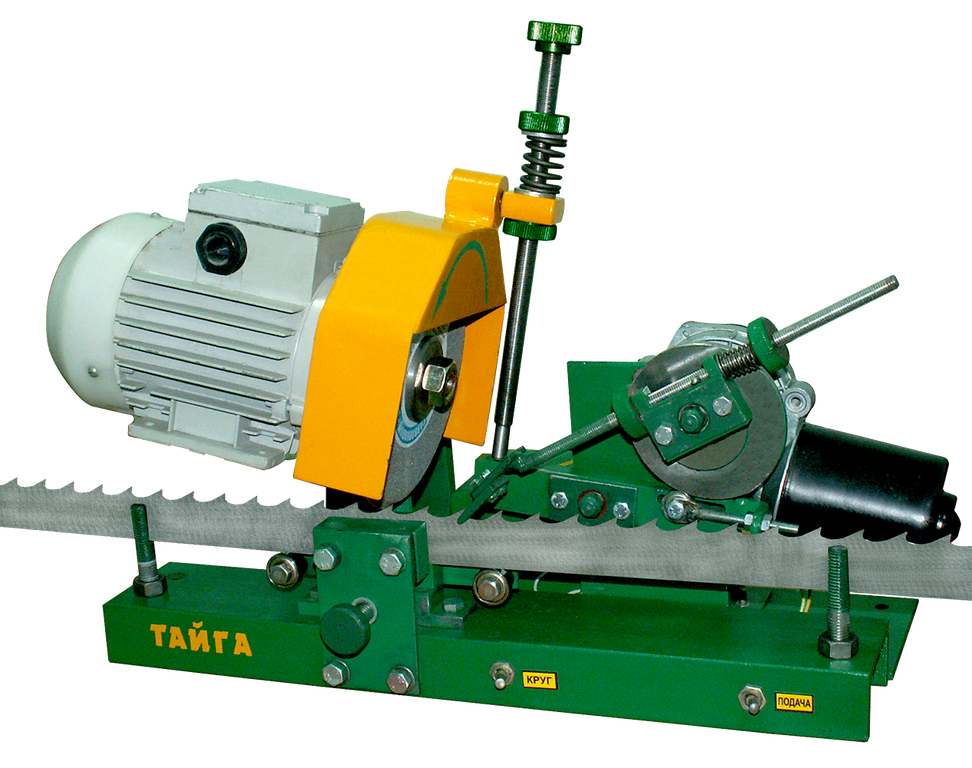
Конструкция и эксплуатация ленточной пилорамы «Тайга»
Горизонтальная ленточная пилорама Тайга устанавливается на бетонную площадку или на брусья, параллельно расположенные на земле. Основанием пилорамы является жесткозакрепленные высокопрочные рельсовые пути с фиксирующей системой крепления бревен. При установке дополнительных секций рельсовых путей можно производить распиловку бревен длиной более 8 м.
Пильная рама пилорамы Тайга с механическим или электроприводом подъема/опускания (в зависимости от модели) на опорных роликах в ручном режиме перемещается вдоль направляющих рельсового пути, производя распиловку пиломатериала. Снятие опила с рельсового пути осуществляется очищающими скребками, расположенными в основаниях вертикальных стоек пильной рамы. Позиционирование пильного механизма в вертикальной плоскости осуществляется цепной двухрядной передачей с редуктором привода подъема/опускания по метрической шкале, обеспечивая надежную фиксацию пильного механизма в заданном положении и его точную настройку по высоте. Ленточная пилорама Тайга серии Т-1 с ручным механическим приводом: перемещение механизма пиления производится в ручном режиме посредством вращения ручки редуктора. На моделях Т-2, Т-2М, Т-3, Т-4 перемещение пильного механизма осуществляется в автоматическом режиме переключателем подъема/опускания. При необходимости доводку пильного механизма можно осуществить ручным доводчиком.
Ленточная пила надевается на сбалансированные пильные колеса (ведущее и ведомое) пильного механизма пилорамы Тайга. Крутящий момент от шкива электродвигателя на ведущее колесо передается через ременную передачу. Ведомое колесо, закрепленное через механизм натяжения, приводиться во вращение ленточной пилой. Применение больших стальных недеформируемых шкивов диаметром 520-600 мм позволяет увеличить скорость движения пилы, улучшить качество поверхности обрабатываемого пиломатериала и срок службы ленточного полотна. Натяжения пильной ленты осуществляется динамометрическим ключом и контролируется визуально по шкале динамометрического датчика на ключе. Успокоительные ролики пильного механизма обеспечивают постоянное натяжение ленточного полотна и предотвращают от колебаний ленточной пилы.
