Балластный реостат РБ-302
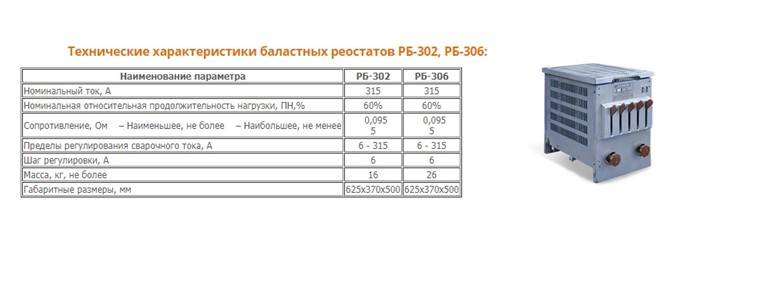
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями. Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А. Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.
Балластный реостатмодели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ
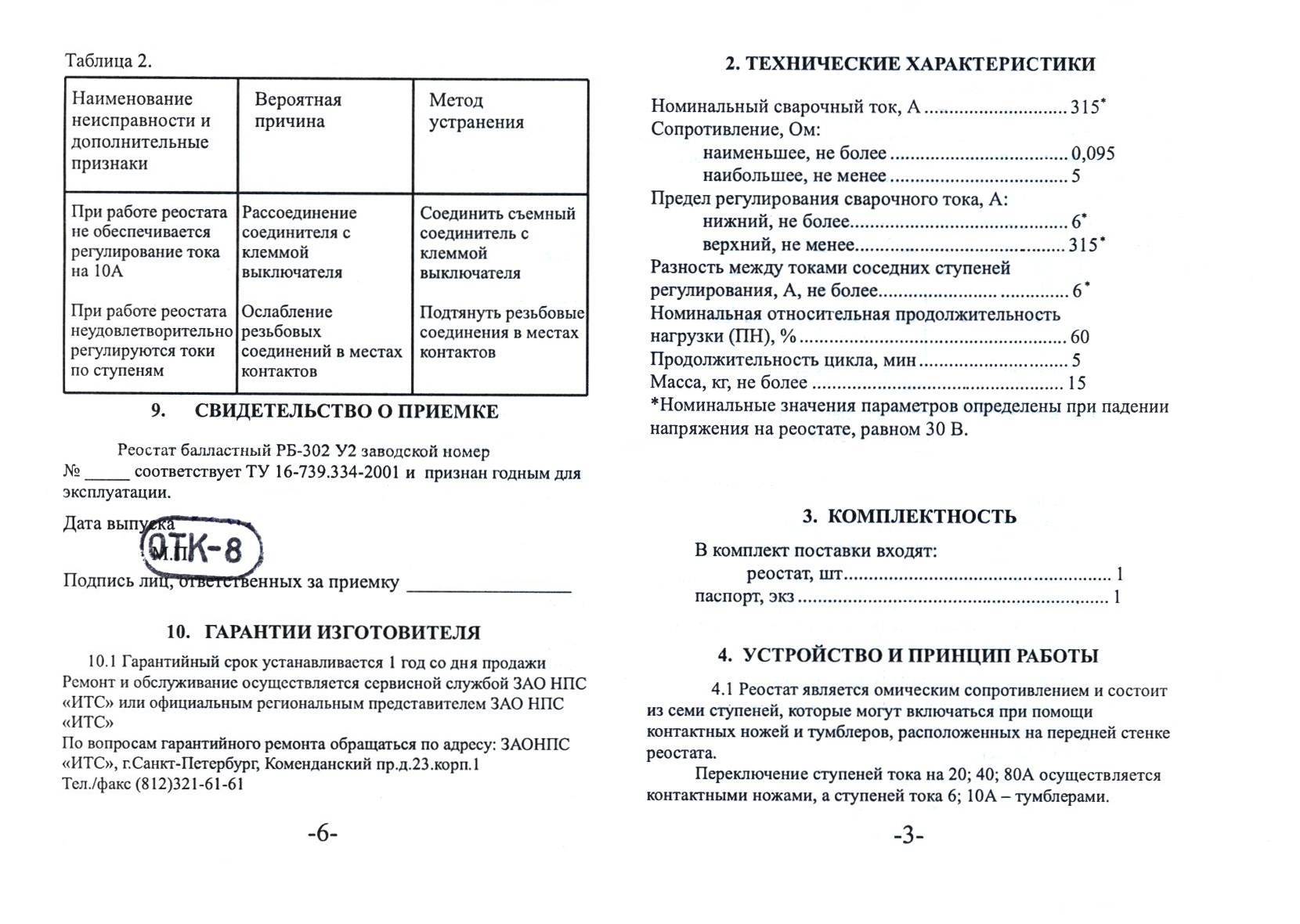
Таблица 3 Наименование Вероятная причина Метод устранения неисправности При работе аппарата не Ослабление Подтянуть контакты обеспечивается контактов на регулирование тока на 6 и клеммах тумблеров 10 А.
При работе реостата Ослабление Подтянуть резьбовые неудовлетворительно резьбовых соединения в местах регулируются токи по соединений в местах контактов ступеням контактов
9.СРОК СЛУЖБЫ И ХРАНЕНИЯ.
9.1 Срок службы реостата составляет 5 лет, при условии соблюдения правил эксплуатации и хранения.
9.2. Транспортирование упакованных реостатов может производиться любым видом транспорта при условии сохранности реостата от недопустимых климатических и механических воздействий.
9.3. реостат должен храниться в сухом вентилируемом помещении при температуре от -200С до +450С и относительной влажности не более 80% при 200С. Категорически запрещается хранить в одном помещении с реостатом материалы, испарения которых способны вызывать коррозию металла и разрушение изоляции (кислоты, щелочи и др.).
9.4.Срок хранения на складах предприятий торговли не более 24-ти месяцев с момента выпуска, после чего необходимо снять кожух реостата и произвести его ревизию.
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ Реостат балластный РБ – 302/306 У2 серийный номер __________________ соответствует техническим условиям ТУ 3441-008-24154334-2008 и признан годным для эксплуатации.
Дата выпуска: ________________________2011г.
Штамп ОТК ______________
Подпись лица ответственного за приемку: ______________________
11. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
11.1. Предприятие изготовитель гарантирует соответствие изделия требованиям технических условий при соблюдении условий транспортирования, правил хранения и эксплуатации, установленных техническими условиями и настоящим паспортом.
11.2. Гарантийный срок эксплуатации изделия 12 (двенадцать) месяцев.
11.3. Гарантия не распространяется на изделия имеющие:
а) механические повреждения или несанкционированные изменения конструкции;
б) следы постороннего вмешательства или была произведена попытка ремонта в неуполномоченном сервисном центре.
в) повреждения, вызванные попаданием внутрь изделия посторонних предметов, веществ, жидкостей, насекомых;
г) повреждения, вызванные стихией, пожаром, бытовыми факторами;
д) неисправности, возникшие в результате перегрузки изделия, повлекшие выход из строя узлов и деталей.
