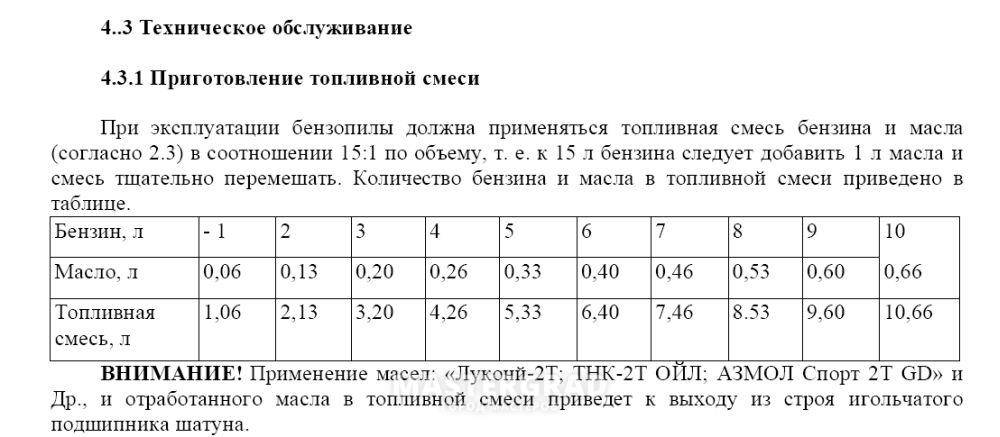
Введение
Какой-бы не была износостойкой и прочной сталь на ноже, рано или поздно острота уйдет, на режущей кромке появятся повреждения, и нож придется затачивать. Режущая кромка под большим увеличением представляет собой череду зубцов, которые при работе ножом перетирают волокна разрезаемого материала. В процессе работы ножом, при столкновениях с твердыми материалами, эти зубцы заминаются, выкрашиваются, изгибаются. В результате чего пропадает агрессия реза и нож становится тупым.
В процессе заточки абразивный камень стирает слой металла, одновременно формируя равномерную череду зубцов, тем самым восстанавливая рабочую структуру режуще кромки. Процесс заточки начинается с грубых обдирочных камней, и заканчивается полировальными камнями высокой гритности. Это необходимо для того, чтобы добиться максимально одинакового размера зубцов на режущей кромки, и убрать грубые царапины от обдирочных камней, что увеличивает стойкость кромки и продолжительность реза.
Критерии выбора агрегата
При покупке основное внимание уделяется ключевым показателям заточных станков, определяющих степень их технического соответствия запрашиваемым требованиям покупателя:
- мощность двигателя;
- скорость вращения шпинделя;
- комплектация;
- наличие дополнительных принадлежностей.
 Мощность и скорость вращения напрямую влияют на производительность станков и обеспечивают обработку большего количества инструмента за единицу времени.
Мощность и скорость вращения напрямую влияют на производительность станков и обеспечивают обработку большего количества инструмента за единицу времени.
Наличие дополнительных принадлежностей позволит применить агрегат не только для заточки цепей, но и для работы с режущими инструментами кусторезов и другой аналогичной техники. Установка системы охлаждения исключает риск перегрева зуба. Автоматический зажим тисков при шлифовке обеспечит гарантированное качество кромок.
Являясь обладателем бензопил определённого производителя, нужно стремиться приобретать заточные станки этой же марки, так как изготовитель конструирует приборы однозначно для обслуживания своего парка. Так, приспособления для бензопилы Штиль обеспечивают фиксированное положение цепи и двигателя, гарантирующие рекомендуемый угол заточки.
Выбирая станок для заточки, следует обратить внимание на лидеров рынка, гарантирующих постоянное качество выпускаемой продукции:
- Makita.
- Oregon.
- Stihl.
- Sadko.
Некоторые из них предлагают варианты мобильных агрегатов, позволяющих работать не только в стационарных условиях, но и за пределами населённых пунктов. Лишь проанализировав все требования к приобретаемому устройству и предложения на рынке, можно найти оптимальный вариант покупки.
Общие требования к заточке
Заточка ножовки — довольно кропотливый процесс, в котором важна точность. Чтобы его облегчить, следует использовать только хорошие напильники и надфили, обладающие достаточной остротой. Если пилу приходится точить часто, лучшим решением будет завести отдельный комплект инструментов для этой работы. Перед заточкой не помешает посмотреть на зубцы ножовки. Если их оттенок темнее полотна — значит они каленые. Наточить такую ножовку по дереву не выйдет.
При заточке в домашних условиях следует снимать металл равномерно. На каждый отдельный зуб делается равное количество проходов надфилем, независимо от того, насколько он был изношен до коррекции. При этом нельзя менять угол заточки, задаваемый наклоном напильника, или же вращать его вокруг своей оси. Движения должны совершаться строго от себя, поскольку именно при такой технологии достигается эффективность снятия металла ножовки, а работник может уверенно контролировать инструмент в руках.
