Назначение шлифовальных кругов

Виды шлифовальных кругов
Область применения этих инструментов по обработке широка. Они отличаются не только внешним видом, но и способом изготовления. С помощью шлифовальных кругов можно убирать небольшой объем с поверхности заготовки, тем самым улучшая технические и эксплуатационные характеристики, внешний вид.
Под определение шлифовального круга попадает множество материалов и инструментов. Поэтому целесообразно рассмотреть наиболее распространенные из них. Для бытовых целей чаще всего используются торцевые, которые устанавливаются на дрель. Кроме этого, следует учитывать маркировку изделия, возможность применения на специальных заточных станках, размер.
Способы применения шлифовальных кругов в зависимости от маркировки и состава:
- шлифование поверхностей различных деталей и заготовок. Степень обработки зависит от зернистости, общей площади контакта и скорости вращения;
- заточка инструментов. Для выполнения этих действий необходимо использовать специальные алмазные точила.
Во время выбора учитывается материал изготовления заготовки. Для обработки деревянных, стальных и полимерных поверхностей с помощью дрели применяются различные типы шлифовальных кругов.
Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:
- Показатель зернистости.
- Вид абразивного материала.
- Связующее вещество.
- Габариты и форма.
- Твёрдость шлифовочного материала.
- Рабочая скорость.
Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
- Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
- Тот же материал с карбидной основой включает хромовые, титановые, циркониевые, кремниевые соединения для работы с закалёнными металлами. Карбид кремния (52С — 65С) нужен для сопротивления перепадам температура при охлаждении обрабатываемой детали. Маркируются такие изделия буквой, А и цифрами от 38 для циркония до 95 для титана.
- Округлые зёрна сферокорунда получаются во время продувания жидкого оксида алюминия, отличаются повышенной твёрдостью и применяются для абразивной обработки твердосплавных изделий. Обозначаются литерами ЭС.
- Монокристаллическая структура монокорунда является причиной долговечности кругов из него. Ввиду сложности технологии получения они очень дороги. Узнать их можно по маркировке 43А, 44А и 45А.
Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно — кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
2 Шлифовальные круги – классификация
Согласно старому ГОСТ 2424-83 “Круги шлифовальные: технические условия” и действующему в наши дни новому стандарту (“Круг шлифовальный: ГОСТ Р 52781–2007”), такие абразивные изделия изготавливаются следующих видов:
- с двумя выточками;
- двухсторонние конические;
- прямого профиля;
- с конической односторонней либо двухсторонней выточкой;
- кольцевые;
- тарельчатые;
- чашечные конические либо цилиндрические;
- конические;
- с утопленным центром;
- с одно- либо двухсторонней выточкой;
- со ступицей и двухсторонней выточкой;
- со ступицей двух- или односторонней;
- с упрочняющими компонентами и утопленным центром;
- с крепежными запрессованными элементами (обычные и кольцевые);
- с цилиндрической выточкой с одной стороны и конической с другой;
- с цилиндрической и конической выточками с обеих сторон или с одной стороны.
Обычному же человеку, использующему шлифовальные круги, намного понятнее их “бытовая” классификация по предназначению и особенностям применения изделий. Чаще всего используются такие круги:
Какая нужна зернистость для заточки ножей
Определившись с типом материала изготовления бруска, важно правильно подобрать его гритность. Чем меньше зернистость брусков для заточки ножей, тем более агрессивно они воздействуют на металл, то есть тем крупнее абразив и тем глубже он оставляет царапины
Соответственно, самые крупноабразивные бруски применяют при работе с заготовками при создании клинков, самые мелкоабразивные используют для полировки, финишной обработки лезвия для придания ему зеркальной гладкости. Среднезернистые абразивы используют для главной цели – придать лезвию остроту.
Производители указывают на изделиях гритность финишной обработки лезвия. Соответственно, для полного цикла заточки ножа требуется как минимум два вида абразивной поверхности. Это могут быть разные камни или комбинированная модель, на каждой стороне которой нанесен определенный абразив. Ориентироваться можно на следующую таблицу зернистости камней: Зернистость брусков для заточки ножей — таблица
| № | Зернистость, grit | Назначение |
| 1 | #220 | Ремонт клинка, черновая заточка |
| 2 | #800-3000 | Чистовая заточка и доводка |
| 3 | #6000 | Правка и полировка |
| 4 | #220/#800 | Комбинированный: ремонт и заточка |
Итак, чтобы понять, какой зернистости нужен камень для заточки ножей, изучите технику работы с ними:
- Ремонт клинка. При наличии сколов и трещин возникает необходимость реконструкции режущей кромки. То есть снимают большой слой металла, фактически формируя новую режущую кромку. В этом случае нужен крупноабразивный брусок зернистостью от #220.
- Грубая заточка. При сильном затуплении лезвия, но без повреждений режущей кромки, требуется основательная заточка. Подходящая зернистость для заточки кухонных ножей — #1000-#3000. Для рабочего инструмента величина может быть и ниже.
- Чистовая заточка. Этот этап необязателен, однако если лезвие было слишком затуплено, после основной заточки может потребоваться дополнительная с применением чуть более зернистого абразива.
- Финишная заточка. На заключительном этапе заточенное лезвие шлифуют и полируют. Потребуется мелкозернистый камень с гритностью, соответствующей изначальной, заявленной производителем. Чаще всего это #3000 — #6000. У некоторых японских ножей режущая кромка очень острая, показатель может достигать #8000.
Задумываясь о том, какую зернистость выбрать для заточки ножа, определитесь подходящим видом абразива, а также учтите степень затупления лезвия. Натуральные и искусственные водные камни оптимально подходят для заточки лезвий разного типа, отличаются долгим сроком службы и высокой износостойкостью. В каталоге нашего магазина вы найдете подходящий точильный инструмент для любого поварского клинка.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.








Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Классификация шлифовальных кругов
Шлифовальные круги в соответствии со сферой применения подразделяются на следующие подвиды:
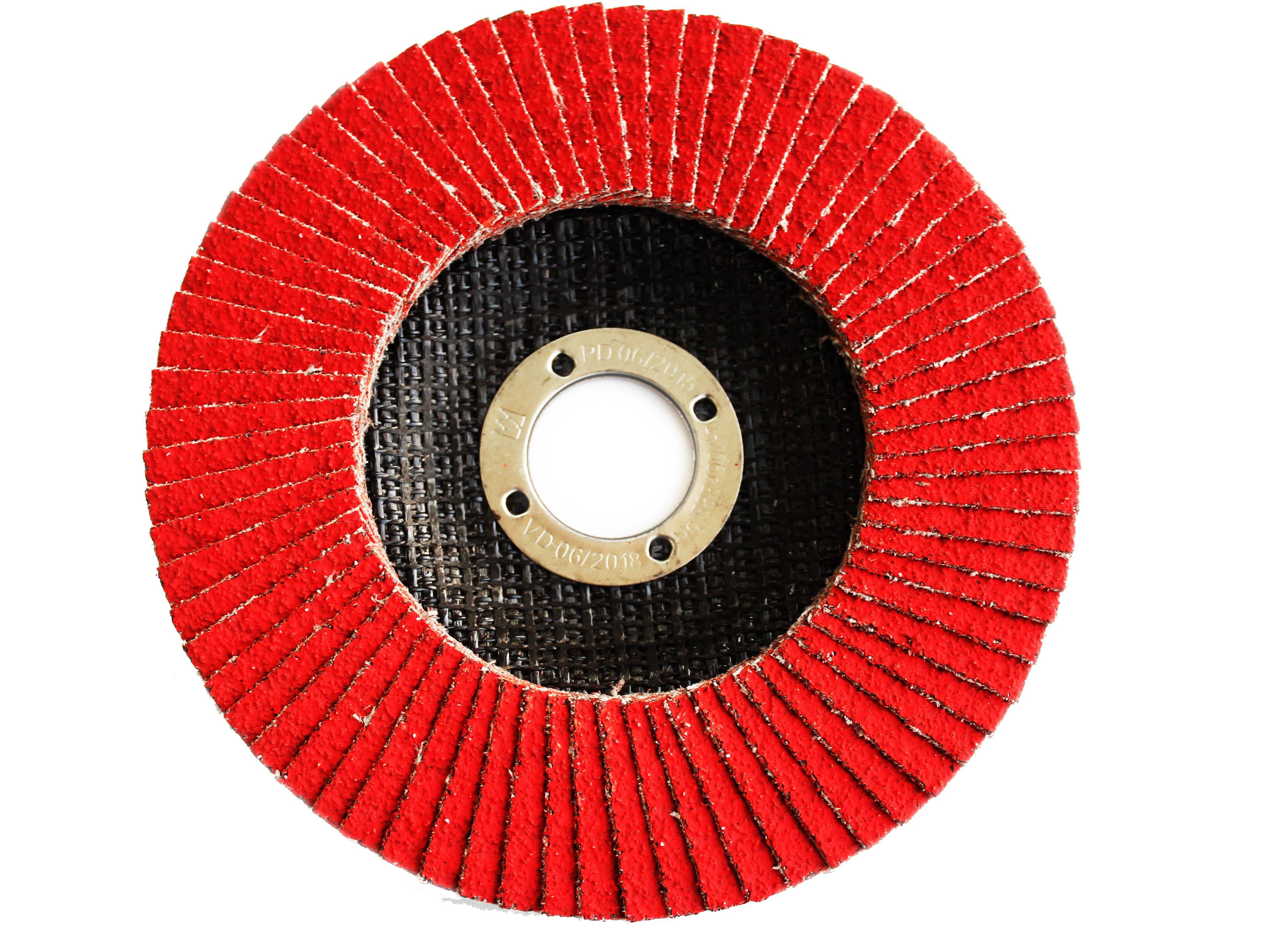
Круг лепестковый для шлифовки, основное отличительное качество — адаптация к любой поверхности и хорошая эластичность. Такое название, круг приобрел благодаря поочередно прикрепленным лепесткам, которые образуют своеобразный веер.

