Как выполнить закалку?
Когда есть горн, то закалку можно выполнить довольно просто:
Сначала разводят огонь. Для розжига используют древесину небольшого формата (щепки, мелкие ветки, стружку от деревообработки и бумагу).
Готовят емкости, в которых будут производить закалку. Минеральное масло (отработка от двигателей внутреннего сгорания) является лучшим охлаждением для деталей. Ёмкость должна позволять загрузить деталь полностью. Синтетические и полусинтетические масла использовать можно, но следует иметь в виду, что некоторые могут закипать. Скорость охлаждения будет снижаться
Поэтому использование подобного масла применяют с осторожностью.
Емкость для воды нужна, чтобы промывать детали после закалки.
Потребуется уголь. Используют бурые и черные угли
На практике часто применяют древесный уголь, полученный после обработки березы.
Чтобы брать заготовку и перемещать ее внутри кузни, понадобятся клещи. У опытных кузнецов имеются несколько типов клещей.
После получения стабильного огня на колосниках можно подсыпать уголь. Сначала он разгорается медленно. При включении подачи воздуха начинается интенсивный разогрев. Угольки меняют окраску на белый цвет.
Пора закладывать деталь, которую хотят закалить. Ее кладут в огонь. Наблюдают за разогревом.
Нужен магнит. Он покажет, наступил нужный нагрев или нет. Аустенит не магнитится.
При возникновении свечения темно-вишневого цвета можно рассчитывать на нагрев до близких значений температуры.