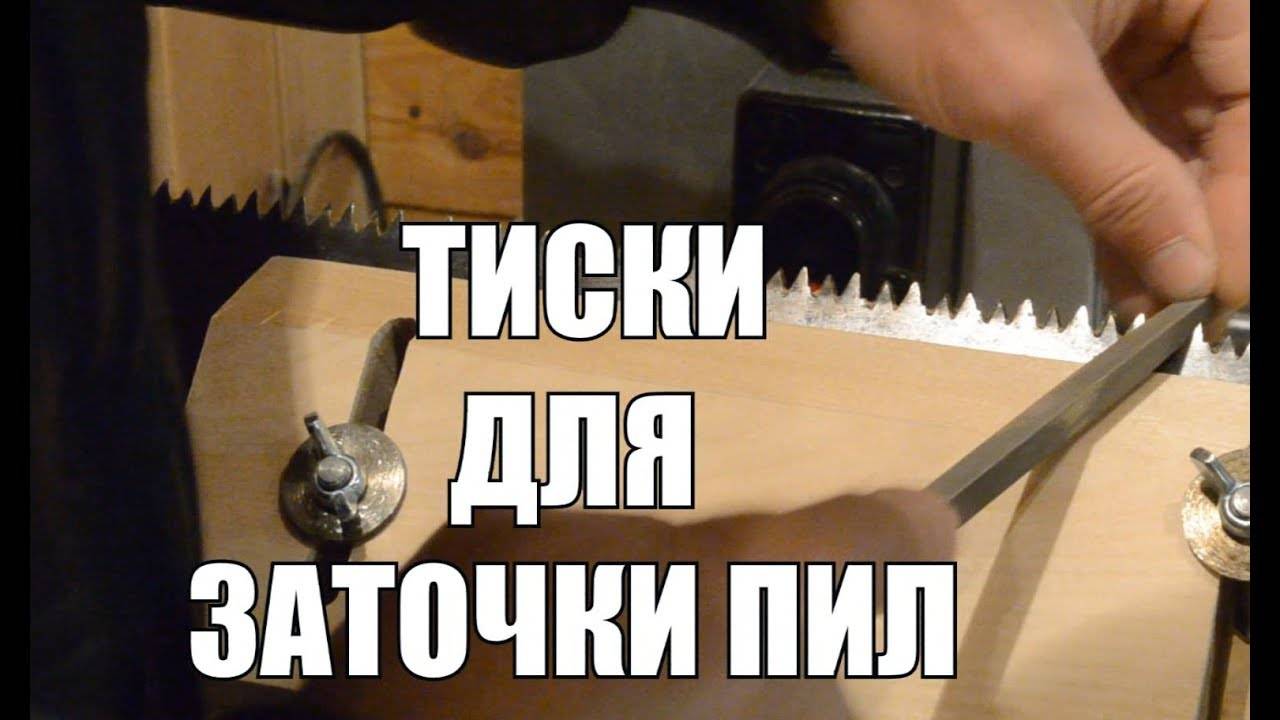
Для того, чтобы во время заточки не возникало дополнительных сложностей, полотно пилы следует жестко закрепить в тисках. Желательно наличие источника прямого света, который позволит не всматриваться в результаты работы.
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
На какие технические характеристики станков обращать внимание
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Как правильно наточить ножовку напильником
Инструмент удерживается по отношению к зубу под углом 60°-75°. Сначала проходятся четные резцы, чтобы не менять положение руки. Затем полотно разворачивается на 180°, и процедура повторяется для нечетных зубьев. Издревле крупные пилы для заготовки дров именно так и затачивали. Настоящие мастера делали это «на глазок» с высоким качеством.