Главным преимуществом является то, что такой круг не оставляет заусенцы. Зачастую их используют при шлифовке труб.

Абразивные шлифовальные круги крайне необходимы для обрабатывания металлической поверхности – затирания сварочных швов и устранения заусенцев.

Алмазные круги для шлифовки предназначаются для конечной отделки плоскости материала. Но не стоит забывать о том, что он обладает невысокой надежностью и хрупок.

Фото шлифовальных кругов вы можете увидеть на интернет сайтах.

Также они подразделяются на следующие типы шлифовальных кругов:
- с двумя выточками;
- двусторонние конической формы;
- с прямым профилем;
- с выточкой конической формы с одной или двух сторон;
- кольцевые; в виде тарелки;
- чашечные с конической или цилиндрической формой;
- в виде конуса;
- с углубленной серединой.
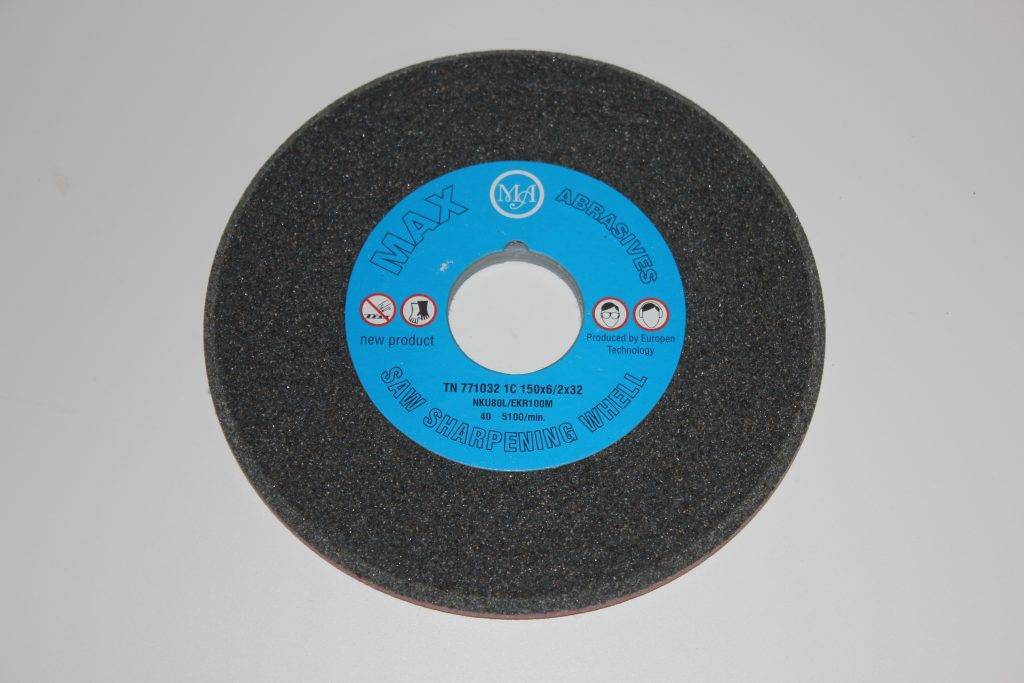
Маркировка основных шлифовальных кругов
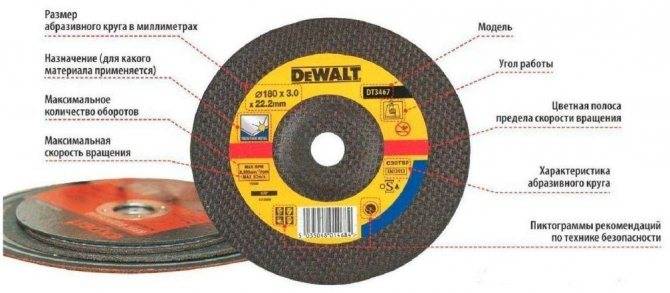
Маркировка абразивного круга
Для того чтобы выбрать оптимальные модели шлифовального круга необходимо знать условные обозначения на его поверхности. Таким образом можно узнать не только способ его изготовления, но и зернистость, точные размеры и конфигурацию: лепестковый, обычный или специальный заточной.
В первую очередь следует определить материал изготовления и возможность использования как точила на станке. Данные можно взять из перечня, описанного выше. Затем узнается зернистость круга для дрели. В некоторых случаях пиктограмма указывает на невозможность торцевой обработки. Чаще всего это касается корундовых дисков по металлу.
Следующим свойством является твердость шлифовального круга. Классификация зависящая от его состава:
- F, G. Относятся к разряду очень мягких;
- H, I, J. Мягкие, предназначены для чистовой обработки деталей;
- K, L. Таким образом маркируются изделия со средней мягкостью;
- M, N. Средние, наиболее распространенный тип;
- O, P, Q. Со средней твердостью;
- R, S. Твердые;
- T, U. Очень твердые, используются в качестве точила;
- V, W, X, Y, Z. Чрезвычайно твердые.
Производители редко обозначают структуру и состав диска на маркировке. В первую очередь это относится к типу связи. Данный термин указывает, какой состав применялся для создания однородной массы. В настоящее время в качестве связующего компонента может использоваться керамическая, бакелитовая и вулканитовая связки.
