Варианты правки алмазных кругов для заточки
Метод обработки изделий из высокопрочных материалов с применением алмазных кругов превосходит большинство прочих по своей эффективности. Однако по мере использования этого инструмента его поверхности постепенно изнашиваются
, что негативно сказывается на режущей способности алмазных зерен.
Восстановить режущие характеристики алмазных кругов можно с помощью различных методов. Причем каждый из них обладает своими особенностями. Процедура правки подразумевает выполнение нескольких этапов.
Электролитическая правка
Сначала необходимо выполнить электролитическую правку круга для заточки. Она заключается в заполнении электролитом зазора, образованного кругом электродом. Связка обязательно должна быть окислена. Это обеспечивает создание изолирующего слоя
. Благодаря ему круг будет демонстрировать меньшую электрическую проводимость и появится возможность контроля расхода количества зерен. Наличие изолирующего слоя позволяет выполнять полировку обрабатываемой поверхности. Но с течением времени этот слой также будет подвергаться разрушающим процессам. При первых признаках этого цикл правки повторяют.
Электрохимическая правка
Метод электрохимической правки кругов для заточки во многом аналогичен электролитическому. Его особенность заключается в том, что здесь не нужно создавать изолирующий слой. Эффект удаления оксидов обеспечивает поступление электролита. Использование подобного метода правки позволяет создать условия для непрерывного удаления абразивных зерен. Причем размер вылета зерен
может достигать порядка 110% от среднего диаметра.
В качестве оборудования для проведения постоянно электрохимической правки используется обычный шлифовальный станок. Сама операция сводится к помещению медного электрода к шлифовальному кругу. При этом в зазор, образованный электродом и кругом, будет поступать электролит.
Чтобы не ошибиться с выбором алмазного круга, принимать решение нужно с учетом размера внутреннего отверстия
, диаметр которого должен быть таким же, как и у инструмента для резки
Для получения качественного результата важно исключить возникновение зазоров между внутренним отверстием и валом диска
Проведение доводки
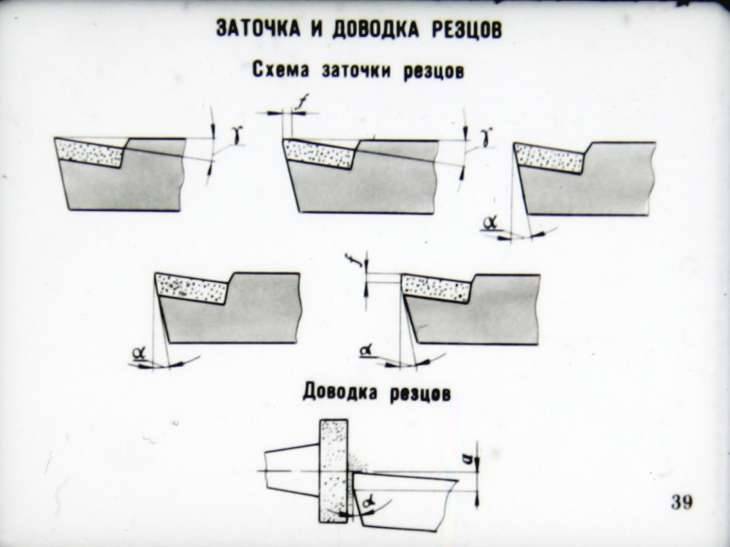
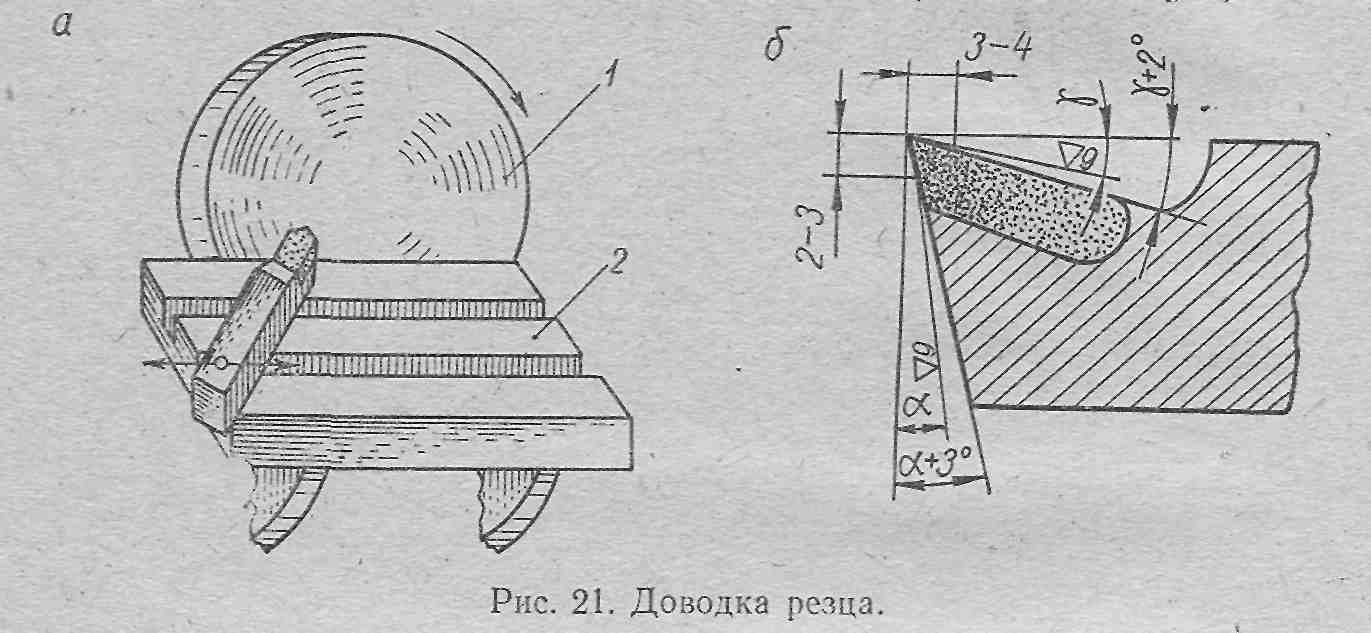
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
Обработка таких твердых материалов, как асфальт, бетон, камень и другие, требует использования специализированного оборудования. И чаще всего выбор останавливают на алмазном отрезном круге. Причем подобный инструмент имеет превосходство над абразивным. Среди его достоинств следует выделить способность сохранять глубину резки, диаметр и скорость вращения. Эта особенность и позволяет алмазным дискам демонстрировать более высокую производительность в ситуации, когда запланирован большой объем работ.