Пильный механизм ленточной пилорамы Тайга защищен кожухом, обеспечивая безопасность обслуживающему персоналу.
Для предотвращения зажима пильной ленты в пропиле, вызванного за счет налипания смолы на режущие кромки режущего полотна, ленточная пилорама Тайга оборудована системой смазки пилы с регулятором расхода смазочно-охлаждающей жидкости.
Пилорама Тайга управляется с кнопочной панели, установленной на пильной каретке.
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
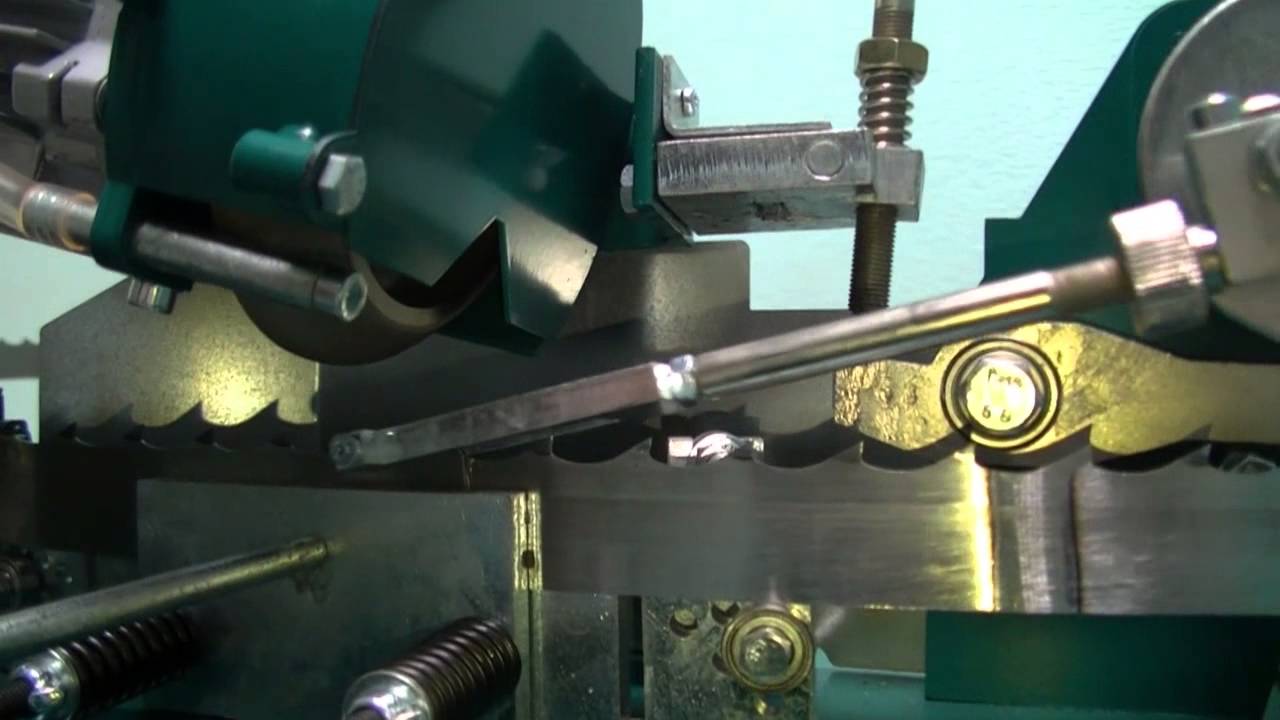
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Технические характеристики пилорамы ленточной Тайга Т-3
| Наименование параметра | Тайга Т-3 | Тайга Т-3 SUPER | |
|---|---|---|---|
| Основные параметры | |||
| Диаметр распиливаемого бревна, мм | 100..900 | 100..900 | |
| Длина распиливаемого бревна, м | 6,500 | 6,500 | |
| Диаметр пильных шкивов, мм | 600 | 600 | |
| Производительность, м3/смена 8 час | 6..12 | ||
| Скорость пильной ленты, м/с | 30 | ||
| Ширина пильной ленты, мм | 38..41 | 38..41 | |
| Длина пильной ленты, мм | 4290 | 4290 | |
| Привод подъема/ опускания пильного блока | электр. | электр. | |
| Привод перемещения пильной каретки | ручн. | ручн. | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | |
| Количество электродвигателей на станке, шт | 2 | 2 | |
| Электродвигатель пилы – номинальная мощность, кВт | 11 | 11 | |
| Электродвигатель подъёма-опускания, кВт | 0,55 | 0,55 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 630 х 2000 х 1700 | ||
| Масса станка, кг |
Список литературы:
Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
Бобиков П.Д. Мебель своими руками, 2004
Борисов И.Б. Обработка дерева, 1999
Джексон А., Дэй Д. Библия работ по дереву, 2015
Золотая книга работ по дереву для владельца загородного участка, 2015
Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
Коротков В. И. Деревообрабатывающие станки, 2007
Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
Манжос Ф.М. Дереворежущие станки, 1974
Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
20Х13, Р6М512Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.








