
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания зенковок должны проводиться на центровочных, токарных или сверлильных станках с применением патронов и цанг, соответствующих установленным для них нормам точности.
4.2. Зенковки должны испытываться на образцах из стали марок 45 или 50 по ГОСТ 1050, твердостью НВ 179…197 по предварительно просверленным отверстиям, соответствующим ГОСТ 14034 и ГОСТ 12876 для зенковок типов 6 и 10.
4.3. Испытаниям на стойкость подвергаются зенковки диаметром 8 мм для типа 1; 6,3 мм для типов 2-4, 20 мм для типов 5-11. Допускается дополнительно испытывать зенковки других типоразмеров из числа регламентированных стандартом.
4.1-4.3. (Измененная редакция, Изм. N 1).
4.3.1. Испытания следует проводить на режимах, указанных в табл.8.
Таблица 8
| Тип зенковки | Диаметр, мм | Подача, мм/об | Скорость, м/мин |
| наружный зенковки | центрового отверстия |
Примечания:
1. Частота вращения для зенковок типов 1-4 определяется по диаметру обработанного отверстия, а для зенковок типов 5-11 — по наибольшему диаметру раззенкованного отверстия. Для зенковок типов 7 и 11 отверстие должно быть предварительно раззенковано.
2. При испытании зенковок, изготовленных из стали 9ХС, скорость резания принимается равной 0,6 скорости резания зенковок из быстрорежущей стали.
4.4. Приемочные значения среднего и установленного периодов стойкости не должны быть менее указанных в табл.9.
Таблица 9
| Тип зенковки | Наружный диаметр зенковки , мм | Приемочные значения периодов стойкости, мин |
| установленный | ||
| 6,3; 8,0; 10,0 | ||
| 7,1; 8,0; 10,0 | ||
| 12,5; 14,0; 16,0; 20,0; 25,0 |
4.5. При испытании на работоспособность каждым рабочим концом зенковки должно быть обработано на длину конической части зенковки три отверстия, и для зенковок типов 2-4 — пять отверстий.