К безусловным признакам перегрузки изделия относятся, помимо прочих: изменения внешнего вида, деформация или оплавление деталей узлов изделия, потемнение или обугливание изоляции проводов под воздействием высокой температуры.
Внимание: Перед пуском изделия в эксплуатацию внимательно ознакомьтесь с инструкцией. Нарушение правил эксплуатации влечет за собой прекращение гарантийных обязательств перед покупателем. При возникновении неисправностей изделия в течение гарантийного срока покупателю необходимо обратиться в торгующую организацию, в которой был приобретено изделие или на фирму – изготовитель
При возникновении неисправностей изделия в течение гарантийного срока покупателю необходимо обратиться в торгующую организацию, в которой был приобретено изделие или на фирму – изготовитель.
Адрес предприятия-изготовителя:
Произведено ООО «Современное Сварочное Оборудование» специально для ООО ПКП «Плазер»
344064, г. Ростов-на-Дону, ул. Вавилова,69.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Реостат печки отопления салона
Понять о том, что неисправен реостат печки отопления салона можно по следующим признакам:
- салон не прогревается, несмотря на то, что температура двигателя достигла номинала;
- печка не включается в одном или нескольких режимах;
- блок реостатов при прозвонке мультиметром показывает значения близкие к короткому замыканию либо обрыву.
Электрические реостаты нашли широкое применение в промышленности, технике и автомобилях. Сопротивления используются и для пуска электродвигателей, и в радиотехнике, и в качестве активной нагрузки. Выход из строя резистора способен сделать неработоспособной всю схему в которую он входит.


Реостаты балластные (РБ) – используются вместе с многопостовыми сварочными выпрямителями ВДМ и генераторами постоянного тока для регулировки сварочного тока. Балластный реостат представляет собой набор резисторов, позволяющий ступенчато изменять крутизну внешней характеристики сварочного выпрямителя и ступенчато изменять сварочный ток каждого поста. Они отличаются шагом регулировки, номинальным током, материалом рабочих частей переключателей и климатическим исполнением.
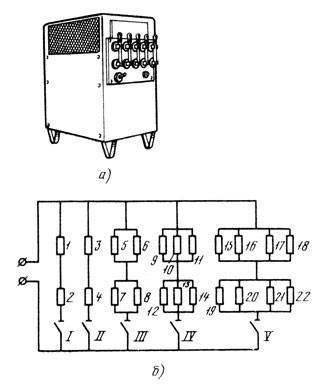
Реостат РБ-302 (ЭСВА) – используется для изменения сварочного тока при работе совместно с нерегулируемыми многопостовыми сварочными выпрямителями типа ВДМ-1202С, ВДМ-1205. Реостат РБ включается в сварочную цепь последовательно. Имеет семь ступеней регулировки, которые могут переключаться при помощи контактных ножей и тумблеров.
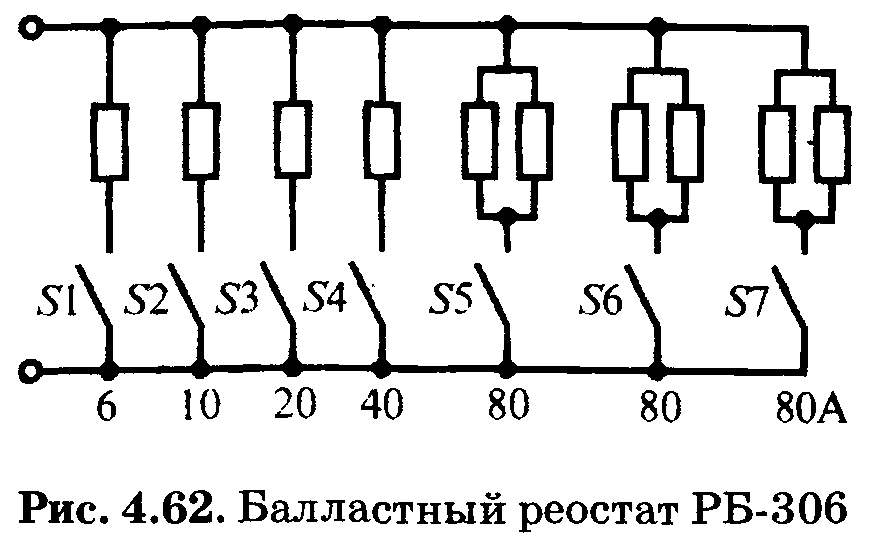
Реостат балластный РБ-306 (ЭСВА) – используется для регулировки сварочного тока многопостовых сварочных выпрямителей ВДМ-1201, ВДМ-1202С и аналогичных при ручной дуговой сварке металлов (ММА). Балластный реостат включается в сварочную цепь последовательно. При изготовлении РБ-306 используют нагрузочные элементы трех диаметров, по сравнению с РБ-302, это гарантирует надежную работу на высоких токах в жестких условиях эксплуатации. Для регулировки имеются семь ступеней, которые могут переключаться при помощи контактных ножей и тумблеров, расположенных на передней панели реостата.
Реостат балластный РБ-302Т (ЭСВА) – имеет тропическое исполнение, предназначен для регулировки тока при ручной дуговой сварке в многопостовых сварочных выпрямителях, с рабочим напряжением не более 70В. Состоит из семи ступеней, которые могут включаться при помощи медных контактных ножей и тумблеров, расположенных на передней панели реостата. РБ-302Т включается в сварочную цепь последовательно. При изготовлении РБ-302Т используют нагрузочные элементы трех диаметров, как и у РБ-306, но дополнительно они комплектуются медными контактными переключателями (ножами), имеющими длительный срок службы.
Блок балластных реостатов ББР 4х315 У2 – представляет из себя модуль, собранный из 4 штук реостатов РБ-302. За счет объединения в один комплекс четырех реостатов – общая подаваемая нагрузка увеличивается до 1200А. Объединение всех РБ в один комплекс-каркас, значительно оптимизирует работу по регулировке тока, придает мобильность при транспортировке всего нагрузочного модуля. Основные технические характеристики ББР-4х315 определяются характеристиками балластных реостатов РБ-302.
КАКИЕ БЫВАЮТ БАЛАСТНИКИ?
Пример устройства, сделанного своими руками Принцип действия и строение всех балластных реостатов (в т.ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
По этой характеристике их можно поделить на такие группы:
- В зависимости от длины пружины, чем она длиннее, тем медленнее через нее будет проходить ток.
- В зависимости от типа металла. Коэффициенты сопротивления разных металлов отличаются. Если ваш сварочный аппарат имеет высокую мощность, нужно очень внимательно подбирать материал, из которого будет сделан балластный реостат.
- В зависимости от толщина витков и пружины. Этот параметр влияет на величину сопротивления. Он тесно связан с длинной прожины.
Цели применения
Сварочное оборудование – это современная установка, с помощью которой удается соединить различные стали или цветные металлы. С помощью его в предполагаемом месте сварки удается расплавить детали и соединить их между собой, образуя шов, который в дальнейшем заполняют сварочной проволокой или металлическим электродом.