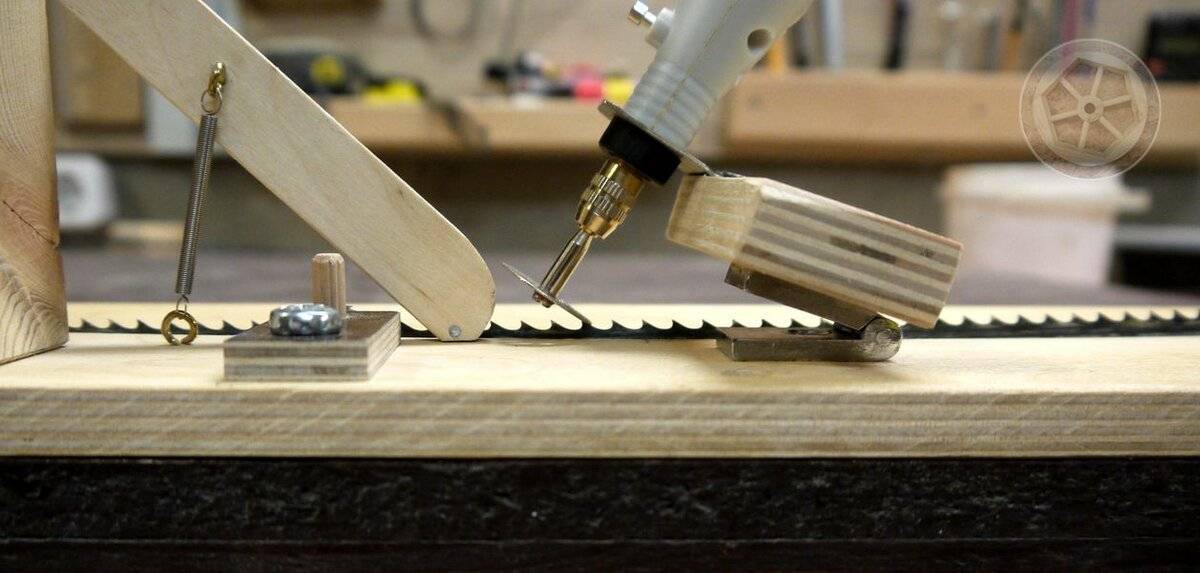
Пилу для черновой работы можно заточить и таким способом. А вот инструмент для столярной и плотницкой работы требует большей аккуратности. Далеко не каждый может позволить себе купить станок для заточки ножовок. При наличии компактного наждака, можно изготовить самодельную станину, которая будет работать не хуже заводской.
Можно затачивать ножовку с помощью болгарки. Электроинструмент закрепляется под определенным углом к верстаку. Ножовка двигается вручную по направляющим, чтобы каждый зуб подводился к наждачному диску в одной и той же плоскости. Ставится ограничитель глубины заточки.
Принцип такой же, как при ручной заточке. Сначала проходятся четные зубья, затем полотно разворачивается и обрабатывается нечетный ряд.
Внимание! Если у вас возникла необходимость подровнять высоту резцов – приспособление из болгарки позволит сделать это быстро и точно. Такие машинки пригодятся в случае, когда вы регулярно тупите инструмент, выполняя большое строительство или ремонт деревянных изделий
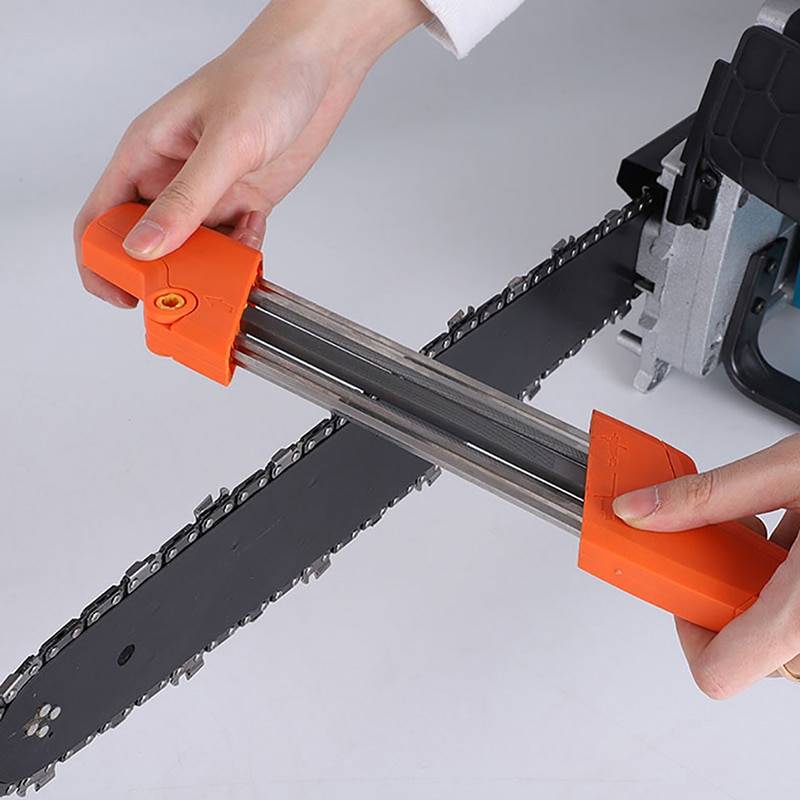
Если вопрос «как заточить пилу» возникает один-два раза в год – воспользуйтесь более простым приспособлением
В продаже имеются различные направляющие для напильника или надфиля, позволяющие удерживать его под заданным углом
Если вопрос «как заточить пилу» возникает один-два раза в год – воспользуйтесь более простым приспособлением. В продаже имеются различные направляющие для напильника или надфиля, позволяющие удерживать его под заданным углом
Такие машинки пригодятся в случае, когда вы регулярно тупите инструмент, выполняя большое строительство или ремонт деревянных изделий. Если вопрос «как заточить пилу» возникает один-два раза в год – воспользуйтесь более простым приспособлением. В продаже имеются различные направляющие для напильника или надфиля, позволяющие удерживать его под заданным углом.






