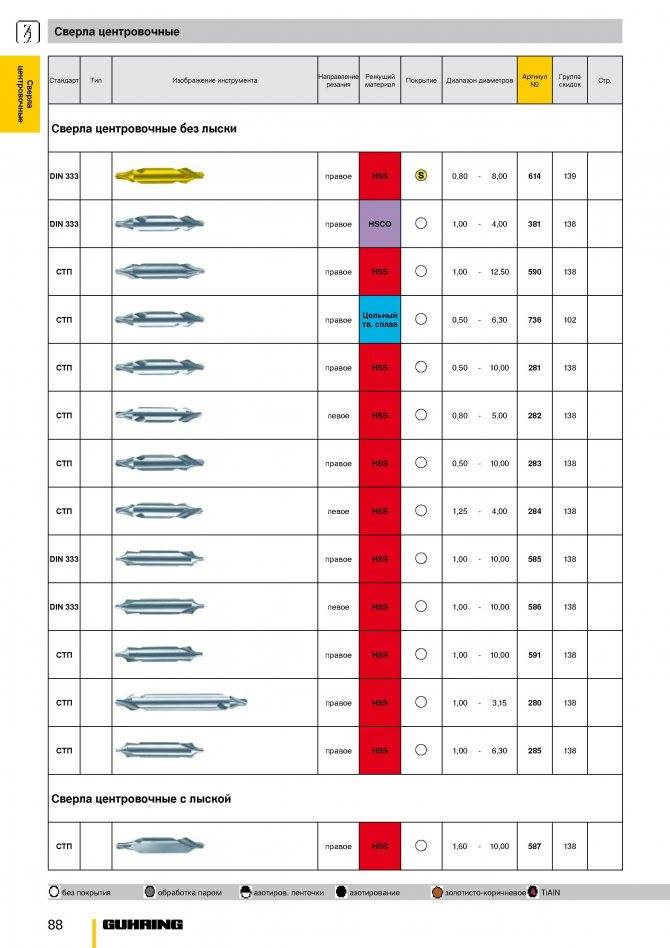
В настоящее время торговые сети предлагают покупателям центровочный сверлильный инструмент отечественных и зарубежных производителей. Стоимость этих изделий зависит от бренда, выпустившего продукцию. Сверла отечественного производства имеют высокое качество при более низких ценах по сравнению с продукцией иностранного происхождения.
Серди отечественных производителей наибольшей популярностью у потребителей пользуется продукция ООО «Секира». Компания расположена в Сестрорецком районе Ленинградской области.
Что касается продукции, поступающей на наш рынок из-за рубежа, особым вниманием пользуется товар марки Dormer UK. Выпускаются центровочные сверла в Великобритании и соответствуют зарубежным техническим стандартам
Стальной сплав для этого сверлильного инструмента содержит легирующий компонент кобальта, поэтому сверла Dormer обладают высокой прочностью и прекрасными режущими характеристиками. Инструмент устойчив к нагреванию и обладает повышенной износостойкостью.