Вынимают заготовку и пробуют, намагничивается она или нет. Если нет, то температура достигнута.
Нужен прогрев не менее 15…20 минут. Теплопроводность разогретого металла низкая, поэтому внутри массивных предметов может возникнуть не полный прогрев. В этом случае при закалке наблюдают изгибы.
Вынув деталь из огня, ее опускают в масло в несколько этапов. Опускают и поднимают ритмичными движениями. Так добиваются высокой скорости охлаждения. Поднимая и опуская, перемешивают охлаждающую жидкость в процессе закалки. Может возникнуть пламя. Оно быстро погаснет.
Остается промыть деталь.
Проверить произошло закаливание или нет можно напильником. Если напильник «не берет», значит, произошло закаливание.
Испытывают качество закаливания на стекле. Если удается оставить след на стекле закаленной деталью, то получена твердость HRC более 55 единиц.
Видео: как закалить металл своими руками?
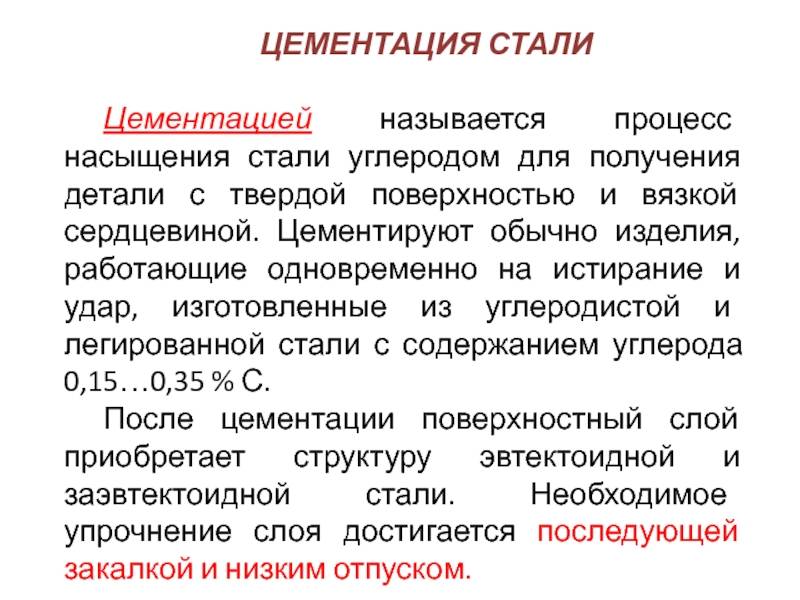
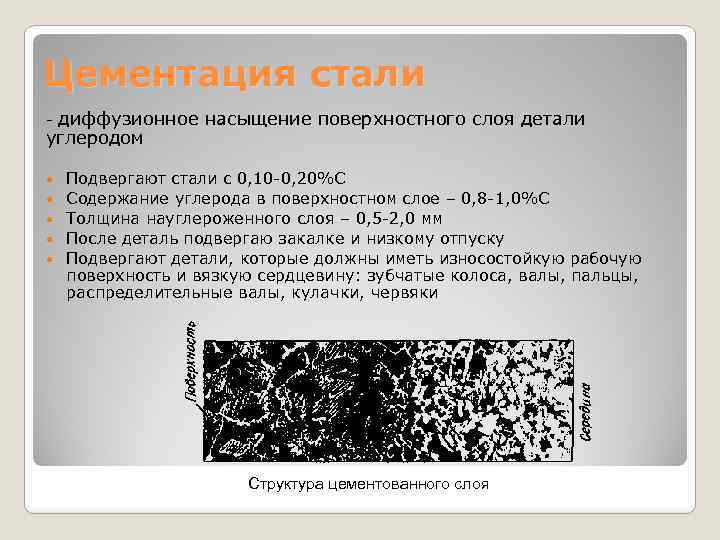
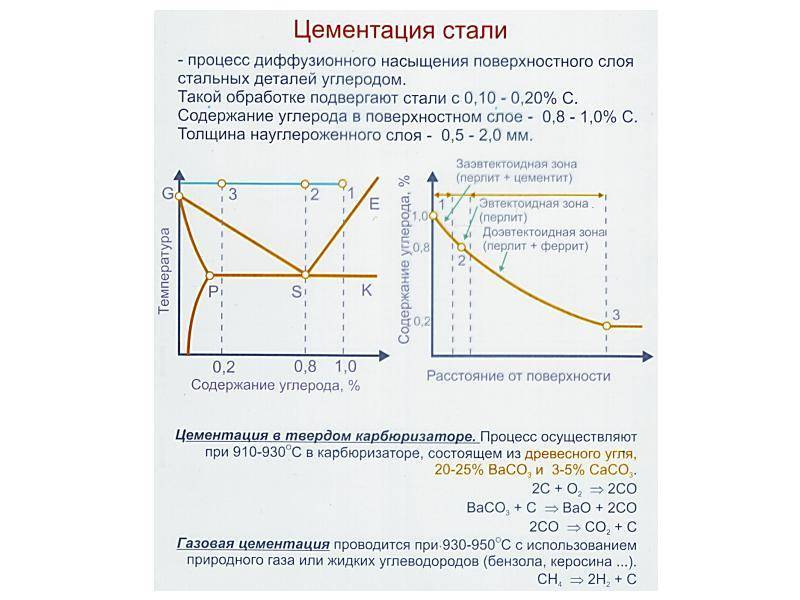
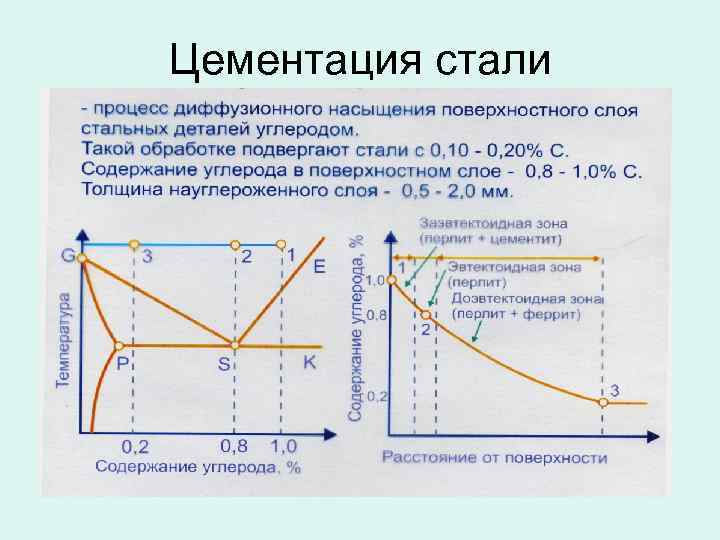
Особенности цементирования стали
Следует отметить, что технологический процесс цементации стали — это одна из важнейших операций современной металлургии. Цементация, как способ термообработки, имеет ряд своих определенных особенностей:
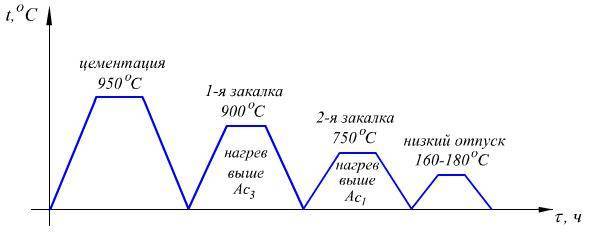
- При организации процесса цементации необходимо придерживаться временных и температурных интервалов. Оптимальная плотность атомарного углерода достигается в условиях температурного режима от 850 до 950 °C.