Типы резцов

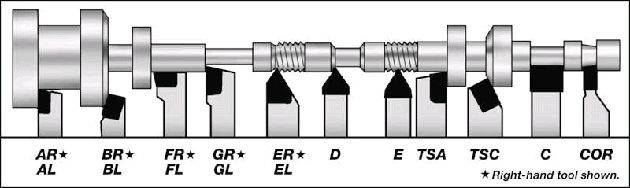
Типы токарных резцов
По технологическому назначению токарные резцы делятся на:
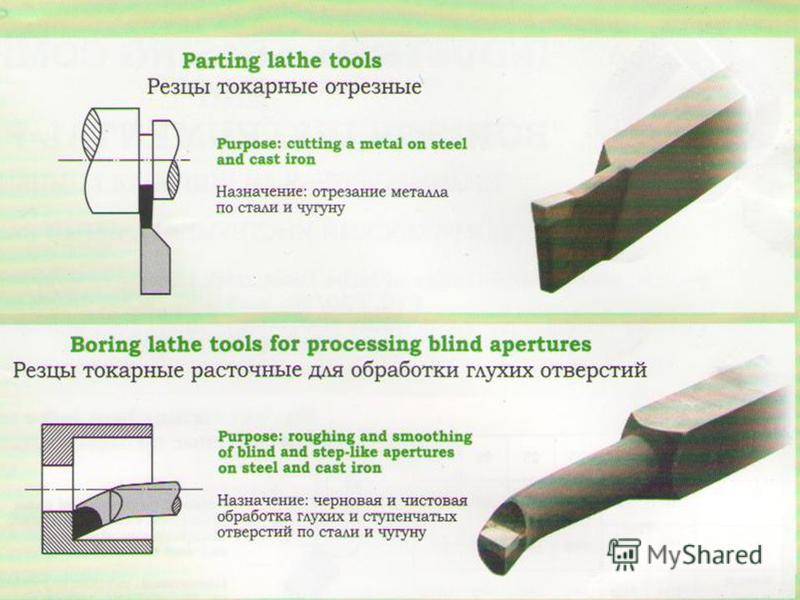
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Заточка резца и угол заточки
Не будем брать примеры из учебников, так как на самом деле в практике все по другому. Расскажу, как применить тот или иной режущий инструмент и предложу варианты заточки резцов.