Во время эксплуатации может нарушиться геометрия овального круга или размер лепесткового основания. В особенности это касается торцевой обработки деталей с помощью дрели или станка. В таком случае необходимо сделать правку согласно маркировке. Для этого рекомендуется использовать твердосплавный инструмент или алмазные диски.
В видеоматериале показаны основные виды шлифовальных кругов:
Необходимое оборудование
Во многих случаях, работа с материалами подразумевает проведение полировочных, шлифовальных, а также обдирочных процедур.
Не секрет, что резка дерева является очень опасным занятием, но шлифовка массива под силу даже неопытному рабочему. Главное, чтобы в его распоряжении были требуемые приборы. Достаточно разобраться с базовыми принципами предстоящей работы, и всё будет успешно.
В большинстве случаев, для обдирки задействуют лепестковые диски. После тщательного изучения специфики изделия, можно убедиться в его функциональности и эффективности.
Из названия можно понять, в чём заключаются особенности и принцип работы расходного инструмента. Его рабочая зона может располагать небольшим количеством лепестков наждачной бумаги. Подобная структура может напоминать рыбью чешую. Что касается бумаг с низкой шероховатостью, то они обеспечивают мягкую шлифовку элитных пород древесины.









Показатели качества и степень обработки определяется зернистостью материала, поэтому полировку и шлифовку выполняют с учётом установленных требований.
Несмотря на большую популярность лепестковых моделей, вы можете применять и другие расходные материалы. Для примера, очень хорошим решением может стать липкий диск универсального назначения. Большинство современных насадок обладают возможностью быстрой смены липучки. Стоимость используемых липких дисков гораздо ниже, чем стоимость цельных лепестковых, однако низкая цена характеризует небольшой срок службы. В любом случае универсальные липкие модели эффективны и при обработке, и при шлифовке самых различных материалов, что и объясняет их большую популярность.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых.
Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
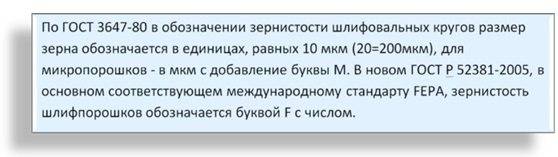
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Естественные абразивные материалы
Рассмотрим некоторые из природных абразивов.
Алмаз является наиболее твердым из природных материалов, состоящим из чистого углерода. В природе он встречается, как правило, в виде россыпи кристаллов. Алмазы бывают ювелирные и технические (именно они применяются в качестве абразивов).