- Особенностью диффузного насыщения является относительно небольшая скорость процесса, поглощение поверхностью металлов атома углерода происходит в режиме 0,1 мм/час (показатель изменяется в зависимости от температуры и среды термообработки). Поскольку минимальная толщина слоя поверхности 0,8 мм, полезные качества деталь приобретает после 8 часов цементации.
- Состав легированных (инструментальных) и низкоуглеродистых сталей имеет ограниченную долю углерода 0,2−0,25%. Способность поглощать дополнительные атомы газа позволяет эффективно использовать метод цементации при термообработке этих видов стали. Приемлема обработка машиностроительных, строительных и арматурных видов стали марок 20х, 40х. Углеродистые стали методом цементации не обрабатываются.
- Закалка методом цементации осуществляется в присутствии твердого и газового карбюризатора (вещества, способного отдавать атомы углерода). Также насыщение поверхности происходит в кипящей среде, пасте, растворах, содержащих электролит.
Технология, оборудование, методы контроля и регулирования атмосферы
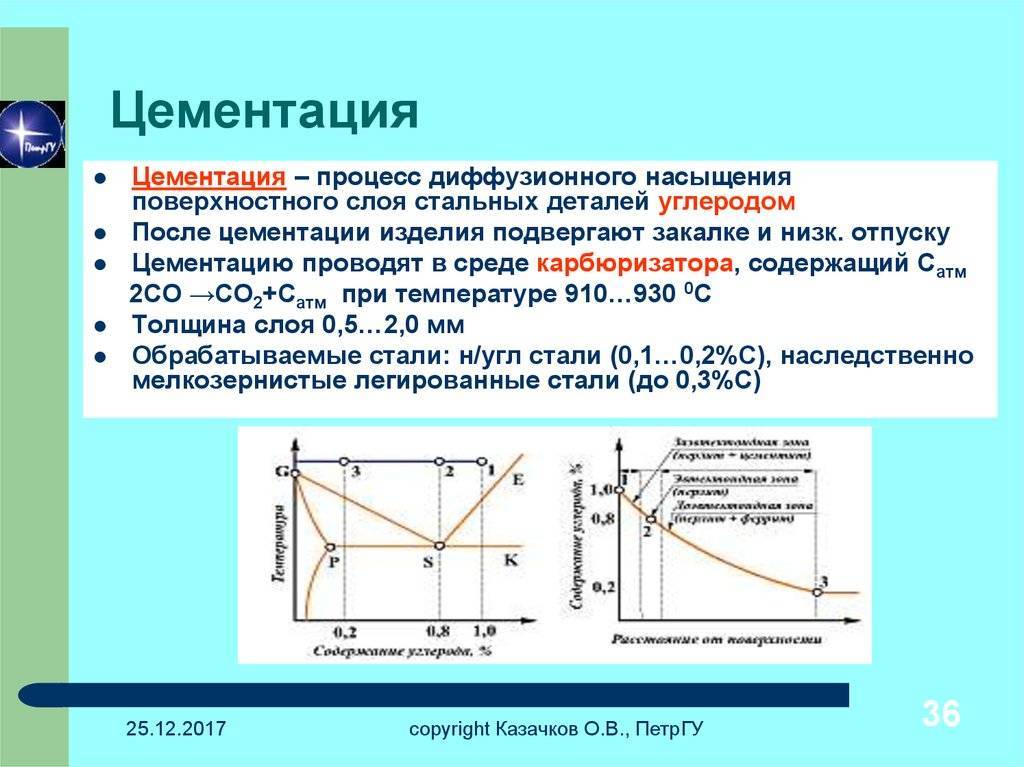
Общая информация. Цементация сталей и сплавов является самым распространённым видом химико-термической обработки в машиностроении.