Разновидность оборудования
Ленточные пилорамы подразделяются на следующие классы:
Бензиновая пилорама Тайга Т-2Б
- модели, оснащенные электродвигателем;
- аппараты с мотором на бензине.
Первые выпускаются в пяти модификациях с различной мощностью электродвигателей, присутствием подъемно-опускного узла распиливающей каретки, величиной обрабатываемых бревен, дополнительными приспособлениями, облегчающими работу.
Для бензиновых видов предусмотрено три модификации, различающиеся по тем же параметрам. Покупатель способен выбрать станок требуемого класса, учитывая необходимые индивидуальные условия своего цеха.
Это интересно: Как выбрать настольную электрическую циркулярную пилу: кратко и понятно
Заточной И Разводной Станки Тайга Для Ленточных Пил mp3
Слушать
Длительность: 7 мин и 11 сек
Битрейт: 192 Kbps
Похожие песни
Как Правильно Заточить Ленточную Пилу Для Пилорамы
Model Dts03 Suffolk Dual Tooth Setter
Как Устранить Волну При Пилении На Ленточной Пилораме
Мечта Каждого Мастера Такое Точило Вы Уже Не Купите
Woodland Mills Bandsaw Blade Sharpener
Удивительные Производственные Процессы И Невероятные Станки И Оборудование
Рамщик Учитесь Пилить
Пайка Полотна Ленточной Пилы Быстро И Просто Soldering Of Linen Of Band Saw
Portable Sawmill How To Assemble Calibrate And Use The Hardwood Mills Blade Sharpener
Homemade Sawmill Bandsaw Blade Sharpener Diy Plus Tips For Building One
Пилорама Ленточная Тайга С Электроприводом Пилорама Ленточная Сборка
Diy Самодельный Заточной Станок Для Ленточных Пил Grinding Machine For Band Saws
Как Точить Ленточные Пилы
Станок Для Заточки Ленточных Пил Мод Азу 09 Россия
Handmade Automatic Bandsaw Blade Sharpener Grinder Diy Sawmill Band Saw
Инструкция По Настройке Ленточной Пилорамы Титан 900
Сварка Ленточной Пилы Аргоном
Сейчас скачивают
Метро Исход Два Полковника Dlc 2 C Rtx Как Живут В Метро Новосиба Pc Прохождение Часть 2
Эркаклар Кирманглар Илтимос Сизларга Тегишлимас
Mmd Jacksepticeye Gets No Sleep Ft Lord Dominator
My Thoughts On Z23 Azur Lane
Заточной И Разводной Станки Тайга Для Ленточных Пил
Не Работает Омыватель Стекла Замена Электромоторчика Омывателя Стекла Сенс Ланос
Princess Oluebube Nwagbo Agam Ebesera Chineke Akwa Latest 2020 Nigerian Gospel Music
Футаж Лайк И Подписка Для Видеомонтажа
Pastor Introductions By Pastor John Kuhlmann
Grand Theft Auto References In The Big Bang Theory
Risser Plaster Body Cast
Reham Teri Sukh Paya Sada Nanak Ki Ardas Bhai Niranjan Singh Ji Jawaddi Kalan Wale
Warrior Last Fight The National About Today
Scott Wolf It S Freakish That I M Not Aging People
Bank Islami Ne Kasb Bank 1000 Mein Kese Khareeda
Top Uzbek Music 2019 Узбекские Песни 2019 Узбекская Музыка 2019 Mp4
Платить Предприятиям За Практику Студентов Начнут С Января 2019 Года
Тайна Созвездия Орион И Пирамиды Египта 20 03 2020 Документальный Фильм Hd Новинка Кино
Фотогалерея:
Стандартная качественная пилорама для участия в строительстве домов из дерева и для создания своего дела — прибыльного лесопильного участка.
Внимание! Информация на сайте ни при каких условиях не является публичной офертой.
«Тайга Т-2» — пилорама с электроприводом и электромеханическим механическим подъемом пильной каретки, предназначена для распиловки круглого леса диаметром до 90 см, на доски, брус и мн
др
«Тайга Т-2» — пилорама с электроприводом и электромеханическим механическим подъемом пильной каретки, предназначена для распиловки круглого леса диаметром до 90 см, на доски, брус и мн. др.







Пилорама характеризуется следующими параметрами:
- надёжная конструкция — (проверенная годами эксплуатации и тысячами клиентов) .
