Выбор полотна для ленточных пил по металлу
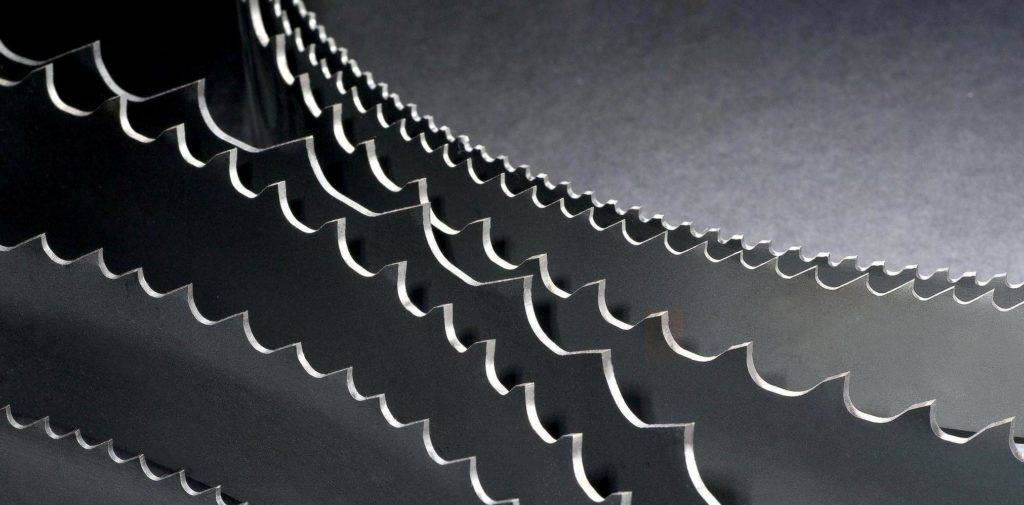
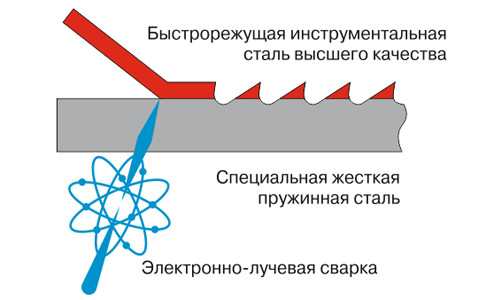
Режущее полотно для данного типа пил – это лента с определенным количеством зубьев, сваренная в виде кольца. Основу ленты изготавливают из рессорно-пружинной стали, имеющей высокие показатели упругости. К основе приваривается лента, изготовленная из быстрорежущей стали, на которой в дальнейшем происходит фрезеровка зубьев.
Каждая ленточная пила по металлу и не только имеет маркировку. К примеру, маркировка М42 20 х 0,9 х 2362, 8/12TPI, расшифровывается следующим образом:
- М42 – материл, из которого изготовлены зубья ленты;
- 20 – это значение обозначает ширину полотна, мм;
- 0,9 – толщина оснастки, мм;
- 2362 – длина окружности пильной ленты, мм;
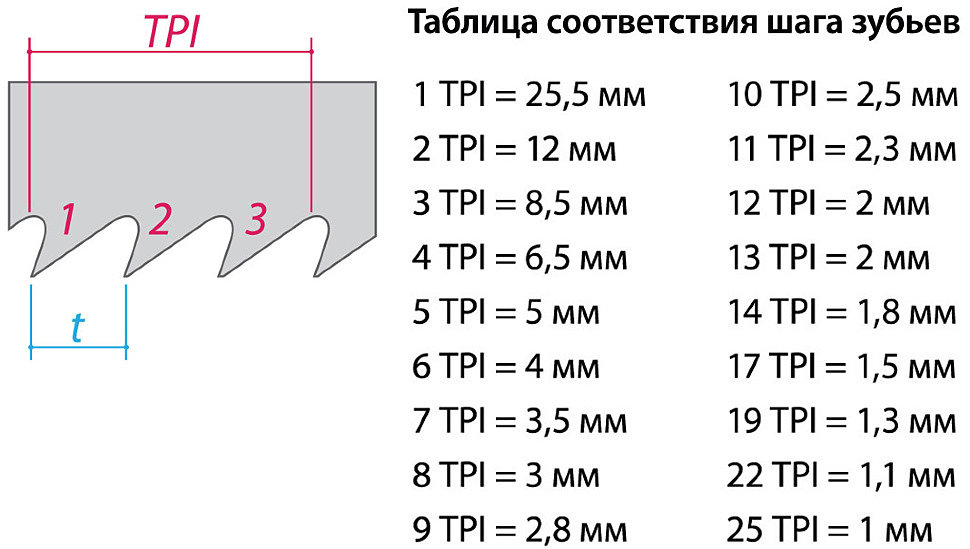
- 8/12TPI – шаг зуба на пильной ленте, на дюйм.
Резцы могут быть изготовлены из других материалов, например, из М51, PQ, TSX и других. М42 отличается высокой износоустойчивостью и имеет твердость кромок резцов 67–68 HRC. Поэтому пилы из такого материала можно применять для резки стали с твердостью не более 45 HRC. Пилы с резцами из материала М51 более устойчивы к абразивному износу, чем упомянутые выше. Твердость кромки резцов у этих пил равняется уже 68 HRC, благодаря чему данной оснасткой режут нержавеющие стали, а также стали, отличающиеся высокой прочностью и жаростойкостью. Кроме всего, материал пилы М 51 позволяет резать толстые стальные заготовки, то есть детали с большим поперечным сечением.
Делая выбор ленточной пилы, следует уделять особое внимание не только материалу, из которого изготовлены резцы, но и их шагу, а также – геометрии
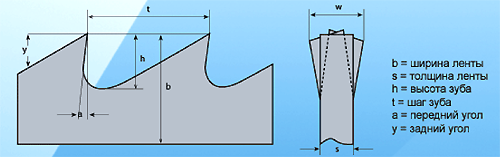
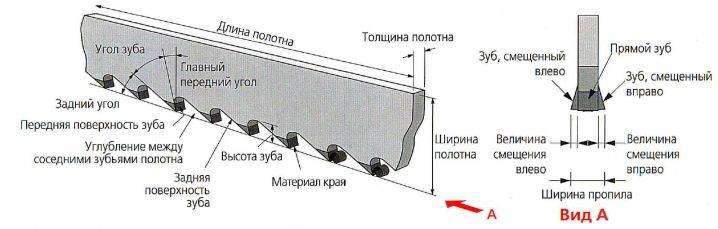
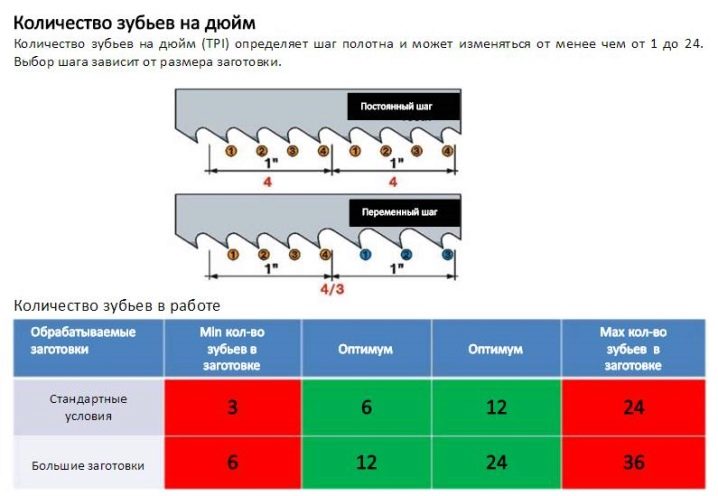
Шаг зуба
Это расстояние между кромками двух соседних резцов.