Особенности выбора
Выбирать сварочное оборудование на нашем официальном сайте требуется в зависимости от того, с какими задачами предстоит справляться
Стоит обращать внимание на несколько важных критериев:
- Материал. Оборудование подбирается из расчета 30-50А на каждый 1 мм толщины материала. В компании СВАР-ГАЗ представлено только надежное сварочное оборудование от лучших мировых производителей, оно позволяет сварить как обычную или нержавеющую сталь, так и цветные металлы.
- Место применения. В зависимости от объема питания агрегат используют для различных целей. Бытовые применяют в частных мастерских или на даче, их мощность составляет 200А. Полупрофессиональные и профессиональные устройства с мощностью от 300 до 500А закупают для крупных предприятий.
- Вес. Если аппарат потребуется перемещать по объекту, выбирают легкие конструкции. Мощные и габаритные установки используют для стационарной установки.
На официальном сайте СВАР-ГАЗ вы можете купить ручное полуавтоматическое или автоматическое сварочное оборудование, со ступенчатой или плавной регулировкой по приемлемой цене.
Почему именно мы
- большой ассортимент продукции;
- сотрудничество с лучшими мировыми производителями;
- удобные способы оплаты;
- быстрая доставка по Москве.
В нашей компании работают только сотрудники с большим опытом работы. Если вам потребуется подробная информация, которая касается качества или выбора подходящего оборудования, вы можете получить ее, позвонив нам по телефону +7 (499) 391-20-58.
ЗВОНИТЕ +7 (499) 391-20-58
Балластное сопротивление для сварки своими руками

Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.
Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как своими руками сделать баластник для сварочного аппарата
Параметр наименьшего сопротивления крайне важен, поскольку ток проходит практически беспрепятственно и не теряет энергию. По этой причине почти все проводники изготавливаются из материалов, характеризующихся наименьшим сопротивлением.
Но порой необходимо искусственно сымитировать ситуацию повышенного сопротивления, когда показатель тока завышен и требует регулировки. Для этих целей существует баластник для сварочного аппарата .
С помощью него можно проще и быстрее провести сварочные работы.
Балластный реостат для сварки или просто баластник — это конструктивный элемент или отдельный прибор, создающий повышенное сопротивление для тока и тем самым регулирующий его силу. Этот прибор прост и надежен.
Баластник есть во многих дорогих сварочных аппаратах , также его можно докупить отдельно, что не дешево. Мы предлагаем вам сделать баластник своими руками.
Конструктив баластника прост и понятен, поэтому каждый сварщик сможет сделать его самостоятельно.
Принцип действия и конструкция
Итак, как работает баластник? Говоря простыми словами, ток, беспрепятственно проходящий по цепи, сталкивается с высоким сопротивлением в определенной точке, из-за чего теряет свою величину. «Виновником» высокого сопротивления как раз и является баластник, включенный в цепь.
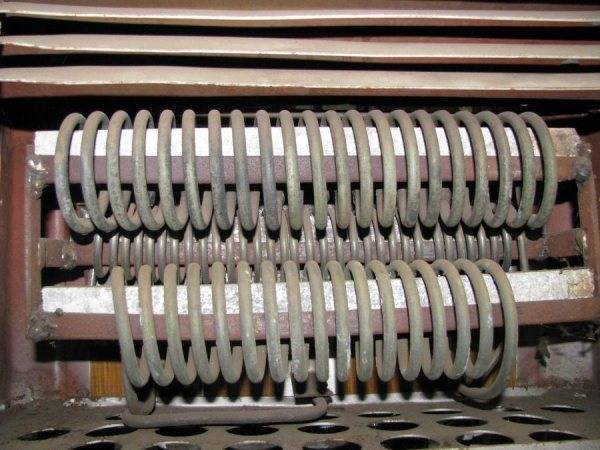
Визуально балластник для сварочного аппарата представляет собой большую пружину со множеством толстых витков. Эта пружина и создает балластное сопротивление.
К пружине подключается регулятор, с помощью которого можно изменять значение сопротивления на большее или меньшее, а значит изменять и силу тока.
Регулятор представляет собой передвижной контакт, который перемещают вдоль и тем самым уменьшают или увеличивают длину прохождения тока по баластнику. Баластники — это неотъемлемые элементы арсенала любого опытного сварщика.
КЛАССИФИКАЦИЯ
Баластники почти не отличаются по своему принципу действия или кострукции, но могут иметь ряд особенностей. От них будет зависеть диапазон значений, который мы можем выбрать для установки нужного сопротивления. Итак, баластники отличаются по следующим параметрам:
- Длине пружины. Здесь все просто — чем пружина длиннее, тем нужно больше времени, чтобы ток смог пройти через все витки.
- Металлу. Баластники изготавливаются из различных металлов, каждый из которых имеют свой коэффициент сопротивления. Чем мощнее и серьезнее сварочный аппарат, тем тщательнее подбирается материал баластника.
- Толщина. Как отдельных витков, так и всей пружины в целом. От этого зависит, насколько сильным будет показатель сопротивления. Показатель толщины тесно взаимосвязан с показателем длины.
Баластник своими руками
Чтобы сделать баластник нам понадобится толстая металлическая проволока. Мы в своей работе использовали медную проволоку. Также нужна цилиндрическая форма (ее можно предварительно сварить из любого толстого металла или взять трубу небольшого диаметра), материалы для передвижного контакта (мы использовали провод от держака сварочного аппарата) и амперметр.
Вокруг предварительно изготовленной цилиндрической формы накручиваем проволоку, витки располагаем на расстоянии не больше сантиметра друг от друга. Один конец такой пружины присоединяем к токоведущей части.
К этой конструкции присоединяем наш провод от держака, который будет использоваться в качестве передвижного контакта.
Перед тем, как сделать балластный реостат для сварки своими руками, обратите внимание, что прибор, сделанный своими руками, может работать менее точно, чем устройство с завода. Также соблюдайтетехнику безопасности, потому что самодельные баластники не спрятаны в металлический корпус и могут крепиться недостаточно надежно, что может привести к печальным последствиям
Балластный реостат. Настройка сварочного тока
Основой стабильного протекания сварочного процесса является поддержание требуемой вольтамперной характеристики дугового разряда. В инверторных сварочных установках это достигается вследствие двухстадийного преобразования рабочего тока и определённой периодичности включения и выключения аппарата. Для остальных случаев в схеме должен присутствовать балластный реостат.