Существует обработка внутренних и наружных поверхностей и для обработки необходимы определенные виды резцов например: внутренние расточные, подрезные, прорезные, отрезные, фасонные, резьбовые и много какие еще виды. Умение затачивать и применять на практике режущий инструмент приходит с опытом.
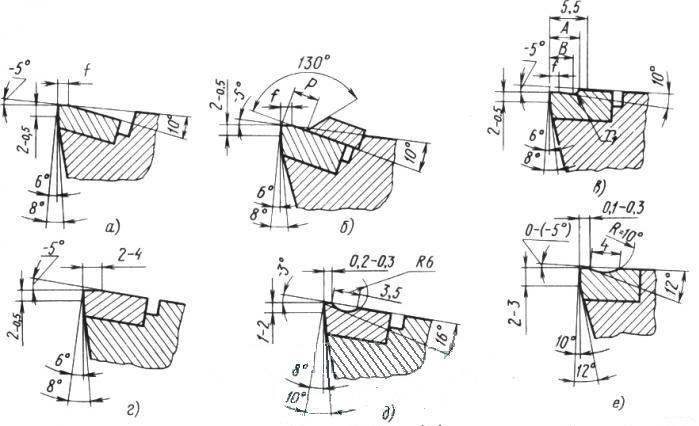
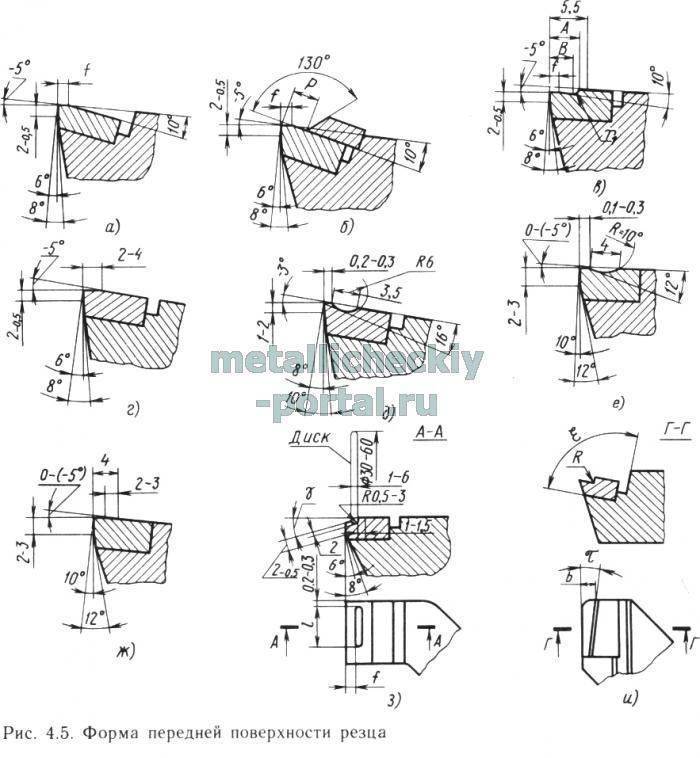
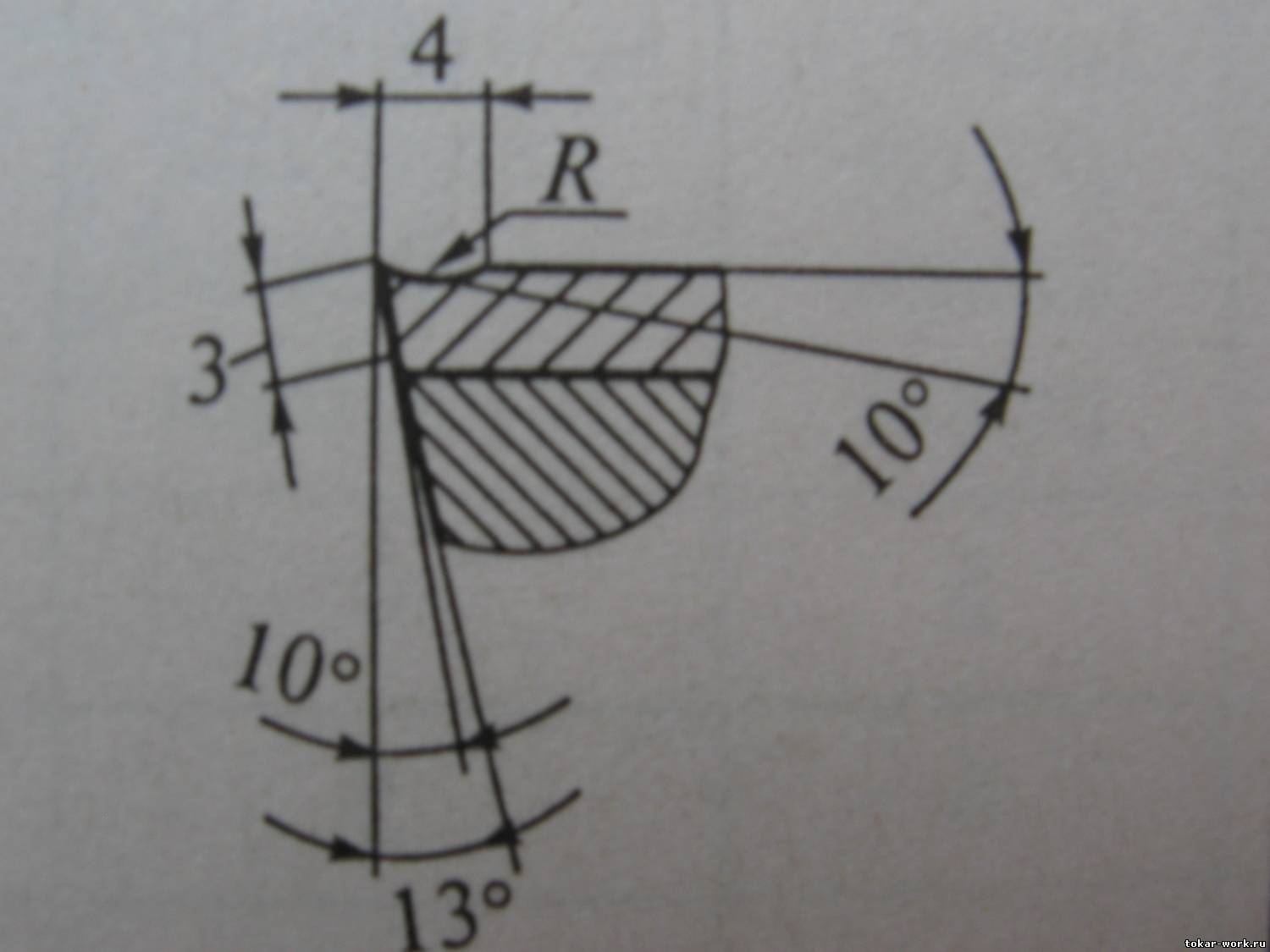
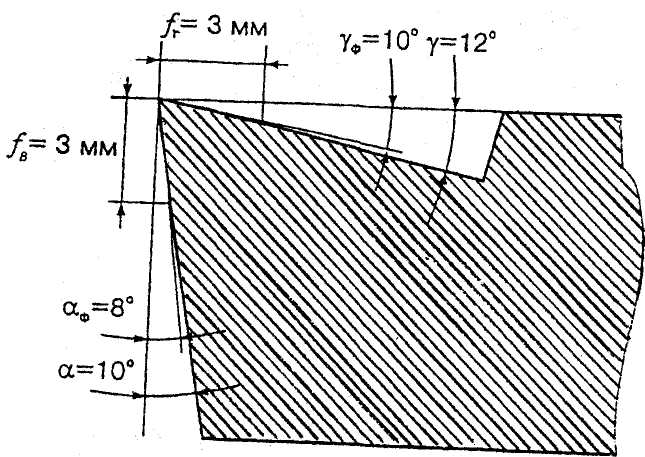
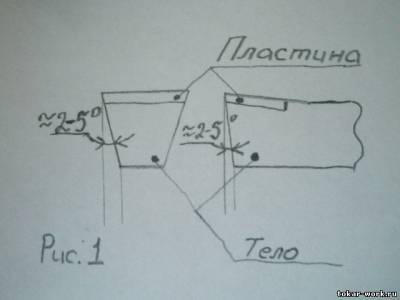
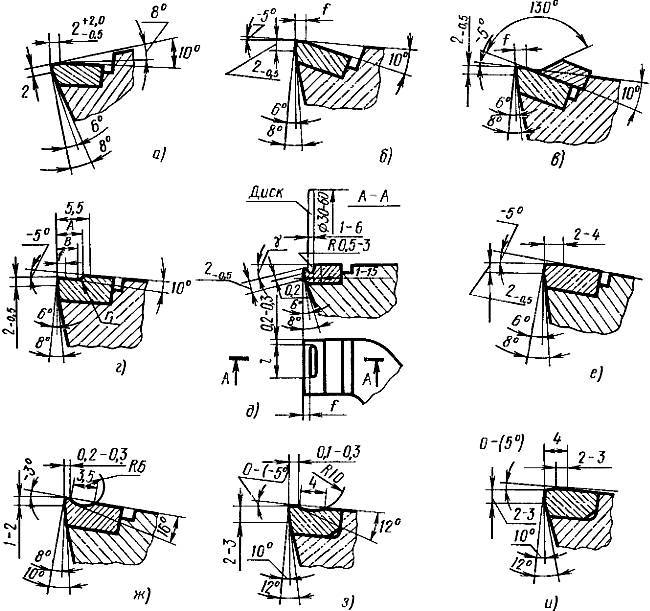