- низкое энергопотребление (7.5 кВт).
- габариты позволяющие транспортировать станок в разобранном виде в небольших грузовых машинах и даже микроавтобусах.
- Приятная цена для данных особенностей станка.
- производительность незначительно отличается от скорости распиловки пилорам бизнес класса.
- окупаемость станка происходит от 3-х недель, до 3-х месяцев эксплуатации.
Пилорама ленточная «Тайга Т-2» благодаря низкому энергопотреблению (7.5 кВт), часто используется при постройке личных подворий и жилых домов. Экономия на пиломатериале составит от 70% и выше.
Пилорама рекомендуется для начала малого бизнеса, либо для расширения действующих лесопильных производств.
Внимание! Пилорама ленточная «Тайга Т-2» по желанию заказчика может комплектоваться усиленным рельсовым путём.
Модификации пилорамы «Тайга Т-2»:
- с установленной электронной линейкой — «Тайга Т-2Л»
- с усиленным рельсовым путём -«Тайга Т-2 У»
Дополнительно пилораму можно и нужно укомплектовать:
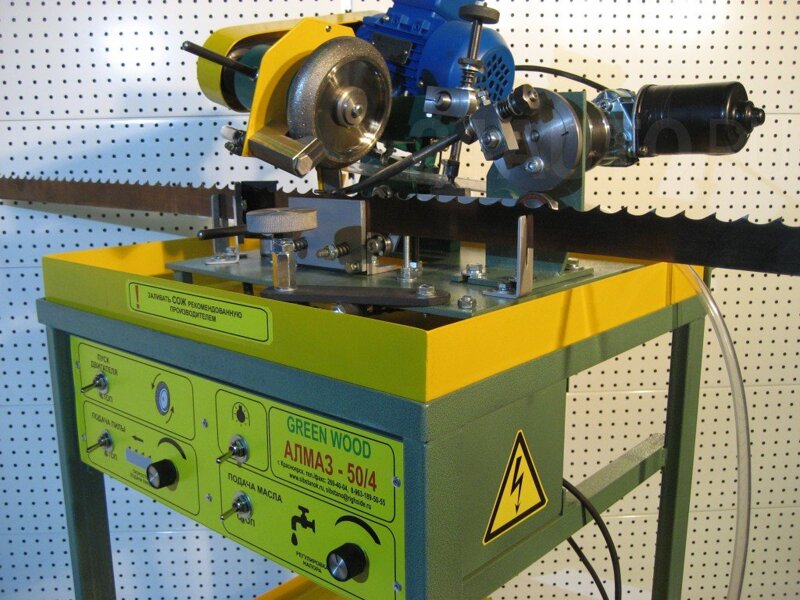
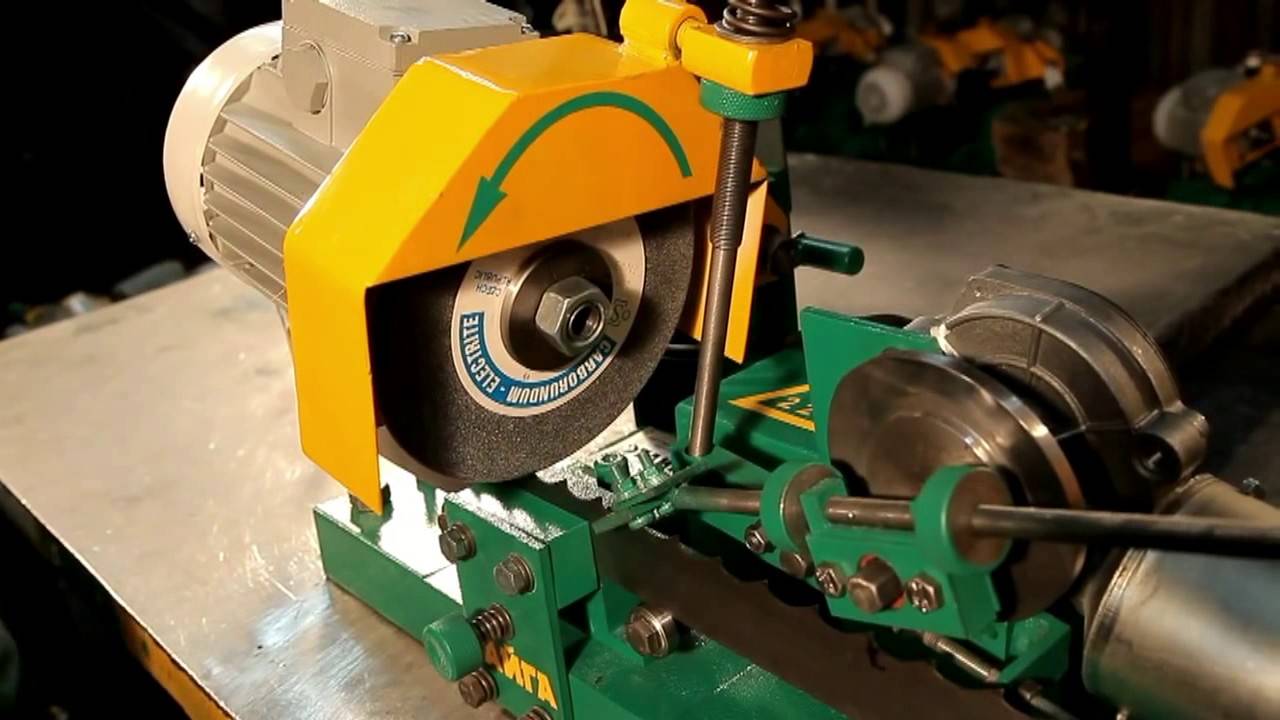
- Автомат заточной «Тайга» с абразивным или алмазным кругом — предназначен для качественной заточки зубьев ленточных пил.