4.6. В качестве смазочно-охлаждающей жидкости должен применяться 5%-ный раствор эмульсола в воде с расходом не менее 5 л/мин.
4.7. После испытаний на работоспособность на режущих кромках зенковок не должно быть вмятин и выкрашиваний и они должны быть пригодны для дальнейшей работы.
4.4-4.7. (Измененная редакция, Изм. 1, 2).
4.8. Контроль внешнего вида осуществляется визуально.
4.9. Контроль параметров зенковок осуществляется средствами контроля, погрешность которых не должна быть более: при измерении линейных размеров — значений, указанных в ГОСТ 8.051; при измерении углов — 35% значений допуска на проверяемый угол; при контроле формы и расположения поверхностей — 25% значений допуска на проверяемый параметр.
4.10. Твердость зенковок измеряется по ГОСТ 9013.
4.11. Параметры шероховатости поверхностей зенковок должны проверяться сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п.2.8. Сравнение осуществляется визуально с помощью лупы 2-4 по ГОСТ 25706.
4.8-4.11. (Введены дополнительно, Изм. N 1).
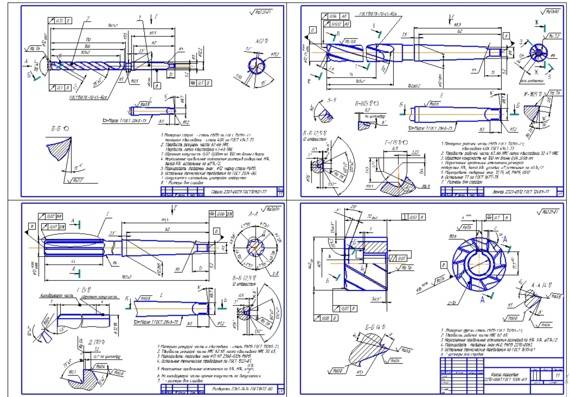
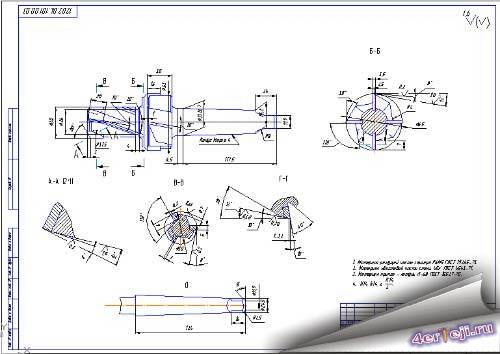
Требования ГОСТ 26258 к описываемому инструменту
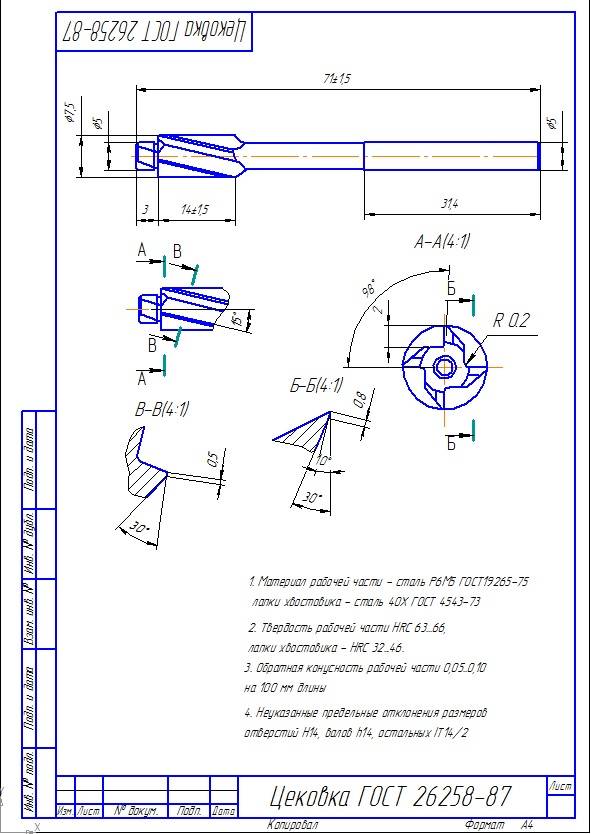
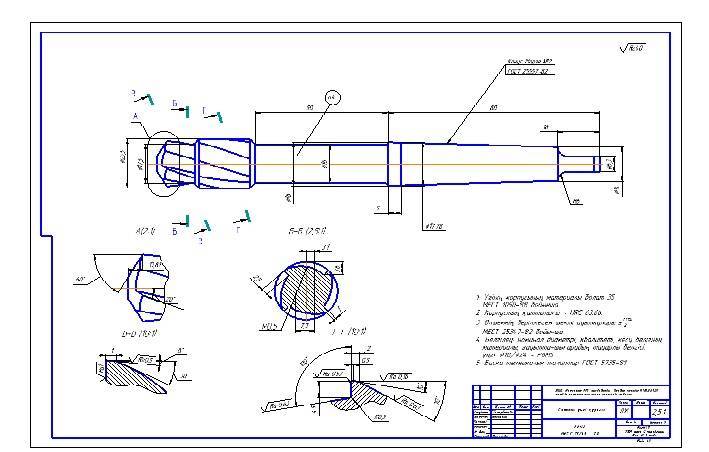
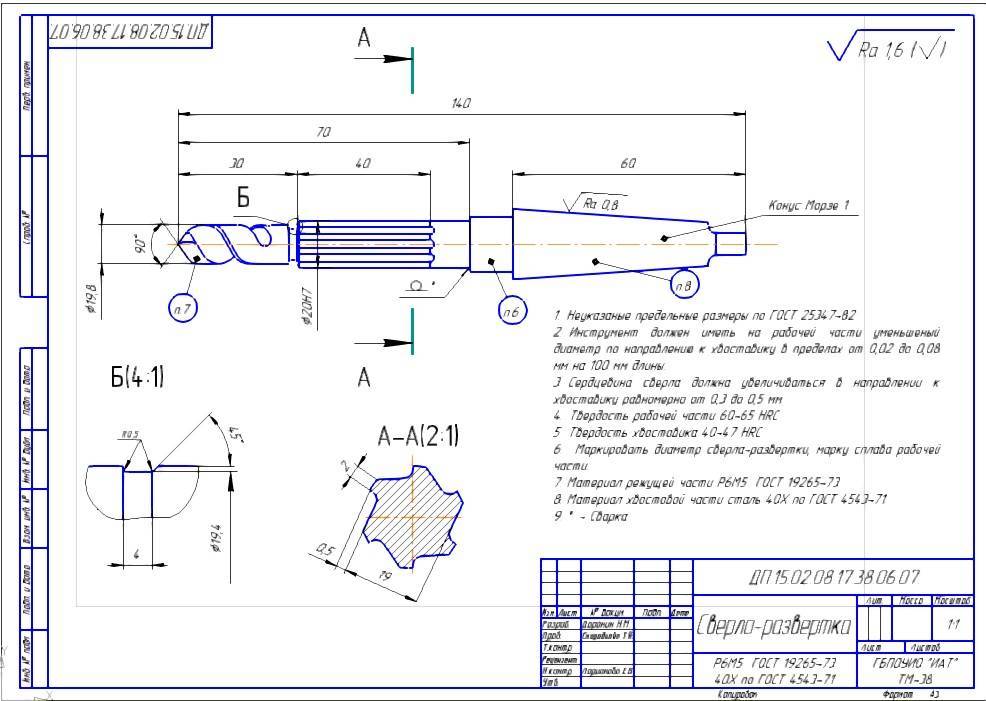
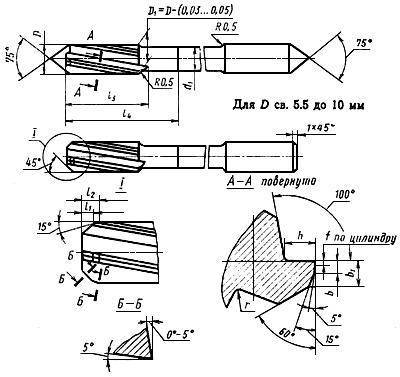
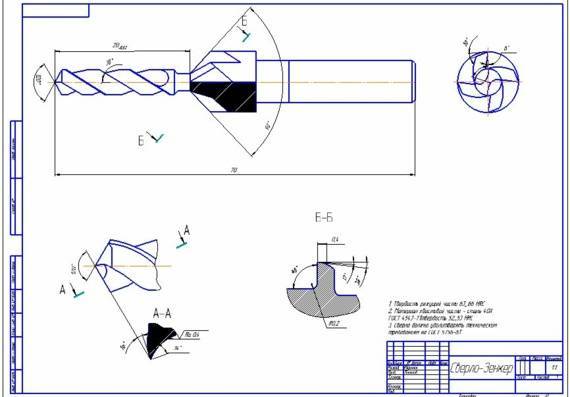
Чертеж для производства рассматриваемых режущих приспособлений в обязательном порядке утверждается на предприятии-изготовителе. Инструмент из сталей быстрорежущего класса выпускается из сплавов, которые отвечают положениям Госстандарта 19265 (рабочая часть), и сталей 40Х и 45 (хвостовик) по Госстандартам 4543 и 1050. Твердость хвостовика при этом должна находиться в пределах 37–56 единиц по шкале Роквелла, рабочей части – 62–66 единиц.