Назначение и устройство балластного реостата
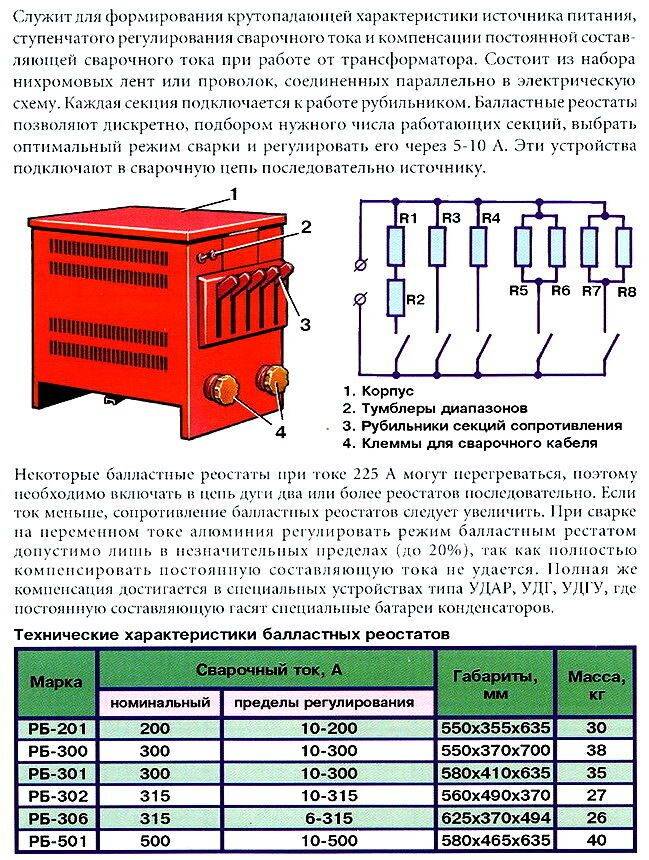
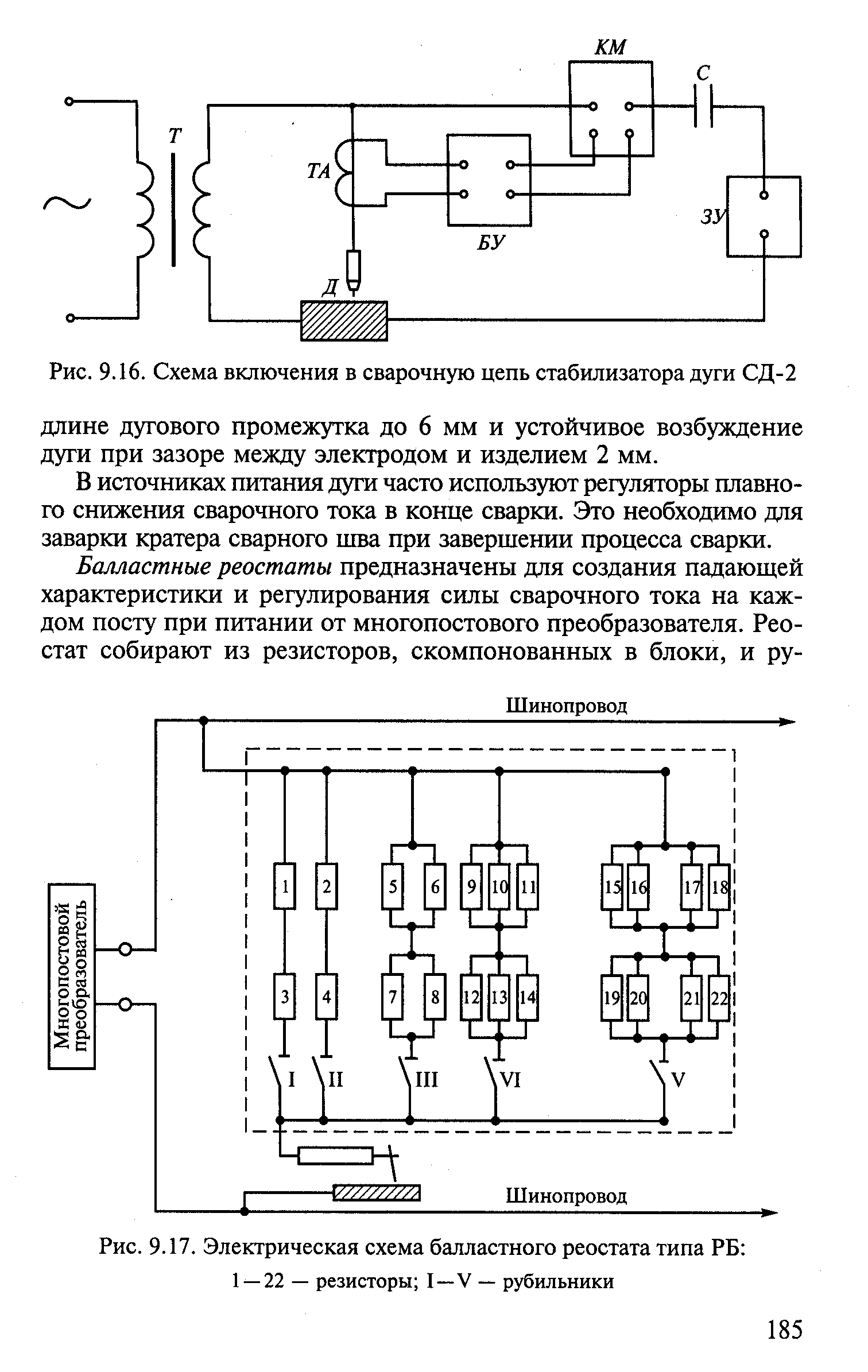
Для формирования крутопадающей вольтамперной характеристики рабочего тока во время сварки, балластный реостат должен выполняет две функции: дискретно регулировать силу тока, и компенсировать его постоянную составляющую, которая возникает при питании сварочного поста от трансформатора.
