Назначение и виды токарных резцов по дереву
Резец по дереву – предназначен для ручных видов обработки вращающихся деталей на токарном станке.
Конструкционные особенности
Чтобы иметь представление из чего можно сделать резцы по дереву для токарного станка необходимо ознакомиться с его конструкцией, которую формируют две основные части: рабочая (металлическая) и ручка (как правило деревянная).
При этом, рабочая часть разделяется на несколько элементов и состоит из:
- режущей части (лезвия) – посредством нее выполняется затачивание, она является основным элементом, участвующим при обработке заготовки;
- тела – представляет собой основную конструкцию, которая необходима регулирования токарем инструмента;
- хвостовика – зауженной части, которая плавным образом соединяется с телом. На хвостовике осуществляется крепление ручки.
Ручка, в свою очередь, также делиться на две части и состоит из:
- основы – большой части, которая необходима для удержания токарь инструмента;
- шейки – маленькой цилиндрической части с металлическими крепежными кольцами, которые предотвращают поломку рукояти в процессе ее набивания на рабочую часть.
Виды резцов
Исходя из того, какой вид обработки планируется выполнять, подбираются соответствующие токарные резцы по дереву с различной конфигурацией, чем более сложным будет обрабатываемая деталь, тем более изощренной конструкцией они должны обладать. Благодаря конструкции определяется специфичность заточки лезвия.
При изготовлении резцов своими руками должны быть правильно выдержаны стандартные размеры и конфигурация. Под определенную обработку, используется специальные резцы по дереву, которые могут быть отрезными, подрезными, расточными и фасонными. Каждый мастер может располагать своими особенными, эксклюзивными, узкоспециальными токарными инструментами, которые предназначены для определенных задач.
Однако зачастую мастерами и любителями токарного дела применяются только два основных вида резцов – рейер и мейсель.
Рейер – применяется для грубых, черновых, первоначальных видов обработки заготовок. Конструктивная особенность таких видов инструментов – это наличие лезвия полукруглой формы. Для его изготовления применяется толстая пластина или желобок с полукруглым сечением. При помощи рейера деревянным заготовкам легко придавать приблизительное очертание подобно готовому изделию.
Мейсель – используется для чистовых видов обработки заготовок, придания ним окончательных форм. При помощи него также можно отрезать изделие от оставшейся части изделия. Мейсель схож по форме с таким инструментом как нож-косяк (чем-то напоминая пластину, у которой косое лезвие с двумя гранями, заточенными под одинаковым углом).
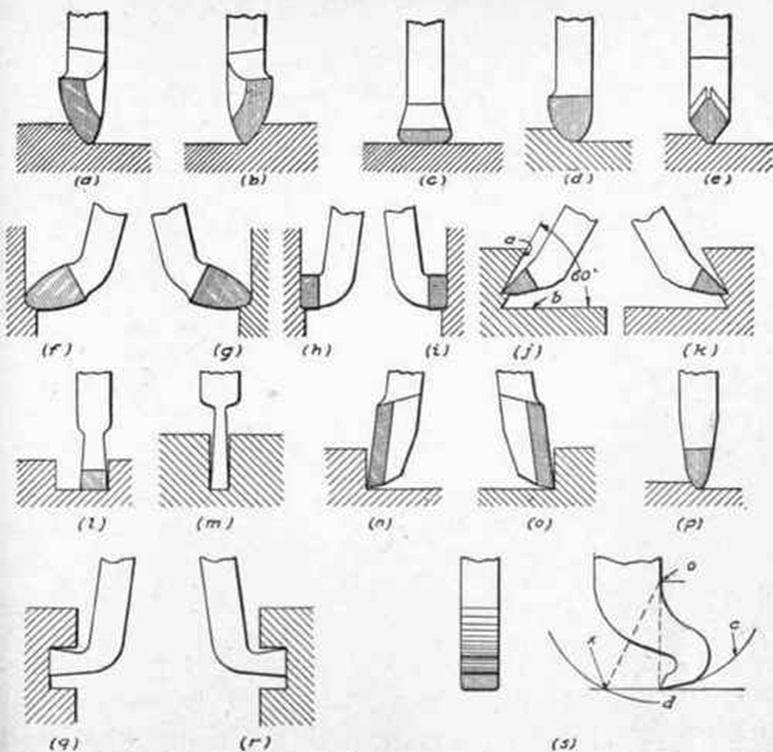
Прочие виды токарных резцов по дереву относятся к фасонным. К самым популярным среди них можно отнести:
- стамеску-скребок – позволяет выравнивать цилиндрические поверхности на заготовках. Имеет схожую форму с прямой стамеской, у которой односторонняя заточка;
- гребенку – используется при выполнении резьб и нанесении декоративного оформления (узоров);
- крючковые – позволяют вытачивать в заготовке плоскости;
- кольцевые – используются для тех же операций, что и крючковые;
- для грубых видов обработки – выглядят как треугольное лезвие. Позволяют придавать заготовкам цилиндрическую форму. Такие виды наиболее безопасны среди прочих, поскольку имеют имеют наименьшую площадь соприкасания с поверхностью заготовки.