Сверла с пластинами из твердых сплавов производятся из материалов следующих марок:
- сталь 40Х, 45Х или 45 (хвостовик);
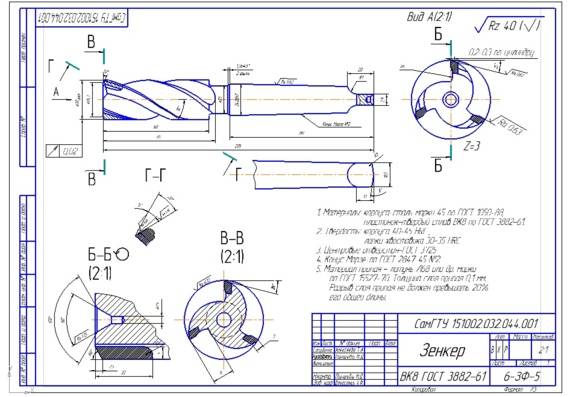
- сплавы по Государственному стандарту 3882 – Т15К6, ВК6М, ВК6 и Т5К10 (непосредственно рабочая часть).

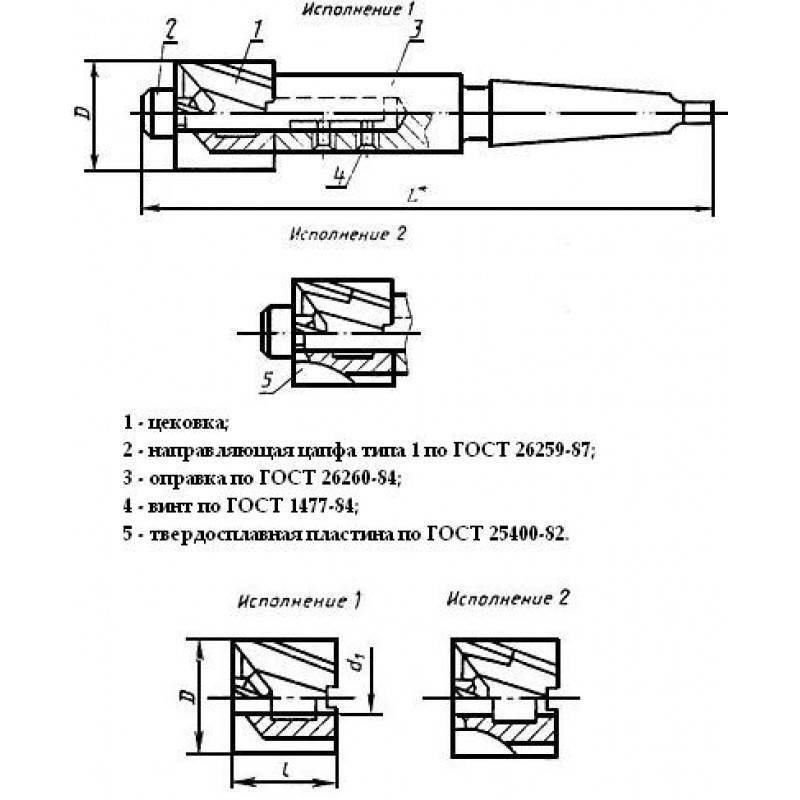
Сверло с пластинами из твердых сплавов
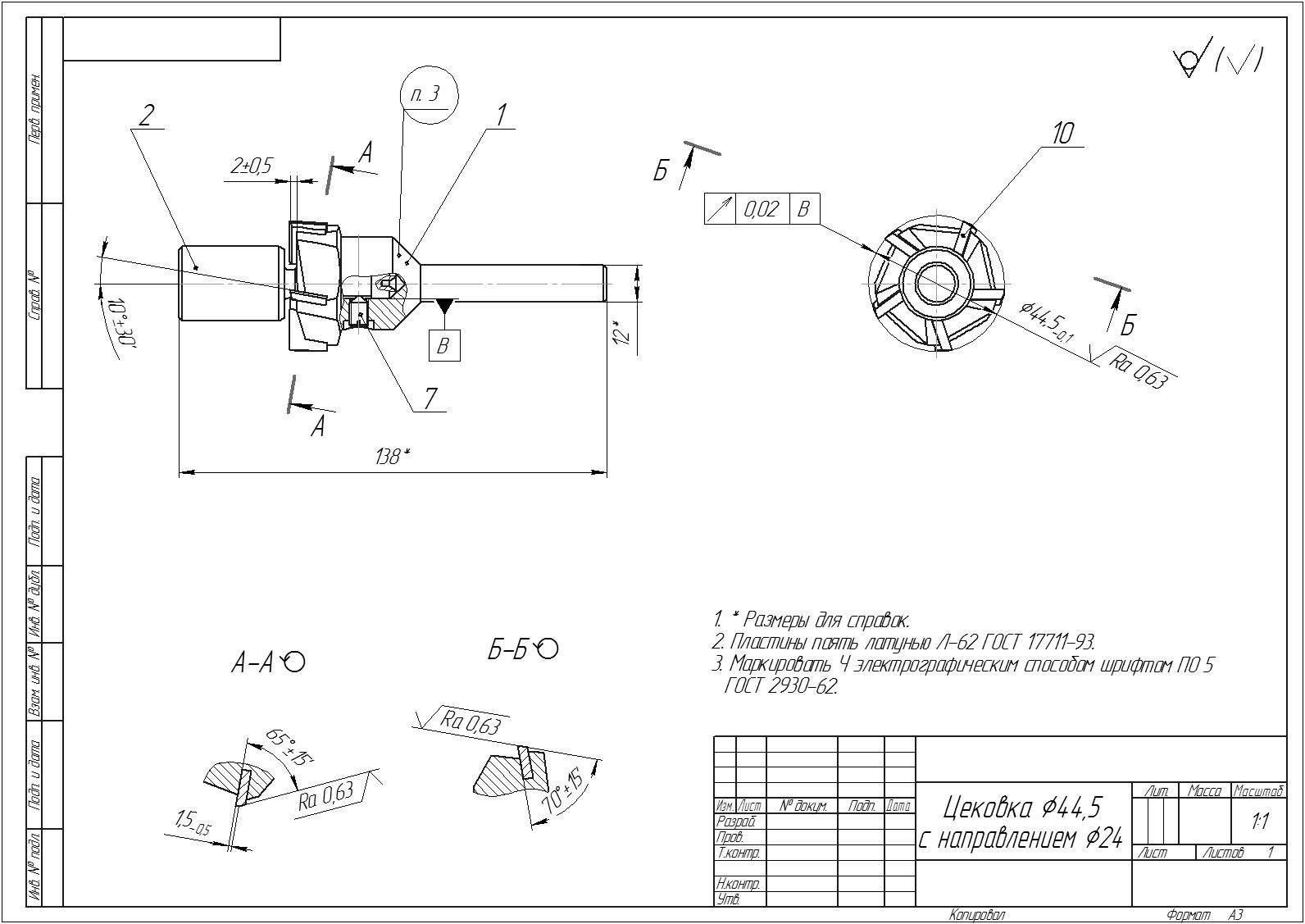
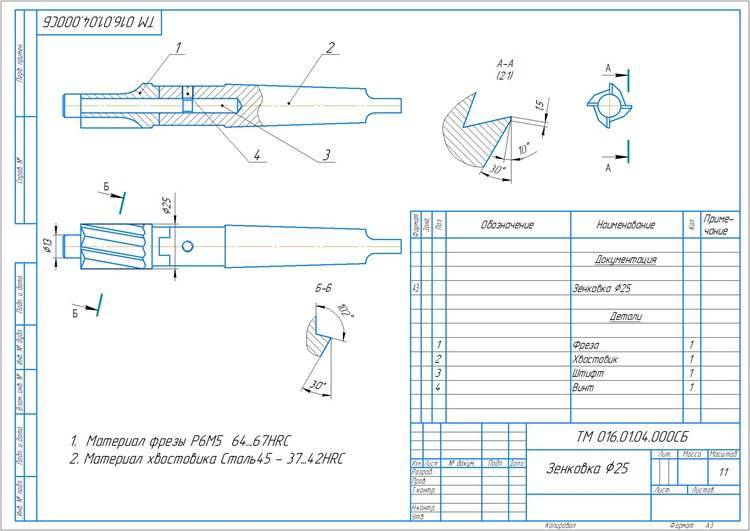
Цековка насадного типа и с цилиндрическим хвостовиком всегда изготавливается цельной, если ее режущая часть имеет сечение не более 8 мм. При большем значении сечения приспособления выпускаются сварными. Припоем при сварке обычно выступает материал МНМц 68-4 либо латуни Л68 и Л63. Заметим, что чертеж инструмента содержит сведения о толщине слоя припоя (как правило, он составляет величину менее 0,2 мм).

Инструмент насадного типа
На рабочей части описываемого сверлильного инструмента исключается наличие прижигов и сколов, коррозионных проявлений, трещин и раковин. Кроме того, не допускается наличие черновин на сверлах, прошедших операцию шлифования. Период стойкости интересующих нас режущих приспособлений изменяется от 3 (сверла сечением до 3,8 мм) до 27 (сверла от 52 до 61 мм) минут. А средний период варьируется от 8 до 69 минут. При этом разрешенный износ инструмента составляет 0,3–1,5 мм.