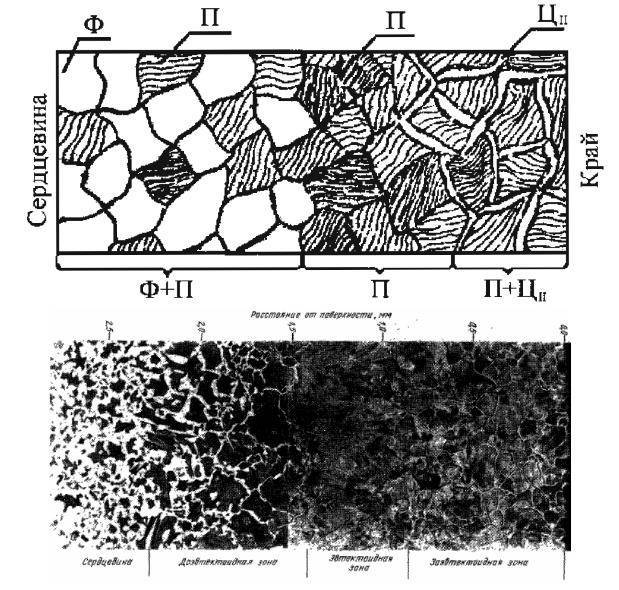
Цементацией называют адсорбцию атомов углерода поверхностью материала и их дальнейшее диффузионное продвижение в глубину металла с целью обогащения наружной поверхности углеродом
при неизменном составе основного металла. Требуемая твёрдость поверхностного слоя заготовки получается образованием карбидов при резком охлаждении.
Последующая закалка также улучшает микроструктуру, которая образуется при длительной выдержке заготовок при высокой температуре на стадии насыщения. Цементацию проводят,
когда необходимо предать наружным слоям изделий повышенную твёрдость, износостойкость и прочность, при относительно пластичной сердцевине. Завершающей операцией термообработки упрочнённых заготовок,
является низкий отпуск при 180–220 ºС, переводящий мартенсит закалки науглероженного слоя в отпущенный мартенсит, с более низкими напряжениями.
Основные особенности и преимущества процесса цементации сталей
- Высокая твердость и износостойкость цементируемых поверхностей.
- Повышение предела контактной устойчивости.
- Является наиболее распространенным методом упрочнения.
- Увеличение показателей предела выносливости при изгибе и кручении.
Наилучших результатов можно достичь, если цементировать легированные стали с небольшим содержанием углерода. Таким образом, закалённая деталь остаётся пластичной и может одновременно работать
на контактный износ, сопротивляться ударным нагрузкам и иметь достаточную вязкость и прочность на изгиб, чего невозможно достичь при объёмной закалке высоко углеродистых сталей
из-за недостаточной ударной вязкости.
Например: : зубья шестерён, кулачки работают одновременно на контактный износ и на изгиб. Максимальную твёрдость наружной поверхности и соответственно высокую износостойкость
детали приобретают, когда концентрация углерода на поверхности достигает диапазона 0,8-1,2% углерода. Этого значения и пытаются добиться на самой кромке.
Конструктивно толщина упрочнённого слоя задаётся от толщины заготовки и её ресурса, и назначения.
Нельзя допускать сквозную цементацию заготовки. Мягкая сердцевина должна остаться что бы воспринимать напряжения
при изгибе или кручении. Для прогнозирования необходимых толщин цементированных слоев на готовых деталях необходимо
учитывать припуск под механическую обработку, если деталь будет работать в сопряжении с другими деталями.
Окончательно твёрдый слой изделие получает после закалки, по типу термообработки высокоуглеродистых сталей. Бывают ситуации, когда твёрдая поверхность нужна не на всех поверхностях.
В таком случае после науглероживания проводят медленное охлаждение с последующей механической обработкой поверхностей, где твёрдая поверхность быть не должна. После снятия высокоуглеродистого слоя
проводят повторный нагрев под закалку, с последующим низким отпуском.
Классификация среды в которой проходит цементация стали
Обогащение стали углеродом и изменение атомной решетки металла может проводиться в разной среде:
- твердой;
- газообразной;
- жидкой;
- электролитическом растворе.
Также возможно проведение цементирования с помощью паст.
Каждый из способов обработки требует отдельного рассмотрения, так как обладает своими особенностями.