Хорошие отзывы по качеству центровочного инструмента имеют американская марка DeWALT и германский бренд Robert Bosch. Из азиатских производителей доверия заслуживает инструмент южнокорейского бренда YG-1
Что касается китайского качества, то к выбору центровочного сверла от этих производителей следует подходить очень осторожно, так как продукция, внешне привлекательная на вид, может оказаться низкого качества
Параметры и производство
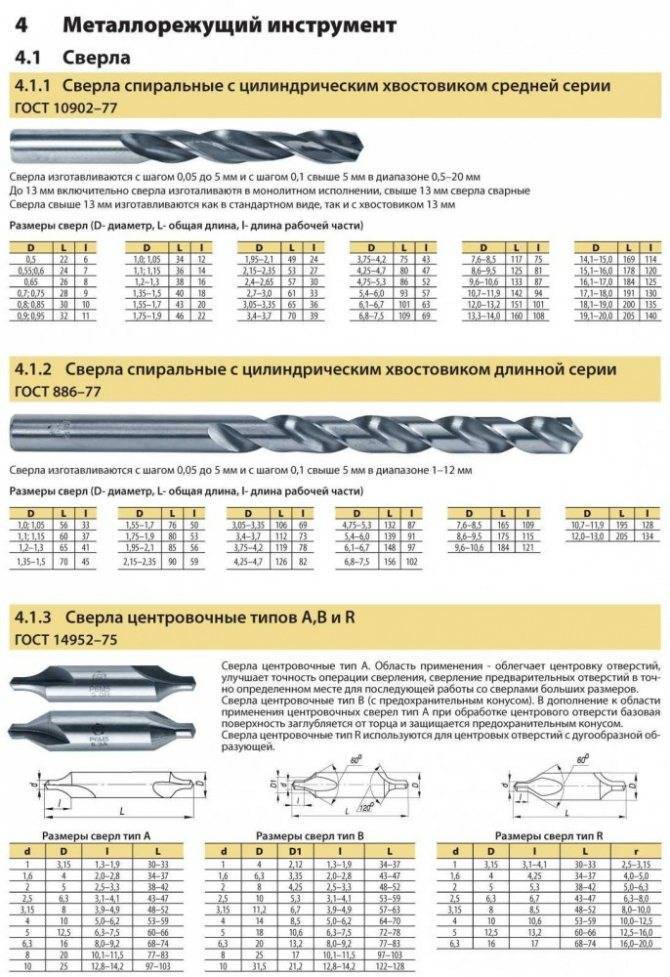
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
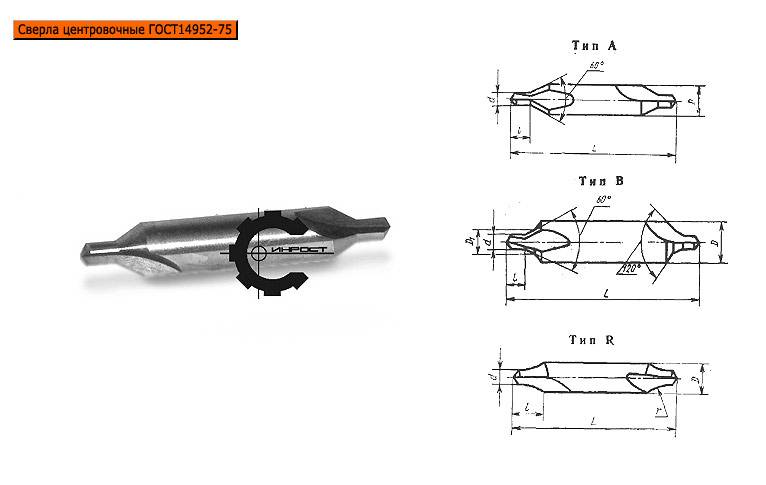
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
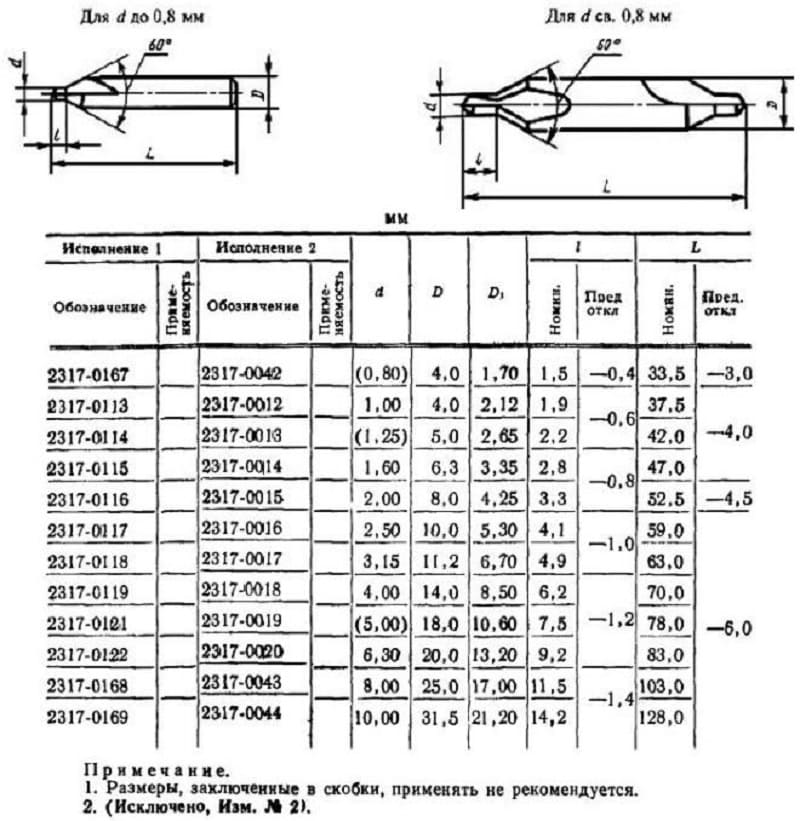
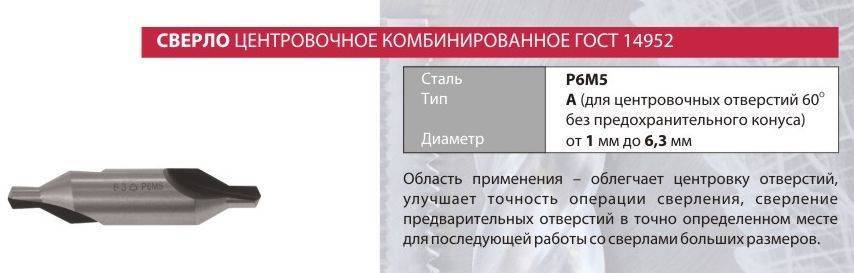
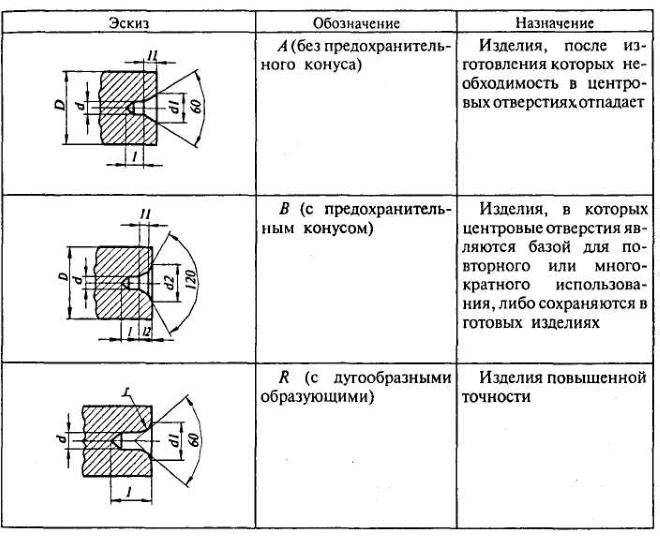
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