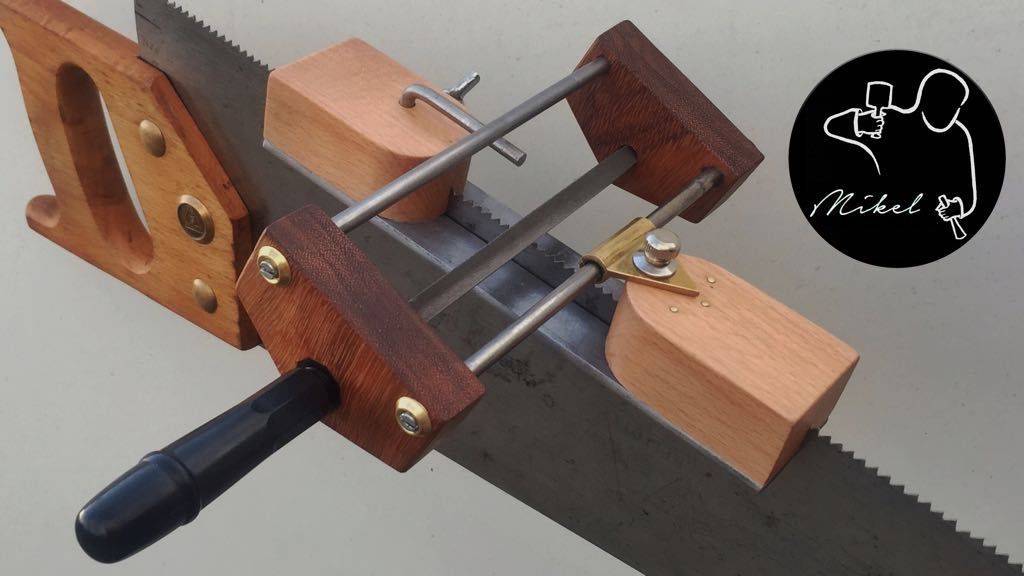
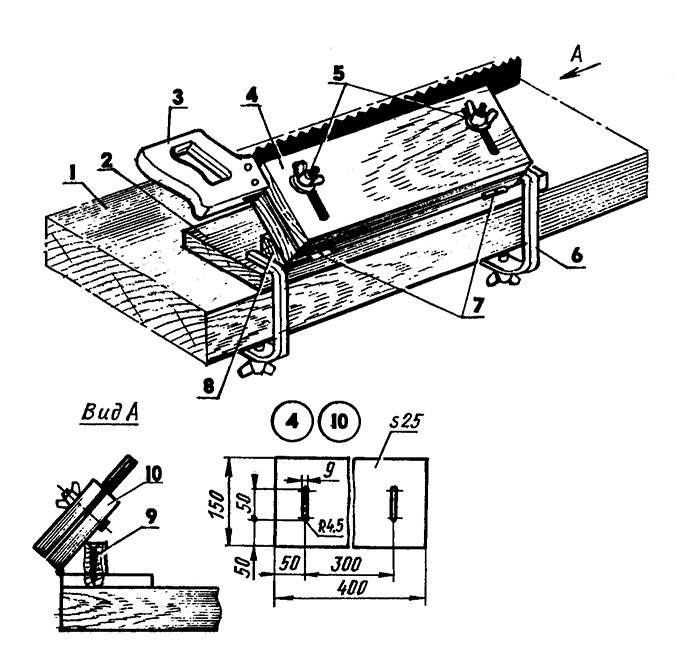

Особенно полезно такое устройство для заточки компактных полотен, когда ошибка на пару градусов приводит к порче инструмента. Если вы хотите сэкономить еще больше – направляющую можно изготовить самостоятельно.
