Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
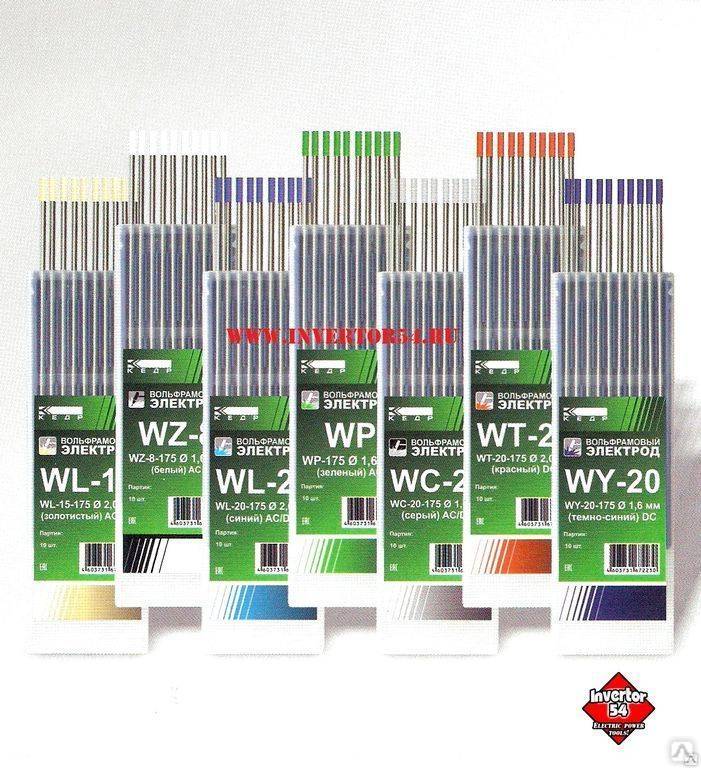
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
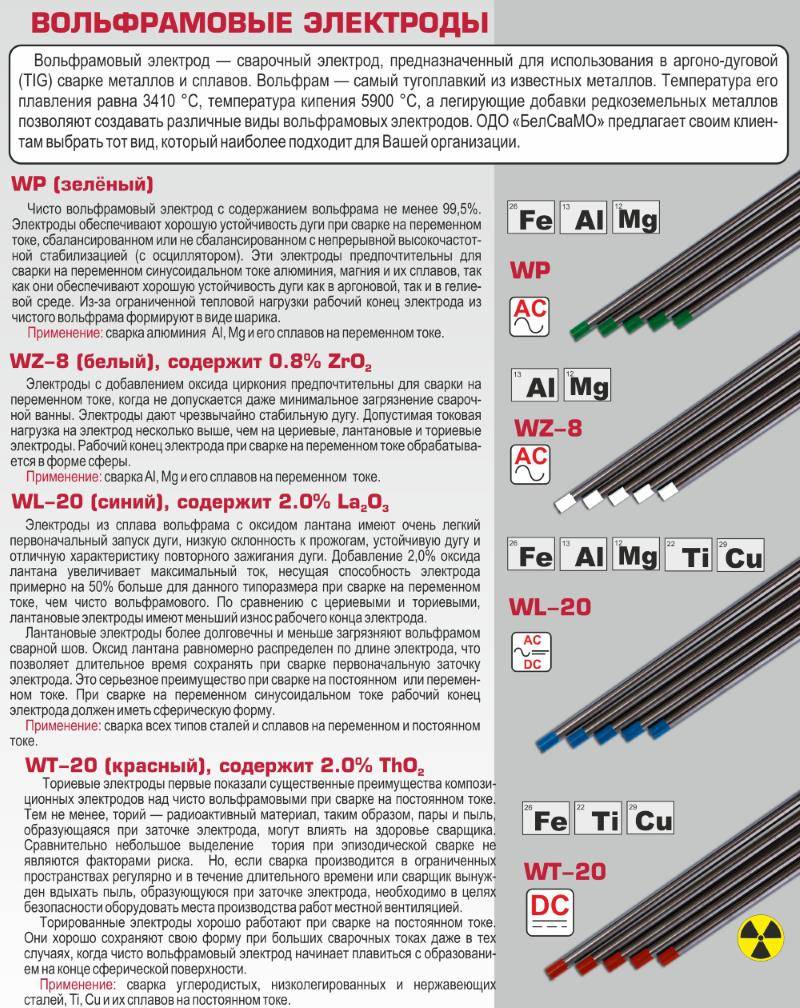
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
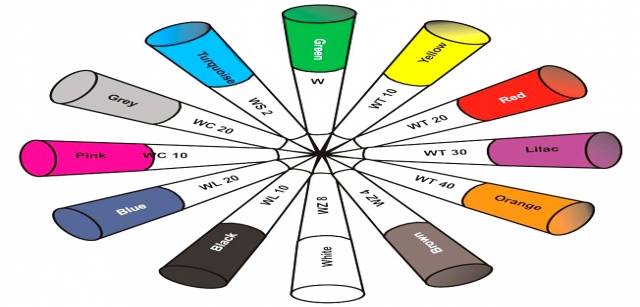
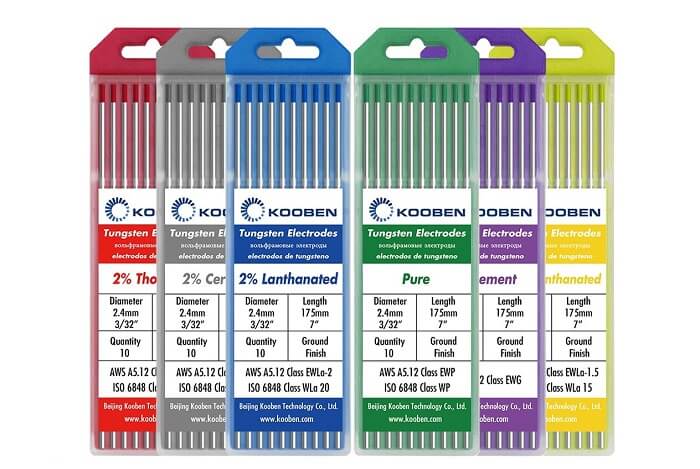