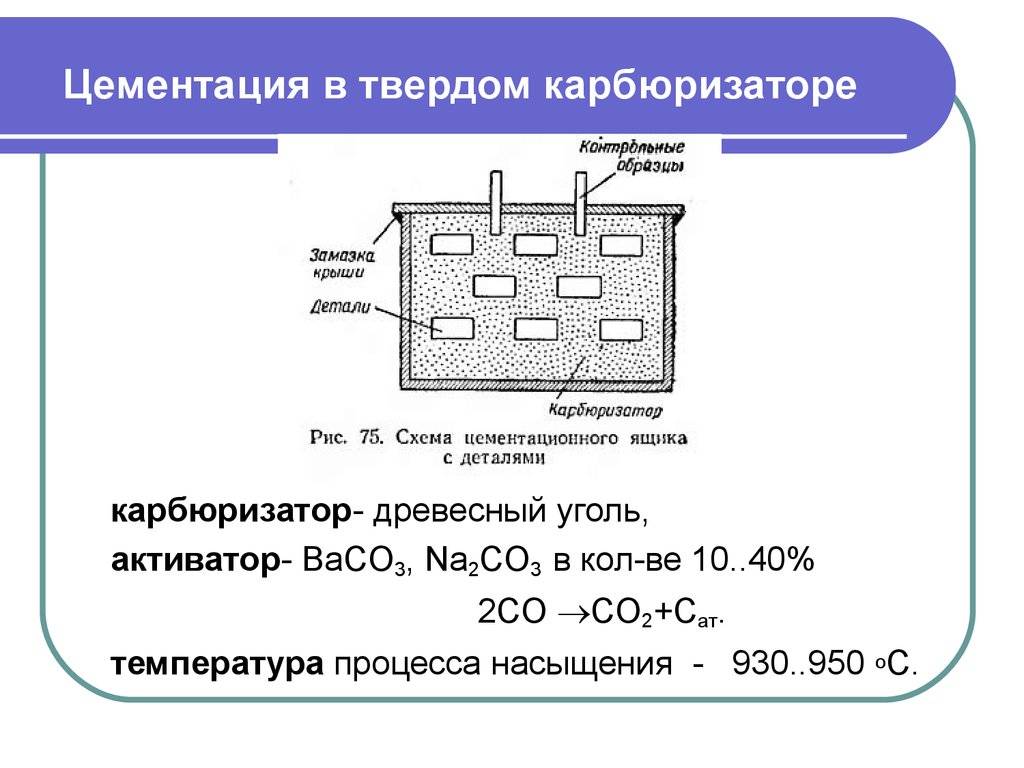
Цементация с использованием твердой среды
Чтобы обработка прошла успешно, необходимо использовать твёрдый карбюризатор. На производстве для этого используют смесь древесного угля, полученную из дуба и берёзы. Дополнительно, к углю добавляется соль угольной кислоты, которая насыщена кальцием или другими щелочными металлами. Чтобы углерод выходил быстрее и насыщал сталь, заранее подготовленную смесь дробят до мелкой фракции. Она просеивается сквозь несколько сит, чтобы на выходе получились одинаковые крупицы размером в 10 мм.





Рабочий процесс:
- Когда смесь подготовлена, её помещают в ящики.
- Позже в них закладываются заготовки. Ящики герметизируются со всех сторон и разогреваются до 800 градусов.
- Температура медленно повышается до 950 градусов.
Длительность обработки будет зависеть от того, какую толщину углеродного слоя необходимо получить на выходе.
