Принцип зенкерования металла
Чтобы понять, как происходит процесс зенкерования, нужно иметь представление об устройстве инструмента, выполняющего эту операцию. Это приспособление называется зенкером. Самый простой хвостовой зенкер по форме напоминает обычное сверло, но у него имеются существенные отличия. Разница между сверлом и зенкером в наличии у последнего большего количества боковых режущих кромок, которые идут по спирали. Благодаря им происходит снятие тонкого слоя металла в канале при прохождении зенкера сквозь него. В процессе прохождения вдоль рабочей области зенкеру сообщается поступательно-вращательное движение. Сам процесс улучшения класса точности отверстия путем зенкерования проходит следующим образом:
- В соответствии с диаметром, который необходимо получить в итоге после операции, выбирают диаметр зенкера. Он должен быть больше исходного (диаметр инструмента зависит от нескольких факторов) и соответствовать конечному диаметру при финишной обработке или промежуточному при дальнейшей развертке.
- Этот выбранный зенкер при помощи хвостовика закрепляют в патроне станка (сверлильного, токарного).
- Обрабатываемую деталь фиксируют каналом строго напротив зенкера, чтобы их оси идеально совпадали.
- Включают станок и выставляют определенные обороты вращения инструмента. Они строго регламентированы и зависят от типа режущего элемента, металла и диаметра отверстия.
- Подают этот инструмент в рабочую область на скорости, которая тоже выбирается не случайно. Иногда в область обработки также подают охлаждающее вещество, когда того требует технологический процесс.
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить при помощи зенковки, а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.
Такой расчет параметров применяется для определения режимов работы с цековками по ГОСТ 26258-87.
Несмотря на то, что цековки являются видом режущего инструмента, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и других станках), они могут использоваться и домашними мастерами. При применении торцевых зенкеров домашним мастером необходимо придерживаться тех же правил, а также обязательно рассчитывать те же параметры, что и в производственных условиях.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
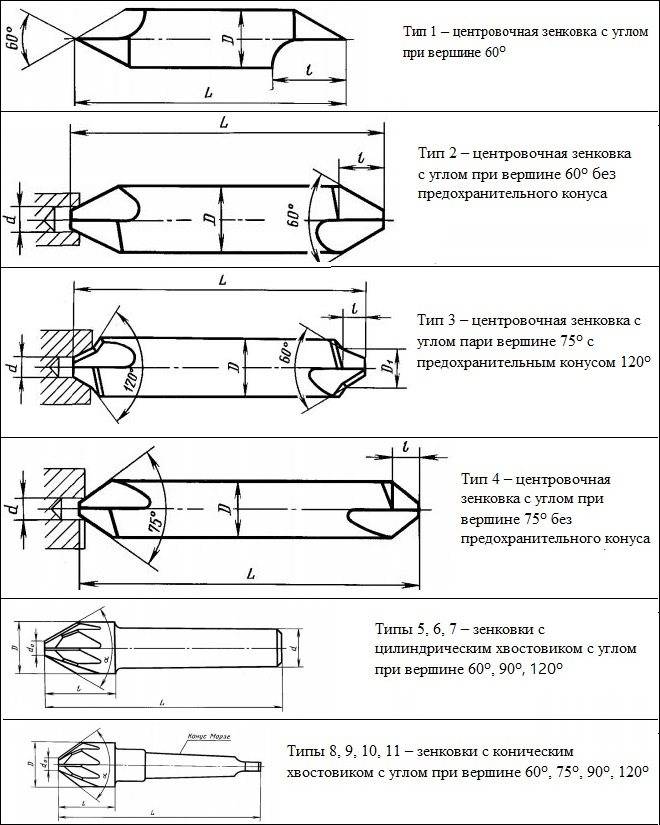
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- ;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев
Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров
При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.
Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.










Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.
Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Развертывание отверстий
Развертывание применяют:
1) для получения отверстий с гладкими стенками;
2) для получения отверстий точного диаметра;
3) для совмещения отверстий в различных деталях.
Развертывают отверстия разверткой. Развертки бывают цилиндрические и конические. Обычно число зубьев у разверток четное (рис. 148).
Для получения чистой поверхности обработанных отверстий расстояния между зубьями развертки делают неодинаковыми.
При сборке часто применяют специальные ручные развертки, главным образом для совмещения отверстий.
Детали при сборке могут установиться в узлах недостаточно точно. Поэтому часто после установки этих деталей или узлов на место согласно чертежу отверстия рассверливают на 0,1-0,2 мм меньше номинального размера, а затем для получения отверстий требуемого диаметра их развертывают разверткой.
Точность изготовления отверстий развертыванием
| Диаметр отверстий, мм | 1-3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | |
| погрешность, мм | машинное развертывание | 0,01 | 0,013 | 0,016 | 0,020 | 0,023 | 0,027 |
| ручное развертывание . | ;01 | 0,010 | 0,010 | 0,013 | 0,015 | 0,018 |
Отверстия развертывают вручную или на станках: сверлильном или токарном. При сборке самолетов чаще развертывают отверстия вручную, вращая развертку воротком или трещеткой.
Толщина снимаемого разверткой материала очень небольшая — 0,1-0,2 мм. Поэтому перед развертыванием отверстие рассверливают до диаметра меньше нормального с различными припусками на развертывание. Сначала отверстие развертывают черновой разверткой, а Затем — чистовой. Черновой разверткой снимают 0,1-0,5 мм, а чистовой 0,05-0,1 мм.
Смазка при развертывании:
Сталь — эмульсия, минеральное масло
Дуралюмин Сурепное масло
При развертывании электрона и бронзы смазку не применяют.
Инструмент и приспособления
Драчевый и личной напильники, стальная линейка, чертилка, угольник 90°, спиральное сверло, кернер, молоток, ручная развертка (цилиндрическая и коническая), вороток, калибр-пробка, дрель.
Развертывание цилиндрических отверстий (вручную)
1. Разметить отверстия и накернить.
2. Просверлить отверстия (рис. 149).
Устройство и характеристики
Рассматриваемый инструмент состоит из трех основных элементов:
Профессиональные модели оснащают регулируемым ограничителем глубины сверления.
Тип используемого материала зависит от предназначения приспособлений. Например, для изготовления сверла зенковки по металлу применяют специальную быстрорежущую сталь.
По конструкции зенковки делят на два типа:
- Цилиндрическая. Обычно имеет износоустойчивое покрытие. Количество режущих элементов – от 4 до 10, исходя из диаметра приспособления. Конструкция напоминает обычное сверло.
- Коническая. Угол наклона конуса зависит от назначения модели. Параметр варьируется в диапазоне от 60 до 120º. Количество режущих кромок – от 6 до 12. Показатель прямо связан с длиной инструмента.

Независимо от типа обработки при изготовлении зенковок в качестве основного материала используют специальные сорта стали:
- инструментальные;
- быстрорежущие;
- твердосплавные;
- легированные;
- углеродистые.
Для рассверливания металлических изделий обычно используют твердосплавные сорта стали. Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
При работе со сложными материалами при высоких нагрузках необходимо позаботиться о дополнительном охлаждении инструмента с помощью специальных эмульсионных составов.
Устройство и принцип работы зенкеров по металлу
Конструкция:
- Режущая часть. Состоит из калибровочной части, режущих зубьев.
- Рабочая часть. На ней расположены режущие кромки по спирали.
- Шейка. Переход между хвостовиком, рабочей частью.
- Хвостовик. Эта часть закрепляется в патроне электроинструмента или промышленного оборудования.
- Лампа. Конечная часть хвостовика. Она нужна для передачи вращающего момента от привода.
После запуска электродвигателя оснастка начинает вращаться, срезая слой металла острыми кромками, зубьями. Постепенно она углубляется в металлическую деталь, обрабатывая поверхности отверстия.
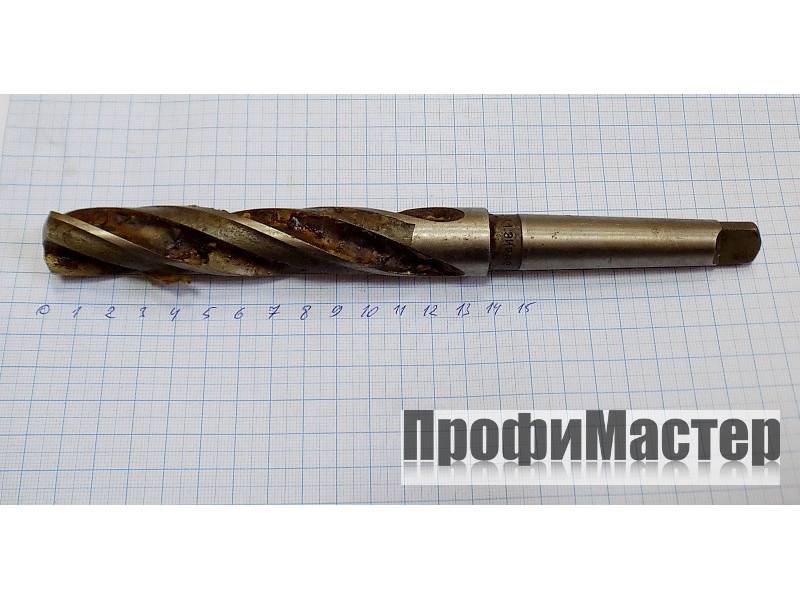
Зенкер с рабочим диаметром 16 мм.
Единые правила для выбора зенкера и оборудования
Перед выбором нужно определиться, что нужно получить после подобной отделки – сделать лучше качество отверстия, либо увеличить его размерную точность. Первый вариант нужен, если в отверстии требуется резать резьбу (особенно – с очень маленьким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.