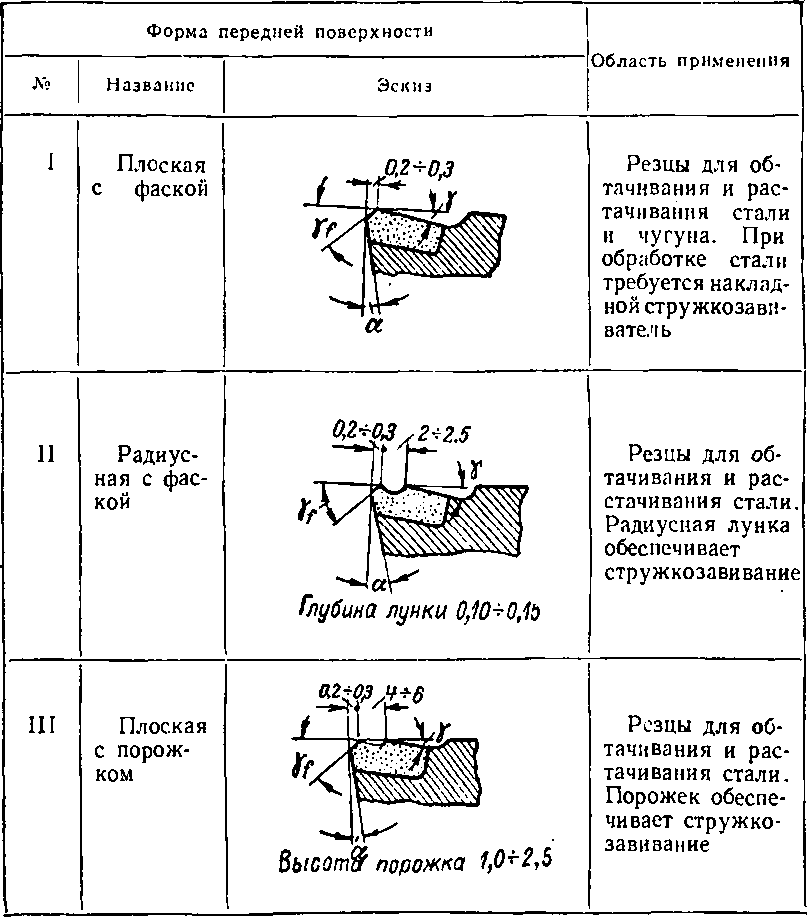
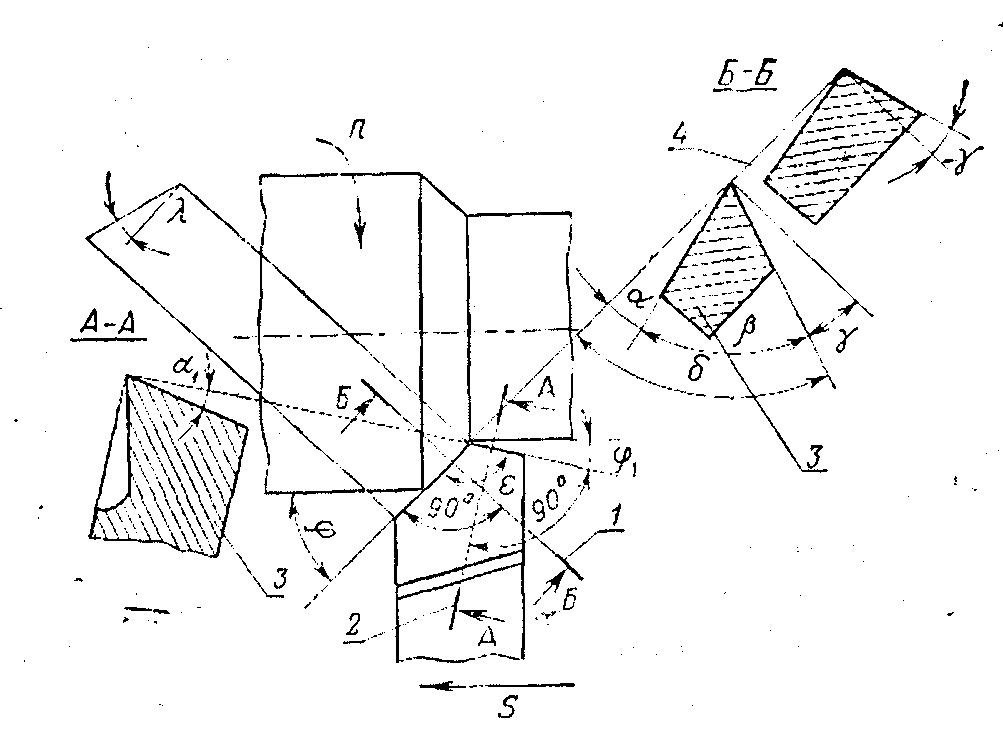
На рисунке 1 показан передний угол, его заточка должна быть от 2 до 15 градусов при этом не желательно уменьшать тело, иначе пластина будет висеть как бы в воздухе (возможен скол режущей кромки при точении детали).
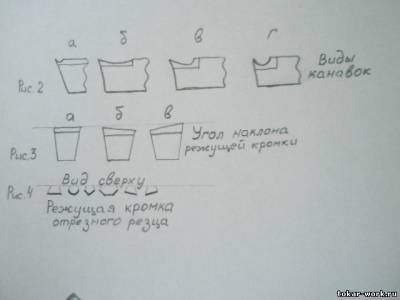
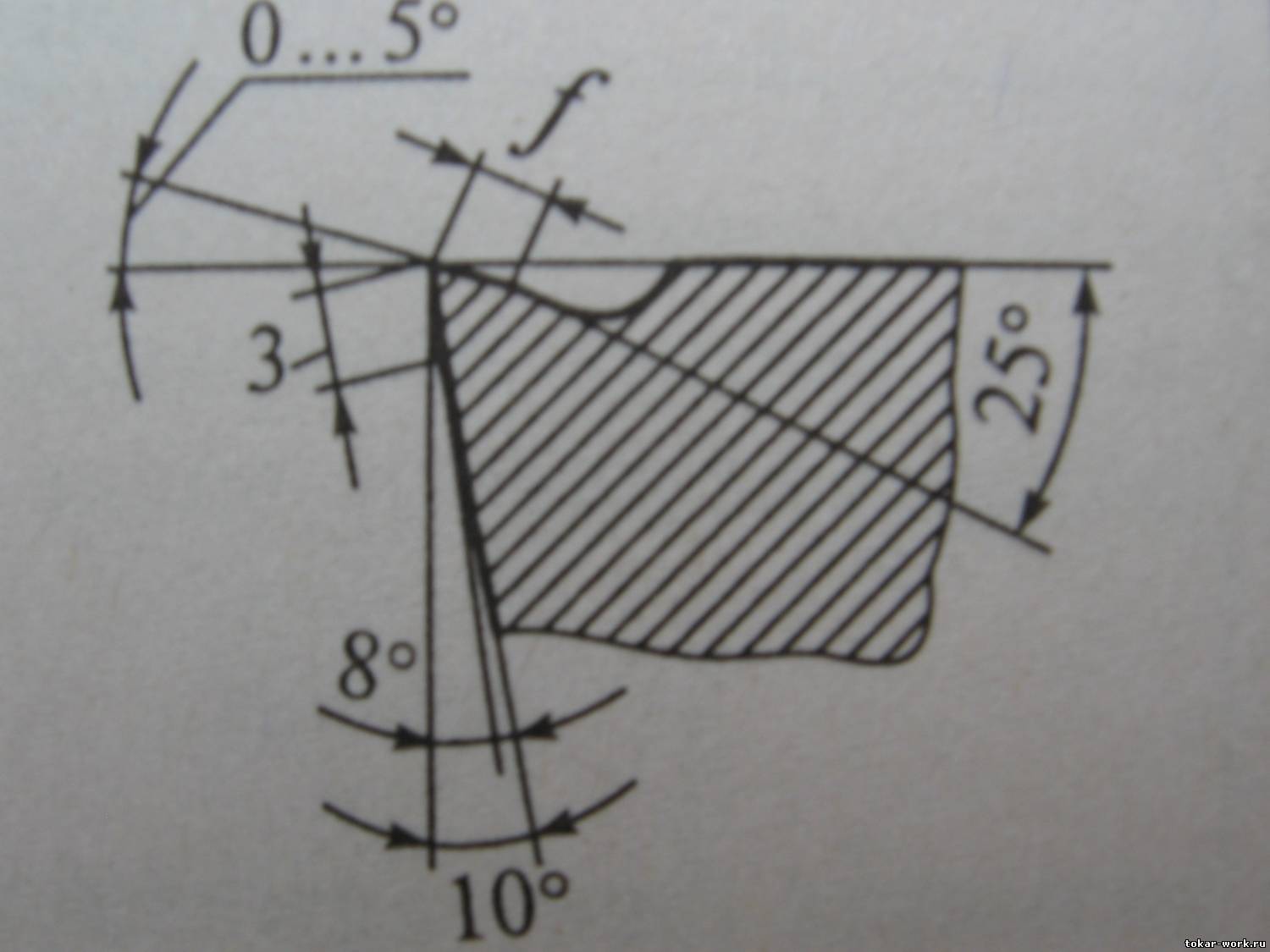
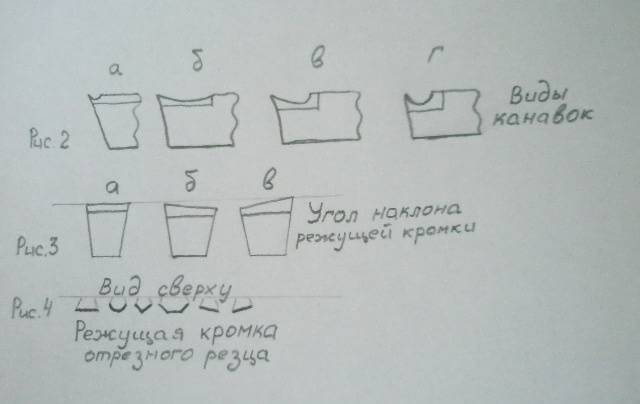
На рисунке 2 показаны варианты канавок.