Древесный уголь (Фото: Instagram / coalbaltic)
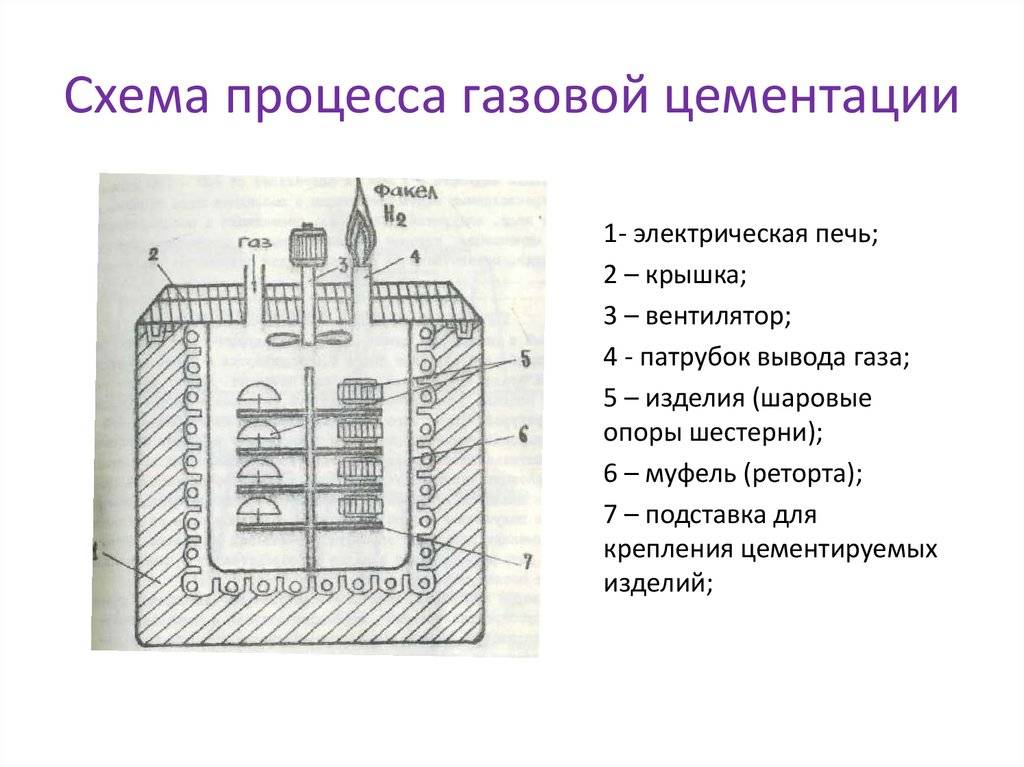
Цементация в газовой среде
Обработка в газовой среде применяется при изготовлении двигателей. Сталь обогащается углеродом только на 2 мм вглубь. В качестве газов используются любые смеси, обогащенные углеродом.
Этапы обработки:
- Заготовки помещаются в герметичную печь. Она разогревается до 950 градусов.
- Постепенно, в печь начинает подаваться газ, насыщенный углеродом.
- Выдерживается заготовка в течение 12 часов.
На поверхности стали нарастает слой 1,2 мм. Если нужно ускорить обработку, температуру могут поднимать свыше 1000 градусов. Благодаря этому, процесс сокращается на 4 часа.
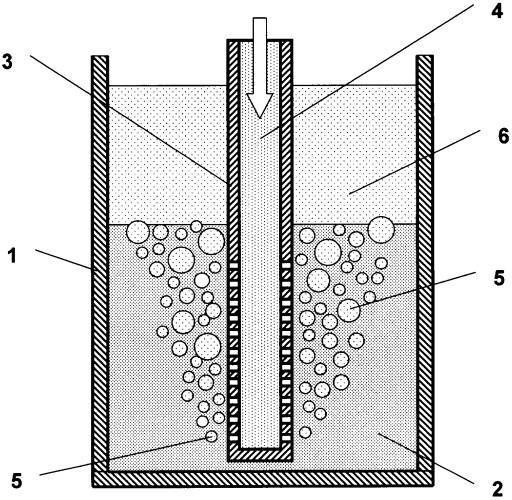
Цементация в жидкой среде
Под словами «жидкая среда» подразумеваются расплавленные соли.
Этапы обработки:
- Ванны с расплавленной солью разогревают до 850 градусов.
- В них опускают заготовки и оставляют на продолжительное время.
Чтобы получить цементируемую сталь в жидкой основе, максимальная толщина слоя должна составлять 0.5 мм. Чтобы получить такой результат, необходимо выждать 3 часа.

Ванны с расплавленной солью
Цементация в вакууме
Чтобы ускорить процесс обработки стали, применяется способ цементации в вакууме. Этапы обработки:
- Изначально, заготовки раскладываются в печи. Она герметизируется.
- Внутри создаётся вакуум.
- Начинается разогрев печи до определённой температуры.
- Выдержка в среднем занимает 60 минут.
- Далее, камера заполняется углеводородным газом. Верхние слои обогащаются углеродом.
- В печи повторно создаётся вакуум.
Науглероженный слой требуемой толщины получается только после трёх стадий создания вакуума и подачи углеводорода под давлением. Охлаждаются заготовки в печи, с помощью инертных газов.
Цементация пастами
Один из популярных способов цементации — обработка с помощью паст. Они состоят из пыли древесного угля. Пасты наносятся на заготовку. Состав накладывается таким слоев, чтобы он был больше в 8 раз, чем требуемая толщина углеродного слоя. Далее, заготовки помещаются в индукционную печь и разогреваются до температуры в 1000–1100 градусов.