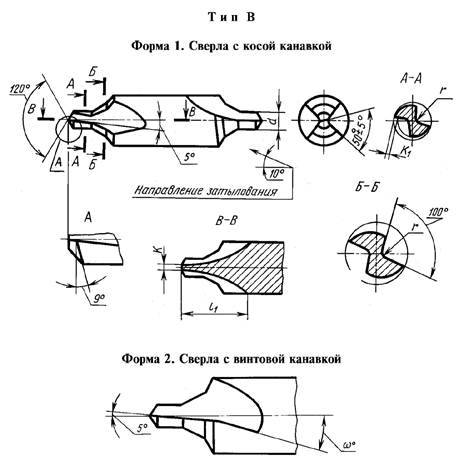
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
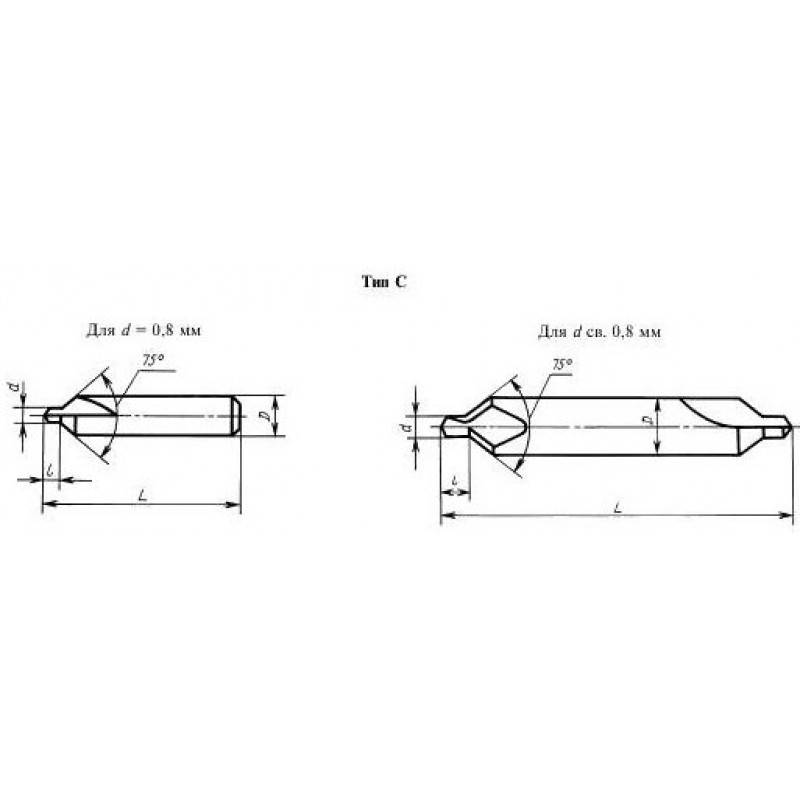
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
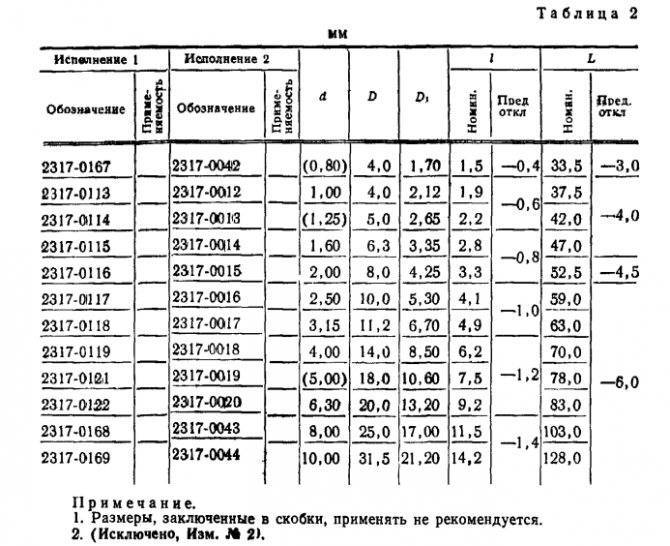
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
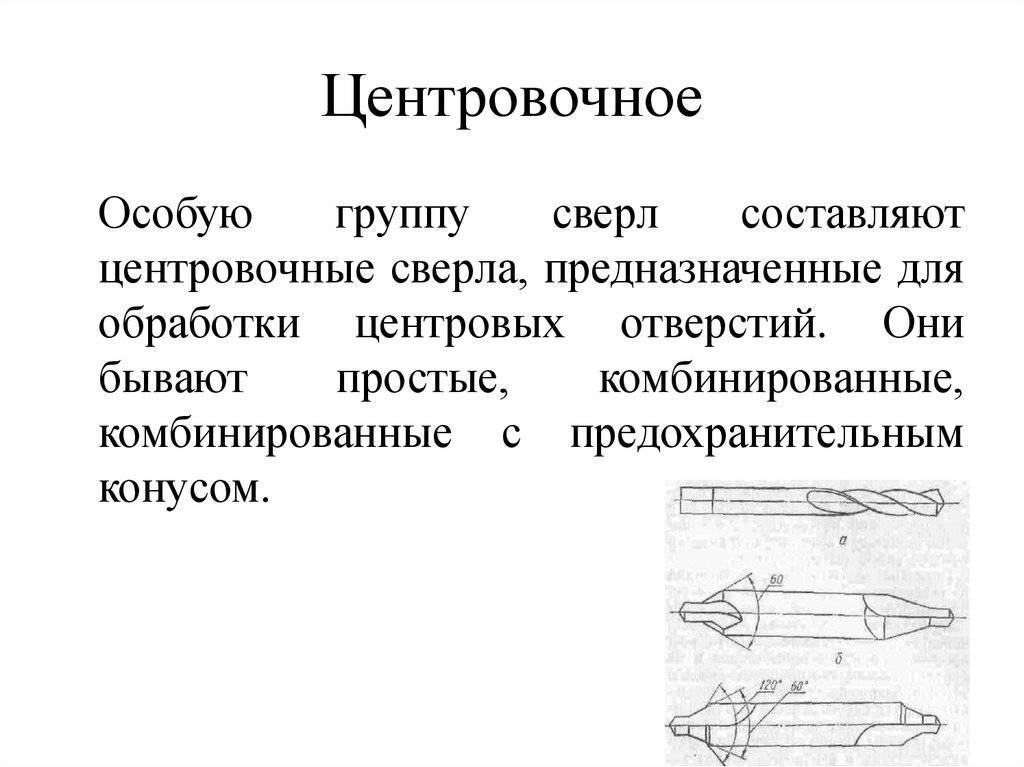
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.