Рисунок 2а – канавка служит для чистовой отделки. Рисунок 2б – такая канавка как (совковая лопата) применяется на отрезных резцах и резцах черновой обработки, с большой глубиной резания. Рисунок 2в – такой вид канавки применяется при скоростном точении заготовок. Рисунок 2г – применяется такая канавка для разного вида точения, другими словами это классический вид заточки.
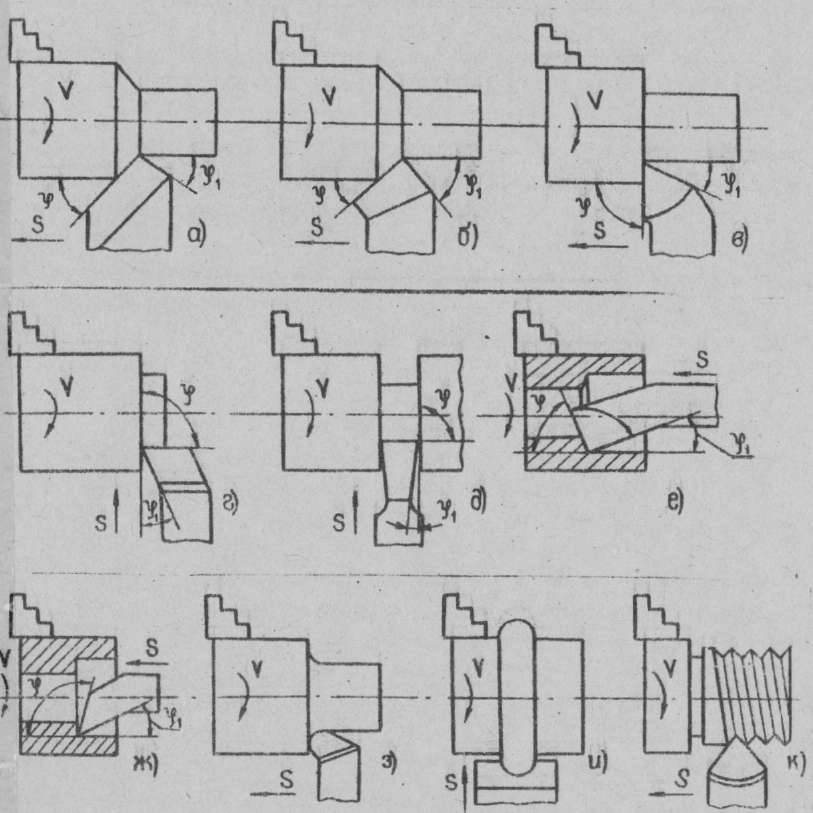
На рисунке 3 показан угол наклона режущей кромки. Рисунок 3а прямая режущая кромка и стружка при такой заточке будет сходить ровно по канавке. Рисунок 3 б,в режущая кромка делается с наклоном, стружка при точении будет сходить вправо или лево относительно пластины резца.
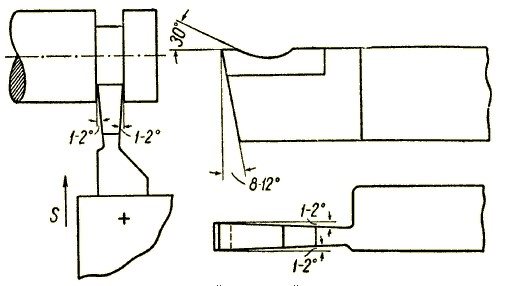
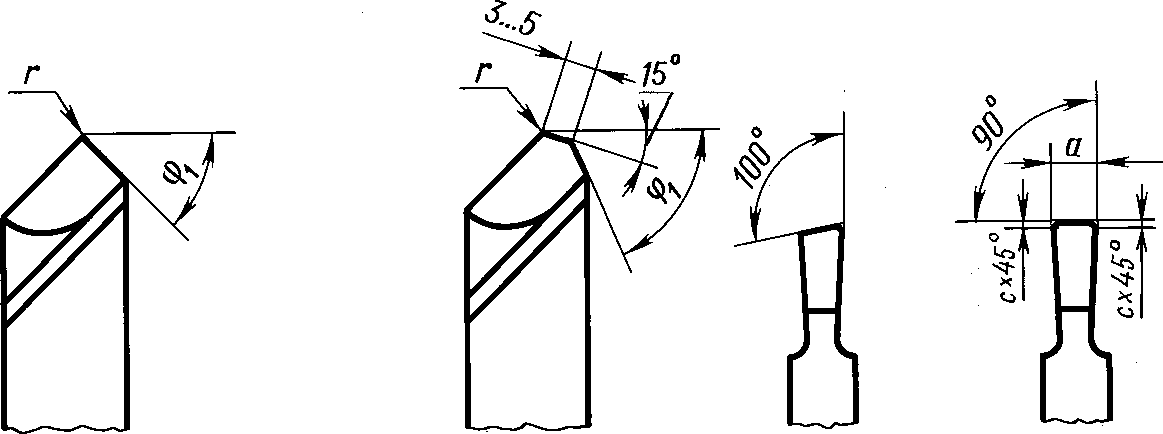
Рисунок 4 это вид сверху. Такая заточка режущей кромки применяется на отрезных резцах. Этот вид заточки применяется в зависимости от обрабатываемых материалов.
Острые кромки необходимо притуплять или делать не большой радиус до 0.3, но режущая кромка должна быть острой. Притупление режущей кромки применяется при обдирке.