Скребок
Крючок
Назначение резца, конструкция, виды
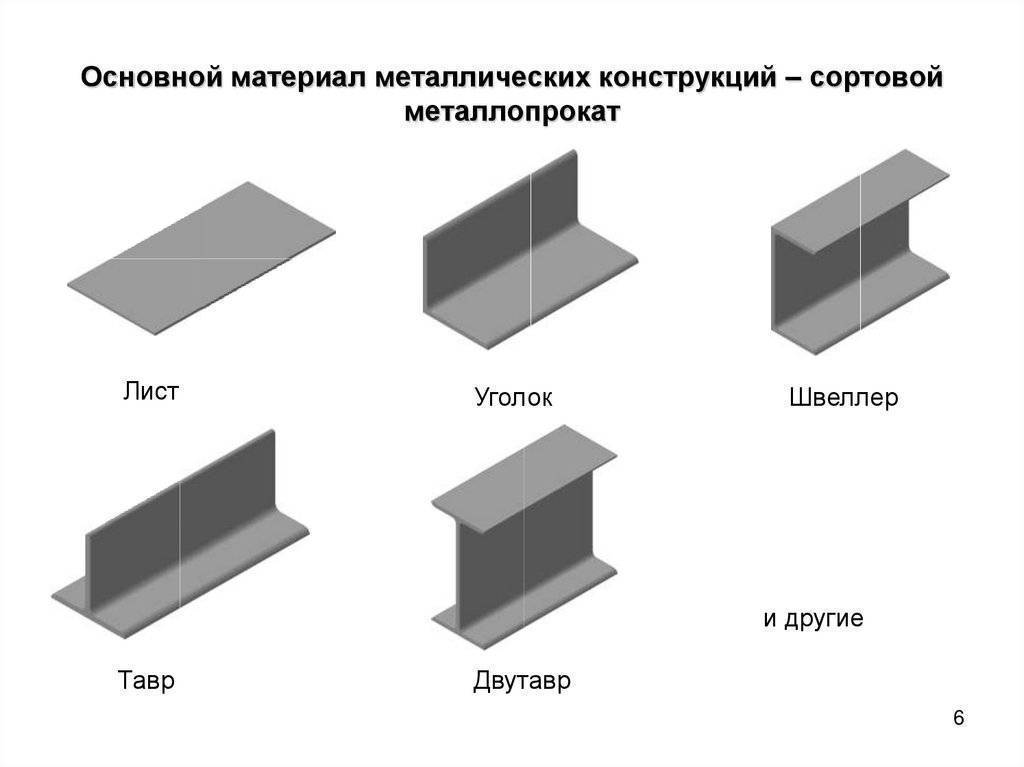
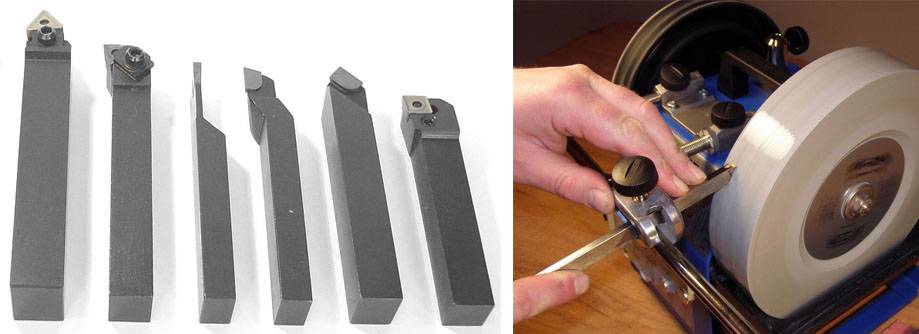
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
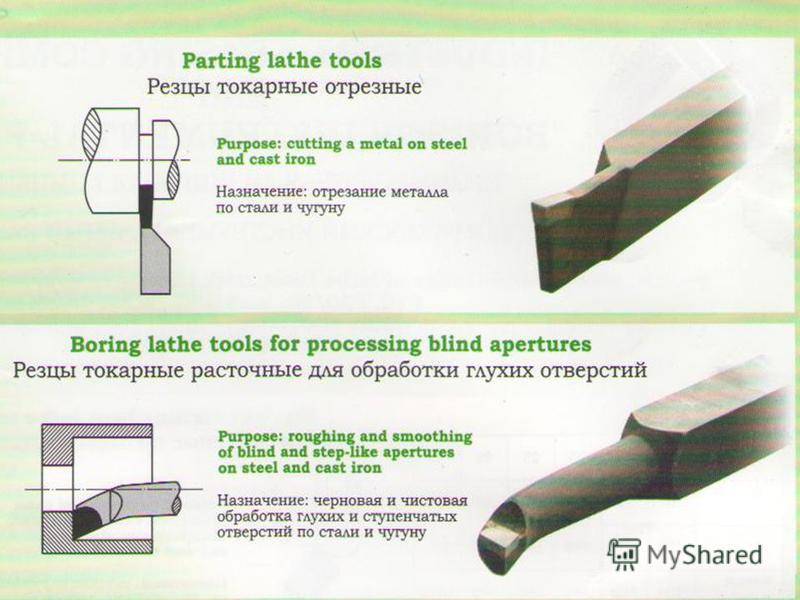
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Читать также: 3D моделирование в строительстве
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Различные варианты и их назначение
Многообразие режущих инструментов по дереву при вращении на токарном станке очень велико. Мастера с опытом создают резцы той формы, которую считают удобной, для реализации индивидуальных задач. Поэтому один персональный резец не похож на другой. Впрочем, есть стандарты фабричных инструментов, из которых одни являются базовыми, другие – узкоспециализированными.
Рейер
Это один из базовых резцов. Его можно узнать по характерной форме – рабочая часть рейера не плоская, а изогнутая, образует желобок. Заточка делается с внутренней стороны закругления. Работают рейером, поднося его к заготовке желобком вверх.
Благодаря форме лезвия, этот резец выбирает древесину полукругом. Изогнутая в продольном направлении форма делает его очень прочным, поэтому он хорошо подходит для чернового обтачивания заготовки. С помощью рейера также можно делать плавные переходы и проточки с полукруглым профилем.
Мнение эксперта
Левин Дмитрий Константинович
Ширина рейера составляет от 4 до 30 мм, а угол заточки – около 30 градусов.
Мейсель
Если рейер – относительно простой инструмент, который предназначается преимущественно для грубой, черновой работы, то мейсель уже значительно более сложен в обращении. За пару дней практики владеть им получится вряд ли. Применяют этот резец уже тогда, когда очертания деревянного изделия сформированы. Впрочем, опытному токарю применение мейселя даёт ровную, гладкую поверхность дерева заданной геометрии.
Мейсель немного похож на обычную плоскую ударную стамеску, однако его лезвие скошено под углом. Соответственно, мастер должен иметь в своём распоряжении как минимум два мейселя – лево- и правосторонний, чтобы обрабатывать зеркально отображаемые участки.
Заточка мейселя может выполняться как скашиванием одной стороны вплоть до выхода на плоскость, так и одинаковым удалением слоя металла с двух сторон. При этом ширина полотна может доходить до 40 мм, а угол скоса составляет от 60 до 75 градусов. При двусторонней заточке режущей кромки угол должен составлять 20 – 25° с каждой стороны.
Фасонные
После того, как выполнена основная обработка детали в бабках, наступает черёд фигурного реза. Для этого используются фасонные резцы. Они могут иметь различную форму для вытачивания канавок, бороздок, выбирать пазы сложной формы.
Клюкарза.
Самыми распространёнными «фасонками» являются:
- Клюкарза. По форме резца схожа с рейером, однако имеет изгиб рабочей части возле лезвия. Благодаря такой форме клюкарзой выполняются мелкие и сложные работы, она может достать там, куда не доберутся инструменты с прямой рабочей частью.
- Гребёнка. Ею выполняется проточка параллельных бороздок и канавок. При должном уровне мастерства с помощью гребёнки нарезается резьба.
- Крючок. Позволяет делать внутреннюю выемку с выступающим краем, а также различные криволинейные проточки.
- Полумесяц или «ласточкин хвост». Применяется для вытачивания круглых и гранёных валиков.
Процесс обточки заготовки на токарном станке ощутимо зависит от угла заточки инструмента. Малые углы (20 – 30°) предназначены для тонки работ
Они хорошо снимают древесину, но при неосторожном движении могут испортить заготовку или сломаться сами. Большие углы (60 – 75°) предназначены для грубой работы с твёрдыми породами
За один проход они могут снять меньше, зато им не страшны сучки и давление, создаваемое токарем.
Как выбрать способ заточки в зависимости от вида резца?
Основная часть состоит их режущей части по металлу или дереву — конструктивное сходство. Присутствует крепление. Но контролируемое удаление части детали возможно различными способами, от этого зависит вид инструментария.
Вид резца определяется количеством поверхностей (можно быть две и более). Поверхностные характеристики определяются шириной лезвия и его формой, так же различаются вариации в зависимости от возможности регулировки (направление выбирается произвольно). Кромка — неотъемлемая конструктивная особенность.