При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
fastb.ru
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
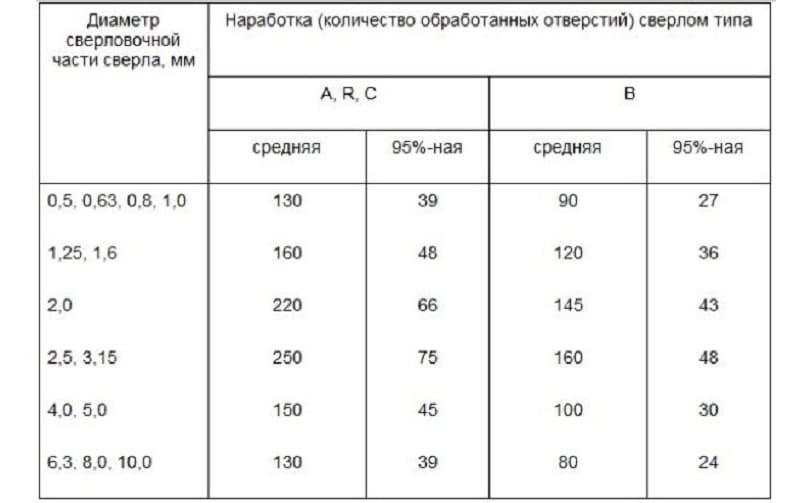
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Преимущества
Плюсы использования центровочных приспособлений неоспоримы. Они таковы:
- при смене пластинки сверло имеет небольшое отклонение осей (до 0,005 сантиметра) и радиальное биение (до 0,002 сантиметра);
- минимизация продолжительности настройки оснащения;
- исключение необходимости перетачивания инструментов;
- способствование увеличению срока эксплуатации.
Если вас до сих пор мучают сомнения, какое сверло приобрести, загляните в государственный стандарт. Там вы точно найдете информацию, которая поможет правильно выбрать изделие, оптимально подходящее для выполнения поставленных вами задач.
Цена изделия зависима от его размера и вида. Стоимость таких инструментов значительно варьируется. Например A-сверло стоит примерно двадцать восемь рублей. Если же говорить о приспособлениях, часто применяющихся в домашних условиях, то цена находится в диапазоне от двадцати трех до четырехсот восьмидесяти шести рублей.