https://youtube.com/watch?v=-NcFK6L_Ls0
2 Конструкция и типы цековок
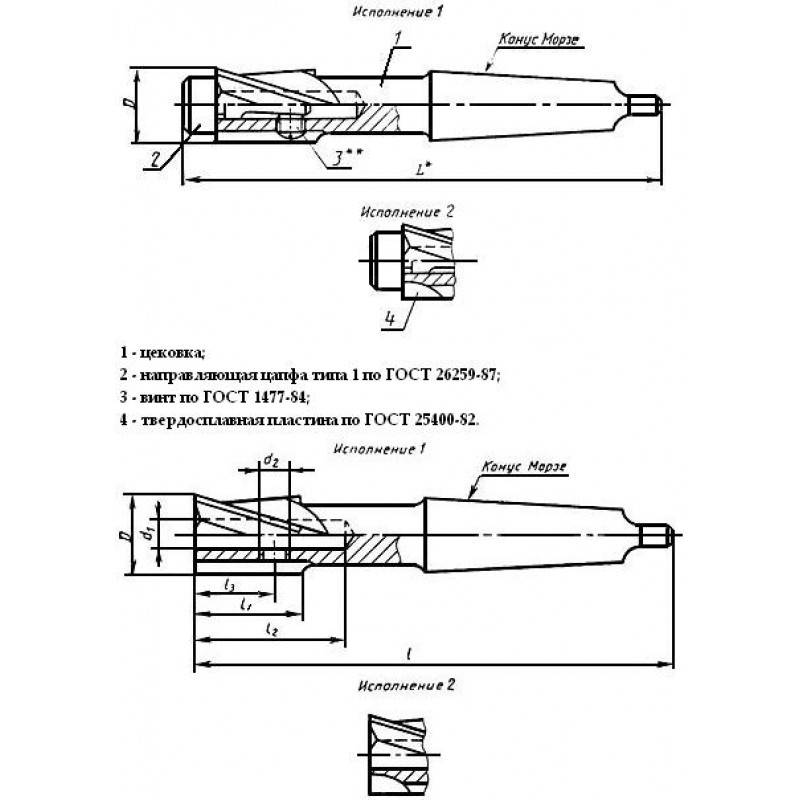
Конструктивно цековка представляет собой осевой инструмент в виде продолговатого корпуса с хвостовиком на одном конце. С другой стороны инструмента расположена цилиндрическая головка, имеющая на торцевой поверхности режущие зубья, а на боковой – отводящие стружку канавки, а также гладкая направляющая цапфа, которая вставляется в обрабатываемое отверстие, за счет чего и достигается перпендикулярность между осью последнего и получаемой плоскостью.
Конструкция инструмента
Изготавливают цековки в соответствии с ГОСТ 26258, согласно которому они делятся на типы:
- С цилиндрическим хвостовиком и несменной направляющей цапфой.
- С коническим хвостовиком и сменной цапфой.
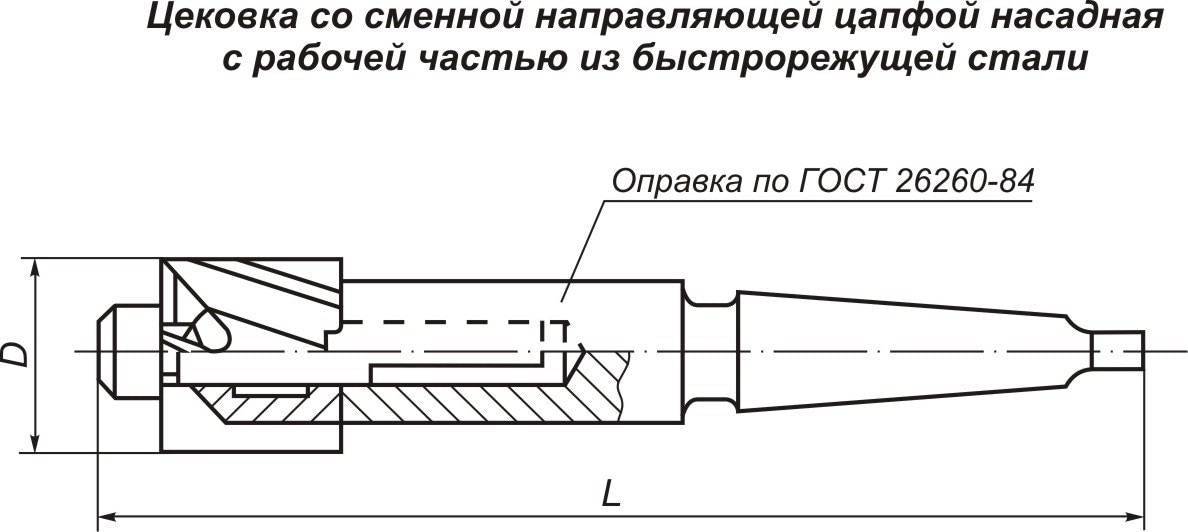
- Насадные с меняемой цапфой. Эта цековка представляет собой только цилиндрическую режущую головку, одеваемую на оправку с коническим хвостовиком. Цапфа тоже вставляется в оправку.
- С хвостовиком, закрепляемым в штифтовом замке станка, и сменной цапфой.
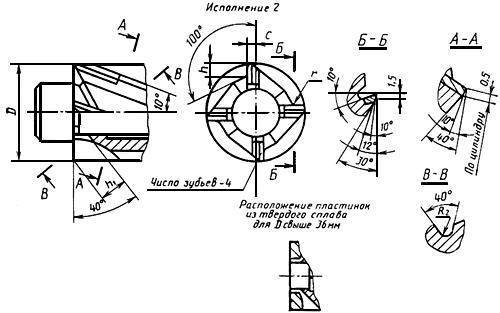
Инструмент 2–4 типов производят в 2-х вариантах исполнения рабочей части:
- Из быстрорежущей стали.
- Оснащенной пластинами из твердого сплава.
Рабочая часть с пластинами из твердого сплава
Цековки 1-го типа выпускают только в исполнении №1. Инструмент с рабочей частью, имеющей твердосплавные пластины, предназначен для обработки и чугуна, и конструкционных сталей. а с выполненной из быстрорежущей стали – только конструкционных сталей. Количество лезвий рабочей части цековок 1-го типа 2 или 4, а 2–4 типов – только 4.