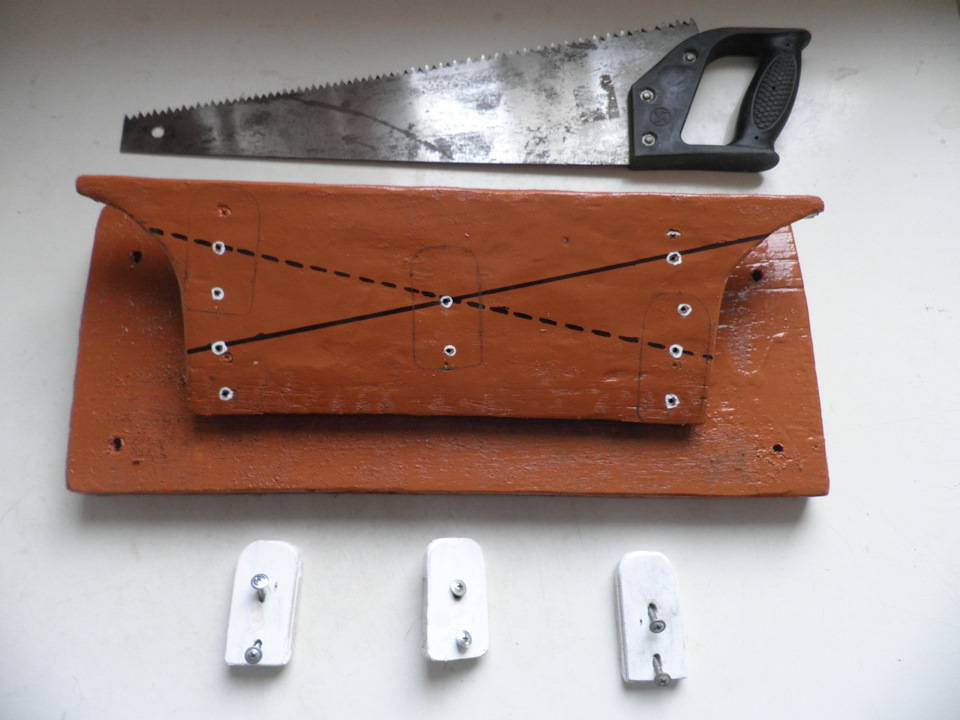
Общий принцип показан на рисунке.
Полотно фиксируется под определенным углом, для напильника или надфиля устанавливается ограничитель параллельно верстаку, и поочередно на каждый зуб приходится 2-3 прохода. Затем разворот полотна (не меняя угол направляющей), и проход второй стороны. Преимущество подобных приспособлений – на них можно и разводить и точить зубья.
Опять же, подобные устройства подходят для простых ножовок, с традиционной формой резцов.
Как определить момент, когда ножовку пора наточить
Чтобы не укорачивать срок службы полотна ножовки, точить ее нужно только тогда, когда она уже не может выполнять качественный рез, или же требует прикладывать больше усилий во время работы с ней. Основными признаками затупившейся пилы можно назвать следующие:
- закруглились кончики зубьев, исказилась их форма;
- изменился звук работы пилы: появилось ощущение, что древесина не разрезается, а разрывается по волокнам;
- снизилась скорость распила по сравнению с новой ножовкой;
- на разрезе стали появляться зазубрины и задиры;
- ножовку периодически клинит даже при ровном резе.

Если появился хотя бы один из перечисленных признаков, значит ручная пила нуждается в обслуживании. К нему относится как непосредственная заточка зубьев, так и их правильная разводка.
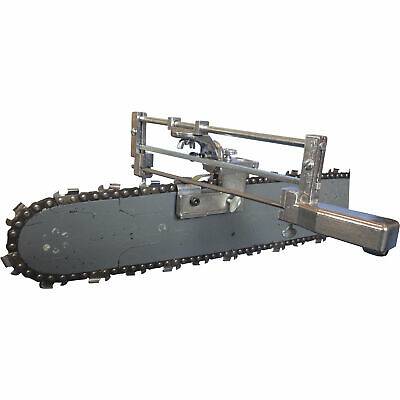
Заточка цепи бензопилы на станке
Покупать специальный станок для того, чтобы точить зубья режущей оснастки бензопил или электропил не могут себе позволить даже квалифицированные работники, занимающиеся валкой леса. Такое оборудование характеризуется высокой стоимостью, а к тому же, к его применению требуется соответствующая сноровка. Именно поэтому многие пильщики предпочитают периодически или регулярно сдавать цепь в мастерскую, где возможно профессионально занимаются ее заточкой, что маловероятно. Стоимость услуги около 100 рублей, но при этом исключается необходимость разбираться в тонкостях восстановления качества режущих кромок.
Специалисты рекомендуют прибегать к заточке цепи на специальном оборудовании только тогда, когда оснастка действительно запущена (если они потеряли свою форму). К примеру, пила давно не эксплуатировалась, и имеются характерные признаки не только снижения качества остроты кромки, но и признаки коррозии. Если регулярно осуществлять ручную заточку, то прибегать к помощи специального оборудования не понадобится.
Если вы все-таки обзавелись станком, стоимость которого составляет более пары тысяч рублей, то не помешает узнать достоинства такого способа:
- Высокая скорость выполнения работы — примерно 5 минут.
- Удобство — не нужно выбирать угол, контролировать уровень прижима и считать количество проходов напильником.
- Качество — каждый зуб получает высокую степень заточку (не во всех случаях).
Принцип заточки цепи на специальном станке заключается в том, что предварительно фиксируется оснастка в тисках инструмента. Чтобы наточить ее, понадобится обязательно снять с бензопилы. Далее закрепленная в тисках станка оснастка располагается под соответствующим углом (в зависимости от указателя). После этого осуществляется непосредственный контакт с вращающимся абразивным диском.
Ниже представлен процесс, как осуществляется заточка цепи на специализированном станке.