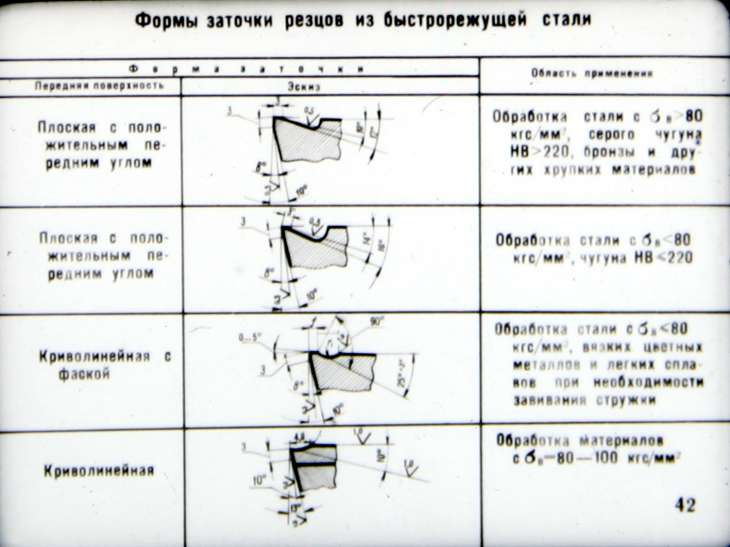
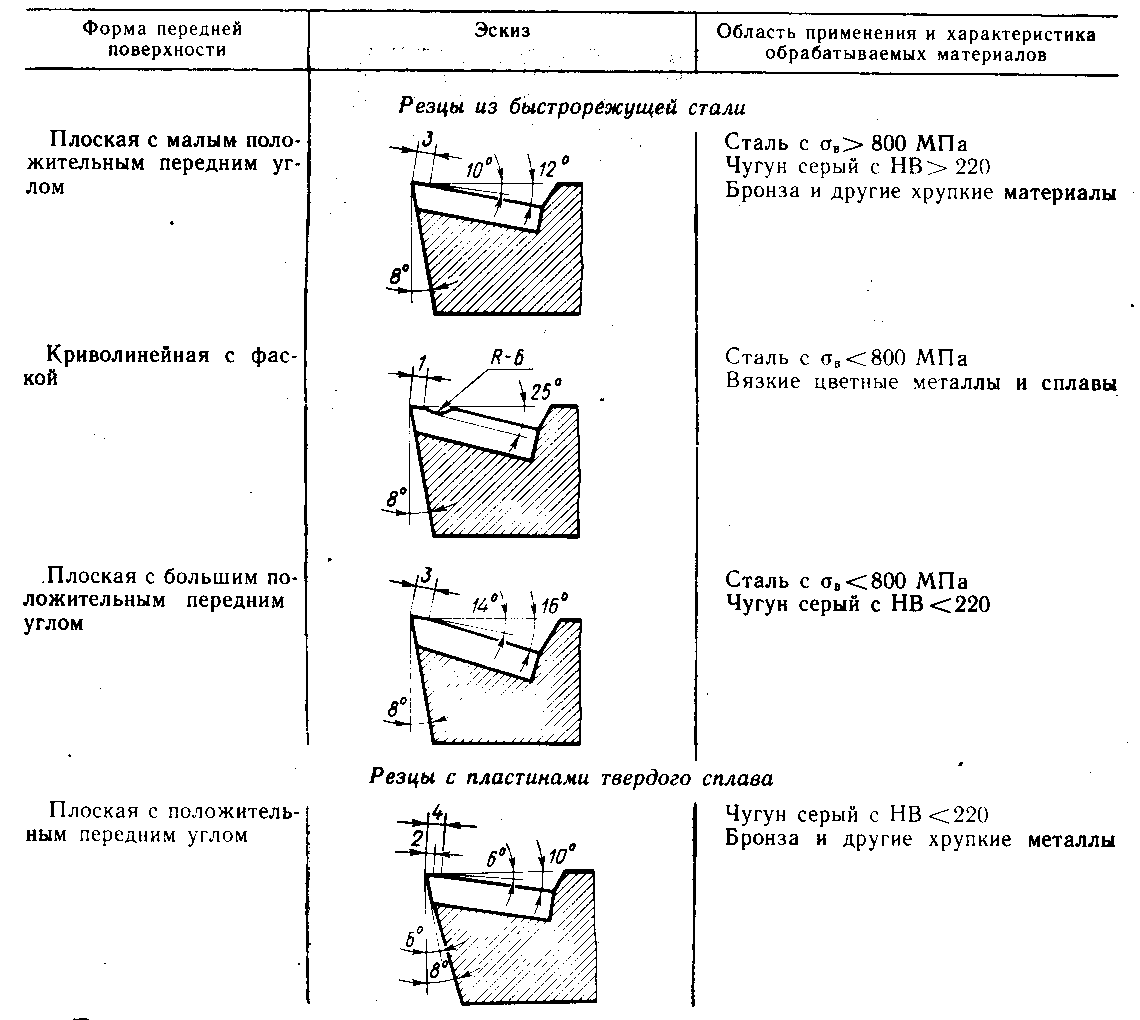
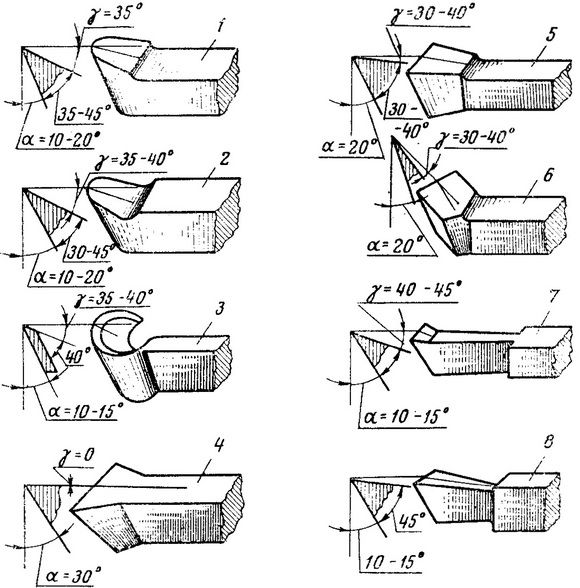
Резцы бывают быстрорежущие — применяются для точения мягких сталей или материалов например: алюминий, второпласт, текстолит и некоторые другие. Быстрорежущий отрезной резец можно применять при отрезании заготовок из стали и в некоторых случаях нержавейку. Марки быстрорежущих резцов бывают: Р18, Р6М5К5, Р9К5 и другие.
Резцы твердосплавные – применяются для точения более твердых и прочных материалов например: нержавейка, бериллиевая бронзы, каленые стали и другие. Марки твердосплавных резцов бывают: ВК8, ВК6, ВК6М, ВК6ОМ, ВК10ХОМ и другие. Более хрупкие твердосплавные резцы применяются для точения сырых сталей Ст20, Ст40, Ст45 и другие. Марки резцов: Т5К10, Т15К6, Т10К5 и другие.
Попробуйте заточить резец по образцу и попробуйте его в работе. По стружке можно определить, правильно ли заточен резец или нет. При правильной заточке стружка будет сходить сливная (завитая, плотная, а не хаотичная).