Цементация в электролитическом растворе
Процесс обработки подразумевает под собой помещение заготовок в раствор электролита. Изначально, он нагревается до 450–1050 градусов. Далее, в раствор подаётся напряжение в 150–300 вольт. Происходит обогащение металла углеродом.
Обработанные изделия (Фото: Instagram / zubixdetal)
Цементация в пастах [ править | править код ]
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6—8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910—1050 °С.
Определенное воздействие на сталь позволяет изменить ее основные эксплуатационные свойства. Чаще всего проводится химико-термическое воздействие, которое называют цементацией стали. Она предусматривает как нагрев детали для перестроения его атомной решетки, так и внесение требуемых химических элементов. Цементация стали в домашних условиях графитом или другой средой еще несколько лет назад практически не проводилась, но сегодня это возможно. Рассмотрим особенности данного процесса подробнее.

Процесс цементации металла — общие сведения
 Химико-термическая обработка или цементация, это процедура, при которой на изделия воздействуют высокой температурой при помещении их в жидкую, газовую или твёрдую среду, что делается для придания им измененного химического состава. Причем этот эффект обеспечивает насыщение углеродом поверхностного слоя обрабатываемых объектов. Благодаря такой обработке можно обеспечить изделиям высокие характеристики устойчивости к износу и повышенную твердость. Примечательно то, что сердцевина этих деталей сохраняет свою начальную вязкость.
Химико-термическая обработка или цементация, это процедура, при которой на изделия воздействуют высокой температурой при помещении их в жидкую, газовую или твёрдую среду, что делается для придания им измененного химического состава. Причем этот эффект обеспечивает насыщение углеродом поверхностного слоя обрабатываемых объектов. Благодаря такой обработке можно обеспечить изделиям высокие характеристики устойчивости к износу и повышенную твердость. Примечательно то, что сердцевина этих деталей сохраняет свою начальную вязкость.




Эффективность метода цементации наблюдается при условии, что работа проводится с низкоуглеродистыми сталями, в составе которых доля углерода не превышает значения 0,2%. Термическая обработка обеспечивает насыщение поверхностного слоя деталей, причем для этого их помещают в специально подобранную среду, которая может легко выделить активный углерод, где поддерживается температура в диапазоне от 850 до 950 градусов Цельсия.
Создание подобных условий обработки позволяет изменять помимо химического состава обрабатываемых элемента и микроструктуру вместе с фазовым составом. Положительный эффект от такой обработки заключается в повышении прочности, в результате по характеристикам такая деталь не отличается от изделий, прошедших операцию закалки
Для достижения наилучших результатов особое внимание следует уделить грамотному расчету времени, в течение которого деталь должна выдерживаться в создаваемой среде, а также подбору температуры цементации
Особенностью цементации стали является то, что на эту процедуру уходит достаточно много времени. Чаще всего процесс насыщения поверхности и придания ей специальных свойств проходит со скоростью около 0,1 мм за один полный час выдержки. Многие элементы нуждаются в создании упрочненного слоя толщиной более 0,8 мм, что позволяет говорить о том, что на эту обработку придется потратить как минимум 8 часов. На текущий момент технология цементации металла предусматривает использование нескольких сред:
- газовые;
- пастообразные;
- твердые;
- растворы электролитов;
- кипящий слой.
Обычно при выборе среды для обработки металла используют газовые и твёрдые карбюризаторы.
Общие сведения о процессе цементации стали
Для того чтобы проводить подобную обработку металла в домашних условиях следует рассмотреть особенности термического воздействия на сталь подробнее.
Среди особенностей цементации выделим следующие моменты:
- Цементирование предусматривает нагрев изделий в жидкой, твердой или газовой среде, за счет чего изменяют эксплуатационные свойства поверхностного слоя.
- За счет проведения данной процедуры концентрация углерода повышается, что обеспечивает увеличение прочности и износостойкости стали.
- Специалисты рекомендуют цементировать низкоуглеродистые стали, которые имеют показатель концентрации углерода примерно 0,2%. Примером можно назвать лезвие ножа, которое изготавливают из стали невысокой стоимости.
- Нагрев детали может проводится до самых различных температур. Цементация металла в домашних условиях проходить при температуре около 500 градусов Цельсия, в цехах, оборудованных специальным оборудованием, этот показатель может достигать значения 1200 градусов Цельсия и выше. Отметим, что температура нагрева выбирается в соответствии с показателем концентрации углерода и других примесей.