Выбор вида резца, то есть определенной модели с техническими характеристиками зависит от того, какой предстоит тип работ. Например, для простейшей обработки внешней формы деревянной детали понадобится один вариант, но для стандартизированной схемы изготовления резьбы по металлу — совершенно другой. Меняется не только вид резца, но и способ его заточки.




Плоские прямые
В зависимости от того, используется или металл, или дерево меняются особенности создания плоских прямых резцов. Основное предназначение — обработка поверхности. Но используются данные вариации для создания небольших несложных отверстии, выемок и пазов в изделиях. Плоские прямые резцы отличаются следующими характеристиками:

- возможность создания быстро прямоугольных отверстий;
- вариации ширины лезвия — от 4 до 40 миллиметров;
- вариации угла заточки — от 25 до 40 градусов.
https://youtube.com/watch?v=WZ14lwE0B_s
1 Заточка токарных резцов и ее виды
Геометрические особенности отрезного резца по дереву или металлу предопределили его наиболее уязвимый режущий инструмент. Но несмотря на это, их широко применяют на практике. Процесс изготовления деталей на станках, прежде всего, предполагает нарезку заготовок до нужного размера.
На больших металлообрабатывающих заводах всегда есть заточники. Кроме того масштабное производство включает наличие расточных станков для придания резцам рабочего состояния. В маленьких мастерских делают это самостоятельно.
Заточка может быть:
- абразивная (шлифовальные круги);
- химико-механическая (обработка металла особыми составами);
- с применением специальных устройств.
Для абразивной заточки используют координатно-расточной токарный станок или самостоятельно с помощью шлифовального бруска. Ручная заточка не позволяет качественно обработать инструмент с учетом нужных углов. Сложность процесса в том, что нагретый металл теряет свои свойства. Окончательный результат зависит от мастерства токаря.
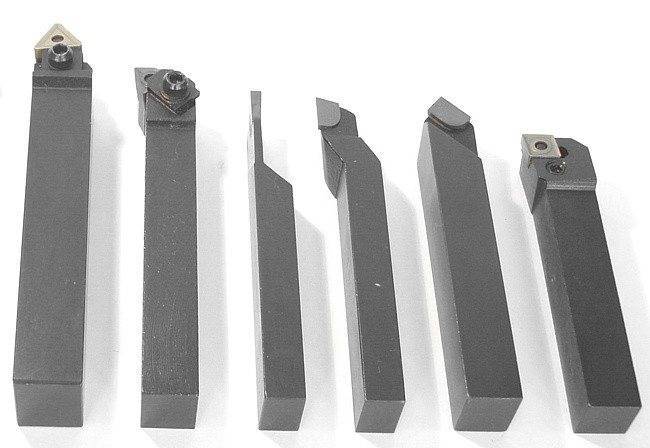
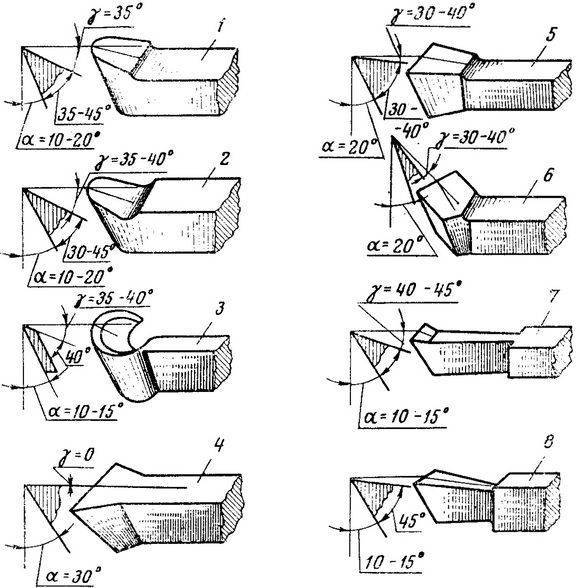
Различные виды резцов по металлу
Заточку твердосплавных инструментов производят на зеленом карборунде. Для обработки резцов из стали используют шлифовальный круг средней твердости. Для первичной обработки применяют абразивные оселки (маркировка 36-46; для финальной процедуры маркировка 60-80). Прежде чем установить круг на рабочий станок убедитесь в его целостности.
Перед началом затачивания резцы обрабатываются раствором медного купороса. Благодаря реактиву, формируется защитный слой, смывающийся абразивными зернами из раствора. В процессе задействуют станок, который имеет емкость и подвижный шлифовальник. Движения закрепленного резца возвратно-поступательны, а давление прижима к абразивной поверхности составляет 0,15 кг/см².
На специализированном станке заточку проводят белым кругом из электрокорунда (для быстрорежущих инструментов), зеленым из карбида кремния (для твердосплавных инструментов) и алмазный круг для финальной доводки.
1.1 Характеристика заточных кругов
Алмазный круг можно использовать для заточки пилы из твердого сплава, напайки и отрезного резца.
Виды алмазных заточных кругов
Очень маленькая структура зерна позволяет использовать алмазные круги в качестве доводки.
Зернистость:
- 100/80;
- 125/100;
- 160/125;
- 200/160.
Чем больше цифра, тем крупнее будет зерно круга. Зернистость 125/100 – одна из самых распространенных. Отлично подходит для затачивания дисковых пил и резцов.
Алмазный круг может иметь форму чаши, тарелки или прямого профиля. При выборе необходимо учитывать форму заготовки, площадь и удобство применения той или иной формы. Для обработки дисковых пил лучше взять круг в форме тарелки. Этот тип может легко проникать между зубьями, и обладает заостренным краем. Для работы с лезвием ножа подойдет обычный круг либо в форме чашки.
Круги могут быть диаметром от 125мм-300мм. Подбирать нужно под свой наждак, учитывая посадку и внешний диаметр.
Широкий алмазный слой подходит для заточки сверла с большим диаметром и широкой детали. Чем толще слой, тем дольше будет снашиваться алмазный круг.
- ширина слоя – 3-20мм;
- толщина слоя – 2-5мм.
Правка инструмента на заточном круге
Маркировка шлифовального круга включает:
- тип устройства;
- размер;
- абразивный материал;
- зернистость;
- твердость;
- структуру;
- связку;
- скорость;
- точность;
- неуравновешенность.
Стандартный алмазный круг для наждака (маркировка 125*40*10*3*32):
- Размер внутреннего отверстия – 32мм.
- Диаметр внешнего круга – 125мм.
- Глубина (круг в форме чашки) – 40мм.
- Алмазный слой – 10мм.
- Толщина – 3мм.
- Посадка – 32мм.
В отдельной строке указывают зернистость.
Из каких частей состоят резцы для токарных агрегатов?
Резцы любого механизма включают две детали. Первая — это стержень, он необходим для фиксации предмета в специальном держателе. Второй — это сама головка, которая приводится во вращательное движение. Передняя поверхность — это место, где происходит стружка детали и ее обработка. Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.