Заточка резцов производится на заточных станках. Заточные станки оборудованы кругами из электрокорунда (белый цвет круга), применяется при заточке быстрорежущих резцов. Круг зеленого цвета (карбида кремния), применяется при заточке твердосплавных резцов. Алмазные круги служат для доводки режущего инструмента.
В теории много не понятного и сложного для восприятия. Конечно же теория не заменит практику, но и без теории ни куда. Ознакомившись с первоначальными навыками теории можно приступать к практическим упражнениям. Для молодых специалистов порекомендую больше пробовать различных заточек резцов, таким образом вы быстро вникните в процесс работы и поймете правильность заточки режущего инструмента.
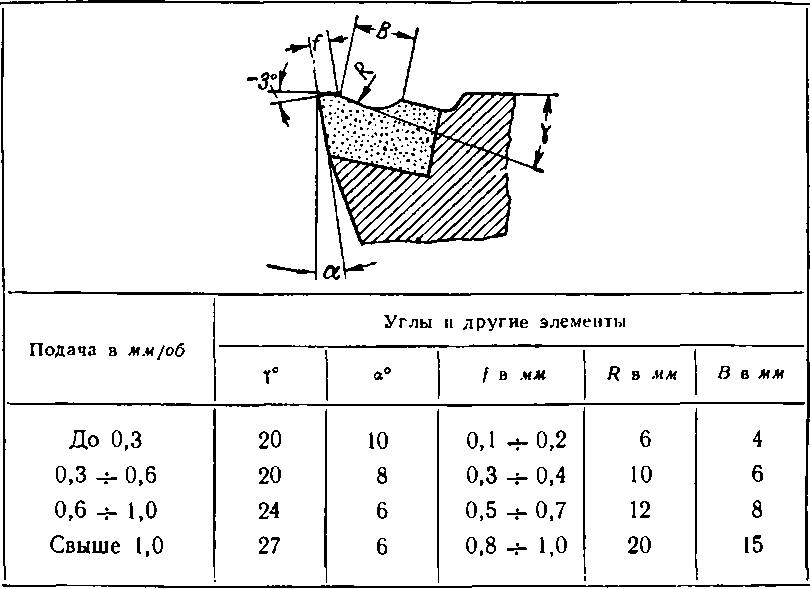
Технологические операции, проводимые на токарном станке с заготовками при помощи специальных приспособлений, связаны с получением в итоге изделия нужной конфигурации, представленной на чертеже. А чтобы точение было рациональным, точным необходима заточка токарных резцов по металлу, которая выполнит необходимый профиль, углы требуемой величины и соответствующие параметры рабочей части. Подготовке такого средства придается серьезное значение.

Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление — шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
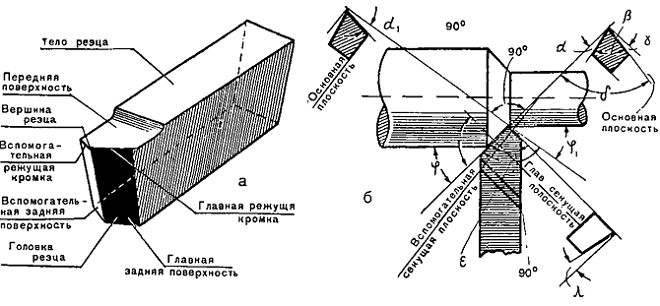
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.
Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.
Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.
Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;
Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Обязательная шлифовка
Шлифовка проводится наждачным кругом. Выбирают мелкозернистые вариации. Также используют обычные бруски. Заточка резцов — сложный процесс. ает во подробности, потом сможет обрабатывать самостоятельно.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
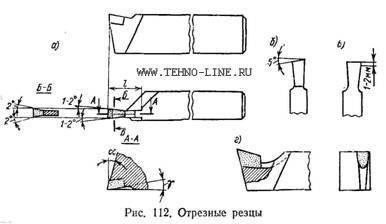
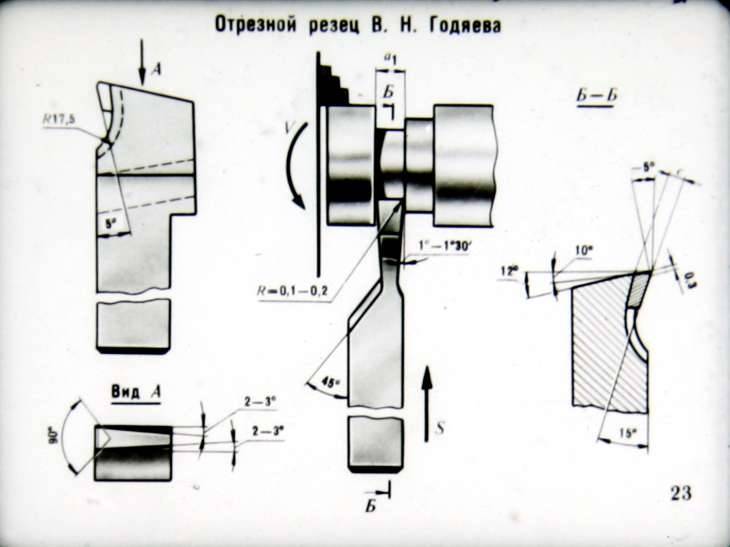
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
https://youtube.com/watch?v=c6pGuFBsGT8
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Заточка инструмента
Только регулярная заточка резцов позволит получить максимально точные результаты. Необходимость в процедуре возникает не только для инструментов, у которых есть твёрдосплавные пластины одноразового применения. Работа выполняется специализированными станками, когда речь идёт о производственных предприятиях крупного масштаба.
Ограничения по методике для домашних условий практически отсутствуют. Применение допустимо для обычных кругов по заточке, реагентов с химически активным действием. Станки универсального, специализированного назначения – дешёвый вариант, сохраняющий эффективность.