- Рассматриваемый термический процесс изменяется не только химический состав стали, но и его атомную решетку и фазовый состав. По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.
- Углерод проникает в структуру стали очень медленно. Поэтому, к примеру, цементация ножа в домашних условиях проходить со скоростью 0,1 миллиметра за 60 минут. Для того чтобы лезвие ножа выдерживало механическое воздействие придется провести упрочнение слоя толщиной около 0,8 миллиметра. Этот момент определяет, что термообработка ножа или цементация вала в домашних условиях займет не менее 8 часов, на протяжении которых нужно выдерживать требуемую температуру.

Цементация нержавеющей или другой стали более сложный процесс, в сравнении с закалкой, но позволяет достигнуть более высоких эксплуатационных качеств.
Процесс цементации стали своими руками
При наладке процесса химико-термической обработки в домашних условиях выбирают метод цементации в твердой среде. Это связано с существенным упрощение задачи по оборудованию помещения. Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия. Соль измельчается до состояния порошка, после чего пропускается через сито.
Рекомендации по созданию твердой смеси следующие:
- Первый метод заключается в использовании соли и угля, которые тщательно перемешиваются. Если использовать не однородную смесь, то есть вероятность образования пятен с низкой концентрацией углерода.
- Второй метод предусматривает применение древесного угля, которые поливается сверху солью, растворенной в воде. После этого уголь сушится до получения смеси с показателем влажности около 7%.
Для ножа и других изделий больше всего подходит второй метод получения карбюризатора, так как он позволяет получить равномерную смесь. Цементация стали в домашних условиях графитом также предусматривает создание смеси при применении нескольких технологий.
Цементация проводится в специальных ящиках, которые наполнены подготовленным карбюризаторов. Конструкция должна быть герметичной, для чего проводится заделывание щелей глиной. Достигать высокой герметичности рекомендуется по причине того, что при нагревании карбюризатора выделяются газы, которые не должны попасть в окружающую среду. Сам ящик следует изготавливать из жаропрочной стали, которая выдержит воздействие высокой температуры.
Процесс по проведению цементации стали в ящике в домашних условиях имеет следующие особенности:
Деталь укладывается в ящик со смесью. Толщина слоя твердого карбюризатора выбирается в зависимости от размеров заготовки. Устанавливается печь. Начальный прогрев печи проводится до температуры 700 градусов Цельсия. Данный нагрев называют сквозным. Однородность цвета стали, из которого изготавливается ящик, говорит о возможности перехода к следующему этапу. Следующий шаг заключается в нагреве среды до требуемой температуры
Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры

Цементация стали в ящике в домашних условиях
Сегодня есть возможность провести подобную процедуру и в домашних условиях, но возникают трудности с достижением требуемой температуры.
Жидкостная цементация
Жидкостная цементация производится в расплавленных солях, обычно в солях, состоящих из карбонатов щелочных металлов. Эту смесь расплавляют в ванне и цементации проводят посредством погружения деталей в расплав. Процесс ведут при 850°С на протяжении 0,5 – 3,0 часов, при этом глубина сдоя получается в пределах 0,2 – 0,5 мм. Основное достоинство процесса – возможность непосредственной закалки из цементационной ванны и малые деформации обработанных изделий. В условиях индивидуального и мелкосерийного производства некоторое применение нашла цементация из паст. В этом случае на обрабатывавшуюся поверхность наносится обмазка, содержащая сажу (33 – 70 %), древесную пыль (20 – 60 % ), желтую кровяную соль (5 – 20 %) и другие компоненты. В качестве связующих материалов используют органические, органоминеральные и неорганические клеи. Толщина обмазки должна быть в 6 – 8 раз больше требуемой толщины цементованного слоя.






В настоящее время наиболее перспективным методом цементации является цементация в эндотермической атмосфере с контролируемым углеродным потенциалом. При газовой цементации в эндотермической атмосфере, в начале процесса (в активный период насыщения) поддерживают высокий углеродный потенциал атмосферы за счет добавки к эндотермической атмосфере необработанного углеводородного газа (метана или пропана-бутана). В диффузионный период углеродный потенциал атмосферы устанавливается 0,8 – 1,0 % и количество добавляемого углеводородного газа резко уменьшается.