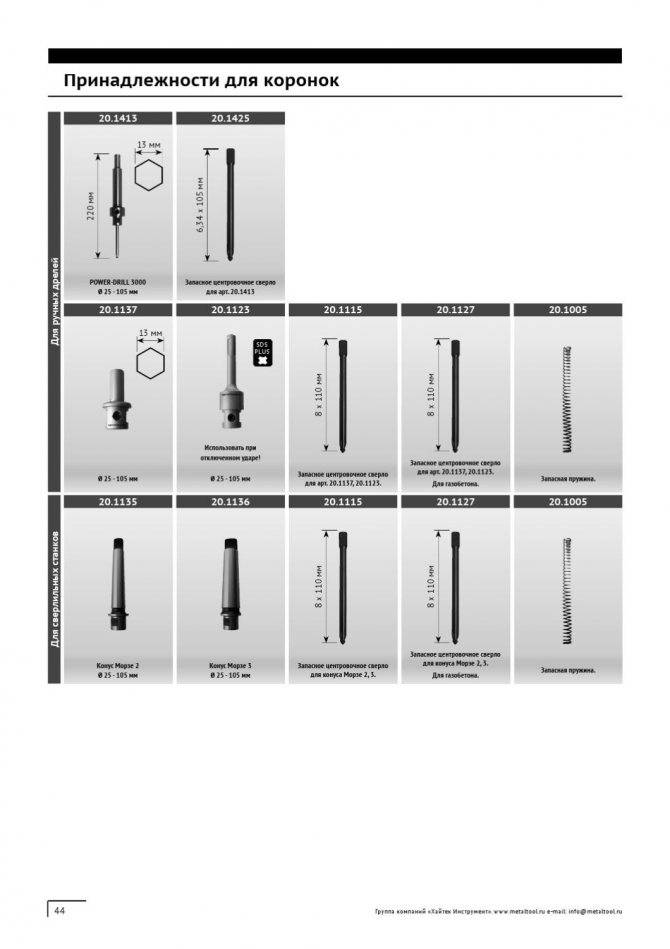
Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.
- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.

Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Как правильно подобрать сверло
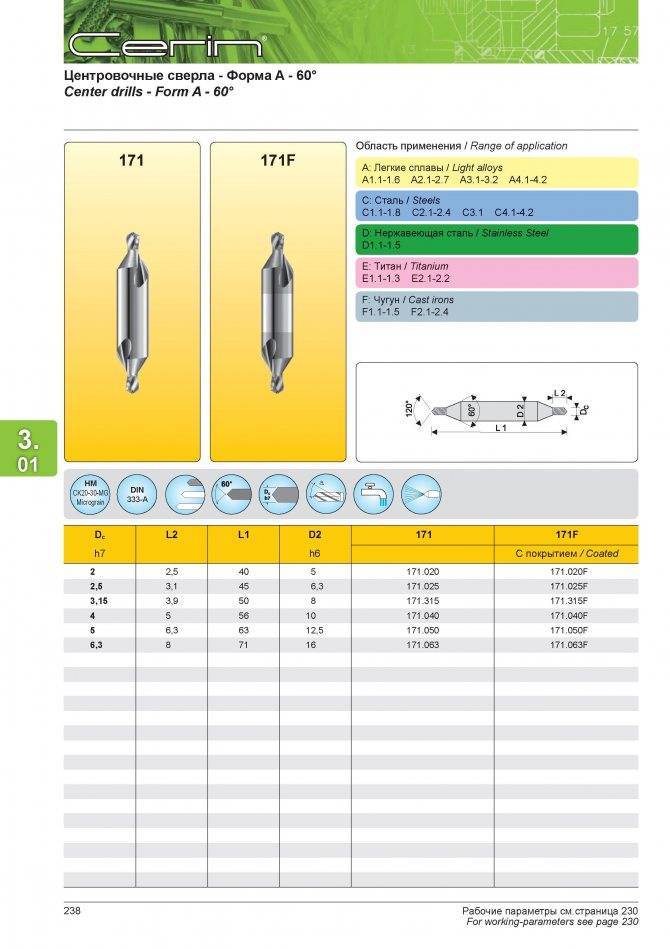
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:
| Рабочий диаметр, см | 0,05 | 0,08 | 0,16 | 0,25 | 0,4 | 0,63 | 0,8 | 1 |
| Диаметр посадки, см | 0,315 | 0,5 | 0,8 | 1 | 1,6 | 2 | 2,5 | 3,15 |
| Длина, см | 2,1 | 3,35 | 4,2 | 5,9 | 7,4 | 8,3 | 10,3 | 12,8 |
| Длина рабочей области, см | 0,1 | 0,19 | 0,28 | 0,33 | 0,49 | 0,62 | 0,75 | 1,15 |
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл
При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.