Это интересно! Многие ошибочно считают, что способ заточки на электрическом станке считается самым правильным, надежным и точным. В действительности это не нет, ведь привести к норме каждый зуб, и добиться их одинакового угла заточки на таком устройстве невозможно. Специально для этого используются ручные станки, более подробно о которых можно узнать ниже.
Как наточить зубья ножовки по дереву самостоятельно инструкция
Разводка и выравнивание высоты режущих зубцов — это подготовительный этап к заточке ножовки. Теперь, чтобы заточить ножовку по дереву, понадобится снова зафиксировать полотно в губках тисков. Как правильно наточить ножовку по дереву, знают не многие, поэтому часто можно встретить мастеров, которые покупают новые инструменты вместо того, чтобы восстановить работоспособность старых.
Работа выполняется в домашних условиях, а весь процесс занимает не более получаса времени. Для начала нужно взять надфили или треугольной формы напильники, которые имеют мелкую насечку. При выборе трехгранного напильника нужно учитывать его размер. Он должен быть небольшим, чтобы его грани доставали до углубления между зубцами. Использовать напильник с мелкой насечкой нужно обязательно, иначе достичь необходимой остроты заточки не удастся.
Выяснив все нюансы, разберемся с последовательностью действий — как правильно натачивается ножовка по дереву:
- Полотно инструмента фиксируется в тисках. Чтобы оно не вибрировало в процессе, следует зажимать его как можно ближе к зубцам, но при этом, не задевая их, иначе нарушится разводка
- В руки берется напильник — одной рукой нужно взять его за рукоятку, а второй за кончик
- Угол заточки обычно составляет от 15 до 30 градусов, выявляется который исключительно на глаз. Если инструмент имеет не сильную стертость зубьев, то этот угол можно проследить
- Принимаем соответствующую позу при выполнении работ. Для этого напильник нужно расположить по отношению к полотну под углом 30-45 градусов (в нижней точке соприкосновения)
- Движения напильником должны быть равномерными, четкими и быстрыми. Перемещать напильник следует только в одном направлении — снизу вверх. Количество раз проходов напильником составляет 3-5 раз для каждого междузубия. Количество движений может быть и больше, что зависит от степени затупленности инструмента
- Для начала требуется пройти инструментом с одной стороны полотна, а затем с другой
При заточке нужно учитывать также давление напильником на затачиваемые зубья. Оно должно быть средним, чтобы каждое последующее прохождение снимало металл, а не ерзало по зубцам. Процесс этот не трудный, однако, для прохождения между каждым зубцом напильником требуется время и терпение.
https://youtube.com/watch?v=WMeSw92zaqY%3F
Как понять, что зубья заточены достаточно? Для этого нужно посмотреть на зубья инструмента сквозь солнечный свет. Отблеск между каждым зубцом говорит о том, что процедура выполнена успешно, и инструмент готов к применению.
Рассматриваемый процесс не трудный, и если разобраться с его принципом, то заточка ножовки превратится в удовольствие. Многие не хотят тратить время на ручную работу напильником, поэтому применяют для заточки болгарку. Разберемся, как заточить ручную ножовку болгаркой, и реально ли это сделать.
https://youtube.com/watch?v=8dronwgDj5o%3F
Для продольного и универсального пиления
Для обработки ножовок для продольных распилов целесообразнее пользоваться надфилями с драчевой насечкой либо напильниками, имеющими форму ромба с личной насечкой. Для заточки резцов у пил продольного раскроя древесины необходимо инструмент располагать вертикально в зажимном приспособлении и надежно крепить к рабочей поверхности. Есть две разновидности заточки.
Прямая. Надфиль, напильник под углом 90 градусов следует направить горизонтально к обрабатываемому инструменту и снять небольшой слой покрытия с передней и задней грани резца, чтобы качественно обработать режущую кромку. Аналогичным образом подвергаются заточке все остальные резцы, находящиеся в дальнем ряду. По завершении полотно нужно перевернуть в зажимном устройстве и произвести обработку зубьев, оказавшихся в дальнем ряду.
Косая. Единственным отличием этого метода будет направление напильника относительно полотна пилы. Угол заточки – 80 градусов. Вначале обрабатывают задние и передние грани резцов одного ряда, а затем и второго.
Чтобы наточить универсальную ножовку, понадобится надфиль с грубой насечкой либо ромбический напильник с личной насечкой. Затачивать универсальные ножовки можно по одной из технологий, что и для обработки продольных инструментов, выбирая косую либо прямую заточку.
Древесина является уникальным природным материалом, очень широко использующимся в различных сферах народного хозяйства. Её легко обрабатывать, она экологична. Для обработки очень часто используют ножовку по дереву – простой в эксплуатации инструмент, который не требует особых навыков владения. Более широкое применение, чем ножовки по дереву, в наши дни получили электрические пилы, электролобзики и другие электроинструменты.