В зависимости от типа хвостовика цековки ее установка на станке производится:
- с цилиндрическим типом – непосредственно в патрон;
- с коническим – через конус Морзе;
- с хвостовиком под замок штифтового типа – в этот замок.
2 Зенкер торцовый создаст отверстие точным
Цекование делается на станках с небольшим рабочим ходом. Цекование выполняется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и остальных станках. В большинстве случаев допускается использование комбинированных инструментов, разрешающих сразу выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти процедуры являются частями сверлильного процесса, осуществляемого на специальном оборудовании.
Для увеличения продуктивности используются станки, имеющие возможность смены видов инструмента для резки.
После высверливания в отверстии появляются небольшие недостатки, которые можно удалить с помощью зенковки, а еще цекованием или расточкой. Цекование считается последним процессом в отделке дырок. При помощи данной операции отверстию придается обязательная геометрическая форма, а с его поверхности убираются деформирования, шероховатости, которые остаются после высверливания.
Для цекования используются торцевые зенкеры, имеющие зубья на срезе. В ходе цекования делаются углубления под шляпки крепежных изделий, обеспечивающие в последующем их хорошую фиксацию. Все зависит от вида используемого инструмента, делаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра инструмента для резки металла и частоты его вращения. При подсчете нужной скорости резания в первую очередь должны предусматриваться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента в отношении к оси заготовки. Рассчитывается по табличным данным, исходя из отделываемого материала, реквизитов паспорта и параметров в техническом плане станка.
- Глубина резания. Параметр рассчитывается как половина диаметра инструмента для резки минус диаметр предварительного отверстия. Чтобы сравнить – когда происходит сверление глубина резания определяется равной половине диаметра сверла.
- Мощность резания (продуктивная и потребная). При подсчете потребной и эффектной мощности резания рассчитывается показатель рациональности подобранных режимов резания. Расчет коэффициента выполняется по формуле – потребная мощность, деленная на мощность мотора станка. Наиболее правильным показателями считается К = 0,85–0,9. Если расчетные показатели будут разниться от рациональных, обозначение режимов резания необходимо повторять.
Подобный расчет показателей применяется для определения рабочих режимов с цековками по ГОСТ 26258-87.
Не обращая внимания на то, что цековки являются видом инструмента для резки, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и остальных станках), они могут применятся и домашними умельцами. При использовании торцевых зенкеров домашним умельцем следует придерживаться тех же правил, а еще в первую очередь рассчитывать те же параметры, что и в производственных условиях.
Зенкование и зенкерование — Сверление металла
Зенкование и зенкерование Категория:
Сверление металла
Зенкование и зенкерование
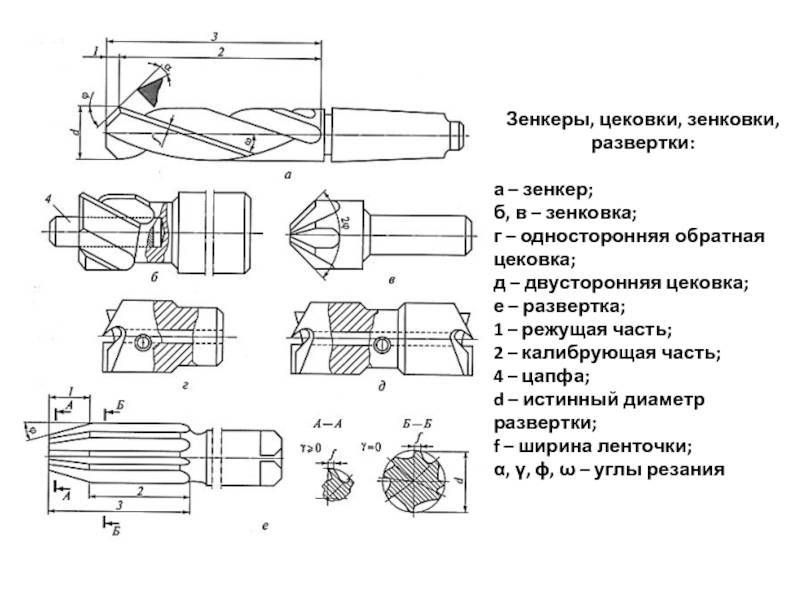
Зенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовыми зубьями1 применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8.
На рис. 190 показаны зенковки различных видов и примеры обработки ими отверстий.
Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности. После зенкера отверстие получается 4 и 5-го классов точности.
Отверстия 2 и 3-го классов точности получают развертыванием. Следовательно, зенкерование может быть и промежуточной операцией между сверлением и развертыванием.
Зенкеры (рис. 191) разделяются на цельные и насадные, а по количеству зубьев (перьев) — на трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадной — четыре режущие кромки. Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры.
Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента — вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска. В табл. 12 приводятся диаметры зенкеров и рекомендуемые припуски (на сторону) под зенкерование.