Черт.4. ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ. Формы F, H
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
| Форма | Форма |
Черт.4
________________ * Размеры для справок.
Таблица 4
мм
| для форм | (пред. откл. по Н14) | , не более | (пред. откл. по Н15) | , не более | (пред. откл. по Н15) | |||||
| 8 | — | М3 | 3,2 | 5 | — | 2,8 | 1,56 | — | — | 60° |
| 10 | 16 | М4 | 4,3 | 6,5 | 8,2 | 3,5 | 1,90 | 4,0 | 2,4 | |
| 12,5 | 20 | М5 | 5,3 | 8,0 | 11,4 | 4,5 | 2,30 | 5,5 | 3,3 | |
| 16 | 25 | М6 | 6,4 | 10,0 | 13,3 | 5,5 | 3,00 | 6,5 | 4,0 | |
| 20 | 32 | М8 | 8,4 | 12,5 | 16,0 | 7,0 | 3,50 | 8,0 | 4,5 | |
| 25 | 40 | М10 | 11,0 | 15,6 | 19,8 | 9,0 | 4,00 | 10,2 | 5,2 | |
| 32 | 50 | М12 | 13,0 | 18,0 | 22,0 | 10,0 | 4,30 | 11,2 | 5,5 | |
| 40 | 63 | М16 | 17,0 | 22,8 | 28,7 | 11,0 | 5,00 | 12,5 | 6,5 | |
| 63 | 80 | М20 | 21,0 | 28,0 | 33,0 | 12,5 | 6,00 | 14,0 | 7,5 | |
| 100 | М24 | 25,0 | 36,0 | 43,0 | 14,0 | 9,50 | 16,0 | 11,5 | ||
| 160 | М30 | 31,0 | 44,8 | 51,8 | 18,0 | 12,00 | 20,0 | 14,0 | ||
| 250 | М36 | 37,5 | 53,0 | 60,0 | 20,0 | 13,50 | 22,0 | 15,5 | ||
| 400 | М42 | 43,5 | 59,7 | 70,5 | 22,0 | 14,00 | 25,0 | 17,0 | ||
| 630 | М48 | 49,5 | 74,0 | 88,0 | 24,0 | 16,00 | 28,0 | 20,0 | 75° | |
| 900 | М56 | 58,0 | 85,6 | 99,5 | 27,0 | 18,00 | 31,0 | 22,0 | ||
| Св. 1200 | М64 | 66,0 | 95,0 | 112,5 | 29,0 | 19,00 | 34,0 | 24,0 | ||
| М72х6 | 74,0 | 104,7 | 122,0 | 31,0 | 20,00 | 36,0 | 25,0 | |||
| М80х6 | 82,0 | 115,7 | 133,0 | 34,0 | 22,00 | 39,0 | 27,0 | |||
| М100х6 | 102,0 | 140,0 | 160,0 | 36,0 | 24,00 | 42,0 | 30,0 |
Примечания:
1. Размеры рекомендуемые.
2. Формы и не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы с диаметром резьбы =M3:
Отв. цен
тр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. N 1, 2).
3. Точность изготовления размера и углов 60°, 75° и 120°, а также радиуса в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5.
5. Резьба — по ГОСТ 24705-2004.
Поле допуска резьбы — 7Н
по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — 2,5 мкм;
поверхностей резьбы и предохранительных фасок — 80 мкм.
(Измененная редакция, Изм. N 1).
7. Сведения о применении центровых отверстий даны в справочном приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в рекомендуемом приложении 2.