Тем не менее традиционные ножовки встречаются во всех мастерских, в каждом домохозяйстве, поскольку они используются для быстрого распила без долгих приготовлений. Ими пилят не только дерево, но и используют при обработке ДСП, пластика, различных видов половых покрытий и так далее. Если нужно выполнить работу, не требующую подключения мощной техники, либо если доступ электроинструмента к объекту затруднён, ручной пиле-ножовке нет альтернативы. Разумеется, для достижения высоких результатов любая пила нуждается в своевременной заточке.
DMT/Lansky- заточные системы
Diamond Machining Technology – представляет собой легкий, мобильный и высокоэффективный вариант заточной системы. Состоит из пластикового, регулируемого при помощи винта зажима для ножа, в симметричных выступах выполнены отверстия, для размещения держателя абразивного камня под фиксированным углом. Можно выставить следующие углы 16, 20, 24, 28, 32, 36, 40. Заточная система комплектуется алмазными заточными камнями, что обеспечивает высокую эффективность и скорость заточки ножей, из самых твердых сталей. Гритность алмазных камней составляет 120, 220, 325, 600, 1200, 8000 единиц, что позволяет проводить полный цикл работ по заточке, от формирования режущей кромке и устранения сколов, до ее полировки.
К достоинствам можно отнести малый вес, соответственно такой точилкой можно легко пользоваться в походных условиях. Малые размеры, она не займет много места в рюкзаке. Большой выбор алмазных камней. Возможность точить ножи с толщиной обуха до 8.0 мм. К недостаткам можно отнести то, что заточка проводится на руках, что сказывается на качестве. Кроме того, алмазные камни работают быстро, но грубо. Заточка керамическими абразивами обеспечивает более стойкий результат.
Lansky представляет собой конструктивно очень похожую на DMT заточную систему. Только зажим для ножа выполняется из алюминия. Для Lansky характерно огромное разнообразие вариантов поставки, от комплектов с 1-2 камнями, до богатого набора абразивов, рассчитанных, в том числе на заточку серрейторных клинков. Причем встречаются как алмазные камни, так и керамические. На заточной системе можно выставить 4 угла – 17, 20, 25 и 30, чего в принципе, хватает для большинства случаев.
Разводка зубцов ножовки
Ширина разводки должна быть в 1,5-2 раза шире толщины полотна пилы для распилки твердых пород, и в 2-3 раза – для мягких пород дерева. Как правило, толщина полотна составляет 1 мм, разводка зубьев в одну сторону составляет 0,25-0,5 мм для твердых пород, и 0,5-1 мм для мягких.
Важно в процессе разводки добиться отгиба каждого зубца на равную величину, и в принципе, пользуясь специальным инструментов, сделать не трудно. Если зубья полотна идут вразнобой – где угол отгиба больше, а где меньше, то при работе с такой пилой возникнут трудности – зубья с большим углом будут мешать ходу пилы в пропиле
Процесс разводки довольно прост:
Если используется инструмент «разводка» с упором, то в первую очередь полотно пилы закрепляется надежно в тисках, так, чтобы над «губками» тисков торчали только зубья, затем упором на инструменте выставляется нужное расстояние. Сначала зубцы загибают в одну сторону, захватом в прорезь инструмента примерно на половину длины зубца. Затем повторяем процедуру со второй группой зубцов, отгибая их на тоже расстояние только в другую сторону.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
https://youtube.com/watch?v=2qQ9l8SyLRI%3F
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
Это интересно! При заточке дисков нужно учитывать, что зубья могут иметь отрицательный и положительный угол. Если зуб имеет отрицательный угол, то заточить его в домашних условиях труднее, чем положительный.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях
Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.






Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Зачем и когда нужно точить?
Квалифицированные специалисты знают следующие признаки, свидетельствующие о скором выходе пилы из строя:
- при распиле древесины ножовка начинает звучать по-иному;
- визуально становится заметно, что кончики зубьев скруглились, потеряли остроту;
- цвет зубцов меняется;
- увеличивается усилие при пилении;
- плохо выдерживается направление пилы;
- происходят частые заклинивания зубьев в древесине.
Разведение зубцов обязательно должно предварять процесс затачивания зубьев. При разведении должно быть достигнуто отклонение зубьев от плоскости ножовки влево и вправо под определённым углом. Слишком маленький угол отклонения зуба приведёт к тому, что зубья будут «засаживаться» в дереве. И, наоборот, слишком большой угол отклонения зубьев делает пропил слишком широким, повышает количество отходов (опилок) и требует слишком больших затрат мышечной энергии на протягивание ножовки. Целью затачивания зубьев является восстановление следующей геометрии зубца:
- шаг;
- высота;
- угол профиля;
- угол скашивания режущих кромок.