- Расходные материалы для автомата заточного «Тайга» — заточные круги, правящий карандаш для формирования профиля заточного круга.
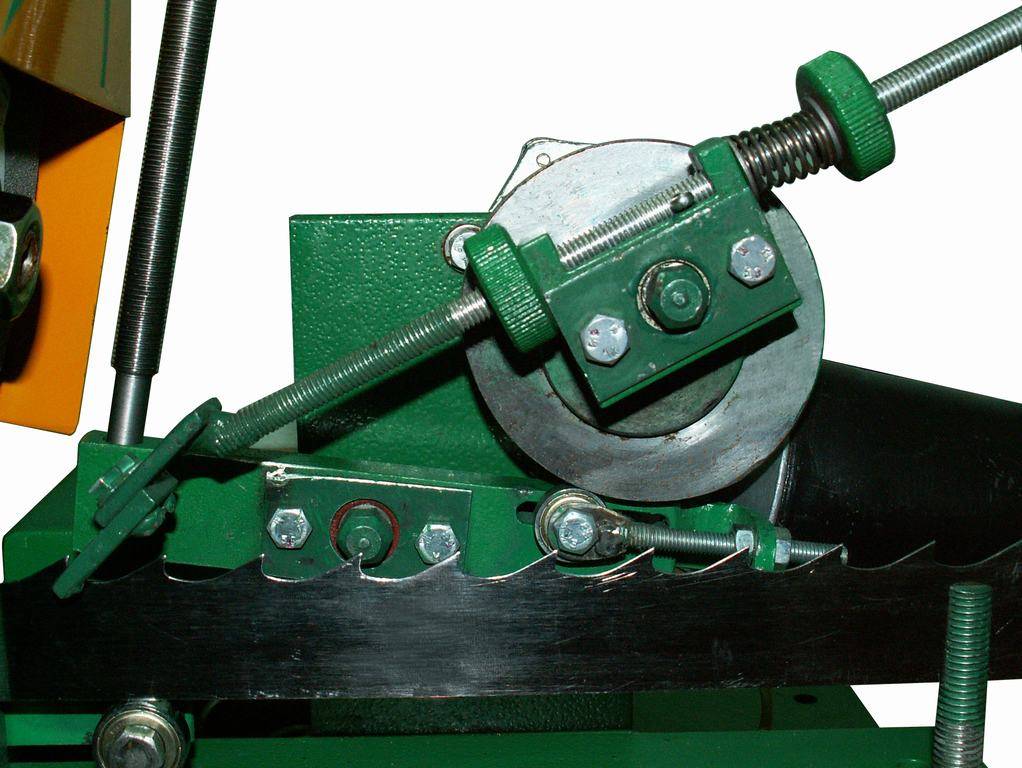
- Разводное устройство «Тайга» — для разводки зубьев ленточных на необходимый угол ( в зависимости от породы распиливаемого дерева и времени года).
- Пилы ленточные «Тайга» — пилы подготовлены к работе (закалены, заточены, разведены), рекомендуемое количество — 10 шт.
- Опоры регулировочные — для установки и регулировки рельсовых путей на подготовленном основании (комплект 24 шт).
- Багры — для кантования бревен на лесопильном участке, рекомендуемое количество — 2 шт. (серьезно облегчает труд).
С помощью Micron — 4 автоматизируются практически все технологические операции по управлению механизмом подъема/опускания пилы при распиловке. Облегчает умственную работу при вычислениях карты распиловки, исключает ошибки оператора при выполнении математических операций( учет толщины пропила, сложение ,вычитание и запоминание последовательности распиливания). Высокая автоматическая точность выставления размера.
КРЕДИТ!!! — при необходимости или желании Вы можете приобрести лесопильное и деревообрабатывающее оборудование в кредит.
Отличные условия по доставке продукции «Тайга» — отгрузка с производства, региональных складов, либо через широчайшую сеть представителей в России и странах СНГ.
Это интересно: Маятниковая пила по дереву и металлу: разбираем обстоятельно
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу. Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Классификация ленточных пилорам
Главный элемент оснастки оборудования данного типа – ленточная пила. Она производится из стали специальных марок, позволяющих выдерживать нагрев до высоких температур и «держать» заточку режущих зубцов на протяжении длительного времени. Пилорамы классифицируют по следующим параметрам:
- ширина полотна – существуют узколенточные и широколенточные станки;
- производительности – зависит от мощности электромотора;
- уровню автоматизации оборудования.
На узколенточном оборудовании используют режущие полотна с шириной до 50 мм, это – малопроизводительные станки, способные распиливать до 15 кубометров за 7-8 часов. Такие станки редко автоматизируют, а управляют ими не более 2-3 человек. На широколенточных станках применяют пилы с шириной около 100-300 мм. Это оборудование оснащают системой автоматизации, которая управляет устройствами загрузки, перемещения бревен, фиксации на стане и автоматического удаления досок из рабочей зоны. Станки достаточно мощные и могут справиться с 150 кубометрами древесины за смену, управляются одним или двумя операторами.
В чём преимущества ленточных пил:
- малая толщина пропила – 2-3 мм;
- не требуется сортировка кругляка;
- индивидуальная схема раскроя;
- простота эксплуатации и обслуживания;
- высокая производительность оборудования;
- не требуются большие производственные площади;
- возможность работы даже в неотапливаемых цехах;
- не требуется высокая квалификация обслуживающего персонала.
Благодаря небольшой толщине пропила количество стружки достаточно мало, если сравнивать с использованием дисковой оснастки. Производительность и сложность станков зависят от мощности установленных электромоторов, конструкции, блоков и пультов управления.
Принцип действия
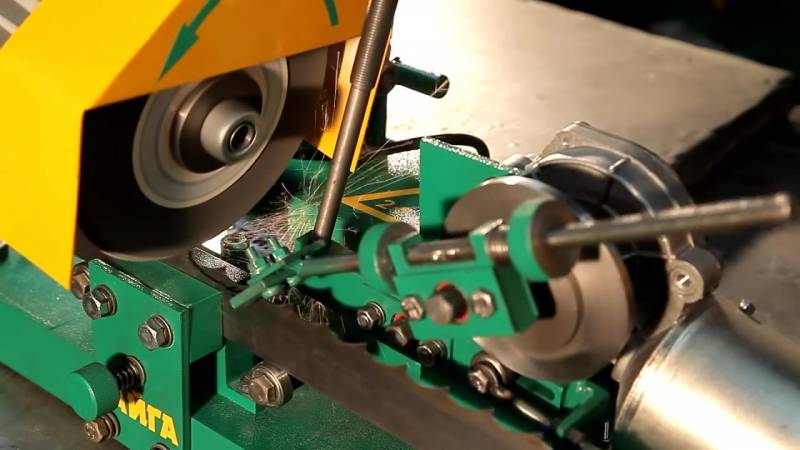
Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Размер станка сравнительно невелик, чуть больше швейной машинки. Одна модель, в зависимости от своих параметров, может работать с лентами разной величины и практически любой длины. В комплект входит сам агрегат и дополнительная опорная конструкция, поддерживающая в нужном положении свободную часть ленты.
Заточной станок обеспечивает формирование профиля каждого зуба. Для этого требуется перемещение полотна на заданную величину, соответствующую расстоянию между зубьями (шагу). Кроме этого, надо изменять положение режущего органа, чтобы он повторял (или формировал) профиль зубьев.
Перемещение ленты на длину шага зуба обеспечивает специальный элемент — толкатель. Он представляет собой штангу, один конец которой свободно лежит на рабочей кромке ленты, а второй соединен с эксцентриком. Каждый его поворот вызывает одно движение толкателя на расстояние, равное шагу зубьев. Для изменения шага эксцентрик меняют, или настраивают (в зависимости от типа конструкции или модели станка).
Обработка зубьев производится с помощью подвижного шпинделя с установленным заточным кругом. Ось его вращения наклонена к горизонтали на угол, обеспечивающий формирование передней и тыльной сторон зуба. Профиль формируется с помощью специального сменного кулачка сложной формы. Каждый зуб обрабатывается за один оборот этого кулачка, приподнимающего и опускающего заточной диск на нужную величину. Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.
В распоряжении владельца имеется целый набор кулачков, предназначенных для обработки зубьев разной величин и формы. Каждый из них может создавать только один профиль, поэтому и приходится иметь большое количество кулачков для обработки разных видов лент. Есть кулачки для заточки лент с большими зубьями сложной формы (грубая резка), и для обработки полотен с мелким «мышиным» зубом для чистого и точного реза.
Мнение эксперта Левин Дмитрий Константинович
Каждый станок универсален — он может работать с разными лентами, формировать зубья той или иной конфигурации. Есть модели для работы с широкими и длинными лентами, использующимися для пиления бревен на лесопилках. Существуют модели для заточки небольших лент от бытовых станков. Все они имеют примерно одинаковую конструкцию, разница лишь в небольших деталях.
Технические характеристики
Основные параметры станка:
- ширина ленты;
- длина петли;
- шаг зубьев;
- мощность двигателя.
Все остальные параметры можно отнести к дополнительным, индивидуальным свойствам той или иной модели (настольное исполнение или на собственной станине, конструкция опорного устройства, тип режущего органа и т.п.). Эти данные можно узнать из паспорта станка.
Общее устройство ленточной пилорамы. Принцип работы
Деревообрабатывающий станок состоит из:
- пильной рамы – основания, к которому крепят остальные узлы;
- станины – рамы, которая двигается по направляющим;
- направляющих ленточной пилорамы в виде рельс;
- направляющих пилы: неподвижной и подвижной;
- защитных кожухов шкивов ленточной пилорамы;
- механизма натяжения ленточной пилы (полотна);
- ёмкости для СОЖ – для охлаждения оснастки;
- подвижного ползуна ведомого шкива;
- механизма подъёма пильной рамы
- зажимов для фиксации бревен;
- шкивов: ведущего и ведомого;
- передачи клиноременной;
- электрического шкафа.
Конструкция позволяет разбирать деревообрабатывающее оборудование на отдельные узлы для транспортировки.
Принцип работы станка прост:
- Ствол подвозят к пилораме с помощью погрузчика, кран-балки или тельфера.
- Выкладывают заготовку на пилораму и закрепляют с помощью зажимов.
- Оператор с помощью пульта запускает станок, задаёт нужные параметры.
- Ствол автоматически или вручную продвигается в рабочую зону.
- Включается электродвигатель и начинается процесс распиливания.
- Система охлаждения подаёт на полотно специальную жидкость.
- Распиленные части бревна выдвигаются наружу.
Некоторые конструкции могут работать по-другому: например, часть операций либо производится полностью в ручном режиме, либо частично – перемещение брёвен, фиксация на раме, удаление заготовок из
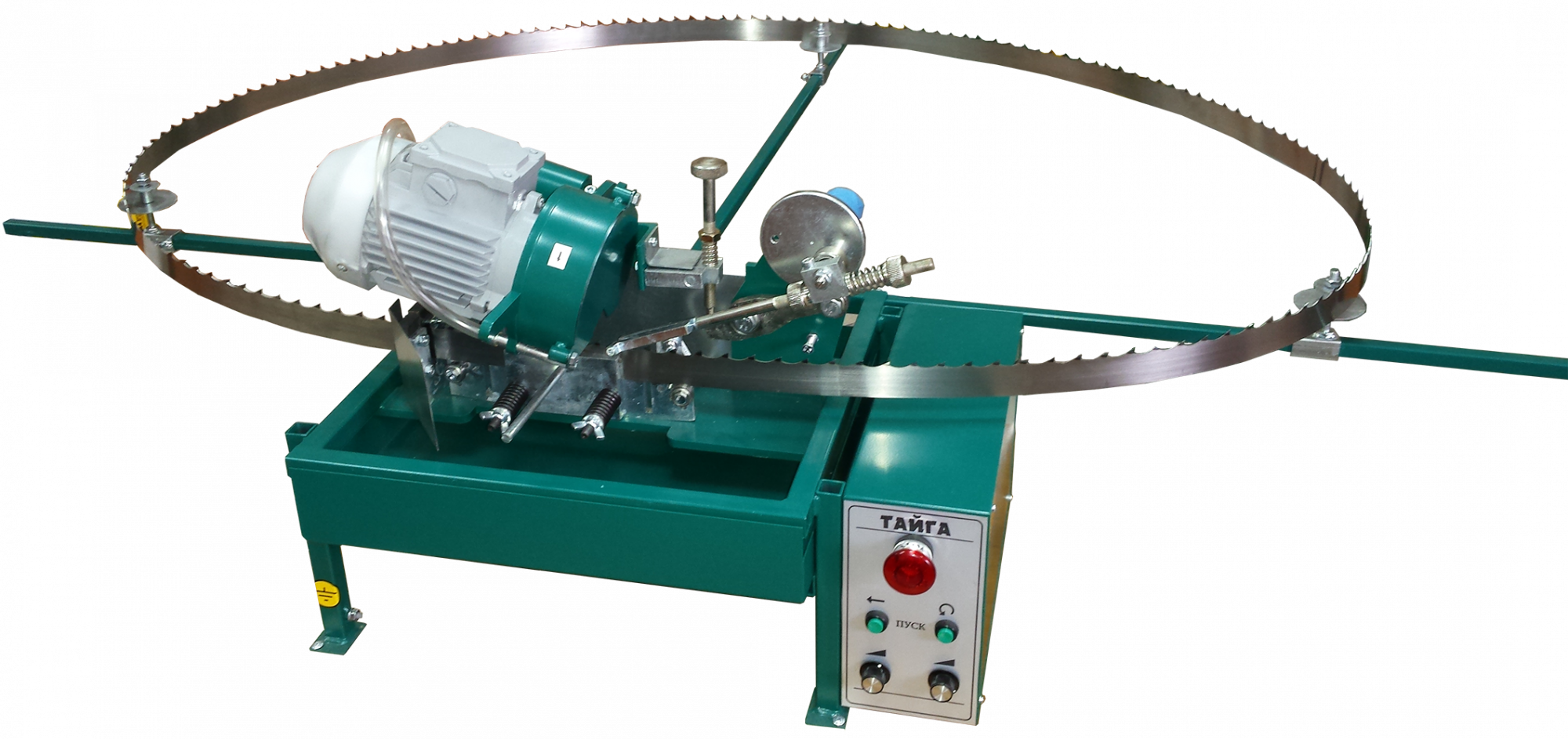
Ленточная пилорама Тайга T-2



Назначение
Ленточна пилорама «Тайга Т-2» служит для раскроя бревен диаметром до 800 мм на обрезную и не обрезную доску, а также брус различного сечения. Станок оснащен эектродвигателем мощностью 7,5 кВт и ручной регулировкой пильной каретки. Станок широко применяется в частном хозяйстве, на производствах с небольшим объемом распиловки.







Преимущества
прочная, долговечная конструкция станка;
отсутствие волны при пилении;
малые габариты станка упрощают процесс транспортировки (в транспортировочном виде станок входит даже в микроавтобус);
лучшее сочетание цены и качества;
высокое качество основных узлов;
срок окупаемости станка составляет не более трех месяцев;
выход готового пиломатериала составляет до 70%.
Возможные комплектации пилорамы «Тайга Т-2»:
«Тайга Т-2Л» — в комплектации с электронной линейкой «Тайга Т-2 У» — усилинная конструкция рельсовых направляющих.
Дополнительные опции для Бензиновой пилорамы «Тайга Т-2»:
Заточной станок «Тайга 220 V» или «Тайга — 12 V» – служит для высокоточной заточки ленточных пил;
Заточной круг, алмазный карандаш (профилирования заточного круга);
Приспособление для разводки ленточных пил «Тайга»;
Ленточные пилы, желательно именть не менее 10 шт;
Регулируемые по высоте опоры, предназначены для выставления по уровню рельсовых направляющих по которым перемещается пильная каретка (компл. 24 шт.);
Багры – служат для кантования бревен.
Для автоматической установки толщин выпиливаемых пиломатериалов имеется возможность установки электронной линейки Micron-4, что значительно упрощает работу оператора и увеличивает производительность станка.
голоса
Рейтинг статьи
Как производится заточка
Заточка ленты происходит поэтапно:
- установка ленты в станок, настройка положения толкателя;
- установка соответствующего кулачка для получения нужной формы зубьев;
- запуск обработки, контроль за процессом;
- остановка и снятие подготовленной к работе ленты.
Вся сложность процедуры состоит в настройке, установке нужных параметров перемещения и глубины опускания режущего диска. Когда настройка выполнена должным образом, от мастера больше ничего не требуется и не зависит — только наблюдение и остановка процесса в нужное время.
Режимы работы
Во время заточки лент используют два основных режима:
- Формирование зубьев. Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.
- Заточка зубьев без изменения формы. Это достаточно быстрая процедура, во время которой обновляется лишь режущая кромка (острие) зуба. Опытные мастера называют этот процесс «заточка на две искры», так как режущий диск касается только самого кончика зуба, действительно высекая лишь пару искр.
Выбор режима производится исходя из необходимости, исходного состояния зубьев. Как правило, заточка происходит в легком, щадящем режиме. Смену ленты необходимо производить через каждые несколько часов работы, поэтому слишком глубокой обработки, как правило, не требуется.