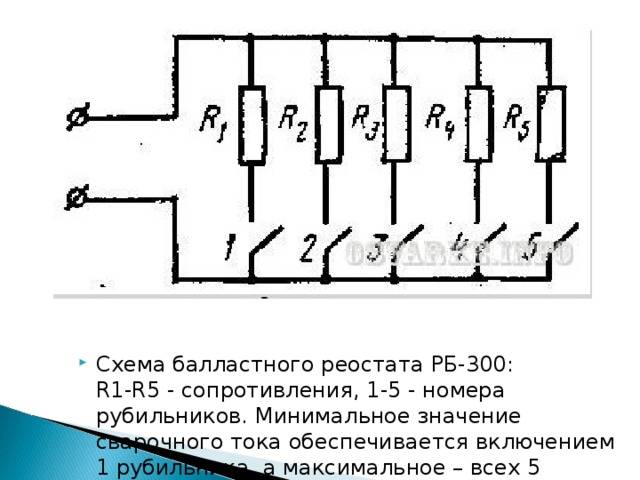
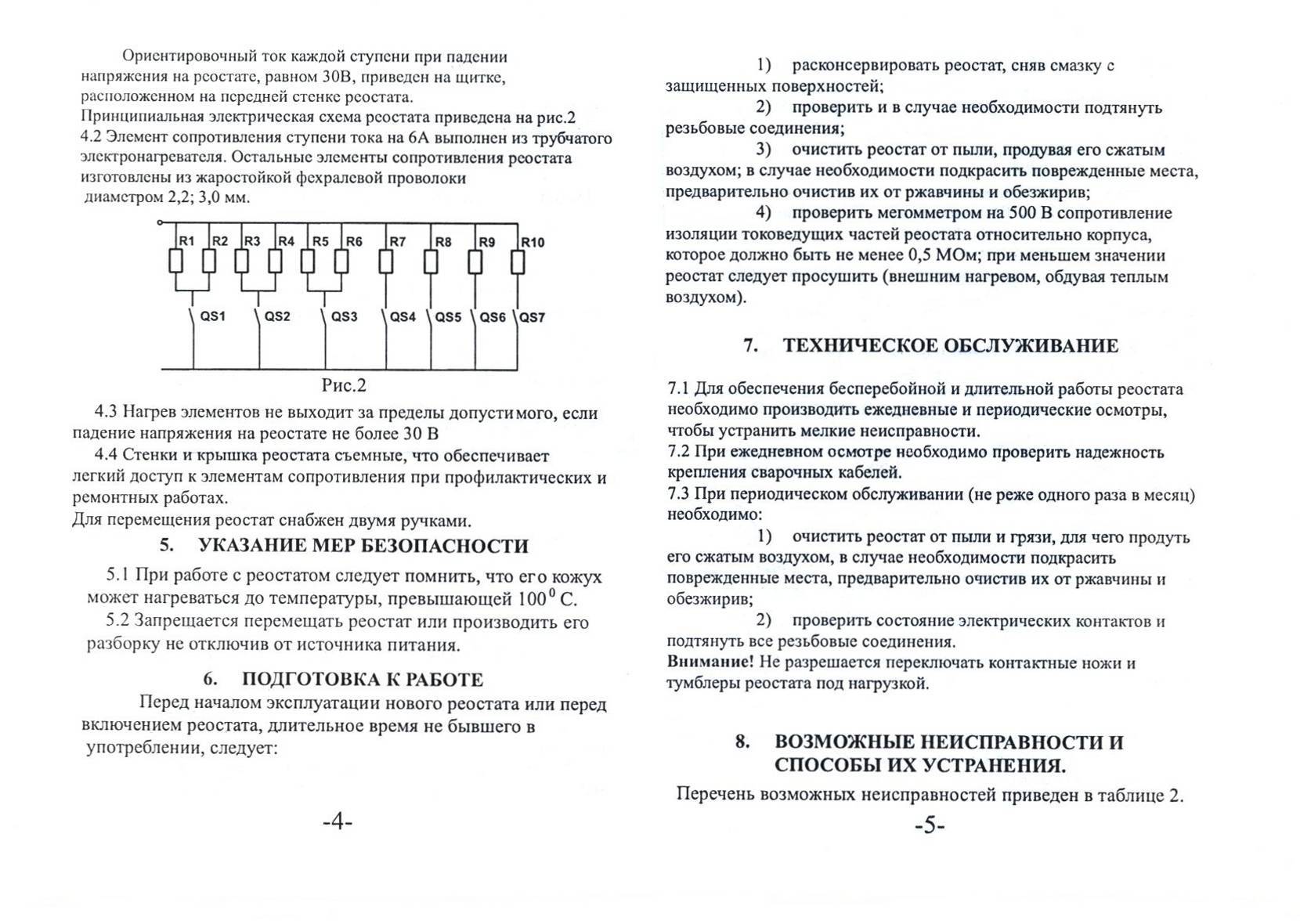
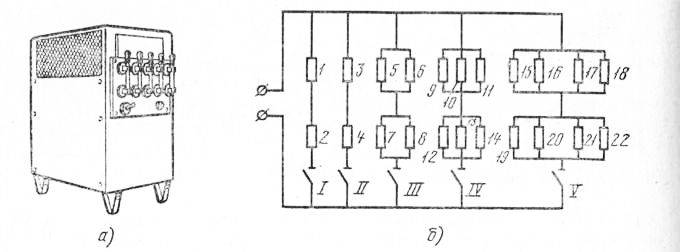
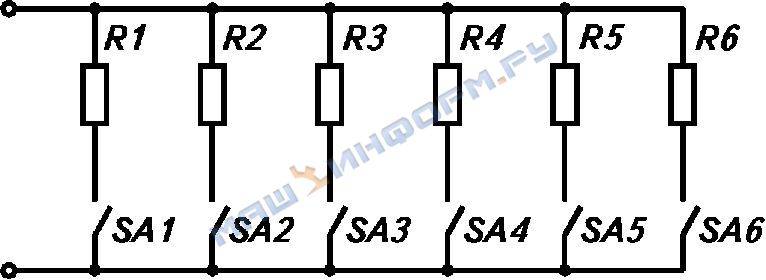
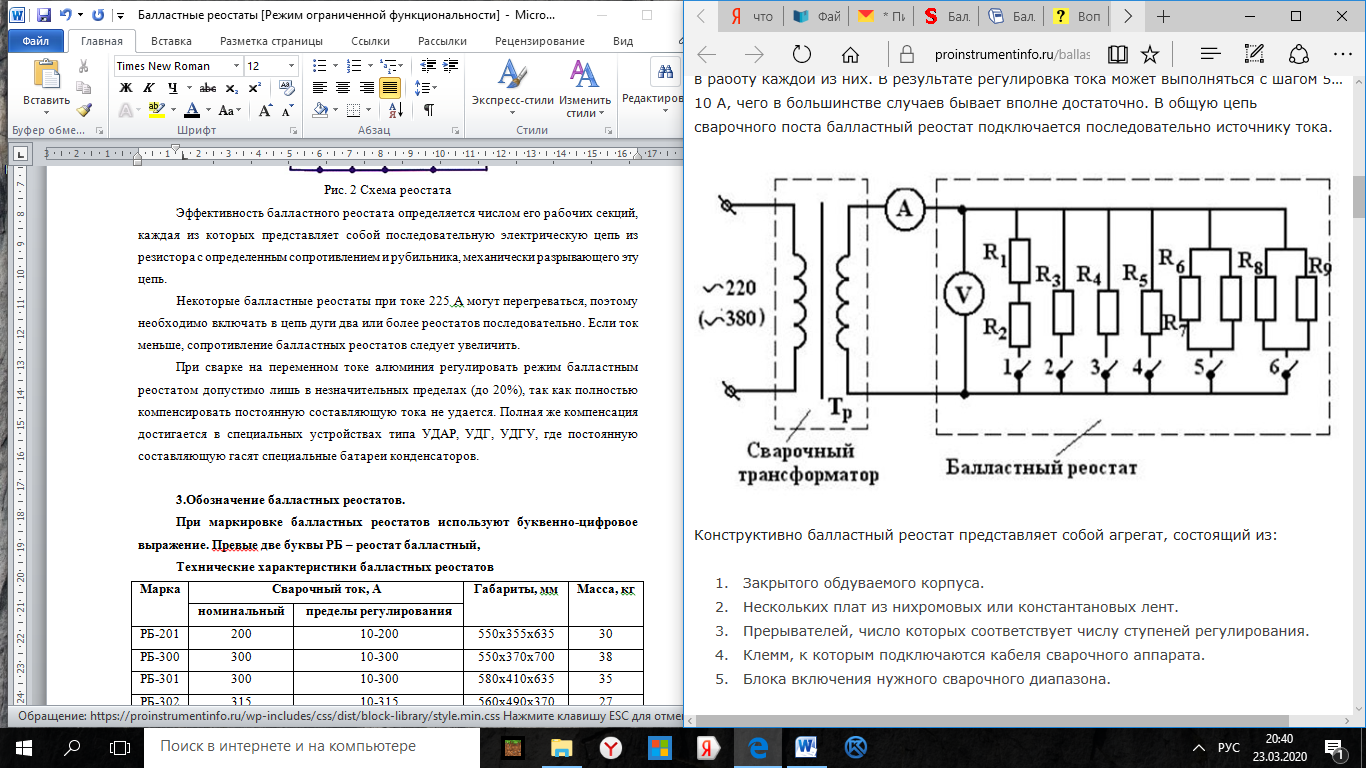
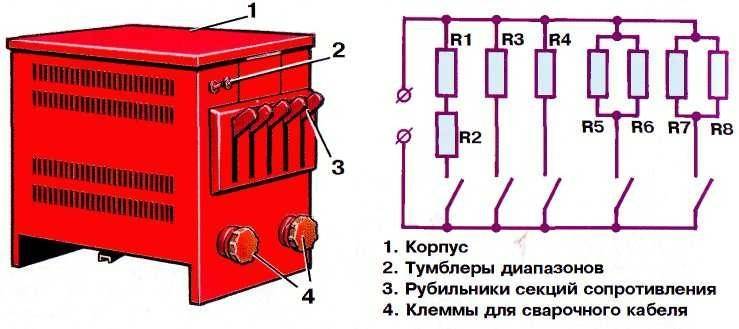
Эффективность балластного реостата определяется числом его рабочих секций, каждая из которых представляет собой последовательную электрическую цепь из резистора с определённым сопротивлением и рубильника, механически разрывающего эту цепь.