Предлагаем ознакомиться Дуб — дерево из Северного полушария Чтобы проделать заточку с минимальными потерями времени и качества, нужно пользоваться такими специальными приспособлениями и инструментами, как:
- верстак;
- слесарные тиски;
- пассатижи;
- точильный брус;
- наждачная бумага;
- транспортир и штангенциркуль;
- молоток;
- возможно применение оснастки, которая позволяет закреплять полотно ножовки с углом в 90 или 45 градусов.
Обязательно нужно пользоваться следующими напильниками:
- с треугольным сечением;
- с ромбическим сечением;
- плоский;
- набор надфилей.
На протяжении всего времени заточки напильник/надфиль должен двигаться без рывков, необходимо обеспечить постоянный нажим, движения должны производиться без отклонений от постоянного угла. Процесс заточки идёт только движениями напильника «от себя». Возвращать напильник/надфиль нужно по воздуху, при этом контакт с ножовкой должен отсутствовать.
При затачивании таких зубцов используется мелконасечный трёхгранный напильник. Направление движения инструмента – угол в 60 градусов. Ножовку закрепляют в приспособлении под углом 45–50 градусов к верстаку. Напильником/надфилем нужно водить строго горизонтально (сохраняя угол в 60–75 градусов к ножовке), начиная заточку с первого левого зуба.
Начинать нужно с «настройки движения руки с инструментом», для чего им проводят по каждой левой грани нечётного ряда дальних зубцов, что придаст движениям рук нужный автоматизм. После этого то же самое повторяют, затачивая правые грани нечётных зубцов для завершения затачивания режущей кромки и заострения вершин.
Зубья ножовок продольного пиления имеют угол менее 60 градусов, поэтому пользуются надфилями с крупными насечками либо мелконасечным напильником ромбического сечения. Трёхгранные напильники в данном случае применять категорически не рекомендуется. Для заточки ножовку вертикально фиксируют в устройстве. Есть два метода наточить ножовку, которые отличаются приданием различных углов затачивания.
Прямой. Надфиль/напильник ставится под углом 90 градусов. Ему придают параллельное ножовке направление, заостряют и задние, и передние режущие поверхности каждого зубца. Это повторяют для всего дальнего ряда зубьев. Затем ножовку переворачивают в зажимном устройстве на 180 градусов и повторяют ту же операцию для других зубьев, которые будут составлять дальний ряд.
Косой. Этот способ отличается от прямого лишь углом направления движения инструмента к плоскости полотна – угол заточки уменьшается от прямого к 80 градусов. Процесс происходит точно так же, но зубцы после заточки напоминают зубцы лучковой пилы.
Топ-5 лучших пил
Покупатели найдут в магазинах пилы отечественного и зарубежного производства. Рейтинг изделий следующий:
- Пила двуручная, размер рабочей части 1250 мм. Изделие выпускает Ижевск. Модель с деревянной рукояткой, инструмент предназначен для работы с крупным массивом. Для выпуска используется сталь марки 65 mn.Зубцы прямые, шаг 2.
- MATRIX MASTER 23410, Китай. Размер полотна 1000 мм, изделие имеет двухкомпонентную рукоятку. Пила сделана из стали марки 65 mn, покрытие бесцветное.
- СИБРТЕХ, длиной 1000 мм. Рукоятка сделана из дерева, бесцветное покрытие полотна. Зубцы прямые, 2D, шаг 2,5.
- Пила двуручная, длина полотна 1000 мм, производитель Ижевск. Зубья прямые, шаг 2. Полотно бесцветное, сделано из стали 65 mn.
- Inforce 1000 мм 06-08-06. Изделие российского производства, оно предназначено для работы с бревнами большой толщины. Шаг зубьев 10, ручки выполнены из пластика. Для изготовления полотна использовалась инструментальная сталь высокой прочности, антикоррозийное покрытие дополнительно увеличивает срок эксплуатации пилы.
Все двуручные модели имеют большой ресурс. Инструмент, выполненный из прочной стали, быстро пилит дерево. При проведении по полотну предметом из металла пила издает звук, похожий на завывание, который модифицируется сгибанием полотна.
Как понять, что пришло время точить зубья на полотне ножовки
Как понять, что пришло время точить зубья на полотне ножовки
Как заточить лопату
Чтобы понять, когда нужно точить рабочий инструмент, надлежит придерживаться следующих признаков плохого состояния ножовки, а именно:
- При работе с деревьями и деревянными изделиями (особенно твердых пород), пила издает глухой звук, что характерно для изнашивания зубьев.
- При детальном осмотре видно, что кончики зубьев становятся округлёнными, что может привести к травмированию из-за тугого хода полотна и возможности его отскока при прикладывании больших усилий.
- Свое предназначение ножовка не выполняет или же делает это с большим усилием со стороны мастера.
В отличие от двуручной пилы «Дружба», обыкновенная ручная ножовка более удобна в использовании, так как для работы с ней нужен только один человек.