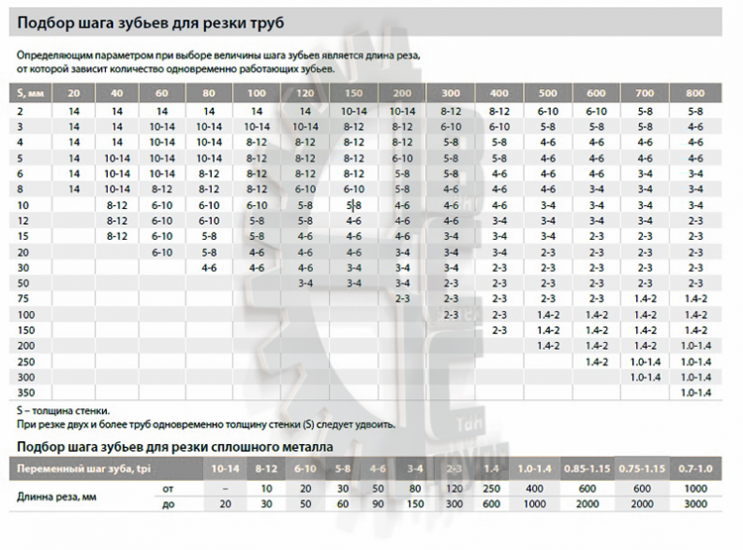
Совет! Шаг зуба следует подбирать в зависимости от типа металла, а также от скорости резания.
Большой шаг сильнее нагружает двигатель агрегата и дает плохое качество распила. Малый шаг резцов приводит к более длительному пилению, повышает энергозатраты, но дает чистый спил с гладкой поверхностью.
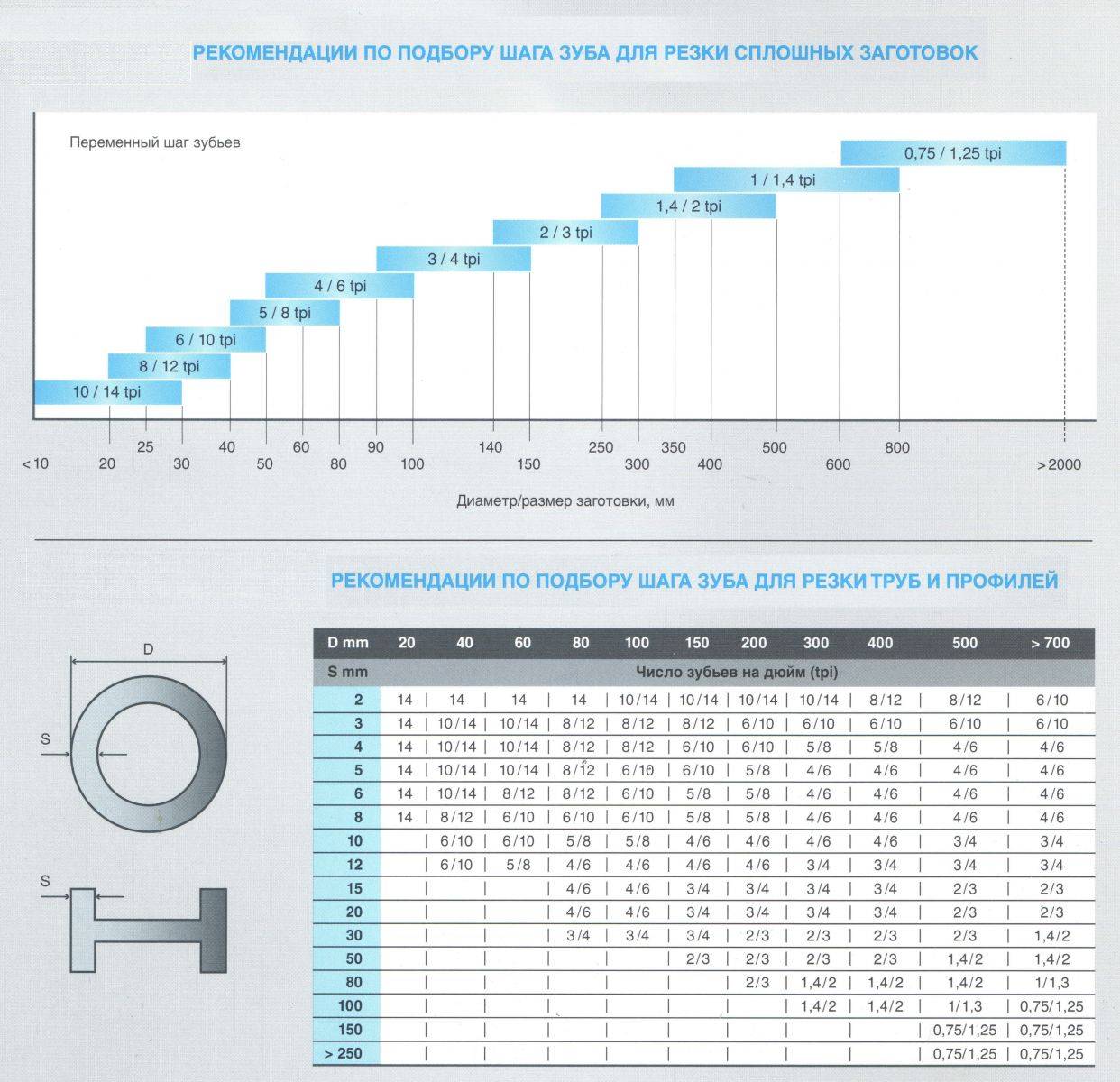
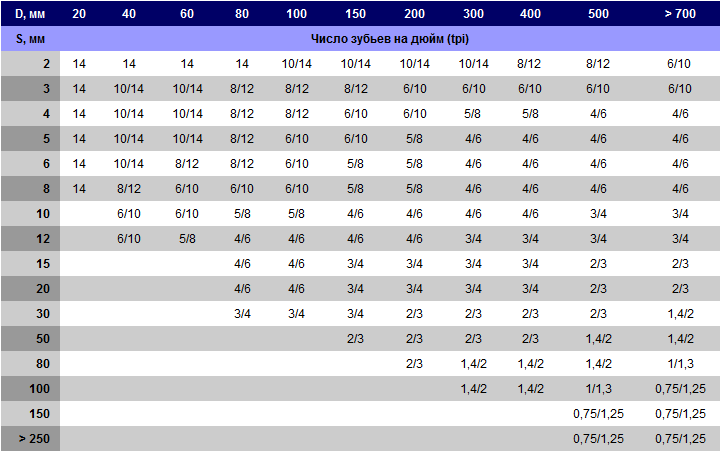
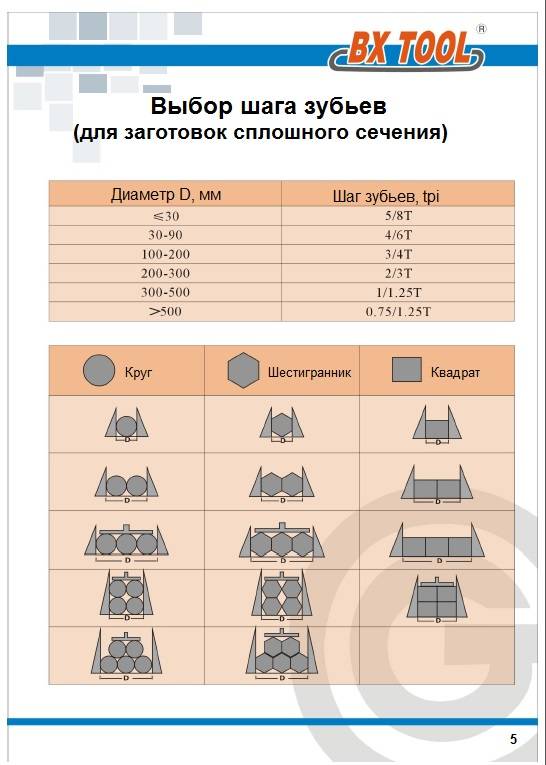
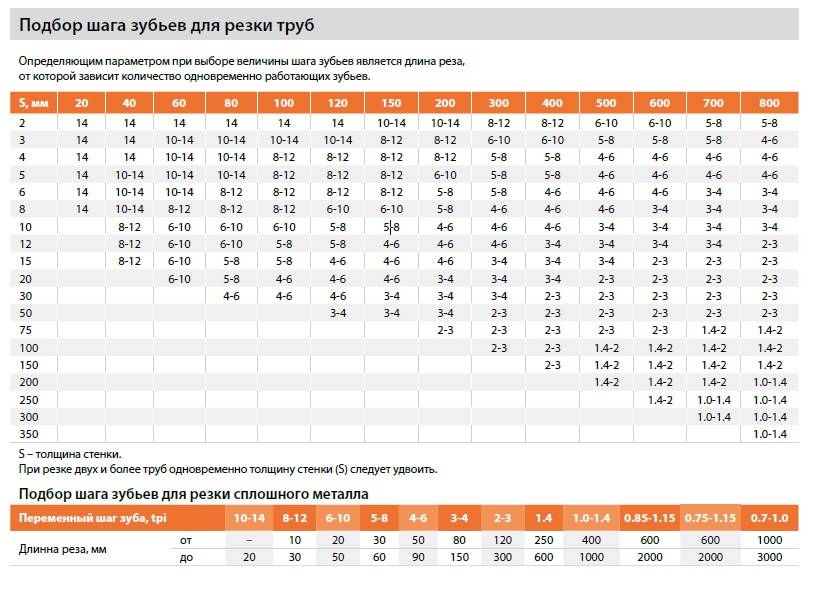
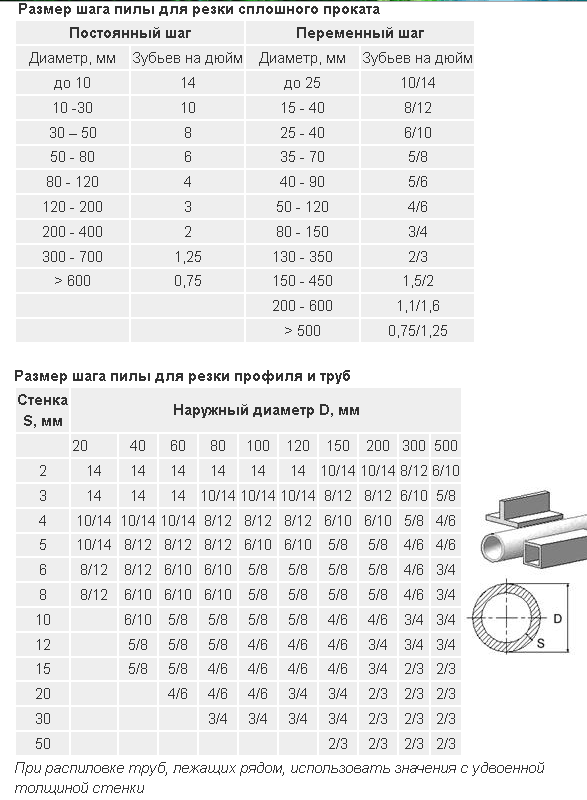
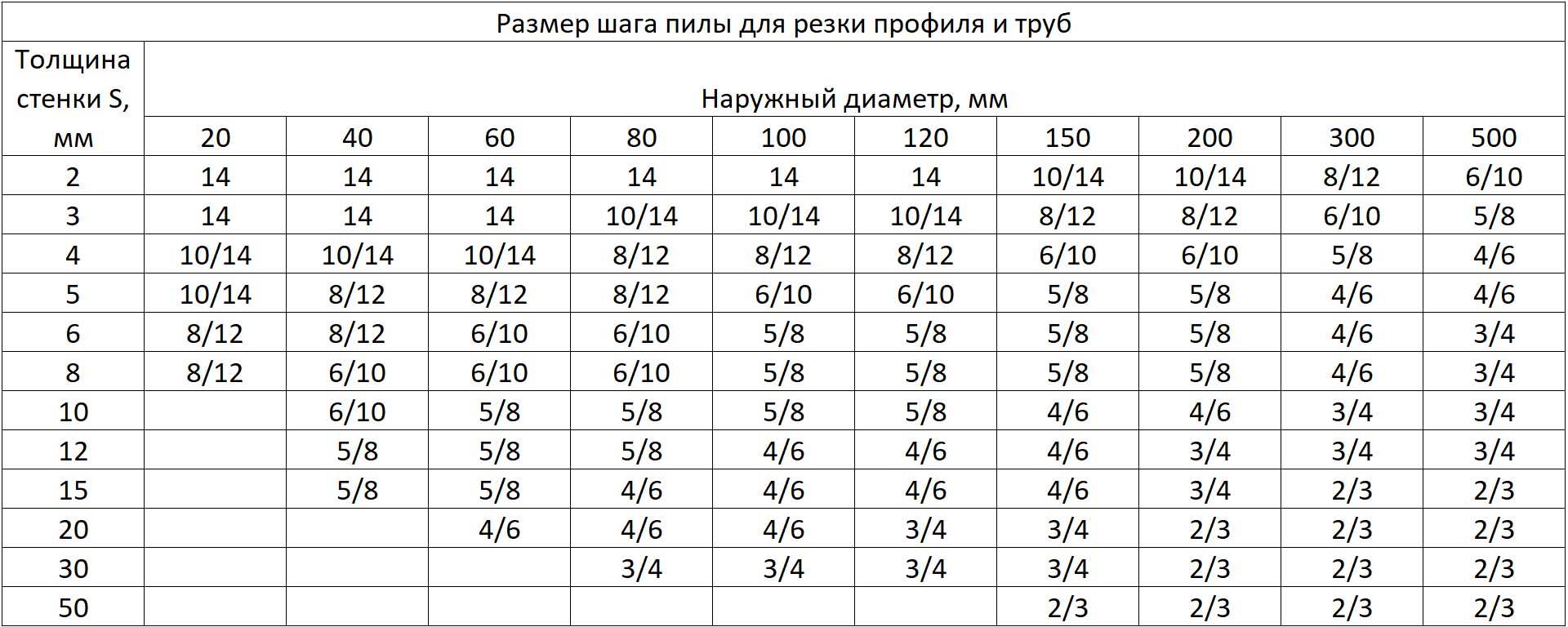
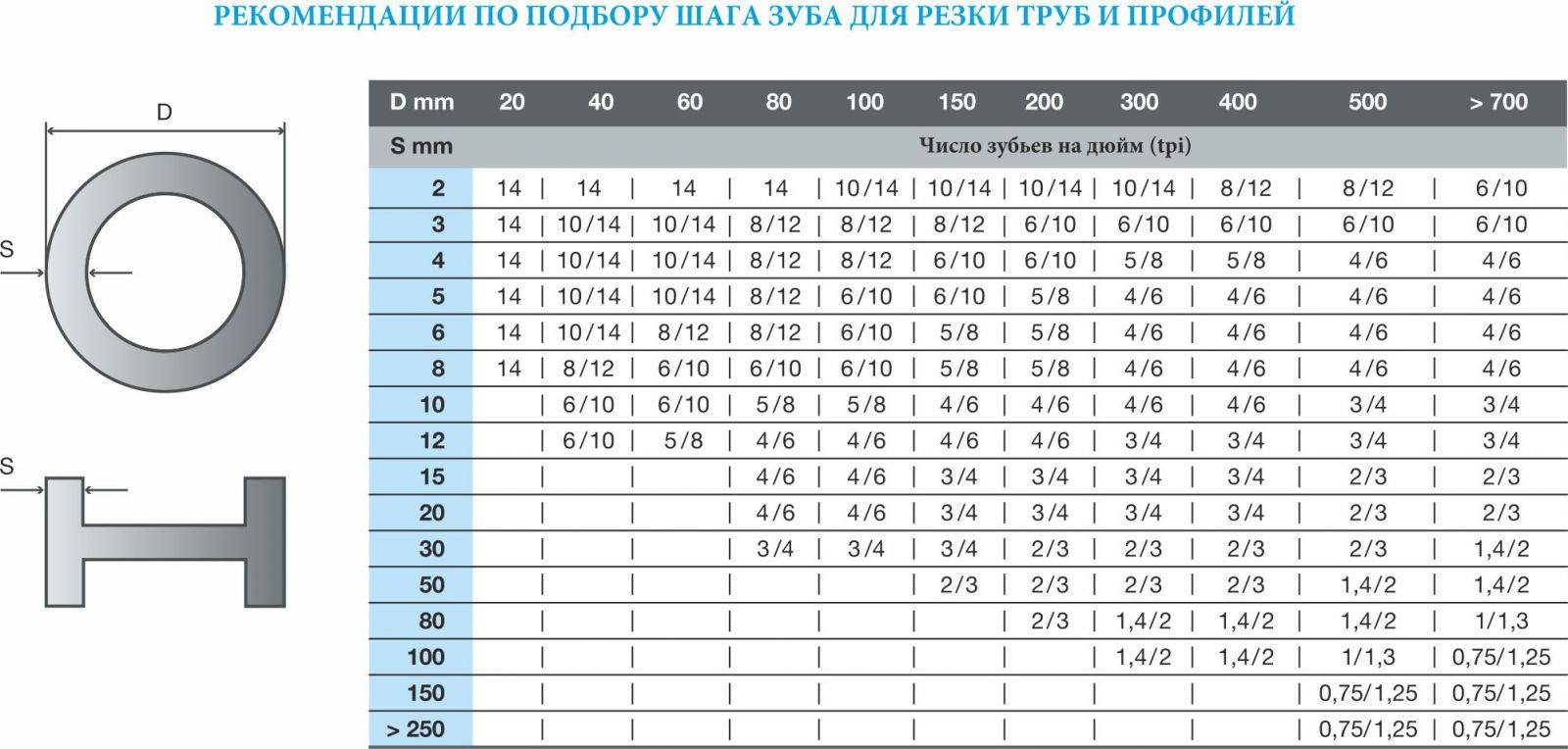
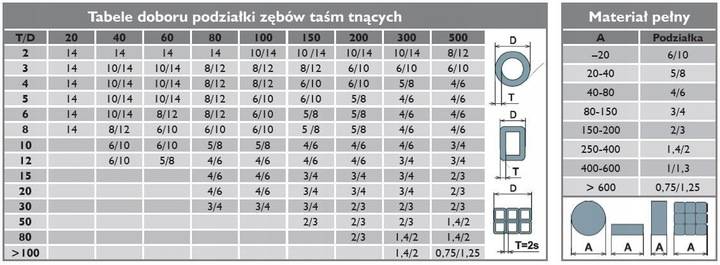
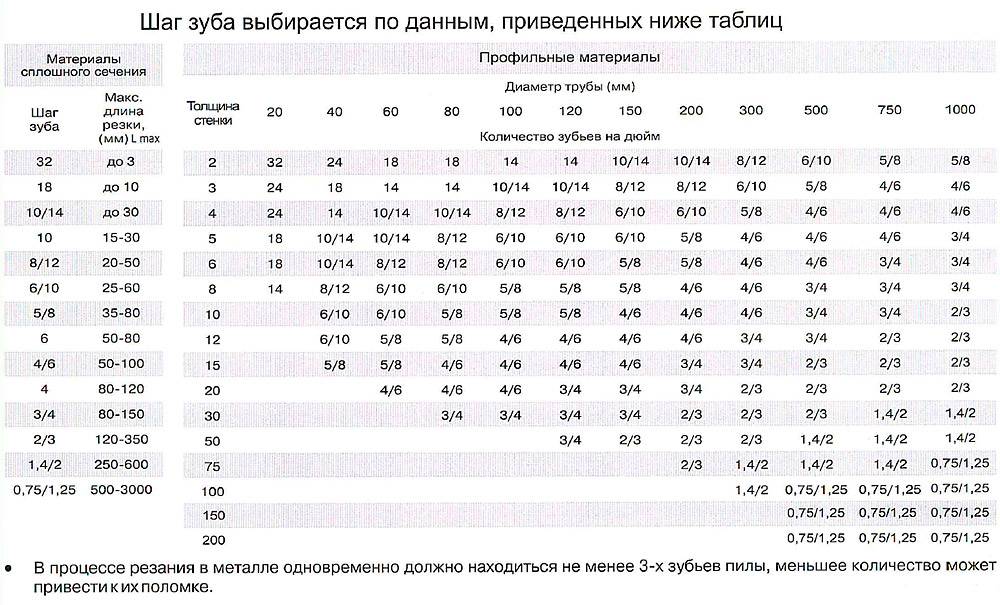
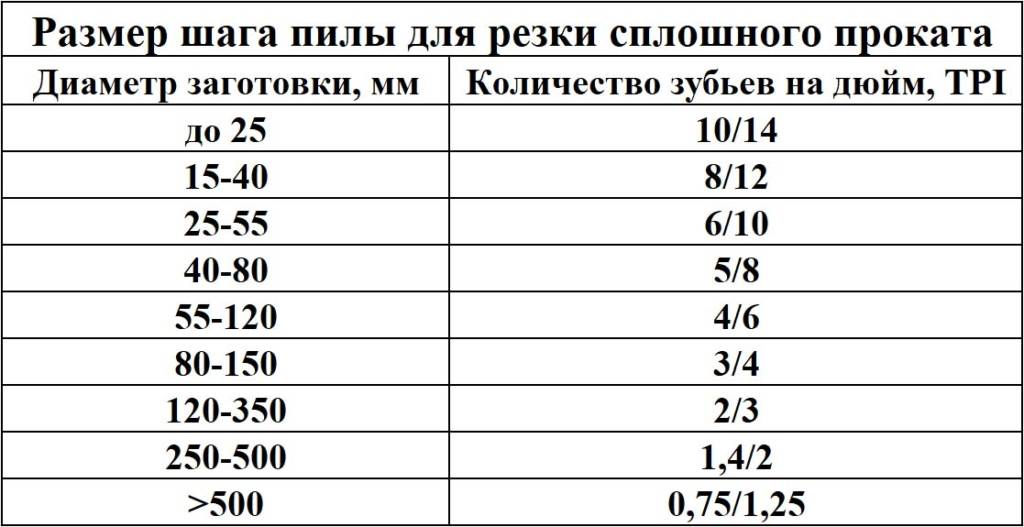
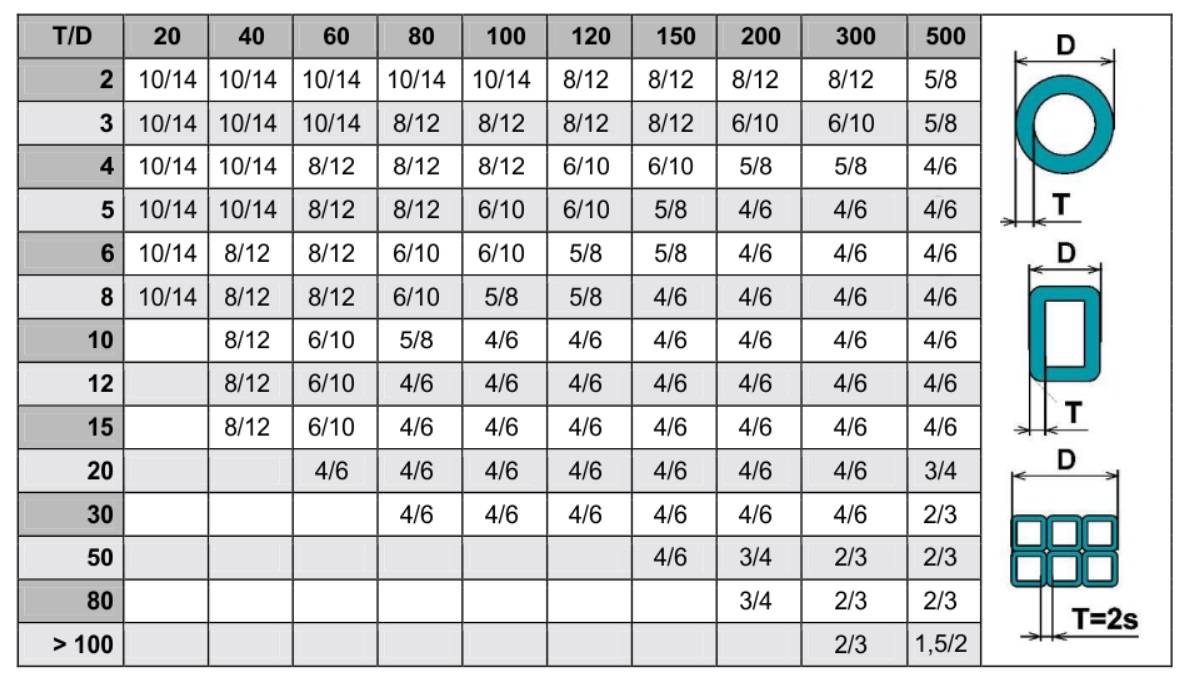
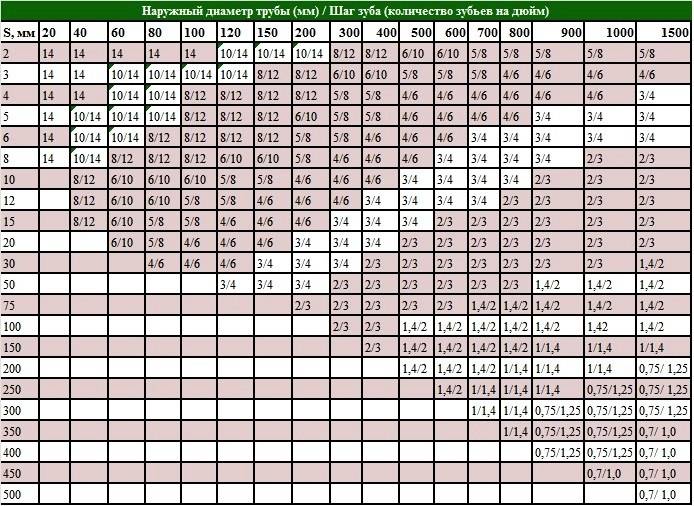
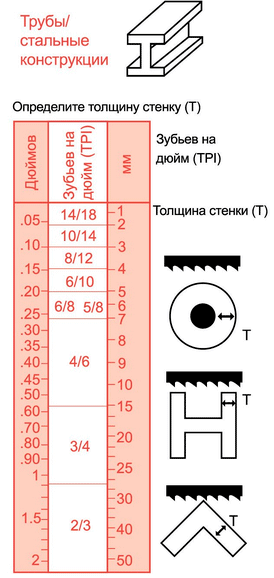
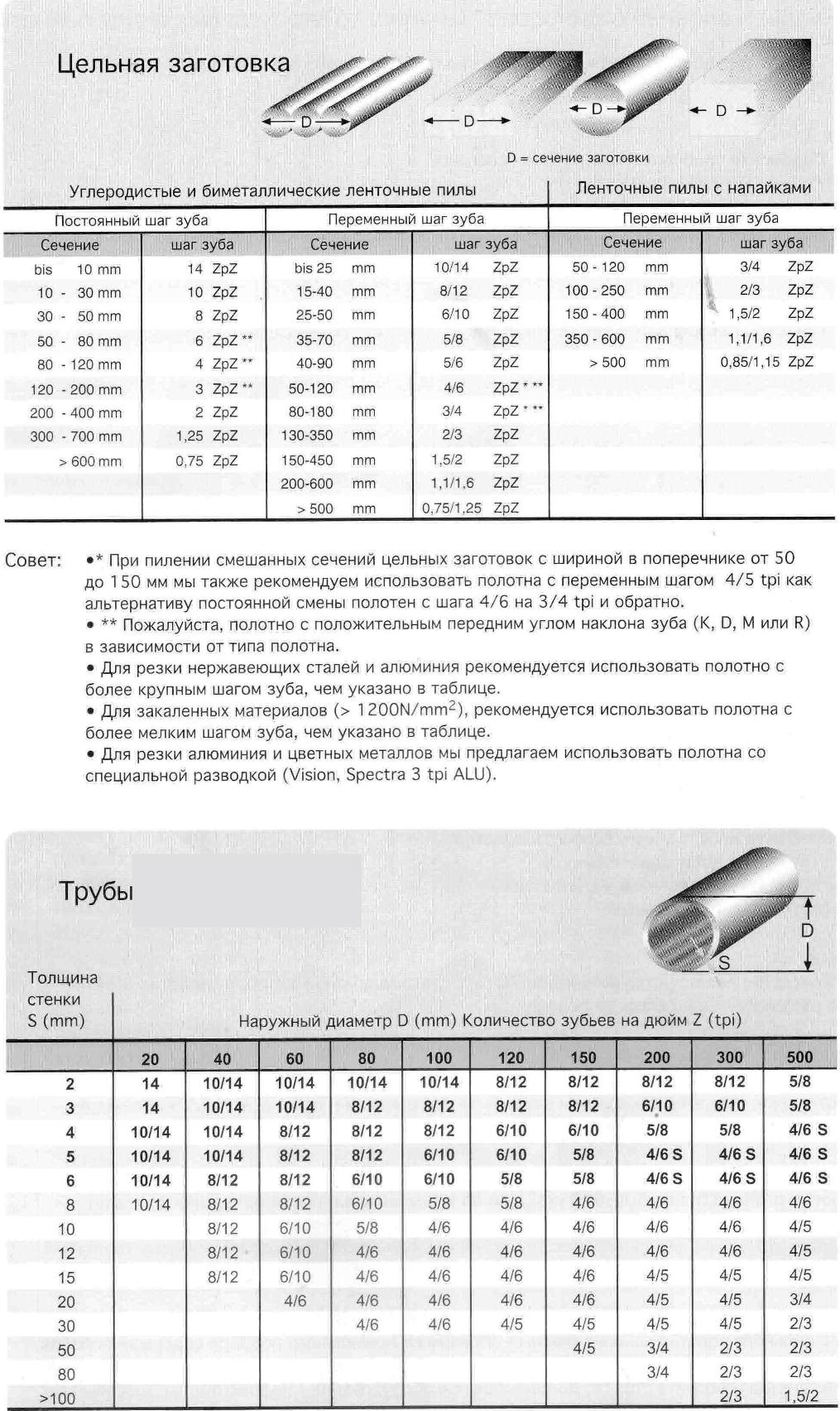
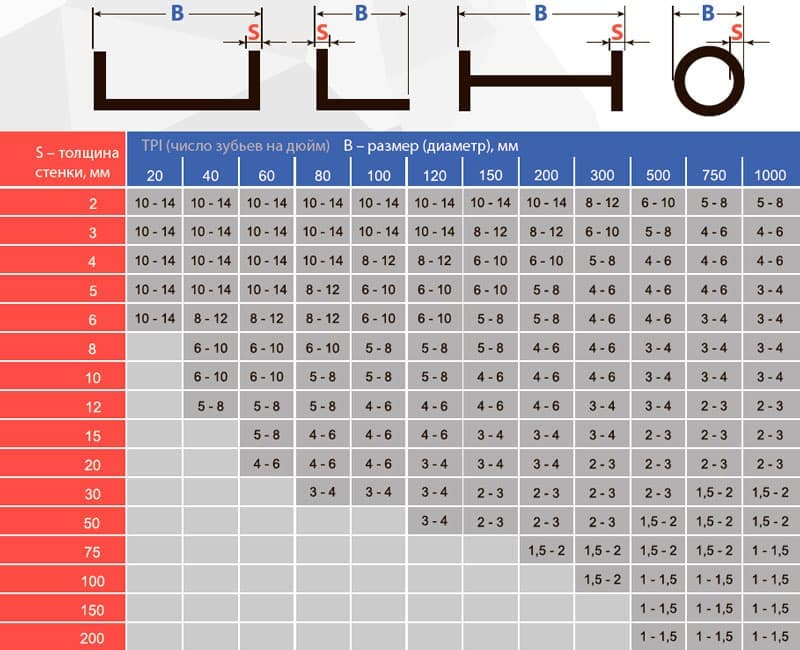
Для резки листового материала, труб (тонкостенных) и профиля следует выбирать полотно, имеющее минимальный шаг между режущими элементами (на 1 дюйм). Но если требуется распилить крупную заготовку из сплошного металла, требуется установить полотно с наибольшим шагом резцов. Чем меньше зубьев (на дюйм) будет иметь оснастка, тем более глубокую канавку они будут образовывать. Благодаря этому пропил меньше забивается стружкой. Также большой шаг зубьев на оснастке повышает производительность агрегата.
Высота зуба
Высота резца – это расстояние от нижней точкой впадины между зубьями до вершины режущего элемента. Благодаря наличию впадины удаляется стружка, образуемая при резке металла. Высота зуба должна быть достаточной, чтобы впадина не забивалась стружкой, и процесс пиления происходил без затруднений. К тому же, недостаточная высота зубьев вызывает перегрев полотна, вследствие чего на нем могут возникнуть микротрещины.
Передний угол зуба
Передний угол или угол заточки отвечает за степень зацепления полотна за материал заготовки. Большой угол заточки не позволит добиться высокой точности при резке металла. В то же время, малый угол позволяет обеспечить хорошее качество пропила, но при этом снижается производительность инструмента.
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным. В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.



В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Критерии выбора
Нет универсального изделия, которое сможет удовлетворить все запросы покупателя
Поэтому при покупке придется обращать внимание на ряд моментов. Например, ширину нужно подбирать исходя из типа работ
Она варьируется в диапазоне 14-80 мм. Стандартом принято считать модели на 31-41 мм. Чтобы не запутаться, можно обратиться к инструкции имеющегося станка. Как правило, в ней всегда указываются основные характеристики нужного полотна. Следуя конкретным параметрам, можно приобрести правильный вариант, благодаря которому станок будет работать высокопроизводительно.

Тип зубьев
Зубцы режущей ленты имеют особое расположение. Оно не прямое, а отклоненное в стороны от плоскости основной ленты. Вид такого расположения называют разводкой, которая бывает разной. На сегодняшний день она делится на три типа: прямую, волнообразную и чередование.
Поочередное отклонение зубьев в правую и левую стороны позволяет обеспечить более широкую форму реза. При этом исключается застревание ленты в обрабатываемой заготовке. Чаще сегодня покупают полотна, у которых разводка такова:
- направо, прямо, налево;
- направо, налево по очереди;
- волной с изменением угла наклона зуба.

Полотна первого типа применяют в работе с пакетами сплошных заготовок, труб и профилей. Второй вариант считается универсальным, однако, как показывает практика, лучше он показывает себя в работе с мягкими металлами. Третий тип разводки применяют в работе с тонкостенными трубами и малыми размерами заготовок.
Форма
Форма зубьев у ленточных полотен также разнится. Разработанные стандартные решения позволяют выбрать вариант с учетом потребностей покупателя.
- Кромка с зубьями NORMAL располагается по направлению вверх относительно полотна. У данной формы не наклонена фаска, используют ее при резке деталей из высокоуглеродистой стали.
- HOOK имеет фронтальный наклон 10 градусов. Резать такими зубьями можно сплошные прутья разного сечения, выполненные из легированной стали. Также данным полотном можно резать толстостенные заготовки.
- Вариант RP характеризуется наклоном режущей кромки 16 градусов. Полотна с такой формой зубьев покупают для работы с цветными сплавами. Также можно использовать такую ленту для реза труднообрабатываемого сплава.
- Форма MASTER считается универсальной и наиболее распространенной. Ее наклон фаски может составлять 10 и 15 градусов, здесь же имеется шлифовка продольной кромки, что позволяет снизить шероховатость обработанного края.
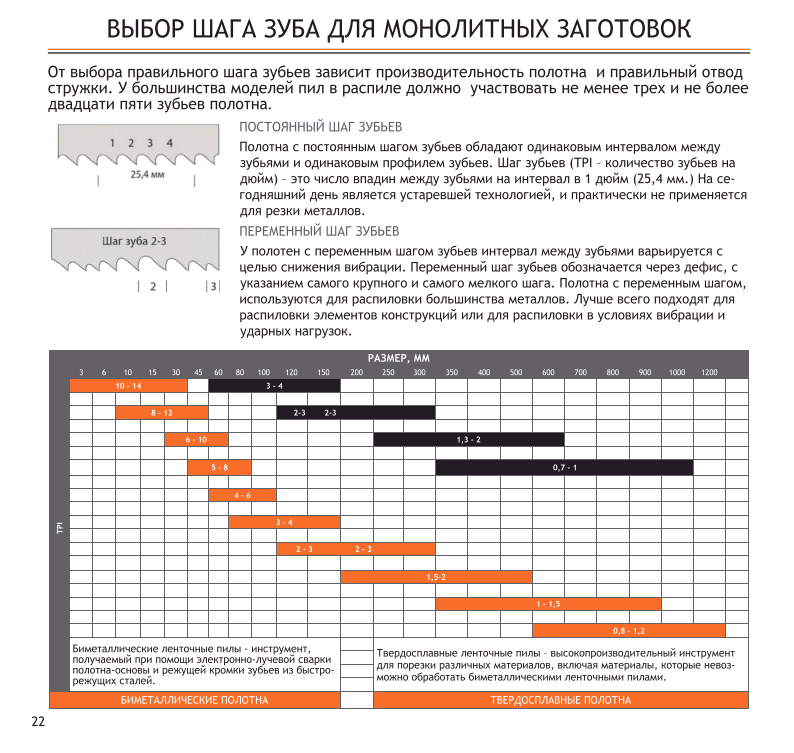
Полотна для ленточнопильных станков по металлу могут различаться и количеством зубьев. Выбор шага напрямую влияет на качество реза. При постоянном шаге число зубьев может составлять от 2 до 32 на 1 дюйм. При этом чем больше их количество, тем меньшей должна быть толщина резки заготовки. В аналогах с переменным шагом количество зубьев варьируется в диапазоне от 2 до 14 на 1 дюйм. Выбор правильного шага зуба подбирают с учетом толщины стенок труб и профилей, с которыми придется работать в дальнейшем.
Скорость реза
Режим резки будет зависеть от разных показателей. Одним из них является обрабатываемый материал. Придется учитывать группу стали и сплав, а также размер самой детали и шаг зубьев. Здесь же придется выбирать конкретную торговую марку, поскольку этот фактор тоже определяет качество и эффективность полотна.
Скорость вращения лент неодинакова, при покупке продавцы укажут на это
Важно определиться и со скоростью подачи ленточного полотна, так как в идеале каждый зуб пилы должен срезать стружку конкретной толщины. У каждого станка своя заданная скорость, а потому подбирать нужное значение придется исходя из этого
Конечно, можно пойти экспериментальным путем, купить ленту и смотреть на ее эффективность уже по стружкам. Однако лучше изначально подбирать нужный вариант, ведь от этого напрямую зависит качество выполняемой работы. Кроме того, важно понимать, что производительность полотна и ее ресурс не бесконечны.

Скорость вращения ленты и подача считаются ключевыми критериями. Опираясь на них, подбирают модификации полотен, шаг зубьев, разводку.

Уход за ленточной пилой
При работе следует соблюдать режимы подачи СОЖ. Без смазки и охлаждения ресурс ленты значительно снижается. При установке нового полотна следует «прокатать» его в холостом режиме минут 10-15 и только затем выполнить несколько пилений в режиме с нагрузкой до 50% от номинальной.
Правильная работа и долговечность пилы для ленточного станка зависит от выполнения заточки и разводки. Для этих операций предназначены специальные станки с различными режимами настройки. При заточке, кроме собственно восстановления остроты зубьев, производится устранение микротрещин и дефектов, возникающих в пазухах. Регулировка высоты снятия припуска тоже очень важна для сохранения прочности полотна.
Заточка производится без нажима заточного диска, во избежание отжига ленты, которое может произойти даже при правильных настройках под тип зуба и его шаг.
SV 330 — вертикальный ленточнопильный станок
Ленточнпильный вертикальный гидравлический станок SV 330 обладает следующими техническими характеристиками: Максимальные размеры круглых заготовок: 0 градусов — 320 мм.; 45 (вправо и влево) — 265; 60 (вправо) — 150, 60 (влево) — 180; Максимальные размеры прямоугольных заготовок при распиле по широкой стороне: 0 градусов — 330х320 мм.; 45 (влево и вправо) — 320х265; 60 (вправо) — 320х150; 60 (влево) — 320х180. Максимальные размеры прямоугольных заготовок при распиле по узкой стороне: 0 градусов — 330х320 мм.; 45 (влево и вправо) — 320х265; 60 (вправо) — 320х150; 60…
Главное отличие вертикального ленточнопильного станка заключается в стационарности положения лезвия пилы. Пильная рама и плоскость лезвия расположены перпендикулярно. Это позволяет производить резку поперек рамы, что ограничивается ее шириной (расстоянием между стойкой консоли и лезвием) максимальной величиной отпиливаемой полосы. Однако это повышает срок службы пильного полотна и обеспечивает большую линейную скорость его движения. В обработке металла данный тип агрегата применяется для резки каленых сталей и мягких металлов, распила заготовок продольных полос.
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу. Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.

При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Что нужно учитывать при выборе ленточной пилы?

Прежде всего, нужно определиться с тем:
- каковы объемы предстоящих работ;
- как часто будет требоваться использование ленточной пилы;
- какие именно материалы нужно будет распиливать;
- какими должны быть качество заточки зубцов, их форма и размеры, а также размеры полотна;
- продукция,
какого производителя вас интересует.
При правильном выборе ленточной пилы вы получите:
А) ровные линии среза;
Б) отсутствие вибраций при работе;
В) гарантию от появления трещин или сколов.
В зависимости от того, для распилки каких материалов предназначена конкретная пила, она считается пилой для резки:
- камня;
- металла;
- дерева;
- синтетических материалов.
Ленточная пила цена зависит от назначения и вида полотна.
Для производства пил используется как обычная углеродистая сталь, так и ее твердые сплавы. Кроме того существуют биметаллические полотна, а также полотна с зубьями, имеющими твердосплавные напайки.
Ширина полотен ленточных пил (поставка которых часто осуществляется либо в виде бухт, либо в виде сваренных между собой лент) обычно находится в диапазоне от 13 до 80 миллиметров. Но для станков с вертикальным способом резки выпускаются пилы меньшей (вплоть до шести миллиметров) ширины.
Учитывая разнообразие областей применения ленточных пил, разработана классификация их полотен по типам:
- Биметаллическое полотно М42 — применяется для резки материалов из стали углеродистой или низкоуглеродистой.