Гранат — это минерал, состоящий из алюмосиликатов извести, магнезии и других примесей. Он может быть окрашен в разные цвета, за исключением синего. Используется в измельченном виде: частицы наносятся на шкурки для шлифования.
Корунд состоит из кристаллической окиси алюминия с примесями, отличается окраской от синеватой до коричневой. При этом твердость материала снижается с повышением содержания в нем окиси железа.
Наждак — смесь корундовых зерен с магнезитом и прочими минералами.
Кварц представляет собой оксид кремния кристаллической формы. Разновидностью кварца является кремень: он состоит их кремнезема, в природе встречается в виде массивных горных пород.
Пемза — это пористая структура вулканического происхождения, состоит из кремнезема и глинозема.
Мел — карбонат кальция, с помощью которого возможны тонкие виды обработки (полирование, притирка).
Лепестковый круг для болгарки
Шлифовальный лепестковый диск для болгарки специально изготавливают для установки на болгарку (углошлифовальную машинку). Диаметр кругов различный, от 115 до 230 мм, включая и лепестковый диск для маленькой болгарки. Подбирается диаметр в соответствии с типоразмером инструмента. Оптимальными считаются лепестковые диски для болгарки 125 мм. Диаметр посадочного отверстия, для наиболее распространенных марок, имеет стандартную величину – 22,23 мм. Толщина лепесткового диска около его центра составляет от 1,2 до 2,0 мм, в зависимости от диаметра круга.

Шлифовальный лепестковый диск для болгарки по металлу разделен на отдельные сегменты – лепестки, откуда и пошло его название. Поверхность лепестков покрыта тонким слоем крошки из цирконового электрокорунда, закрепляемого на материале эпоксидной смолой. Перспективной новинкой стала новейшая разработка отечественных инженеров – диск с покрытием из победитовой крошки электроимпульсного дробления, зафиксированной с помощью сверхпрочной пайкой, что увеличивает срок службы. Увидеть диск лепестковый для маленькой болгарки можно на фото.
Обработка деревянных поверхностей болгаркой
При необходимости обработки большого объема деревянных поверхностей, например, подготовить пол к окраске или обновить фасад деревянного дома, лучше всего подойдет такой инструмент как болгарка. В таких случаях применяют лепестковый диск для болгарки по дереву, изготовленный из лепестков с абразивным покрытием, нанесенной на жесткий каркас, уложенные внахлест, перекрывая предыдущий на три четверти длины. Диски различаются по зернистости, которая маркируется на изделии. Подразделяются диски и по назначению. Для снятия шероховатости применяют круги с мелкой зернистостью, для удаления неровностей – средней, для удаления старой краски потребуется круг с крупным зерном. Диаметр дисков – от 115 до 180 мм, в том числе – 125 мм.

Лепестковые круги в зависимости о зернистости могут быстро снять неровный слой, поверхность при этом становится шероховатой или снять все неровности при небольшом слое срезаемого материала. Правильным является последовательное использование дисков с крупной и мелкой зернистостью (Видео). Жесткость круга позволяет прикладывать значительное усилие при зачистке для повышения эффективности.

При обработке изделий из дерева, сложной конфигурации применяется лепестковые диски, в которых полосы наждачной бумаги расположены радиально. Однако, применение такого инструмента требует некоторых навыков. Предварительно необходимо отработать силу прижима и угол наклона инструмента.