![Глава xi. зенкерование, зенкование и развертывание [1980 макиенко н.и. - общий курс слесарного дела]](https://snabkz.ru/wp-content/uploads/3/c/1/3c17bd4478d50e77ed8865c08f29fcd9.jpeg)


Взяв во внимание вышеописанный профиль рабочего торца зенкера, обрабатывать им можно и поверхности, конкретно примыкающие к отверстию, к примеру, с целью получения отверстия под потай. В зависимости от условий отработки отличают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом варианте для производства применяются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), в другом — для работ по дереву – можно использовать и зенкеры из обыкновенной углеродистой стали типа У7 или У8
В первом варианте для производства применяются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), в другом — для работ по дереву – можно использовать и зенкеры из обыкновенной углеродистой стали типа У7 или У8
В зависимости от условий отработки отличают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом варианте для производства применяются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), в другом — для работ по дереву – можно использовать и зенкеры из обыкновенной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера делают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а еще из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, которые имеют форму пластин, припаивают медью. Плюсы твёрдосплавных насадок к зенкерам – возможность в процессе обработки использовать высокооборотистые режимы резания.
Долговечность зенкера определяется режимом его обработки термическим способом, и, исходя из этого – твёрдостью. Рабочая часть инструмента, сделанного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в границах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при приобретении лучше проверять на твёрдость, применяя тарированный напильник.
Для зенкеров по дереву применяются также сборные и цельные конструкции. Такая технология для изготовления менее кропотливая, впрочем сборно-сварные выполнения инструмента очень восприимчивы к радиальному, и, особенно – торцевому – биению, благодаря этому техсостояние патрона станка или дрели должно проверяться очень внимательно.
При выборе типоразмера зенкера требуется иметь в виду не только размерный диапазон обрабатываемых отверстий, например, их глубины, но и реальную мощность оборудования которое применяется. А дело все в том, что зенкерование – более энергозатратная операция, если сравнивать со сверлением. Она просит очень высокой мощности привода, так как всегда выполняется с существенными силовыми нагрузками на инструмент. Благодаря этому выбор, например, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью мотора (не менее 1,6 кВт).
Следует, впрочем, не забывать, что самым качественным считается зенкерование, которое исполняется на станке. Здесь успешно применяются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и станок для фрезеровальных работ, однако исключительно при наличии на нём устройства ЧПУ.
Домашние умельцы в большинстве случаев приобретают зенкеры в наборе. Это комфортно и выгоднее, однако при этом нужно проверить возможность установки хвостовика в патрон ключевого оборудования.
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
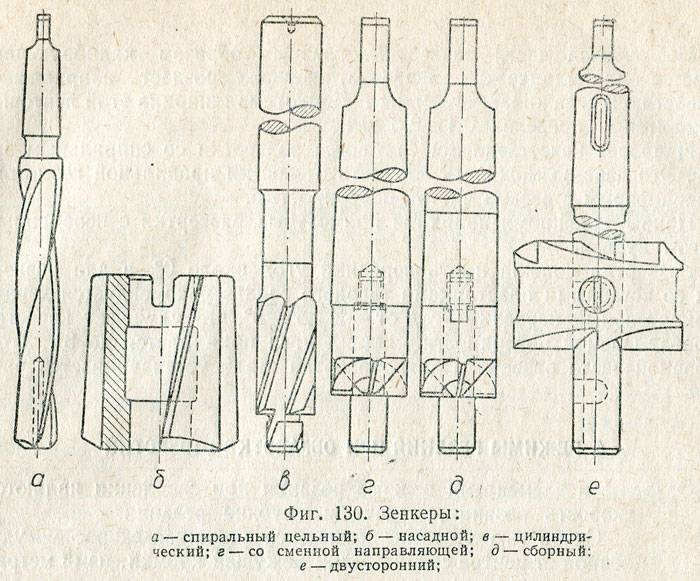
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.









⇐ Предыдущая6
Зенкер
Для конечной обработки отверстий после просверливания предназначен зенкер – служит для увеличения диаметра и точности отверстий, сглаживания неровностей.
Виды
Оснастку различают по способу обработки отверстий.
Цилиндрическое сверло зенкер служит для расширения отверстий цилиндрической формы на 1 – 8 мм. Основными элементами являются: шейка хвостовика, которая нужна для фиксации оснастки в патроне инструмента, режущая часть, калибрующая – калибрует отверстие, или направляющая – определяет верное направление зенкования. Среди этого вида оснастки существуют зенкеры с направляющей цапфой, которая может быть съемной или единой с телом оснастки, помогает обрабатывать отверстия под головки винтов.
Конический зенкер служит для нарезания фасок и обработки отверстий конической формы под гнезда для клапанов и под головки винтов, а торцовый – незаменим для зачистки торцов у бобышек, приливов и пр.
Что учесть при выборе
- Длина определяет глубину отверстия. К примеру, для обработки отверстия глубиной 40 – 50 мм подойдет оснастка длиной 50 мм.
- Диаметр сверла зенкера выбирается так: чтобы получить чистовое отверстие, припуск на зенкерование для оснастки диаметром до 25 мм составляет 1 мм, диаметром от 26 до 35 мм – 1,5 мм, а диаметром от 36 до 45 мм – 2мм.
Если вы не знаете, какой тип зенкера вам нужен, проконсультируйтесь со специалистом. Он поможет подобрать оснастку для решения ваших задач и оформит заказ за несколько минут.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.

Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.

Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.

Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Ручной гайковёрт. «Мясорубка» дальнобойщика
Как намагнитить отвёртку?