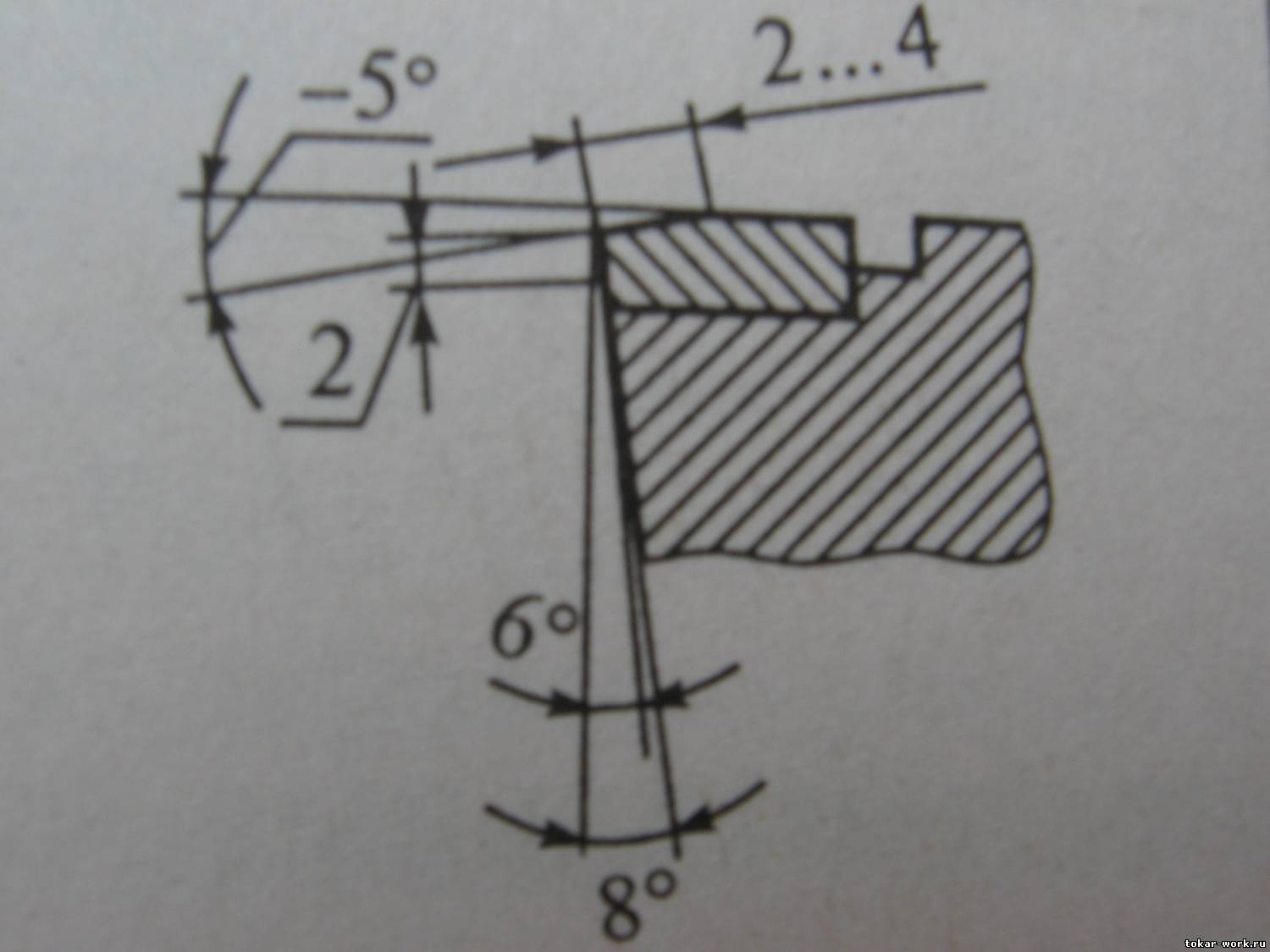
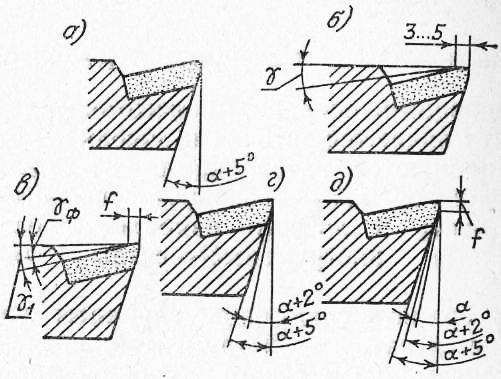
Обрабатывая заднюю часть инструмента, проходят три главных этапа.
- Сохранение такого же угла, что и у самой державки сзади. Увеличение показателя по сравнению с задним углом резания равно 5 градусам.
- Второй этап предполагает обработку поверхности самой режущей пластины сзади. Здесь надо сохранить превышение, равное 2 градусам.
- Доводка составляет третий этап. Он нужен для формирования необходимого заднего угла.
Через несколько этапов обработки проходит и передняя поверхность.
Доработка и шлифовка
Это делают карбидом, на специальном чугунном диске. Приспособление вращается, сохраняя скорость до 1-2 м/с. Направление вращения самого диска – к рабочей кромке, от опорной части инструмента.


Последовательно притирают лезвия, инструментальные поверхности. Резцы практически доводятся до блеска, их избавляют от любых неровностей.
Зачем нужна доводка? Инструмент со временем притупляется и изнашивается, если его используют достаточно часто. Причина – в том, что пластина трётся о заготовки и стружки. Если пластина ровнее, то трение будет меньше. Износ инструмента в такой ситуации замедляется.
У процесса доводки есть и другие особенности:
- При доводке применяют абразивные пасты, главный компонент у которых – борный карбид.
- Доводка предполагает смачивание инструмента керосином.
- Потом на поверхность зигзагообразно наносят пасту.
- Инструмент подносят к диску.
- Пасту ГОИ можно использовать совместно с керосином.
- Керосин не относится к обязательным этапам, когда применяют современные смазки.
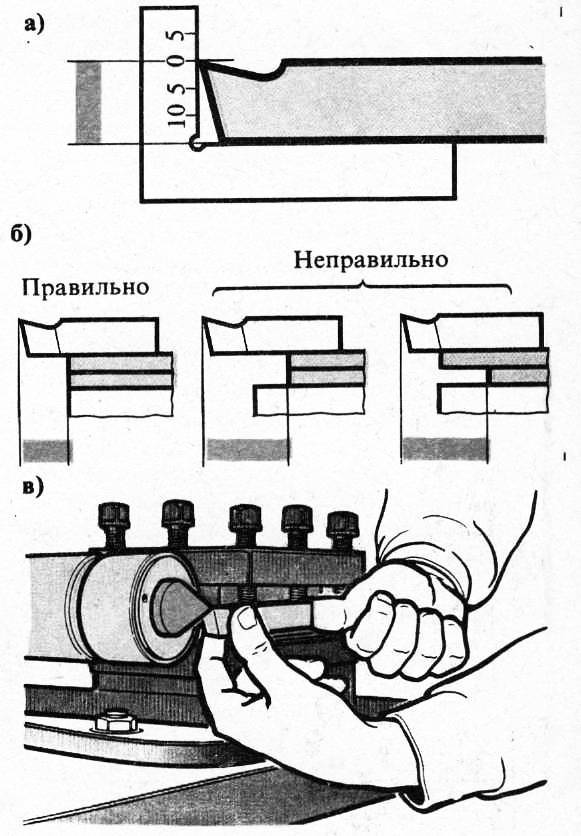
Важно правильно установить стол подручника. После его установки по сравнению с серединной частью диска лезвия резцов с деталью на одних линиях, либо ниже. Вращение диска – к пластине с резьбой, направленное
Вращение диска – к пластине с резьбой, направленное.
Частички пасты начинают измельчаться, когда прижимают инструмент, приступают к доводке. У резца нет сколов и потёртостей при прохождении через кромки. Неровности с резцовой поверхности устраняются благодаря тем самым зёрнам пасты.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону
Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга