Заточка цепи бензопилы на станке
Станок — это портативное приспособление для удобной заточки зубьев. В качестве абразивного инструмента в нём применяется всё тот же напильник, который можно менять в зависимости от калибра цепи. Приспособление крепится непосредственно на шину пилы. Как и в случае с державкой, на станке имеются метки для выдерживания нужного угла заточки, а также фиксатор затачиваемого зуба.
Станок для ручной правки отлично подойдёт для новичков. Неоспоримым плюсом такого приспособления является его низкая цена и то, что с ним можно добиться качественного результата, сравнимого с электрической заточкой. Внешне станки могут отличаться, всё зависит от производителя, но результат дают одинаково хороший.
Особенности заточки пильных цепей
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.
Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
Конфигурация зуба и угол заточки цепи бензопилы
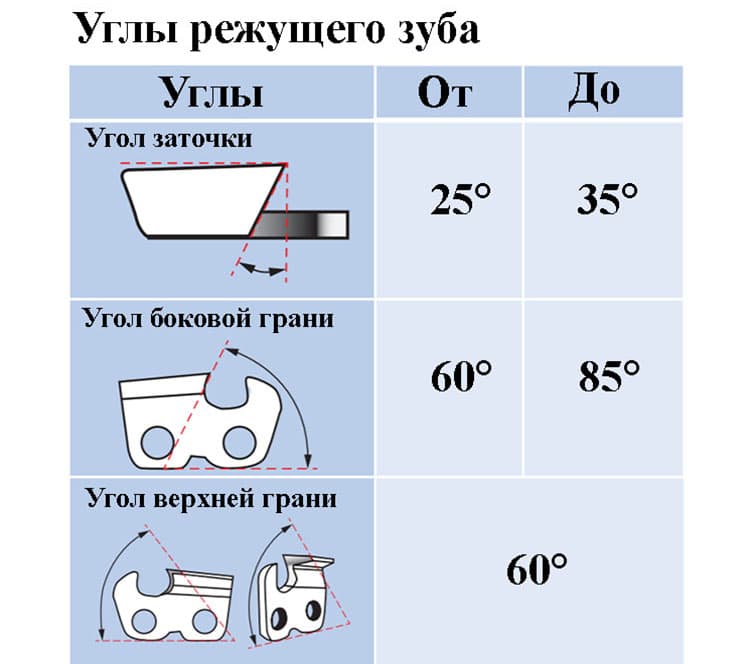
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
Шаблон конфигурации зуба пилыФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.
Как смазывается цепь
Смазка обеспечивает правильное функционирование инструмента, продлевает срок эксплуатации. В процессе работы цепь трется о шину, нагревается и изнашивается. Для уменьшения степени трения необходимо регулярно проводить смазку цепного механизма.
Изделие смазывается благодаря дозированной подаче масла на шину пилы из расчета количества оборотов двигателя. Отвечает за подачу смазки насос. Для смазки таких агрегатов используется масло с высокими адгезионными качествами. Такие масла обеспечивают равномерное распределение вещества по всей площади шины, даже на высоких оборотах вращения.
Процессу смазки уделяйте должное внимание. Используйте масла, которые не нанесут вреда насосу. Это также обеспечит надежную работу системы самосмазывания
Не смазывается цепь отработанными и отфильтрованными составами, т.к. нарушается способность инструмента работать на высоких оборотах
Это также обеспечит надежную работу системы самосмазывания. Не смазывается цепь отработанными и отфильтрованными составами, т.к. нарушается способность инструмента работать на высоких оборотах.
Храните оборудование правильно: погружайте изделие в масло.
Точим напильником
Первое что нужно для того, что бы наточить цепь, либо немного её подправить, это специальные напильники.
Напильник
Для заточки и правки цепей для пил, используются два вида напильников. Первый, это напильник круглого сечения с диаметром соответствующим диаметру закругления рабочей кромки пильного зуба.
Для заточки пильных цепей бытового инструмента, применяются круглые напильники диаметром 4, 4.8 мм, обусловлено это тем, что они имеют маленький зуб. Для профессиональных моделей используют более мощные цепи с большим зубом, и соответственно нужны напильники диаметром 5.2, 5.5 мм.
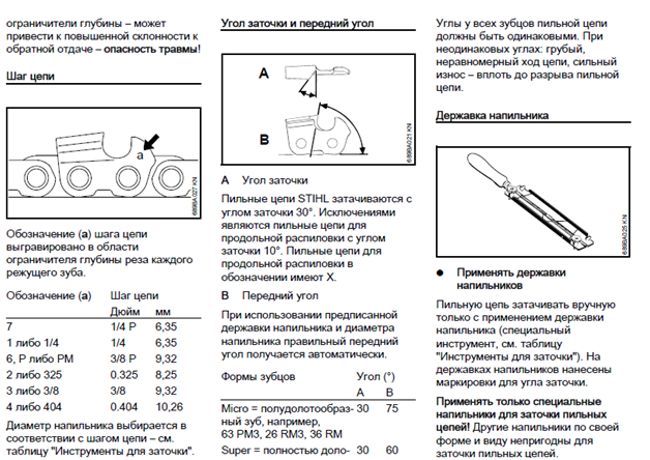
Для того чтобы правильно произвести заточку, не достаточно наточить только режущие кромки зуба, нужно еще произвести корректировку ограничителя глубины реза. Если этого не сделать, цепь не будет врезаться в распиливаемый материал на требуемую глубину, что заметно снизит скорость проведения работ и точно так же, как и в ситуации с тупой цепью может привести к перегреву двигателя пилы из-за не достаточной нагрузки на двигатель. Эта работа выполняется с помощью плоского напильника.