Соединение секций – параллельное, что создаёт наилучшие возможности для комбинированного включения в работу каждой из них. В результате регулировка тока может выполняться с шагом 5…10 А, чего в большинстве случаев бывает вполне достаточно.
В общую цепь сварочного поста балластный реостат подключается последовательно источнику тока.
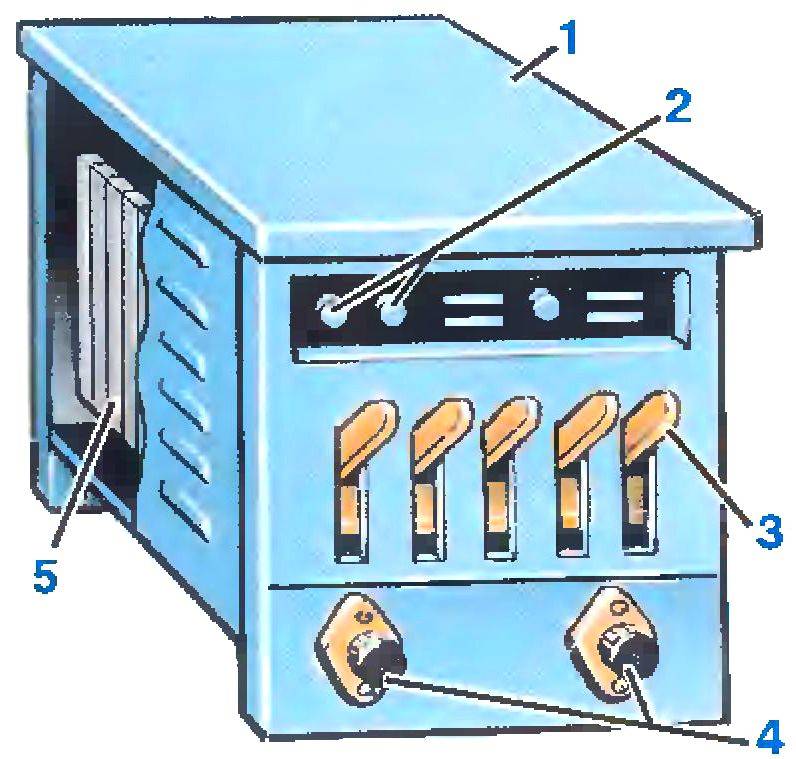
Конструктивно балластный реостат представляет собой агрегат, состоящий из:
- Закрытого обдуваемого корпуса.
- Нескольких плат из нихромовых или константановых лент.
- Прерывателей, число которых соответствует числу ступеней регулирования.
- Клемм, к которым подключаются кабеля сварочного аппарата.
- Блока включения нужного сварочного диапазона.
Все элементы управления выводятся на одну из внешних панелей корпуса. В наиболее современных конструкциях балластных реостатов в корпус встраиваются вентиляторы, устраняющие перегрев аппарата при длительной работе на больших токах (в противном случае для этого приходится последовательно подключать несколько балластных реостатов), а также конденсаторные батареи, которые компенсируют постоянную составляющую тока, возникающую при специальных процессах сварки, в частности, алюминия.

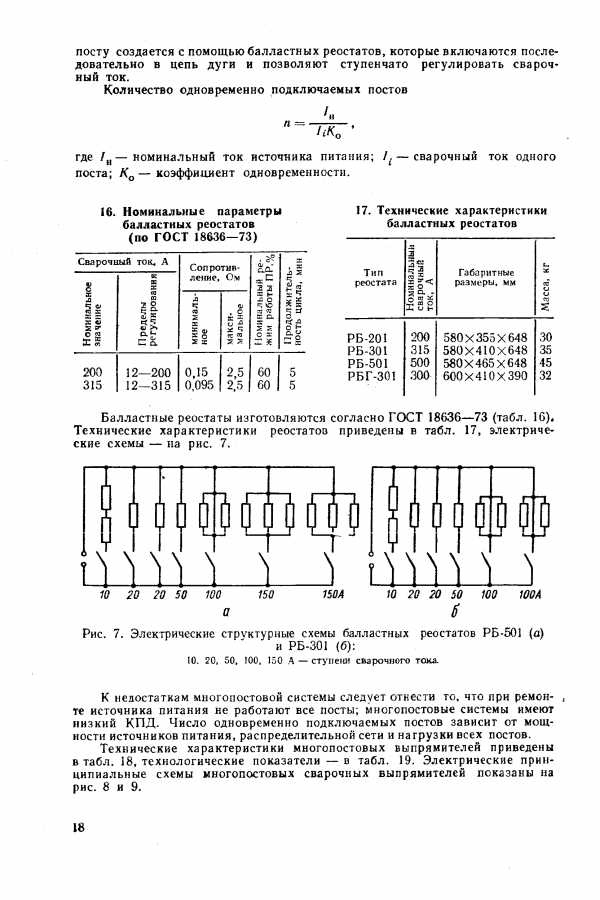
Линейка РБ наиболее распространённых балластных реостатов, выполненных по вышеописанной схеме, включает в себя следующие типоразмеры:
- РБ-201 – регулирует ток в пределах от 10 до 200 А;
- РБ-300 – регулирует ток в пределах от 10 до 300 А;
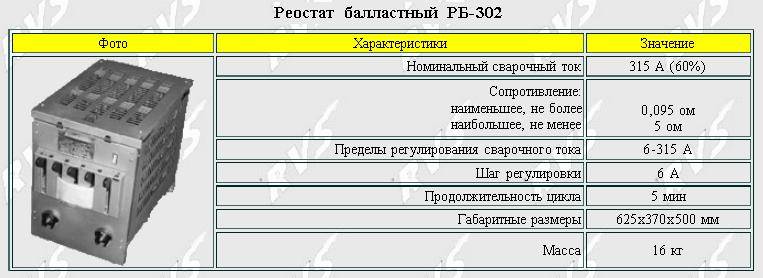
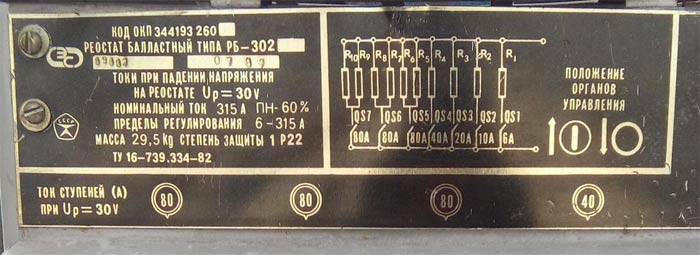
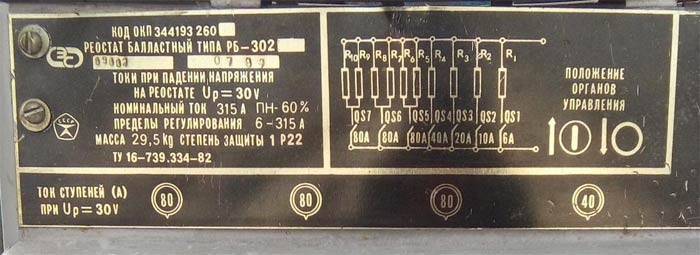
- РБ-302 – регулирует ток в пределах от 10 до 315 А;
- РБ-306 – регулирует ток в пределах от 6 до 315 А;
- РБ-501 – регулирует ток в пределах от 10 до 500 А.
Балластный реостат РБ-306
Эксплуатация модели РБ-302 выявила ряд ограничений. Быстрый выход из строя резисторов вследствие их перегрева и недостаточную точность регулировки по току. В частности, при длительных ПВ реостат сильно перегревается, что вынуждает применять аналогичный аппарат, подключаемый параллельно основному.