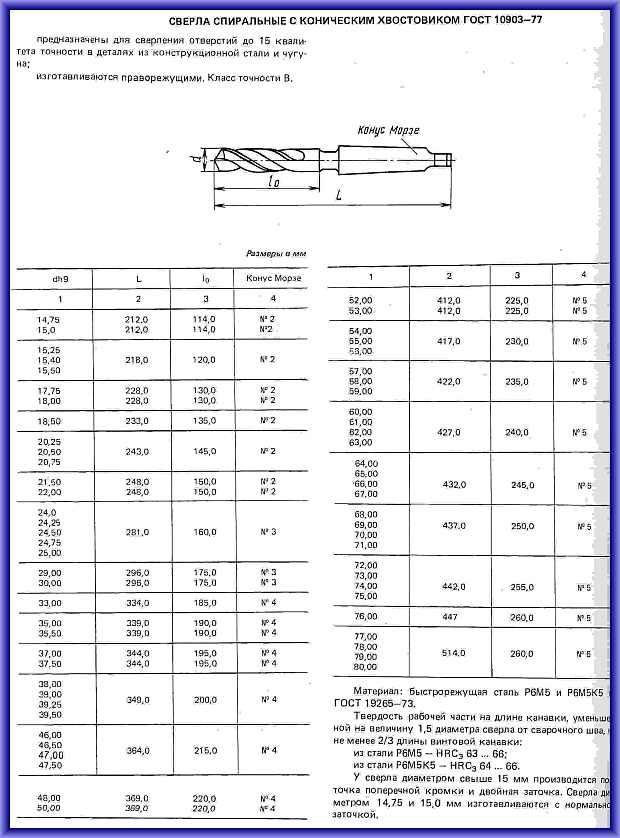
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:


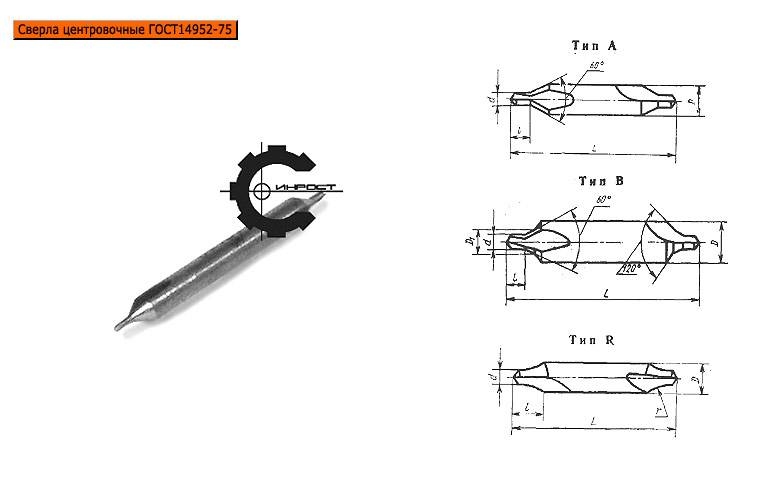

- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

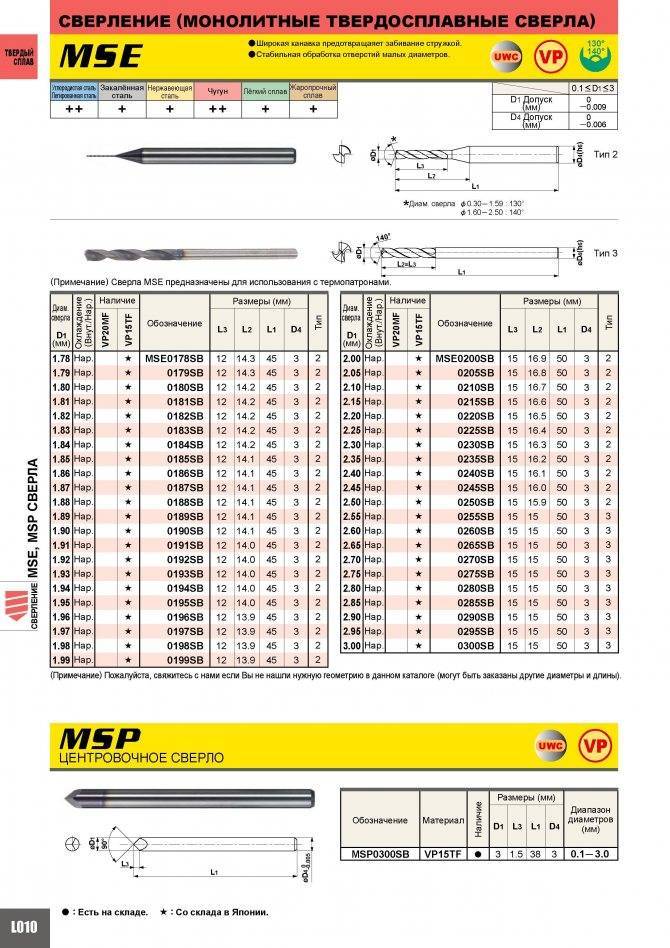
Центровочное сверло из быстрорежущей стали
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.