Описание процесса заточки с помощью напильников
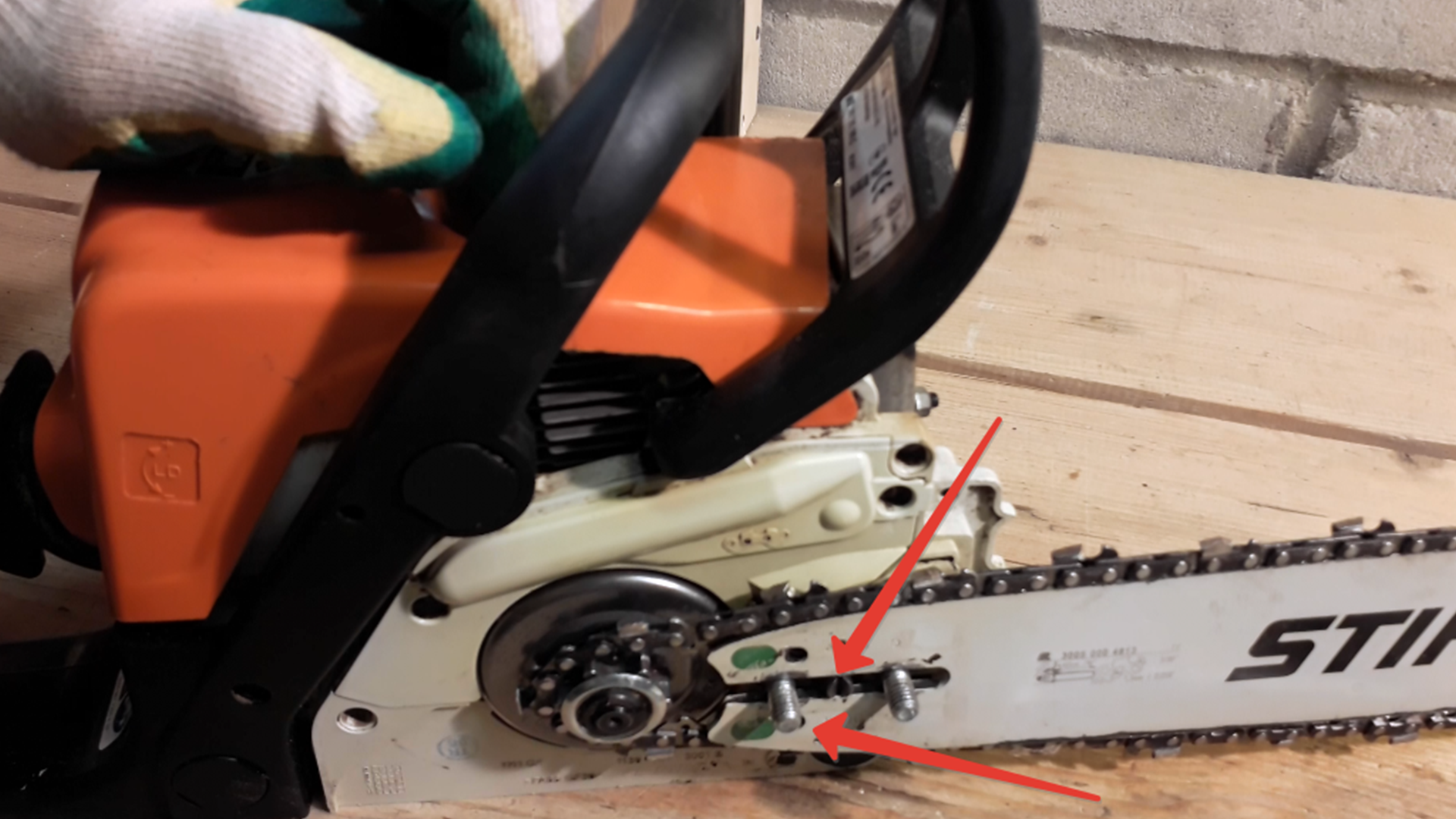
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.

Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.







Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.

Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
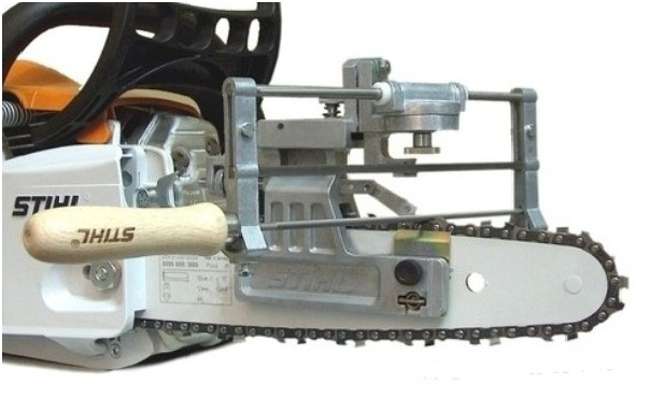
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.

Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
ПАРАМЕТРЫ ЦЕПИ
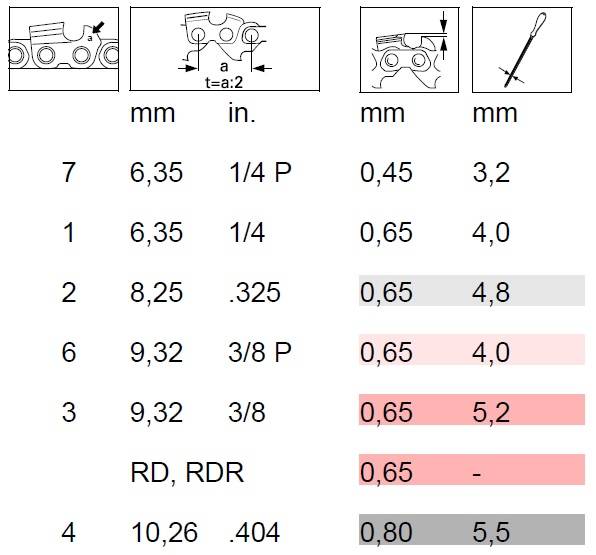
Основные геометрические параметры пильной цепи – шаг, высота профиля и форма режущего зуба, толщина ведущего звена, число звеньев. Шаг – это половина расстояния между центрами трех последовательно идущих заклепок.
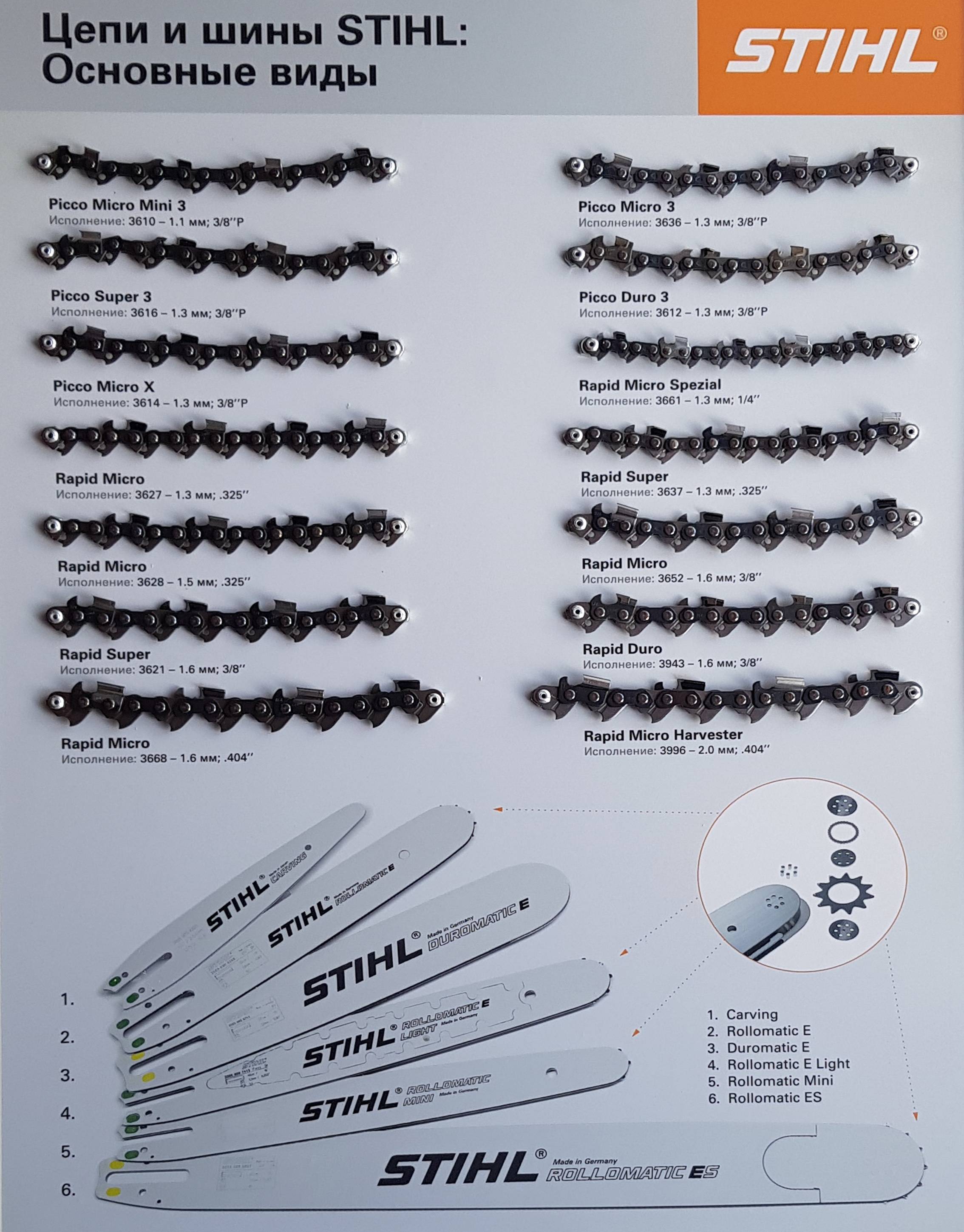
Его принято измерять в дюймах, причем каждый имеет условное обозначение (см. таблицу 1). Пильные цепи по высоте профиля зуба делят на низко- и высокопрофильные. Так, для мощных бензопил STIHL предусматривает цепи Rapid с более высоким зубом, а для менее мощных – цепи Picco с более низким зубом. Число звеньев определяет длину цепи, зависит от мощности установленного в пиле двигателя, а также вида выполняемых работ и соответствует размеру шины.