Модель РБ-306 лишена этих недостатков. Корпус аппарата выполнен с увеличенным количеством жалюзи, которые улучшают обдув элементов резисторных плат, а в качестве материала проволок использованы фехралевые пружины диаметром 3 мм. Первая ветка – на 6 А – собрана в виде трубчатого электронагревателя.
Модульная схема размещения элементов сопротивления облегчает их диагностику и замену. В результате указанных конструктивных изменений при тех же размерах и весе агрегата удалось расширить диапазон управления токами сварки и повысить точность регулировки.
На базе РБ-306 собираются блоки балластных реостатов (маркируются ББР), которые используют при электродуговой резке металлов. ББР эффективны в случае многопостовой сварки, применяются и для управления сварочным током от выпрямителей автоматических сварочных аппаратов.
При использовании балластных реостатов следует придерживаться следующих правил эксплуатации:
- Работать при условиях, которые указаны в паспорте на аппарат (климатическое исполнение всех типов балластных реостатов – от -40 до +45ºС);
- Запрещается эксплуатация в атмосфере, загрязнённой пылью и вблизи с источниками газа и пара, которые способствуют разрушению электроизоляции;
- Используемый балластный реостат должен проходить периодическую поверку в специализированной электролаборатории. Сроки и содержание такой поверки определяются положениями РД 03-614-03.
КАКИЕ БЫВАЮТ БАЛАСТНИКИ?
Пример устройства, сделанного своими руками Принцип действия и строение всех балластных реостатов (в т.ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
По этой характеристике их можно поделить на такие группы:
- В зависимости от длины пружины, чем она длиннее, тем медленнее через нее будет проходить ток.
- В зависимости от типа металла. Коэффициенты сопротивления разных металлов отличаются. Если ваш сварочный аппарат имеет высокую мощность, нужно очень внимательно подбирать материал, из которого будет сделан балластный реостат.
- В зависимости от толщина витков и пружины. Этот параметр влияет на величину сопротивления. Он тесно связан с длинной прожины.
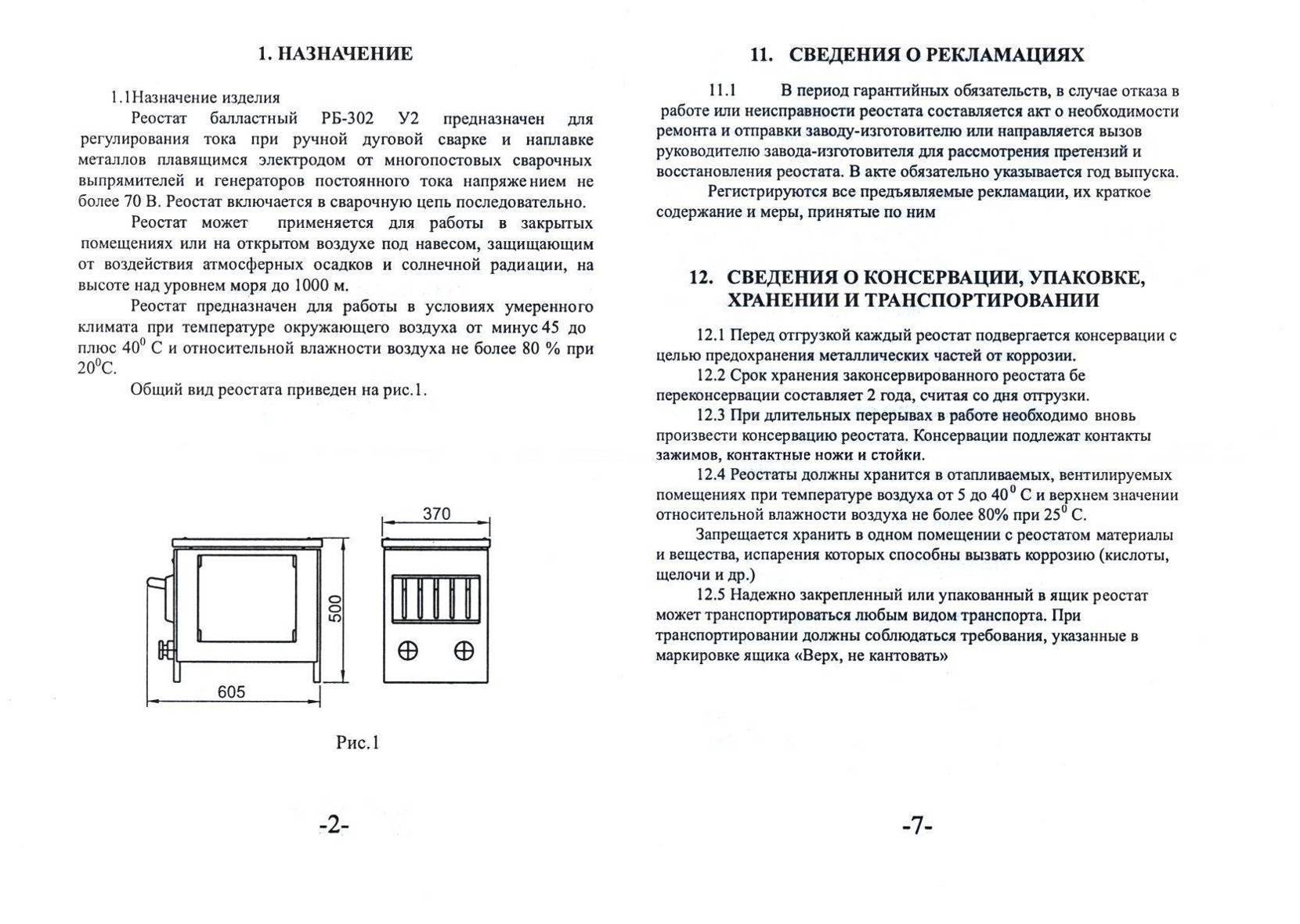
Балластный реостат РБ-302
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями. Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А. Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.