Какой лучше купить отрезной круг и его параметры
Часто не хочется изучать и читать много информации, поэтому специально для тех, кто не желает разбираться в технических особенностях расходных материалов для болгарки, собрано описание идеального отрезного круга. Идеальная модель абразивного круга имеет следующие параметры:
- Бакелитовая связка с двумя упрочняющими слоями
- Для разрезки черных металлов применяется электрокорунд, обозначаемый буквой A
- Толщина от 1 до 2 мм
- Наружный диаметр зависит от типа имеющейся в распоряжении болгарки. Проще всего пилить металл болгаркой с размером диска 125 и 150 мм
- Для резки твердых металлов лучше использовать насадки с мелкой фракцией
- Скорость вращения 80 м/с
Как видно, выбрать круг для резки металла не составляет большого труда, если знать о нем главные особенности. При выборе доверяйте и положитесь только на себя, так как большинство продавцов могут только отличать диски по назначению для металла, дерева и бетона. Это сведение утрированное, но если спросить у продавца, какой тип обвязки используется в конкретной модели расходника, то навряд-ли он поймет, о чем идет речь.
Материал шлифовальных кругов
Абразивный шлифовальный круг – это приспособление для резания, снятия тонких слоёв вещества. Среди последних встречаются древесина, пластмасса, мягкие металлы, горные породы, стекло, стали и твёрдые сплавы. Основной показатель режущей кромки – твёрдость.
Минералы:
Электрокорунд. Основа – оксид алюминия (Al2O3). Виды:
- a. Белый. Марка 25а, 24а, 23а. Эффективен для работ по закалённым инструментальным сталям.
- b. Нормальный. Марка 16а, 15а, 14а, 13а. Используется в приспособлениях с переменной режущей нагрузкой, обработка материала с вязкой структурой.
- c. Титанистый. В состав введён оксид титана. Применим в тяжёлых условиях резания.
- d. Хромотитанистый. Марка 95а, 94а. Введена лигатура из соединений хрома и титана. Область – ответственные операции обработки.
- e. Циркониевый. Марка 38а. Эффективность, по сравнению с электрокорундом, до 100~400%. Основные операции – обдирочное шлифование.
- a. Зелёный. Марка 62с, 63с, 64с.
- b. Чёрный. Марка 52с, 53с, 54с, 55с.
- Алмаз. В промышленности применяются синтетические алмазы. Используются для разрезания металлов, заточки твёрдосплавных напаек режущего инструмента, правки сверхтвёрдых материалов.
- Эльбор. Кубический нитрид бора. Второй по твёрдости после алмаза. Но имеет повышенную температурную стойкость, до 1100~1300°C. Для решения домашних задач почти не применяется в силу высокой стоимости.
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Как выбрать?
Перед тем как приступить к выбору, необходимо определить возможности точильного станка. Речь идет о мощности, рабочих оборотах и возможна ли их регулировка. Необходимо выяснить, насколько важна охлаждение и смазка. Нарушение рекомендаций изготовителя приведет к тому, что абразив быстро потеряет свои качества, и обрабатываемый объект будет испорчен.
Тщательного внимания заслуживают следующие параметры.
Зернистость. Зависит от характера выполняемых работ и поверхности. Аккуратная и точная обработка потребует изделия со средней и мелкой зернистостью. Когда речь идет о черновой отделке объекта, взаимодействии с материалами, которые порами засоряют поверхность, прибегают к крупнозернистым оснасткам. Чем меньше размер зерна, тем медленнее продвигается операция.
Диаметр. Параметр должен соответствовать режущему инструменту. Универсальные изделия получили диаметр 125 — 150 мм. Они легкие и помогают в решении различных бытовых задач. Отдельного внимания заслуживает изучение параметров посадочного отверстия. Стандартными значениями считают 22 и 32 мм. Для дрели актуально 10 мм.
С каким материалом работают
Важно убедиться в соответствии абразива отделочному материалу. Соответствующая информация представлена рисунками (камень, бетон, керамика, металл и др.) на изделии
Круги могут быть универсальными.
Скорость вращения. Характеристика должна превышать максимальные допустимые показатели шлифовальной машинки. Она варьируется от 50 до 100 м/с. Маркируют различными цветами (зеленая 100 м/с, красная 80 м/с, желтая 63 м/с).
Толщина. Стандартные размеры варьируются от 1 до 5 мм. Она влияет на скорость и точность среза. Тонкий диск качественно и быстро режет, но быстро приходит в негодность. При взаимодействии с твердыми металлами они гнутся и ломаются.
Тип связки. Она определяет характер выполняемых работ и долговечность. Каждая группа хорошо себя раскрывает при выполнении определенных задач.
Класс неуравновешенности. Влияет на сбалансированность. Тщательное перемешивание зерен и связки исключит на поверхности существования тяжелых и легких участков. Сбалансированный диск вращается равномерно и хорошо отделывает поверхность. Характеристика влияет на срок службы. Выделяют 4 класса неуравновешенности (1-й считают самым точным).
Твердость. Самыми распространенными считают со средним показателем. Выбор зависит от материала и инструмента.
Плотность круга (структура). Она указывает на расстояние между двумя зернами. Выделяют:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — цветные металлы, ЛКМ, пластик;
- открытая — отделка дерева.