- Биметаллическое полотно М51 — используют для разделки материалов, выполненных из высокоуглеродистой стали или из сплавов.
- Биметаллическое полотно SP — выбирают для резки жаропрочных и экзотических сплавов.
- Твердосплавное полотно типа ТСТ — рекомендуется для разделки материалов из твердых специальных сплавов, а также с неоднородной структурой.
Размеры полотна (его ширина и длина) выбираются в зависимости от модели станка, для которого оно предназначено.
Кроме того, необходимо знать, что:
А) тонкое лезвие может деформироваться при резке толстых заготовок;
Б) чем шире у пилы полотно — тем ровнее будет получаемый срез;
В) чем тоньше распиливаемое изделия — тем с большей вероятностью оно может быть изогнуто при использовании очень толстой пилы;
Г) если необходимо произвести резку по контуру, то необходимо выбирать ширину полотна в зависимости от требуемых при работе поворотов под нужным углом.
Форма зуба СТФ Славянский двор
Если Вам пришла в голову мысль, что пила будет пилить вне зависимости от того, какую форму имеет зуб, гоните эту мысль подальше. Форма зуба разрабатывалась и выверялась годами.
Существует несколько основных форм зубьев, которые охватывают обычные условия, с которыми приходится сталкиваться при распиловке древесины, включая свежую и выдержанную древесину. Основное отличие между ними заключается в площади углублений между зубьями. Кроме того они должны иметь форму, соответствующую реальным условиям работы в каждом случае:
| ВИД | Наименование | Диапазон использования | Назначение |
| W | Используется в столярных ленточных пилах и пилах для горизонтальных ленточных пилорам а =10°. Пилы с таким профилем разводятся | Распиловка всех видов древесины, а также ДСП, МДФ и пр. | |
| NW | Используется в столярных ленточных пилах. Пилы с таким профилем разводятся | Распиловка всех видов древесины, а также ДСП, МДФ и пр. | |
| PV | Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем разводятся | Распиловка лиственной древесины твердых пород. | |
| Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем плющатся | Распиловка всех видов древесины с повышенной производительностью и качеством. | ||
| CTB | Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем плющатся | Распиловка мороженой древесины хвойных пород. |
Форма и размер зубьев пилы имеют решающее влияние на результат распиловки. Выбор формы зубьев определяется в первом приближении следующими факторами: тип древесины, диаметр шкива станка, вид работ (влияет на шаг зубьев). Плющеные зубья позволяют, а на практике и требуют более длинного шага, чем разведенные зубья, причем разница составляет до 35%. Тонкие полотна, зубья которых обычно являются разведенными, должны иметь относительно маленькие зубья и небольшой шаг, чтобы зубья были достаточно массивными. Различные типы древесины требуют применения различных форм и шагов зубьев. Требования изменяются в широком диапазоне, особенно в случае древесины тропических деревьев.
При слишком большом шаге возрастают напряжения в зубьях, что приводит к быстрому затуплению и образованию опилок с рыхлой консистенцией. Малый шаг дает гладкую поверхность пропила, но приводит к большим усилиям при распиловке. Малый шаг означает также маленькие углубления между зубьями и ограничивает скорость подачи, что является недостатком, если необходима высокая производительность. Если угол острия зуба и угол наклона зуба велики, задняя часть зуба может быть сделана сильно выпуклой, что позволит избежать слишком большого шага.
| Породы древесины | Очень мягкие породы | Породы средней мягкости (хвойные породы) | Твердые породы | |||
| Параметры лезвия | Тополь, осина | Свежая смолистая | Свежая несмолистая | Вяленая | Мороженная | Дуб, ясень |
| Передний угол, град | 12-16 | 12-16 | 12 | 8-12 | 8-10 | 10-12 |
| Высота зуба, мм | 6,4 | 4,8 | 4,8 | 4,8 | 4,5 | 4,5 |
| Разводка на сторону, мм | 0,6-0,65 | 0,58-0,61 | 0,51-0,56 | 0,41-0,46 | 0,41-0,46 | 0,41-0,46 |
Плющеные зубья позволяют, а на практике и требуют более длинного шага, чем разведенные зубья, причем разница составляет до 35%. Тонкие полотна, зубья которых обычно являются разведенными, должны иметь относительно маленькие зубья и небольшой шаг, чтобы зубья были достаточно массивными. Различные типы древесины требуют применения различных форм и шагов зубьев. Требования изменяются в широком диапазоне, особенно в случае древесины тропических деревьев.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.



Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
По типу формы зуба и угла заточки.
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
- ФормаS или Стандартная. Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов.
- ФормаK или Крючок. Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей.
- ФормаL или Длинный. Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина).
- ФормаM или Переменный. Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения.
- ФормаP или Профильный. Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении.
- ФормаR илиRadial. Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации.
- ФормаT или Трапецеидальный. Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN. Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TSNENR. Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TNF-A. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей.
- TNF-B. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи.
- Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
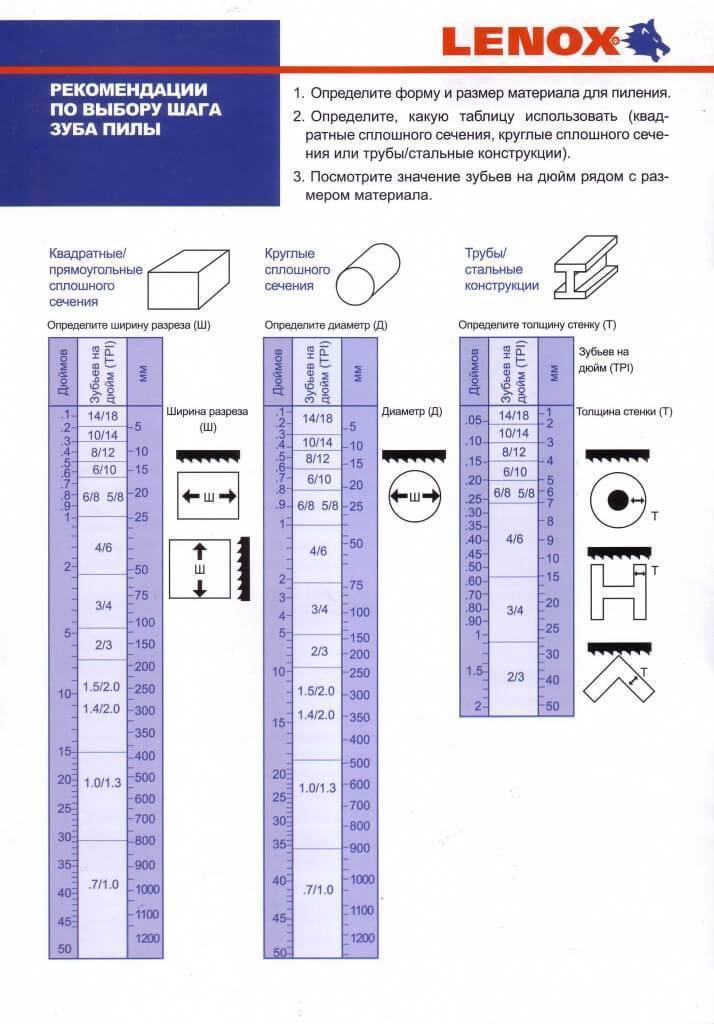
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.