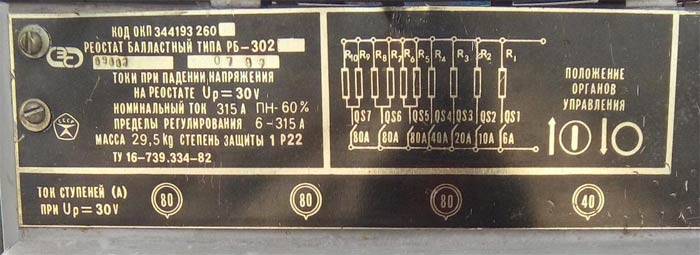
Балластный реостат модели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
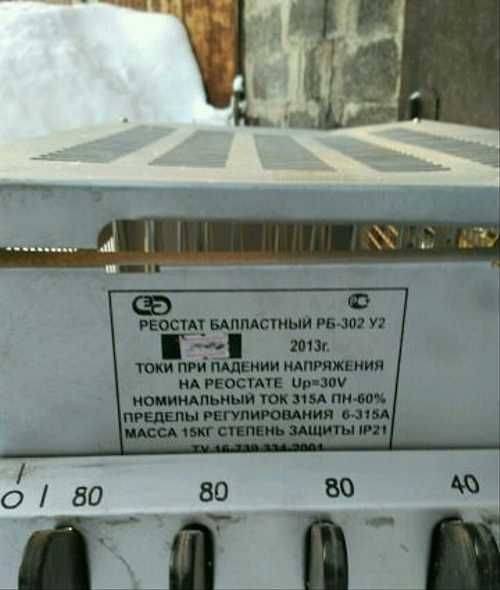
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.
Как сделать своими руками
Самостоятельно балластный реостат проще делать в виде спирали. Используют мягкую (отожженную) проволоку. Понадобится цилиндрический предмет для навивки. Можно использовать отрезок металлической или пластиковой трубы. Для передвижного контакта подойдет провод от сварочного держателя.
Мало сделать балластник своими руками, его необходимо протестировать. Нужно контакты подключить к амперметру. Остается намотать проволочный отрезок на форму, закрепить на электроизоляционной подставке. Конец скрученной проволоки подсоединяют к источнику питания. Держатель присоединяется к перемещаемому токоведущему элементу.
После замеров силы тока амперметром в разных позициях держателя можно нанести на поставку шкалу с токовыми параметрами. Самодельный балластный реостат по точности уступает фабричному. Открытая модель охлаждается естественным образом
Пользоваться устройством нужно осторожно
Самодельный балластный реостат уступает фабричному по точности и качеству исполнения, поэтому пользоваться устройством нужно осторожно, соблюдая меры безопасности
Балластный реостат РБ-302
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями. Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А. Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.
Балластный реостат модели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.

Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
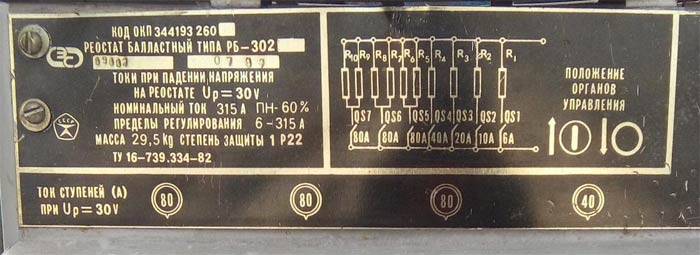
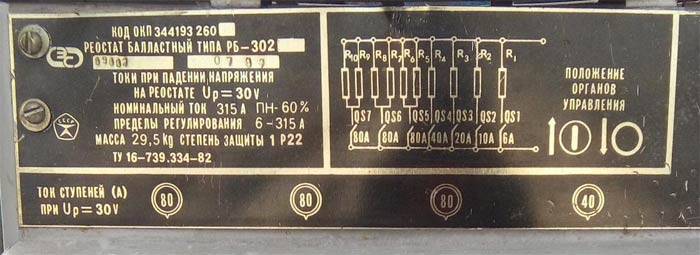
 Маркировка балластного реостата.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент
Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.







Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302
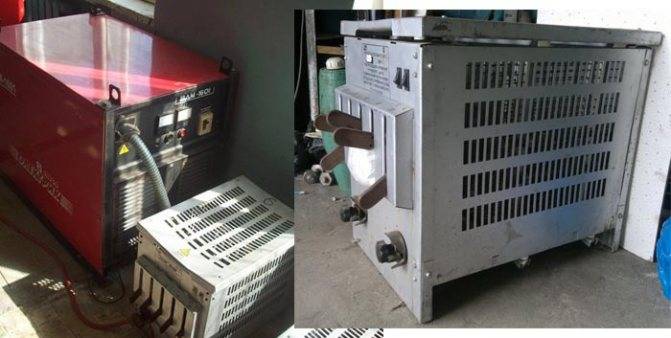
Балластник РБ-302.
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
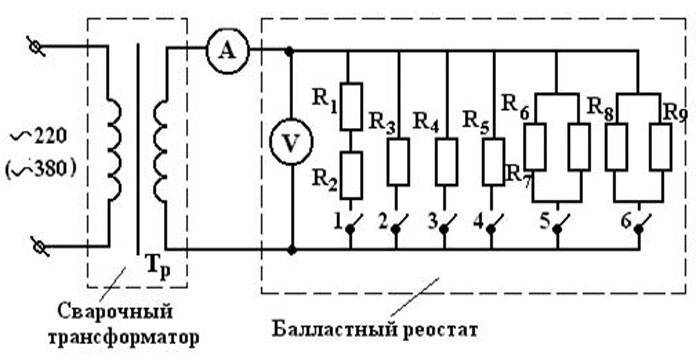
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.