Толщина ведущего звена измеряется в миллиметрах (мм) и должна соответствовать ширине паза используемой шины (с/и. таблицу 2). Последняя цифра этой толщины выштампована в виде условного обозначения на каждом ведущем звене цепи.
Пильные цепи могут отличаться еще и формой режущего зуба. У цепей производства STIHL таких форм две – Micro (М), Super (S). Не вдаваясь в тонкости конструкции, отметим, что пильная цепь с формой режущего зуба Micro – универсальна, она объединяет в себе высокую производительность резки, удобство эксплуатации, долгий срок службы и простое обслуживание.
Соответствует требованиям строительства, сельского и лесного хозяйства. Пильная цепь с формой режущего зуба Super сочетает в себе максимальную производительность резки, высокую эффективность врезания и малое усилие подачи, отвечая самым высоким требованиям к профессиональному инструменту в лесном хозяйстве. Такие цепи режут быстрее и хороши для разделки твердой или замерзшей древесины. При заточке пильной цепи Super есть определенные особенности.
Кроме того, у STIHL есть пильная цепь Duro с зубьями, имеющими напайки из твердого сплава. Она сочетает в себе самую высокую износостойкость, удобство эксплуатации и хорошую производительность. Устойчива при работе с грязной древесиной или при коротком контакте с землей, при пилении досок от опалубки или строительных лесов после окончания работ.
Высокоэффективна при использовании в условиях лесных участков, поврежденных пожаром. Срок службы цепей Duro до 10 раз дольше, чем пильных цепей без твердосплавных напаек. Такие цепи стоят намного дороже, а затачиваются электрическим заточным станком с алмазным заточным кругом в специализированных сервисных центрах.
Режущие зубья работают по принципу рубанка: они срезают стружку с древесины. Глубина врезания режущего зуба в древесину и тем самым толщина стружки определяется расстоянием между ограничителем глубины и верхней частью режущего зуба. Если это расстояние недостаточно, то пильная цепь не будет захватывать стружку (то есть пилить), а будет лишь скользить по древесине. И наоборот, чем больше разность высот между ограничителем и вершиной режущего зуба, тем толще стружка, но вместе с тем больше вибрация, производимая цепью, а также выше нагрузка на приводной механизм. Поэтому необходимо добиться оптимального соотношения вибрации цепи и производительности, и во всех моделях пил STIHL такое соотношение подобрано.
Когда следует приступить к заточке цепи
Понять, что пришла пора затачивать цепь, можно при обнаружении следующих признаков:
- Во время работы необходимо прикладывать больше усилий, а цепь постоянно застревает внутри древесины.
- Пилу часто заклинивает, цепь регулярно провисает и вытягивается.
- Древесные опилки после работы с тупой пилой отличаются неоднородностью, больше похожи на пыль.
- Во время пиления материла появляется дым, пила вибрирует и вырывается из рук.
Если не обращать внимание на вышеописанные факторы, то это может привести к выходу из строя не только цепи, но и всего инструмента. В таком случае придется приобретать новую дорогостоящую пилу. Также тупая цепь может привести к получению тяжелой травмы
Также тупая цепь может привести к получению тяжелой травмы.
После выполнения рекомендаций, как правильно заточить цепь электропилы, следует оценить качество заточки. Все режущие зубья должны быть одинакового размера и одной толщины. Чтобы добиться такого результата, надо при заточке делать приблизительно одинаковое количество движений с одинаковой силой нажима.
Наточенные зубья пилы
Болгарка хорошая альтернатива
Профессиональные лесоруб считают этот метод простым и трудоемким. Он используется в крайнем случае, поскольку шлифовальную машину невозможно зафиксировать на шаблоне. По этой причине добиться контроля над поддержанием постоянного угла и глубины заточки очень трудно.
Шина надежно закреплена в тисках, чтобы предотвратить ее движения во время работы. Не следует прикреплять к шлифовальной машины новый режущий диск, лучше использовать старый диск толщиной 1,5-2 мм.
Начинающим лучше вообще не пользоваться этим методом. Будет более целым. Есть риск серьезной травмы для себя. Кроме того, не обойтись без навыков работы с таким оборудованием.
Какой напильник нужен для заточки цепи
Необходимость выпрямления краев режущих звеньев проявляется заметным снижением производительности распыления, повышенной вибрацией, высвобождением мелких стружек, необходимостью дополнительных усилий для ввода гарнитуры в разрез.
Файлы и направляющие согласуются с шагом цепи. Насадочного крепления обеспечивает оптимальный угол заточки. В фирменном ассортименте многих производителей есть простые держатели и более усовершенствованные заточки роликового типа.
Качество конечного результата во многом зависит от правильного диаметра файла. При эксплуатации бензопилы в комплекте с неправильно заточенной цепью, в лучшем случае, производительность пиления снизится, в худшем случае цепь будет безнадежно сломан. Также высока вероятность повреждения инструмента в целом.









Многие не знают, как затачивать зубы на цепи бензопилы, но это достаточно просто. Круглый напильник 4,8 мм и все в
Основная сложность определите размер круглого файла, ведь работа, выполненная плоским инструментом, гораздо проще. Для зубцов пилы Stihl верхний край напильника должен выступать на 20% его высоты на рабочую угловую поверхность. Однако следует помнить и о шаге пылевого цепи, обычно принимают размером 0,325 дюйма.
Как выбрать файл для заточки цепи для бензопилы JOIN VSP GROUP PARTNER PROGRAM:.
Для достижения хороших параметров резки зубным лопастям предоставляются определенные углы. Задняя часть зуба, которая падает под углом, образует задний угол верхней лопатки. Это инструмент для заточки края режущего зуба цепи. В зависимости от параметров цепи, для бензопилы применяется напильник диаметром от 4,0 до 5,5 мм. Этот угол необходим для вырезания верхней лезвия в древесных пород.
Заднее суживающейся зубное лезвие образует задний угол торцевой лезвия. Этот угол необходим для бокового резания стружки.
Задний угол верхнего лезвия характеризует разворот верхнего лезвия.
Нужно понимать, что затачивать цепь НЕ БУДЕТ обычным круглым, а тем более плоским или треугольным напильником, поскольку файл для цепи должен иметь свои параметры. Хотя здесь стоит сделать замечание. Вы можете измельчить измеритель глубины простым плоским напильником.
Важнейший параметр файла цепи. Его диаметр
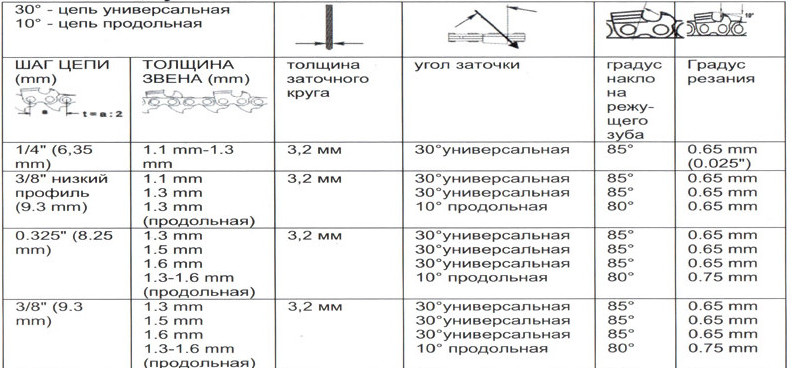
Это важно, поскольку в зависимости от шага цепи используется файл определенного диаметра. Ниже приведена таблица, которая показывает, какой файл подходит для цепи с определенным шагом
Шаг цепи (мм) Толщина звена (мм) Диаметр шпильки (мм) Угол шлифовки (градусы) Степень наклона режущего зуба
| 1/4″(6,35 мм) | 1.1-1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.1 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 (для распиловки) | 4 | десять | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.5 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.6 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3-1.6 (для распиловки) | 4.8 | десять | 0,75 мм |
| 3/8″ (9,3 мм) | 1.3 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.5 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.6 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 | 5.5 | тридцать | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
Кроме того, следует учитывать, что большинство файлов продаются без ручки. Его следует покупать отдельно. Это, конечно, не касается наборов файлов, в которых большинство файлов оснащены ручками.
Без сомнения, опытный пользователь бензопил сможет затачивать цепь без различных аксессуаров и устройств, называется на глаз. Но для этого нужно иметь опыт, который нужно получить первым. И это гораздо удобнее делать с помощью различных устройств, которые позволят правильно затачивать цепь. Давайте рассмотрим самые популярные из них.
- Первый шаг это подбор необходимого диаметра круглой напильники. Приведенная выше таблица показывает диаметры в зависимости от шага цепи.
- Прежде чем заточить, обязательно тщательно очистите цепь от опилок, смолы и прочего ненужные предметов. Это можно сделать с помощью специального инструмента, мягкой металлической щетки или подручных средств.
- Заточки зубцов цепи. Если вы используете круглый файл без аксессуаров, тогда следует крепко зафиксировать файл и поддерживать правильный угол (для сквозных цепочек это 30 градусов, а для продольных-10), направляйте файл вперед и назад. В этом случае целесообразно нажимать на файл только во время движения вперед. Стоит начать с короткого зуба.
- Если у вас есть контрольное устройство, то после того, как вы уверены, что зуб заостренный, вам нужно проверить его.
- Если нечего проверить правильность заточки, тогда поможет совет от Stihl: ни свет не должен отражаться от режущей кромки.
Свет не отражается
Обзор набора для заточки цепи Stihl.
Причины износа цепи бензопилы
Пильная цепь находится под постоянной нагрузкой в процессе пиления, поэтому происходит её естественный износ. Этого не избежать. Другое дело, если цепь тупится слишком быстро, преждевременно. На то могут быть разные причины. Одна причина – если Вы во время пиления коснулись цепью о землю или другую поверхность, для цепи это не очень хорошо, она даже может выйти из строя из-за этого. Среди других причин можно назвать плохую смазку цепи. Как так может получиться? Да очень просто. Некоторые вообще умудряются пилить без масла, например забывают долить. Это конечно достаточно экзотический случай. Значительно чаще встречается неисправная работа маслонасоса, и, как следствие, перегрев шины и цепи. Также одной из причин является использование направляющей шины, не соответствующей модели и марке бензопилы. Общеизвестно, что внутренняя конструкция шины это ни что иное, как часть системы смазки бензопилы.
Внешние признаки затупления зуба бензопилы
Среди наиболее популярных бензопил по праву находятся инструменты австрийской фирмы Stihl, в частности, Штиль-180 (если точно, то Stihl MS-180-14’’). Такой бензопилой можно и сучья обрезать, и со средними по диаметру ветками справиться – мощность в 1500 Вт вполне это позволяет. Несмотря на качественную сталь, которую указанная торговая марка (китайские подделки не рассматриваем!) использует для изготовления зубьев, самостоятельная заточка потребует сноровки и времени.
Следует обратить внимание на следующие внешние признаки затупления режущей цепи:
- На рабочем угле зуба появился конический участок.
- При переходе от рабочего угла к верхней грани визуально различается радиусное закругление.
- В момент начальной подачи даже при сравнительно малой её интенсивности, внедрение рабочей кромки зуба в толщу древесины выполняется с большим сопротивлением.
- На стадии установившегося реза цепь бензопилы начинает вибрировать, а уровень шума бензопилы заметно возрастает.
- При пилении в продольном направлении поверхность реза имеет грубые вырывы и сколы древесины. Сама стружка становится значительно меньше по своим размерам.
Пробный тест проводят на сухостое, и ни в коем случае не на древесине с повышенной влажностью. Частота заточки зависит от основного направления пиления. Если оно выполняется преимущественно в осевом направлении, то заточку придётся выполнять значительно чаще.
Причины возникновения проблемы
Бензопила — это ручной инструмент, который применяют для продольной и поперечной распиловки древесины. Режущий элемент пилы оснащён зубьями с режущей кромкой, они затачиваются в особом порядке. Древесина — относительно мягкий материал, несмотря на это при интенсивной эксплуатации цепи зубья подвергаются естественному затуплению, на них появляются мелкие дефекты и сколы.
Эти дефекты приводят к снижению КПД (коэффициента полезного действия) распиловки, ощущается значительное утяжеление, а также затягивание процесса. Правка бензопилы своими руками улучшает работу. Эту стандартную процедуру можно произвести при помощи различных приспособлений.
Определение состояния цепи
К выраженным признакам износа режущей части инструмента можно отнести следующие проявления:
При распиле древесины инструмент «гуляет» из стороны в сторону.
- В электрических пилах на предельных оборотах значительно ощущается нагрузка на двигатель.
- Наблюдается чрезмерная ширина и неровность распила.
- Появляется обилие мелкой стружки.
- Увеличивается привычное время распиловки и снижается производительность работ.
Во время работы необходимо прилагать дополнительные усилия, это не только приводит к быстрой усталости работника, но и повышает риск поломки инструмента или разрыва цепи. Поэтому не стоит медлить с решением вопроса устранения дефектов, а в отдельных случаях замены цепи.
Напильник для цепи
Нужно понимать, что обычным круглым, а тем более плоским или треугольным напильником заточить цепь не получится, поскольку напильник для цепи должен иметь свои параметры. Хотя тут стоит сделать замечание- сточить ограничитель глубины можно и простым плоским напильником.
Параметры напильника для заточки цепи
Самым важным параметром напильника для заточки цепи является его диаметр. Важен он потому, что в зависимости от шага цепи применяется напильник определенного диаметра. Ниже привожу таблицу, в которой указано какой напильник подходит для цепи с тем или иным шагом.
| Шаг цепи (мм) | Толщина звена (мм) | Диаметр напильника (мм) | Угол заточки (градусы) | Градус наклона режущего зуба |
|---|---|---|---|---|
| 1/4″(6.35мм) | 1,1-1,3 | 4 | 30 | 0,65 мм |
| 3/8″ Picco/Micro (9.3 мм) | 1,1 | 4 | 30 | 0,65 мм |
| 3/8″ Picco/Micro (9.3 мм) | 1,3 | 4 | 30 | 0,65 мм |
| 3/8″ Picco/Micro (9.3 мм) | 1,3 (для продольного пиления) | 4 | 10 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,3 | 4,8 | 30 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,5 | 4,8 | 30 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,6 | 4,8 | 30 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,3-1,6 (для продольного пиления) | 4,8 | 10 | 0,75 мм |
| 3/8″ (9.3 мм) | 1,3 | 5,5 | 30 | 0,65 мм |
| 3/8″ (9.3 мм) | 1,5 | 5,5 | 30 | 0,65 мм |
| 3/8″ (9.3 мм) | 1,6 | 5,5 | 30 | 0,65 мм |
| 3/8″ (9.3 мм) | 1,3-1,6 (для продольного пиления) | 5,5 | 10 | 0,75 мм |
| 0.404″ (10,26 мм) | 1,6 | 5,5 | 30 | 0,75 мм |
| 0.404″ (10,26 мм) | 1,6 1,3-1,6 (для продольного пиления) | 5,5 | 10 | 0,75 мм |
Кроме того, необходимо учитывать, что большинство напильников продается без ручки. Ее стоит приобрести отдельно. Это разумеется не касается наборов напильников, в которых большей частью напильники ручками укомплектованы.
Вспомогательные устройства для заточки цепи
Вне всякого сомнения, опытный пользователь бензопил сможет заточить цепь без различных вспомогательных устройств и приспособлений, что называется «на глазок». Но для этого необходимо иметь опыт, который нужно вначале получить. А это гораздо удобнее делать с помощью различных приспособлений, которые позволят провести заточку цепи правильно. Давайте рассмотрим самые популярные из них.
Контрольный калибр
Данное приспособление позволяет:
- Контролировать расстояние до ограничителя глубины
- Проверять угол заточки режущих зубьев цепи
- Очищать канавку и измерять ее глубину
- Определять передний угол зуба
То есть с помощью контрольного калибра вы сможете, после того как провели предварительную заточку определить верно ли это сделано. Нелишним будет провести измерение и до начала заточки цепи. Производство Stihl.








Зажимная державка
Это простое приспособление позволяет проводить заточку цепи на необходимой высоте и под нужный углом. Она плотно прилегает к зубу и ограничивает глубину ведения напильника. А благодаря нанесенным рискам, вы сможете контролировать и необходимый угол. Необходимо выбирать державку исходя из шага затачиваемой цепи.
Комбинированный шаблон
В отличии от комбинированного калибра, производимого Штилем, шаблон от Husqvarna позволяет не только замерять, но и непосредственно проводить заточку. Шаблоны тоже необходимо подбирать по шагу цепи.
Направляющая для державок
Несмотря на нанесенные на державку риски, порой точно выдержать угол бывает непросто, особенно неопытному пользователю. Поэтому Stihl предлагает специальную направляющую FF1, которая на пильную шину и позволяет точно выдержать необходимый угол заточки.
Шаблон для заточки
Кроме комбинированных шаблонов, Хускварна производит и шаблоны обычные, которые позволяют соблюдать правильный угол при заточке зубьев цепей бензопил.
Зажимная державка 2 в 1
При правильной заточке цепи необходимо выполнять две операции: заточку режущих зубьев и заточку ограничителя глубины. Stihl предлагает универсальное решение- зажимную державку для двух напильников, которыми одновременно вы выполняете обе операции.
Заточное роликовое устройство Stihl FG4
Это заточное устройство устанавливается на шину, точно выдерживая необходимый угол, а так же позволяет проверять и править ограничители глубины реза на цепи.
Приспособление для заточки цепи Stihl FG 2
При использовании данного приспособления цепь с бензопилы необходимо снять. Это одно из самых точных устройств, при помощи которых можно наточить пильную цепь для бензиновой пилы.
Наборы напильников
Наборы напильников, в зависимости от производителя могут содержать в себе следующие приспособления:
- Напильник(-и) круглый различного диаметра
- Напильник плоский
- Шаблоны
- Державки
- Контрольный калибр
Наборы Stihl
Набор для заточки цепей от известного производителя. Состав набора: Напильник круглый 4 мм; Напильник плоский; Калибр
ПАРАМЕТРЫ ЦЕПИ
Основные геометрические параметры пильной цепи – шаг, высота профиля и форма режущего зуба, толщина ведущего звена, число звеньев. Шаг – это половина расстояния между центрами трех последовательно идущих заклепок.
Его принято измерять в дюймах, причем каждый имеет условное обозначение (см. таблицу 1). Пильные цепи по высоте профиля зуба делят на низко- и высокопрофильные. Так, для мощных бензопил STIHL предусматривает цепи Rapid с более высоким зубом, а для менее мощных – цепи Picco с более низким зубом. Число звеньев определяет длину цепи, зависит от мощности установленного в пиле двигателя, а также вида выполняемых работ и соответствует размеру шины.
Толщина ведущего звена измеряется в миллиметрах (мм) и должна соответствовать ширине паза используемой шины (с/и. таблицу 2). Последняя цифра этой толщины выштампована в виде условного обозначения на каждом ведущем звене цепи.
Пильные цепи могут отличаться еще и формой режущего зуба. У цепей производства STIHL таких форм две – Micro (М), Super (S). Не вдаваясь в тонкости конструкции, отметим, что пильная цепь с формой режущего зуба Micro – универсальна, она объединяет в себе высокую производительность резки, удобство эксплуатации, долгий срок службы и простое обслуживание.
Соответствует требованиям строительства, сельского и лесного хозяйства. Пильная цепь с формой режущего зуба Super сочетает в себе максимальную производительность резки, высокую эффективность врезания и малое усилие подачи, отвечая самым высоким требованиям к профессиональному инструменту в лесном хозяйстве. Такие цепи режут быстрее и хороши для разделки твердой или замерзшей древесины. При заточке пильной цепи Super есть определенные особенности.
Кроме того, у STIHL есть пильная цепь Duro с зубьями, имеющими напайки из твердого сплава. Она сочетает в себе самую высокую износостойкость, удобство эксплуатации и хорошую производительность. Устойчива при работе с грязной древесиной или при коротком контакте с землей, при пилении досок от опалубки или строительных лесов после окончания работ.
Высокоэффективна при использовании в условиях лесных участков, поврежденных пожаром. Срок службы цепей Duro до 10 раз дольше, чем пильных цепей без твердосплавных напаек. Такие цепи стоят намного дороже, а затачиваются электрическим заточным станком с алмазным заточным кругом в специализированных сервисных центрах.
О КОНСТРУКЦИИ ПИЛЬНОЙ ГАРНИТУРЫ ЦЕПНОЙ ПИЛЫ
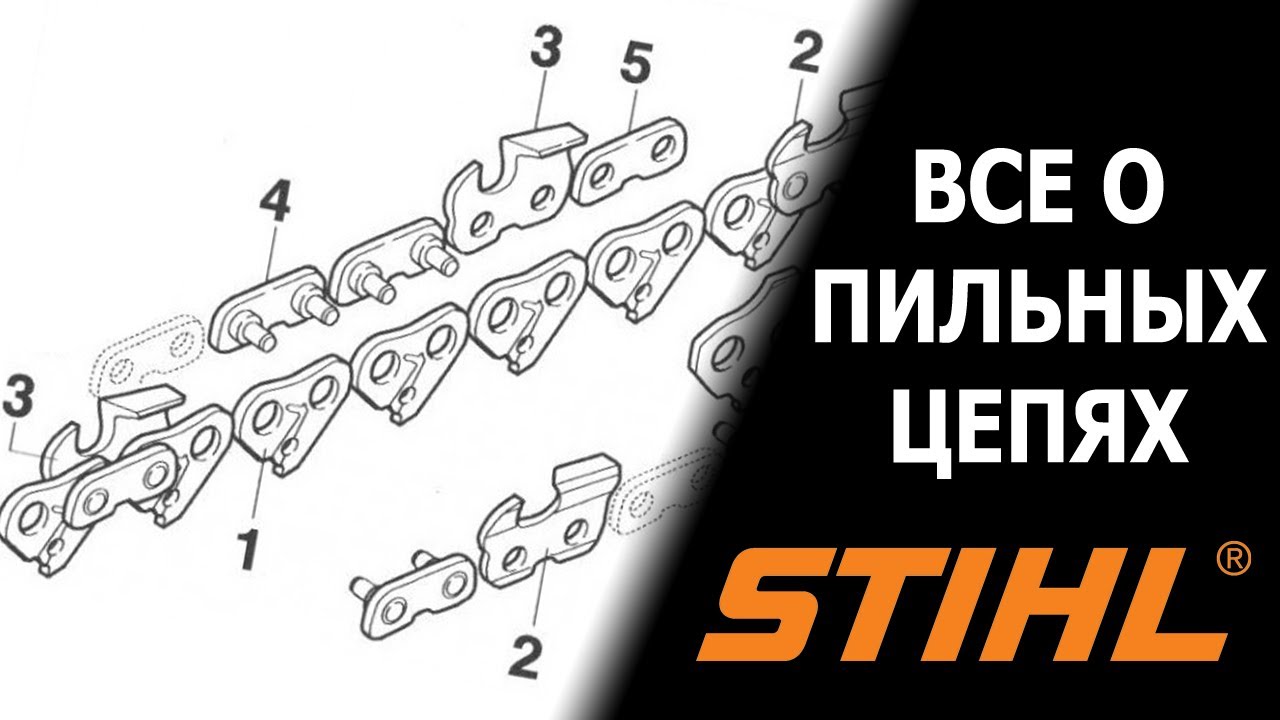
Сначала – несколько слов о конструкции пильной цепи. Все современные пильные цепи являются трехзвеньевыми и сконструированы по одному и тому же принципу. Они состоят из ведущих звеньев, соединительных звеньев, а также левых и правых режущих зубьев (устанавливаются поочередно).
Со временем притупляются именно режущие звенья, даже несмотря на то что компания STIHL изготавливает их только из износостойкой хромоникелевой стали. Цепь надевают на шину с направляющей канавкой, по которой скользят ее ведущие звенья. Отметим, что в цепях STIHL опорную поверхность, прилегающую к шине, при изготовлении подвергают индукционной закалке для повышения износостойкости. Шины имеют идеальную симметрию, благодаря чему их можно переворачивать, меняя местами низ и верх, что позволяет равномерно распределять нагрузку по обеим сторонам.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
В движение цепь приводит ведущая звездочка, на которую надевают цепь. Каждую цепь при изготовлении обязательно подвергают предварительному растяжению, которое сводит удлинение при начальном использовании к минимуму, повышает срок ее службы и уменьшает износ.