Пр помощи главной кромки — ржущей поверхности — происходит заточка инструментария и заготовок. Элемент располагается на пересечении передней и задней. Если основная передняя поверхность пересекается во вспомогательной и на месте устанавливается резец, то получается дополнительная кромка. С ее помощью проводят несколько другую обработку деталей механизма. Вершиной обозначают именно пресечение последней.
Углы механизма — это важнейшие характеристики, позволяющие выделить основные и вспомогательные компоненты узла токарного станка. Главные производят движение по плоскости, проекции основной на главную ось
Следует обратить внимание, что оси:
- основная накладывается на нижнюю часть механизма — параллельный ход подачи оборудования;
- резания является пересечением с основной, под некоторым углом к поверхности обработки.
В зависимости от пересечения осей выделяют появившиеся углы. Если они находятся между передней резца и основной, то это угол заострения. Ели между поверхностью обработки и задней основной, то задними главными. По аналогии с последним приведенным примером формируются передние главные, расположенные между подачей и проекцией режущей, площадью обработки и передней, проекций вспомогательной и основной.

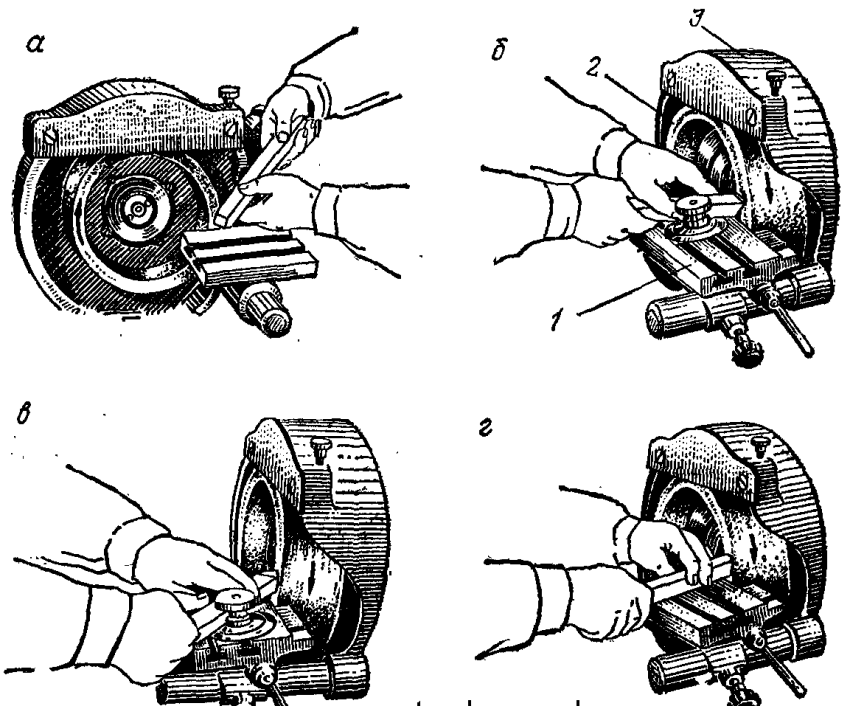
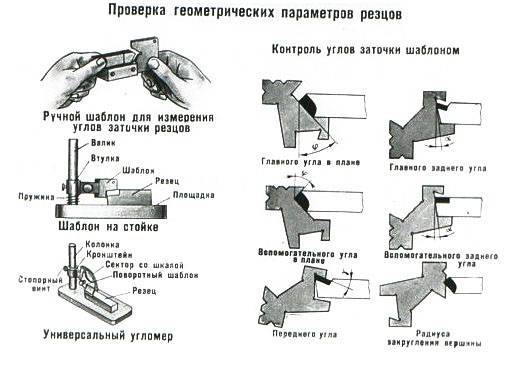
Как затачивают резцы
Токарные резцы обычно затачивают механическим способом — обрабатывают лезвия абразивными инструментами для придания оснастке нужной геометрии.
Химико-механический применяют для заточки крупногабаритных твердосплавных резцов по металлу. Их обрабатывают раствором купороса. Происходит химическая реакция, при которой поверхности покрываются защитной пленкой. Ее смывают абразивные элементы раствора.
Рассмотрим абразивные инструменты, посредством которых затачивают токарные резцы в разных условиях.
- Точильные бруски. Актуальны для восстановления геометрии инструмента вручную в домашних мастерских. Для заточки резца требуется провести им по бруску минимум 10 раз, плотно прижимая к абразивной поверхности.
Фотография № 2: точильные бруски
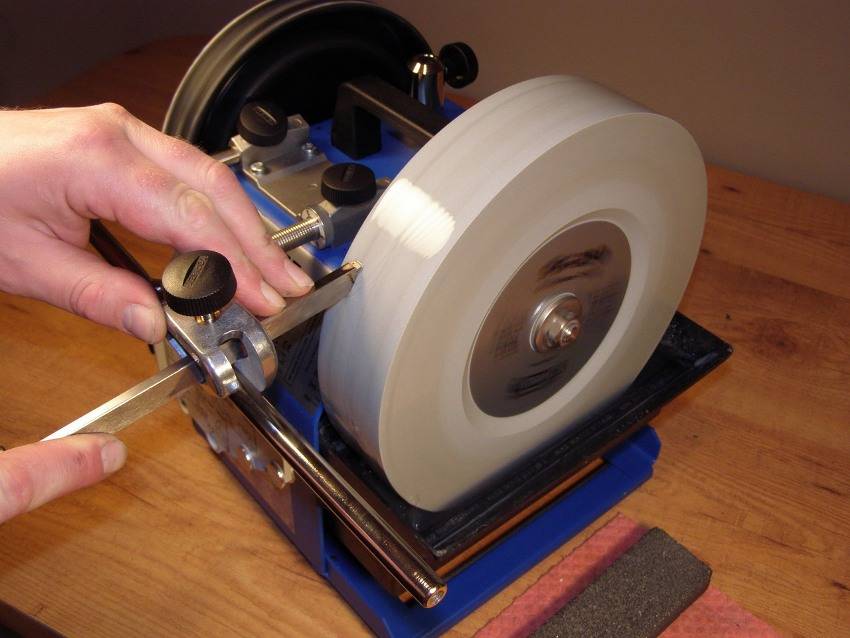
- Электрические точильные машинки. Компактные приспособления с возможностью выставить параметры заточки ускоряют и упрощают процесс.
Фотография № 3: настольная электрическая точильная машинка
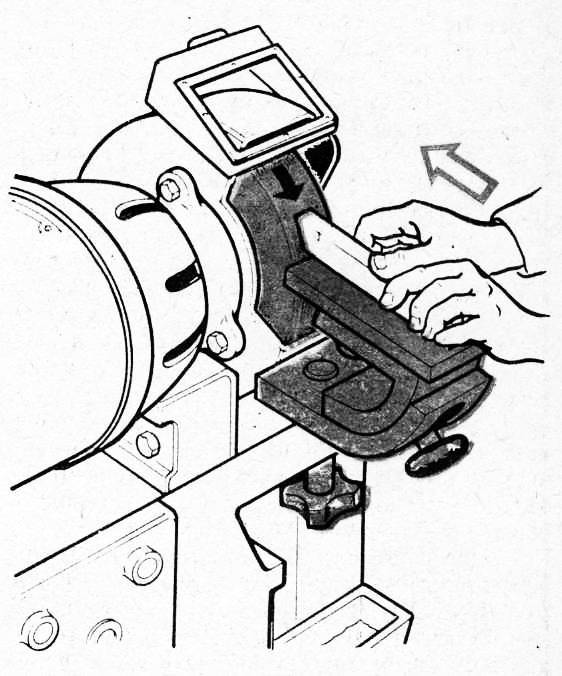
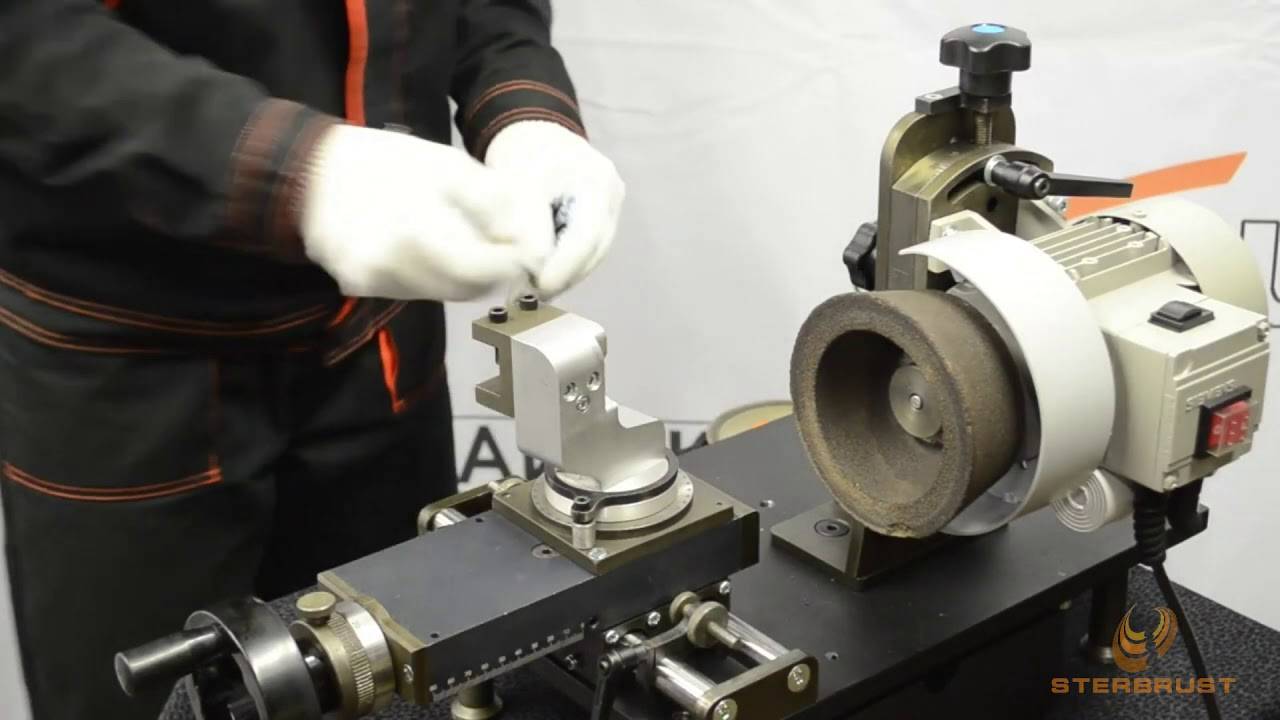
- Заточные и токарные станки. Их оснащают абразивными, шлифовальными, алмазными и карборундовыми кругами различной зернистости, иными приспособлениями.
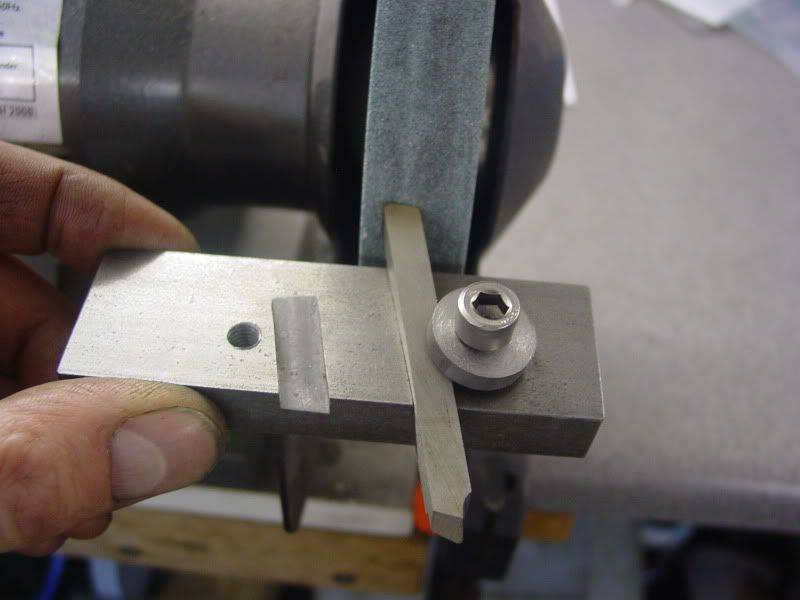
Фотография № 4: заточка резца на специализированном станке
Выбор инструмента зависит от потребностей. Чтобы изредка затачивать резцы для разовых бытовых работ, достаточно бруска. Но для его применения требуются физические усилия. Машинка обеспечивает быстрый качественный результат, практична для домашних и небольших коммерческих мастерских. Станки оптимальны для профессиональной заточки токарных резцов по металлу.
Технологии и особенности заточки резцов
Возможна заточка резца по передней, задней и обеим поверхностям. Основные особенности определяют в зависимости от характера износа инструмента.
Изображение № 4: заточка поверхностей резца
В большинстве случаев затачивают все поверхности резцов. При небольшом износе иногда работу выполняют только по задним поверхностям.

Основные этапы заточки резцов таковы:
- Заточка передней поверхности резца.
- Заточка задней главной поверхности резца по державке.
- Заточка задней вспомогательной поверхности резца по державке.
- Заточка фаски по передней поверхности.
- Заточка задней главной поверхности резца по пластинке.
- Заточка задней вспомогательной поверхности резца по пластинке.
- Заточка задней поверхности резца по радиусу вершины.
- Заточка лунок, канавок или стружколомающих порожков.
- Доводка фаски по передней поверхности.
- Доводка по фаске задней главной поверхности резца.
- Доводка вершины резца по радиусу.
ВАЖНО!
Технологии заточки твердосплавных резцов и инструментов, изготовленных из быстрорежущих сталей, различаются.
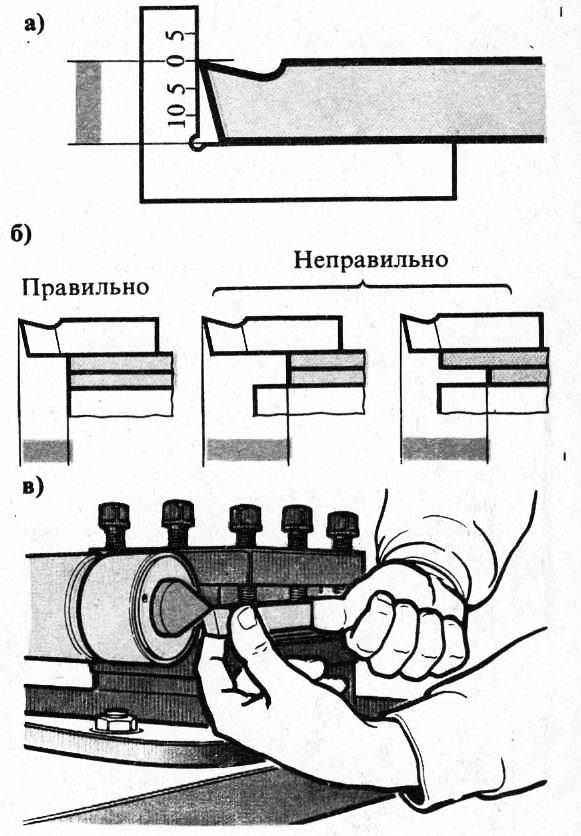
Вот типовой процесс обработки твердосплавной оснастки:
Изображение № 5: стандартная технология заточки твердосплавного резца
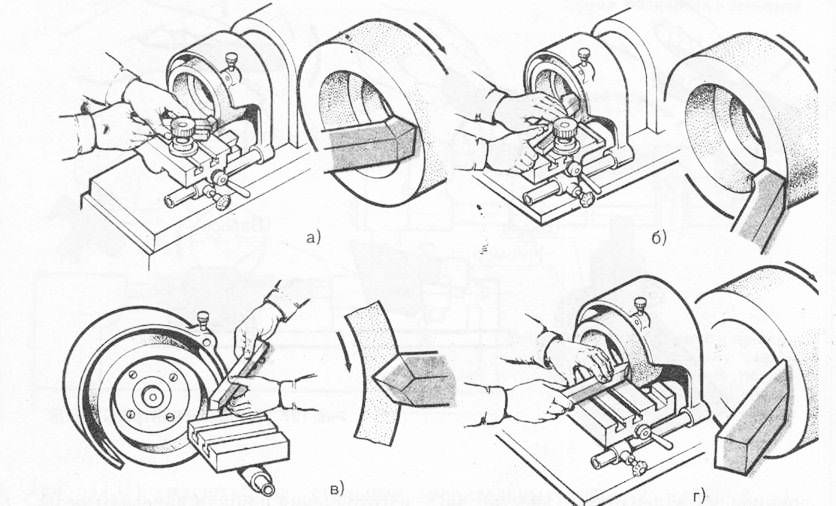
Резцы из быстрорежущих сталей затачивают следующим образом:
Изображение № 6: стандартная технология заточки резца из быстрорежущей стали
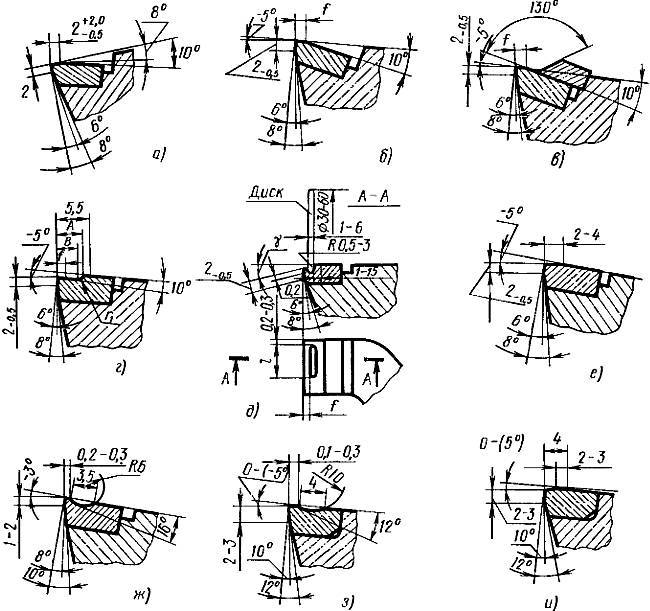
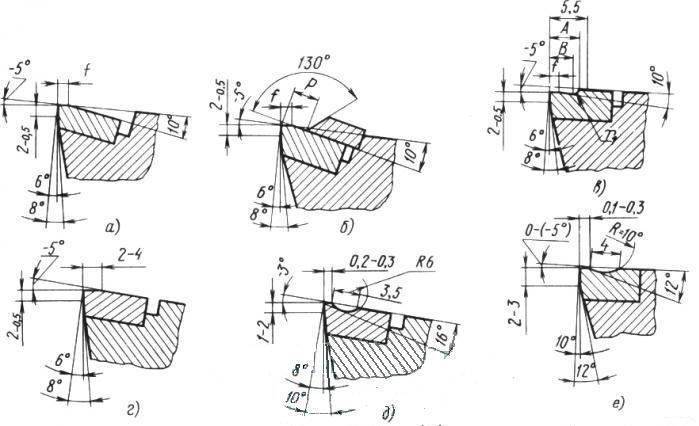
На выбор способа заточки влияет вид инструмента. Кратко перечислим нюансы работы с разнотипными резцами:
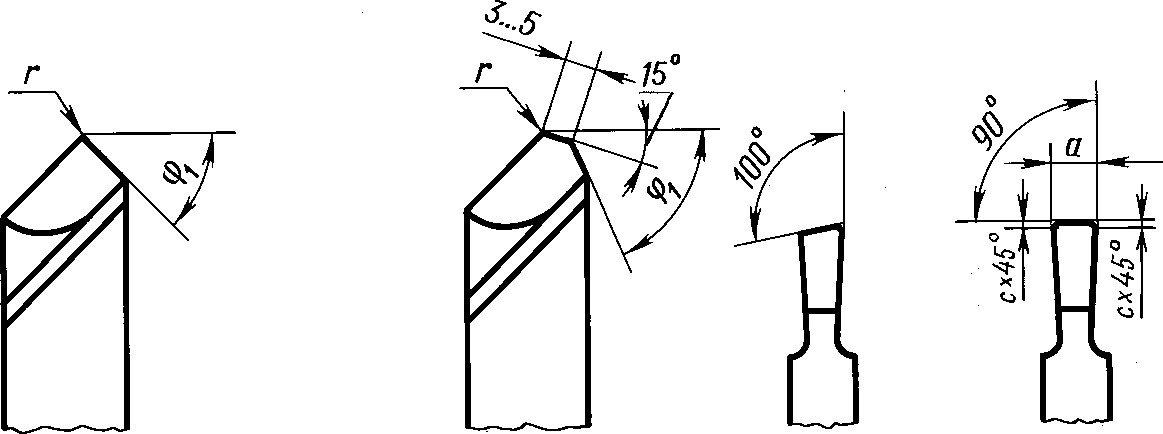
прямыми плоскими с шириной лезвий 4–40 мм — изношенный торец выравнивается, выполняется аккуратная заточка под углом 25–40°; прямыми косыми с лезвиями 4–40 мм — один угол лезвия срезается под 70–75°, инструмент затачивается под углом 25° (важно контролировать кромку); отрезными (для черновой металлообработки) — вырезается угол торца максимум на 45°, инструмент затачивается под углом 30–40°; полукруглыми плоскими (для выполнения круглых выемок в металле) — выполняется обточка и проверка геометрии торца, заточка на 20–45°; желобчатыми шириной до 3 см — торец обрабатывается до полукруглой формы, нижняя часть выпуклой поверхности затачивается под 40°. Если неверно выбрать способ или не соблюдать технологию заточки, инструмент может утратить функциональность
Если неверно выбрать способ или не соблюдать технологию заточки, инструмент может утратить функциональность.
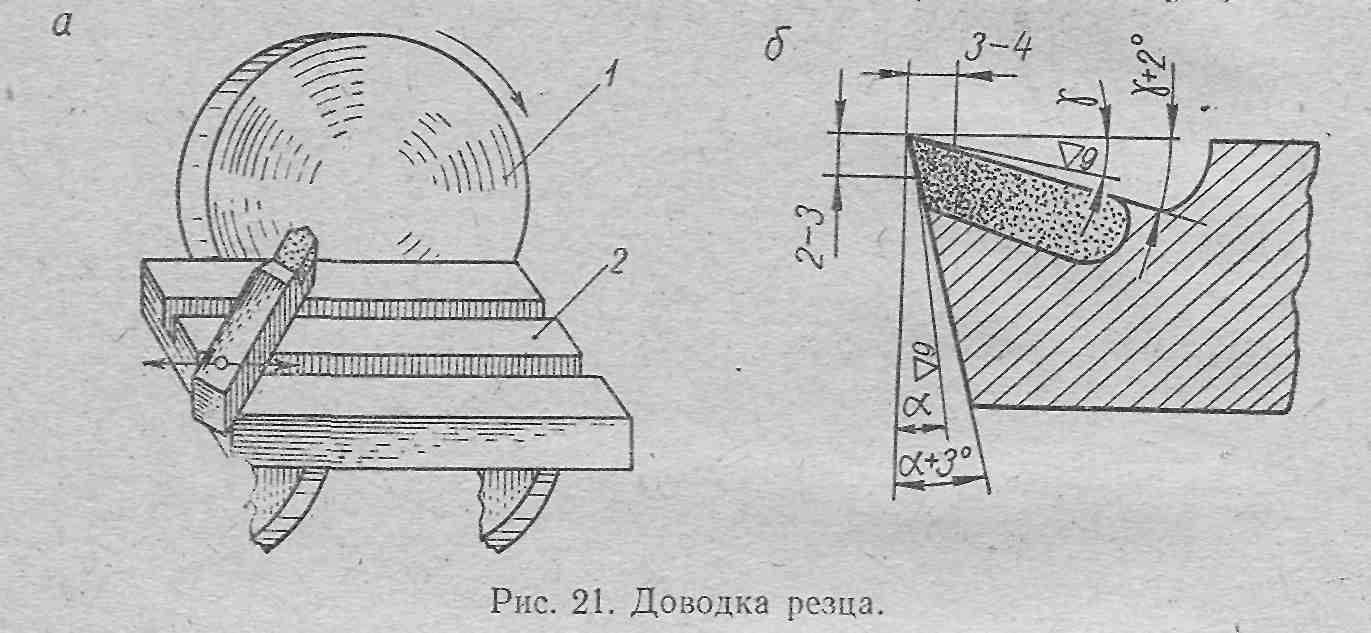
Доводка и шлифовка
Эти заключительные этапы заточки резцов предназначены для получения максимально точных параметров лезвий, а также продления сроков службы инструмента.
Для доводки резцов используют чугунные диски, на которые наносят керосин и специальные пасты на основе карбида бора. После запуска станка лезвие инструмента подносят к абразиву и обрабатывают.
После доводки проводят шлифовку. Финишная операция выполняется с применением мелкозернистых наждачных кругов.
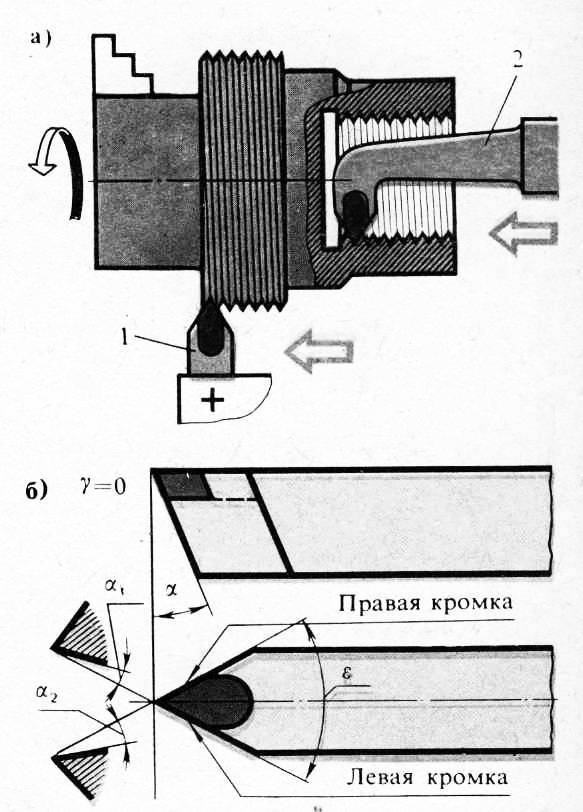
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
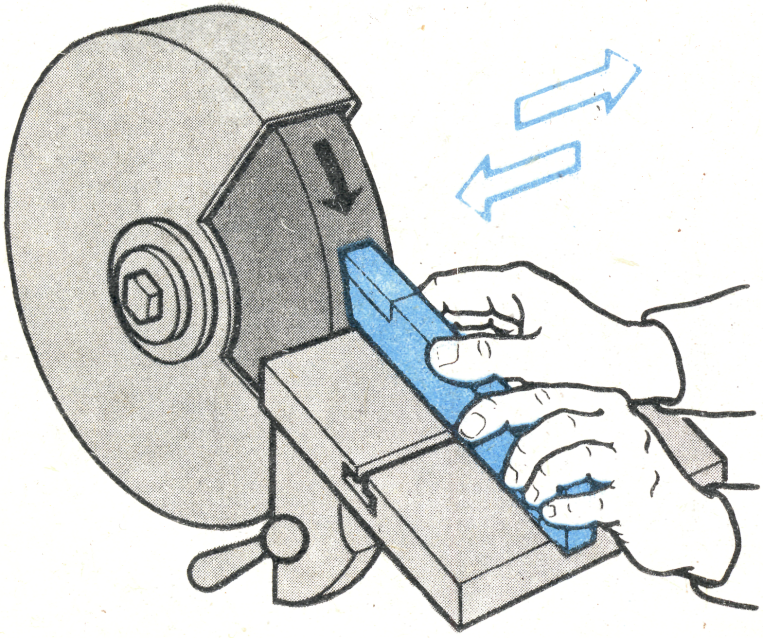
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону
Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга
Какими бывают стамески
Для профессиональной требуются разные рабочие инструменты, в том числе богатый набор стамесок. По функциональной роли их можно разделить на группы:
- Для грубой обработки. Они имеют 2 режущие грани, расположенные друг к другу под углом.