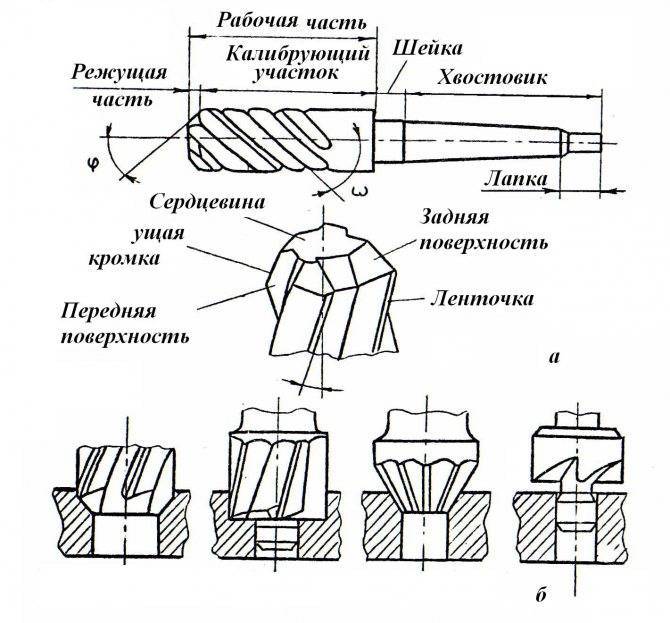
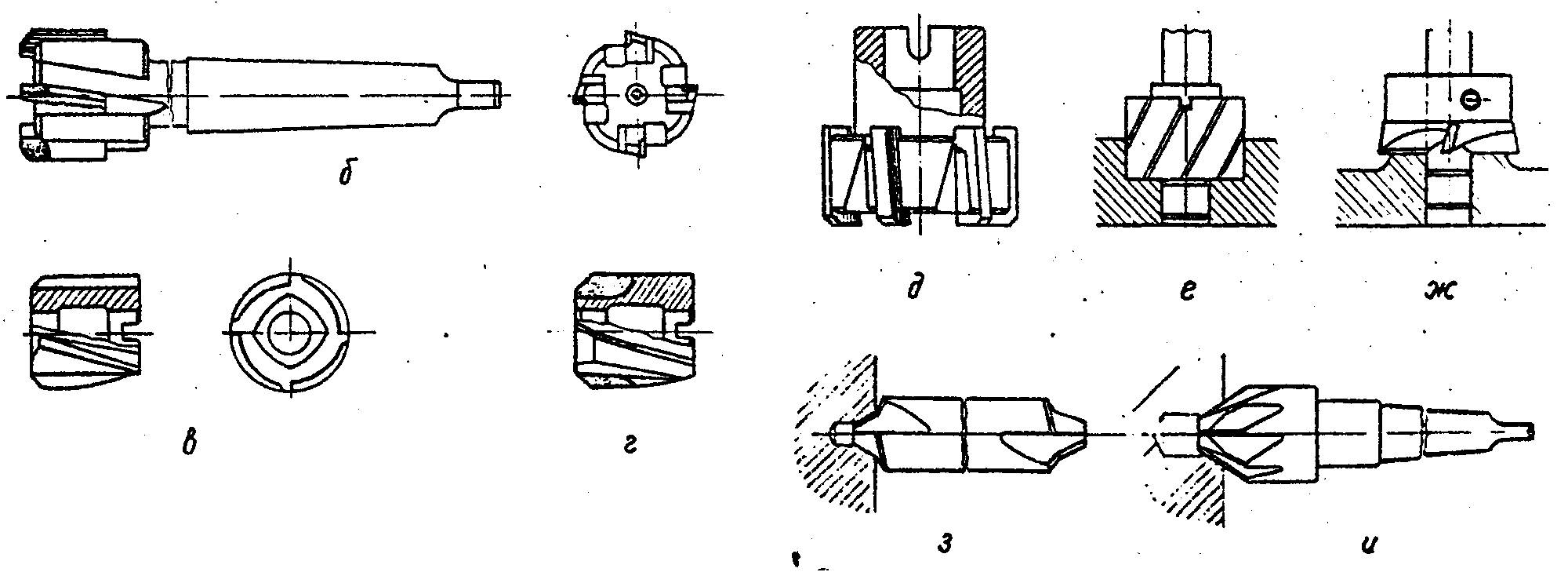
Рис. 1. Зенковки: а — для обработки отверстия под коническую головку винта, б — примеры работы коническими зенковками, в — зенковки для обработки отверстий под цилиндрические головки и шейки, г —отверстие, раззенкованное под цилиндрическую головку винта, д — отверстие, раззенкованное под шейку винта, е — соединение деталей винтом через раззенкованное отверстие
Рис. 2. Зенкеры: а — цельный, б — насадной, в — стержень для насадки головки зенкера
Рис. 3. Ручная (слева) и машинная развертки: Л — рабочая (заходная) часть развертки, Б — калибрующая часть, В — шейка, Г — хвостовик, Д — квадратная головка для захвата развертки воротком при развертывании вручную
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки. Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование
Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия.


Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.

Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.

При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки. Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование
Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?

Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.

Зенкеры
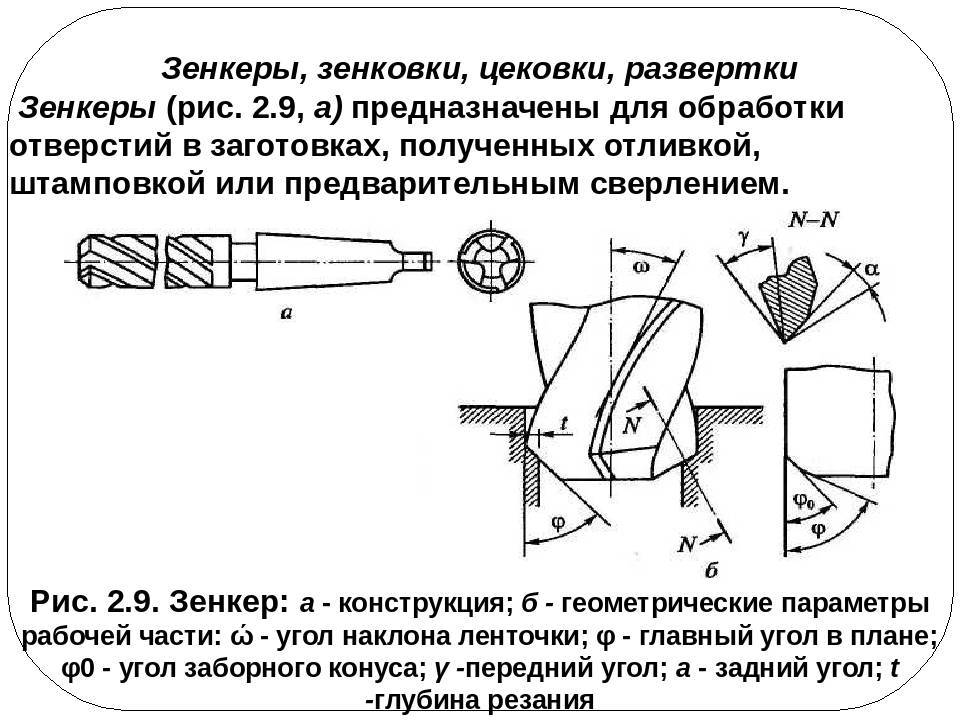
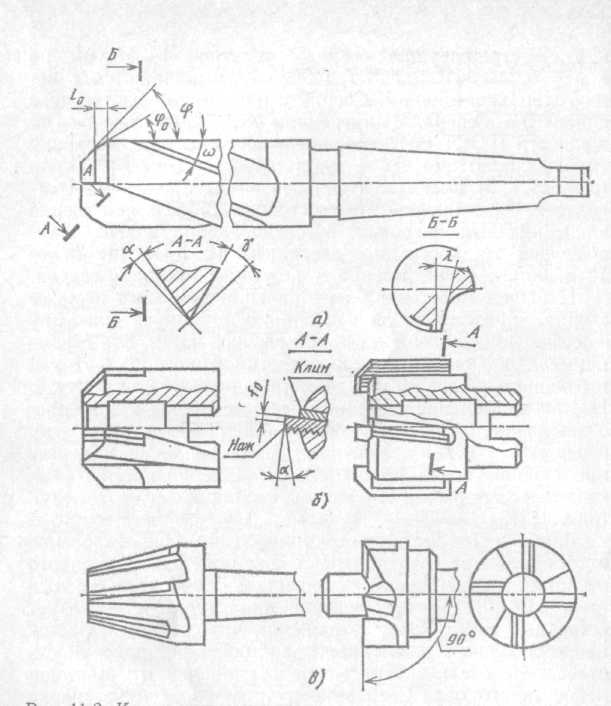
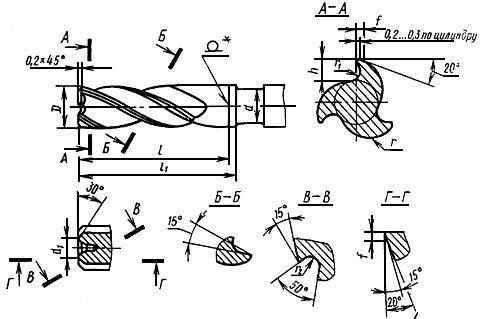
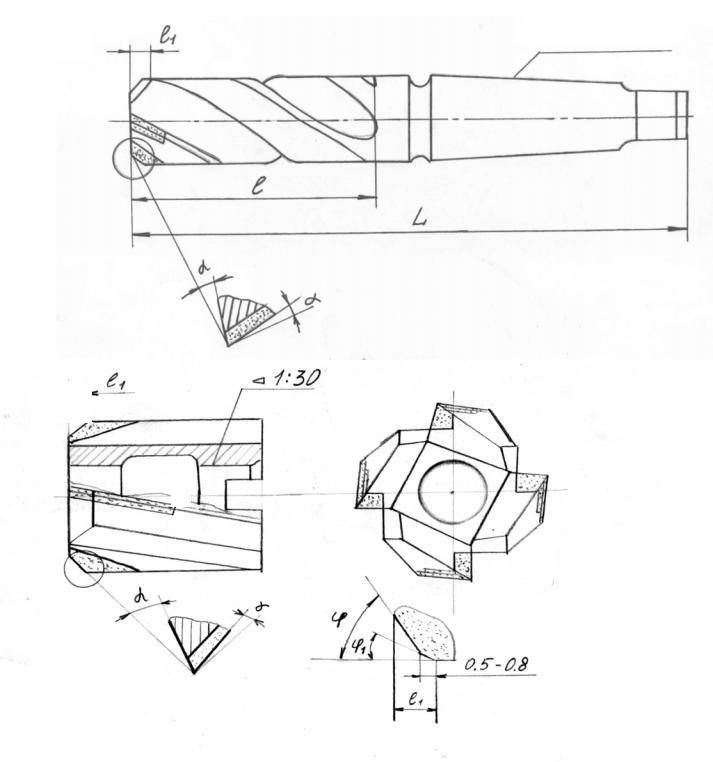
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).


Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h3; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки. Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование
Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.