- Мейсель для чистовой обработки. Этот резец представляет собой лезвие с ровной плоскостью и угловой заточкой на левую или правую сторону. Угол наклона режущей части может быть разным.
- формы служит для работы с нестандартными изделиями.
- Отрезной резец служит для удаления фрагментов древесины при формировании узора.
- В расточном инструменте для токарных работ по дереву предусмотрен уступ, помогающий удалять излишки высвободившегося в процессе точки материала.
- Стамеска круглого сечения для обработки круглых изделий. Её оконечник может быть гладким или зубчатым.
- Режущий напильник для обработки торцевых участков заготовки.
- Ограничитель для резца, устанавливается на инструмент для регулировки глубины точения.
Представленные – основные, существует множество их вариаций по размеру, модификации, качеству. Опытные мастера деревообработки часто придумывают собственные авторские приспособления для обточки заготовок древесины.
Чтобы изготовление инструментов происходило упорядоченно и точно, мастера рекомендуют создать для изделий чертежи с содержанием размеров, формы, уклонов и материала. Так Вам не придется постоянно задумываться на нужных параметрах, заточка токарных резцов по дереву реализуется просто как по маслу.
Приспособления
Опыт создания ручного инструмента у мастеров разный, наборы приспособлений для производства, соответственно, отличаются друг от друга. Попробуем представить средний универсальный комплект заготовок:
- Металл – заготовка. В зависимости от предполагаемой разновидности стамески используют старые напильники и рашпили, обрезки стальных труб, арматуру квадратного сечения, автомобильные рессоры.
Деревянная ручка для удобства использования будущего резца необходима. Её можно купить готовую в хозяйственном магазине или выточить, используя токарный станок по дереву.
Обрабатывающий металл станок. Это может быть любая установка, которая работает с наждачными кругами.
- Спецодежда. Даже при домашнем изготовлении резцов существует риск травмирования раскаленными искрами и крошкой металла. Приготовьте очки, перчатки, халат.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
https://youtube.com/watch?v=qaKkb0qj96Q
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
https://youtube.com/watch?v=zkAMj4lmqcE
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
https://youtube.com/watch?v=c6pGuFBsGT8
Описание техники заточки
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются,
- при доводке подается вода для охлаждения,
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные,

Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
3 Как затачивать режущий инструмент для токарного станка?
Любые токарные резцы, за исключением тех, которые делаются с одноразовыми сменными пластинами, периодически затачивают. Эта операция обеспечивает им требуемые величины углов и нужную по технологическому процессу форму. Заточка токарных резцов на крупных предприятиях производится на специальных агрегатах. Такую работу на заводах выполняют отдельные подразделения.
В домашних условиях, а также на небольших предприятиях, заточка резцов осуществляется при помощи разных по типу приспособлений, химических реактивов и кругов для шлифования. Самым простым и недорогим способом возвращения инструменту его рабочих параметров является его заточка на несложном заточном агрегате либо на ручном точиле посредством использования абразивных кругов.
Ручная заточка по своему качеству значительно уступает станочной, но если другого варианта нет, вполне можно применять ручное точило. Здесь главное – правильно подобрать шлифовальный круг. Для заточки твердосплавных инструментов оптимально подходят круги из карборунда зеленого цвета. А токарные резцы из обычных углеродистых либо быстрорежущих сплавов желательно затачивать средними по твердости корундовыми кругами.






Процесс заточки советуем выполнять с охлаждением (нужно равномерно подавать холодную воду на то место, где происходит контакт круга с обрабатываемым инструментом). Допускается и сухая заточка, но тогда после выполнения операции нельзя погружать резец в холодную воду из-за высокого риска появления трещин, ведущих к повышенной ломкости режущего токарного приспособления.
Стандартная схема заточки следующая: сначала обрабатывается задняя основная грань, потом задняя вспомогательная и после этого передняя. На финальном этапе затачивается вершина резца (радиус ее закругления)
Важно постоянно передвигать затачиваемый инструмент вдоль поверхности шлифовального круга, стараясь несильно прижимать его к абразиву
Обязательной операцией после заточки является доводка резца, а точнее его режущих граней – участков возле кромки шириной до четырех миллиметров. Твердосплавные токарные инструменты доводят с помощью медных оселков, смазанных специальным пастообразным составом или композицией керосина и карбида бора. Остальные виды резцов обрабатывают оселком с малым уровнем абразивности, смоченном в машинном масле либо керосине.
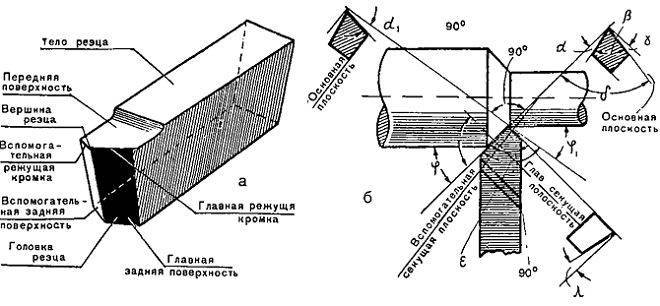
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
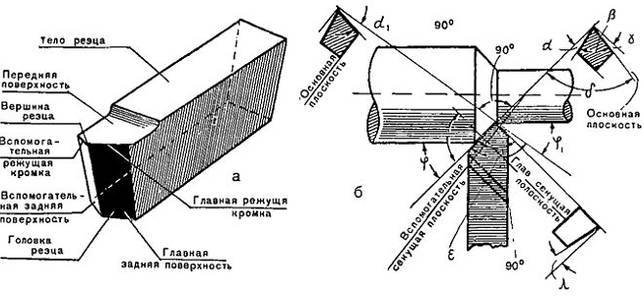
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Это интересно: Особенности закалки различных видов стали – способы, температура, прочие нюансы
ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. 1.1, 2.11 — 2.14 должны подвергаться 15 % кругов от партии, но не менее 5 шт.; пп. 2.7 — 2.10 — 100 % кругов; п. 2.15 — 5 % кругов от партии, но не менее 3 шт.; п. 2.16 — 10 % кругов от партии, но не менее 5 кругов с корпусами из проката, 20 % от партии, но не менее 10 кругов с литыми или прессованными корпусами.
Партия должна состоять из кругов одного типоразмера, изготовленных из алмазных порошков одной марки, зернистости, относительной концентрации алмазов, связки и одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов по всем показателям. При наличии дефектов в повторной выборке партию не принимают.
3.1 — 3.3. (Измененная редакция, Изм. № 2).
3.4. Периодическим испытаниям на соответствие требованиям приложения 1а должны подвергаться круги, выдержавшие приемочный контроль, в количестве 5 шт. одной характеристики.
(Измененная редакция, Изм. № 5).
3.5. Периодические испытания проводят 1 раз в шесть месяцев.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. № 4).