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
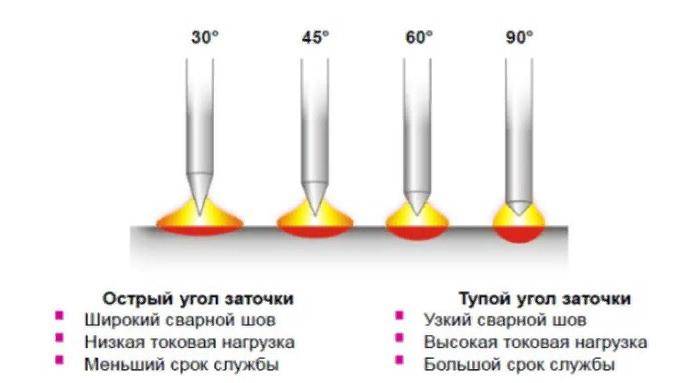
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела. Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор
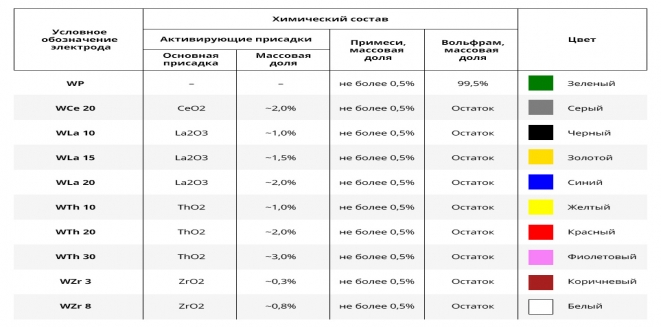
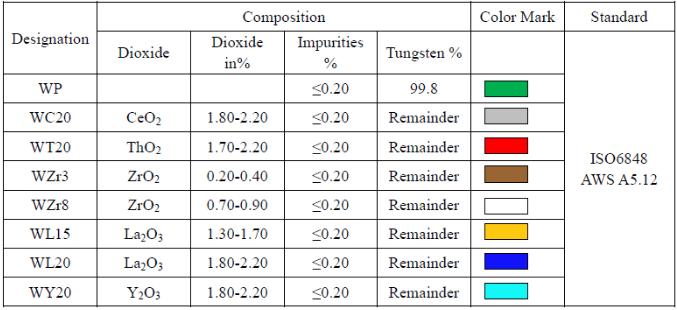
Ниже приводим таблицу маркировки вольфрамовых электродов:
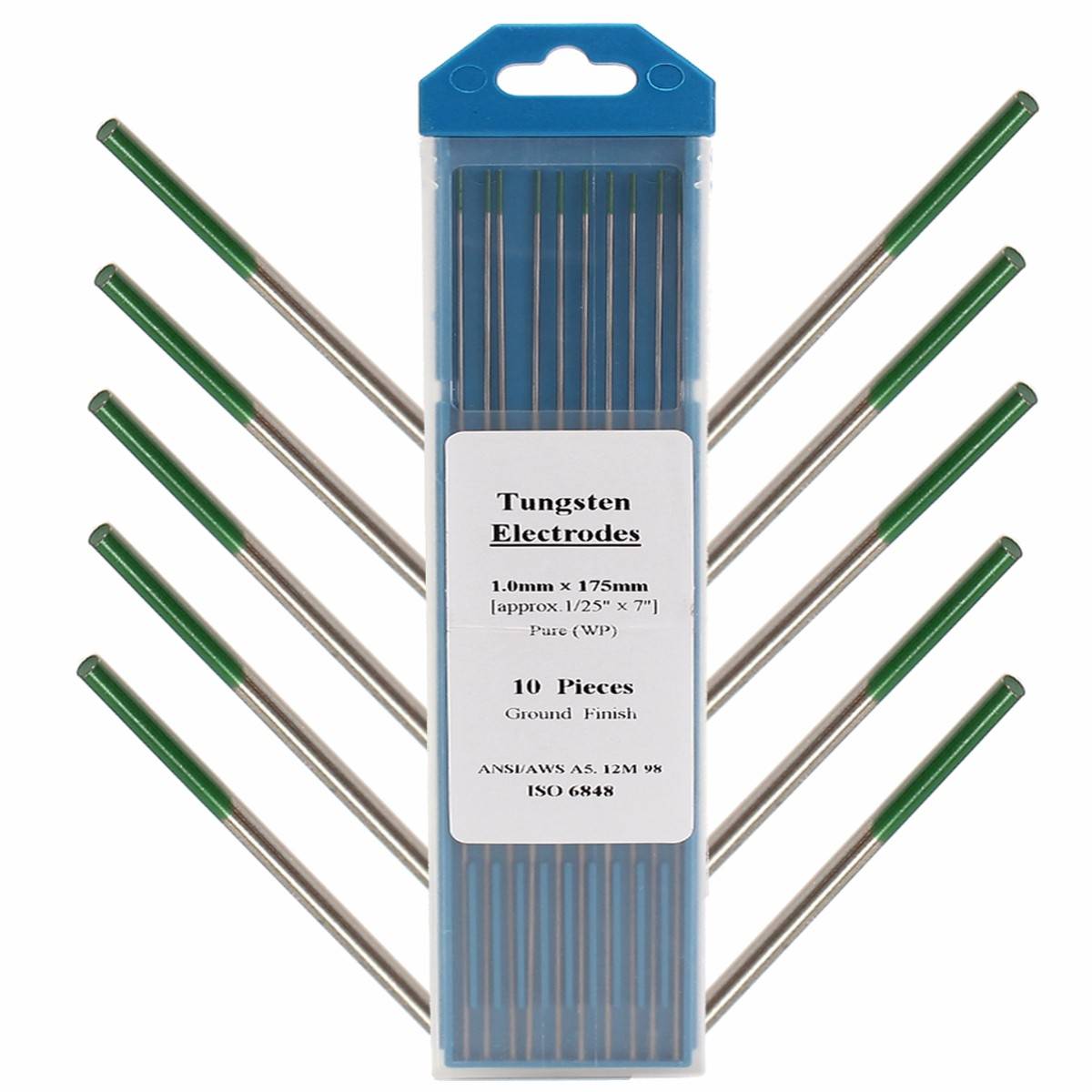
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.






Вольфрамовые электроды: основные характеристики
Подобные изделия представляют собой тугоплавкие стержни, которые предоставляют возможность создавать электрическую дугу, нужную для плавки кромок свариваемых изделий, присадочной проволоки в период выполнения сварочных работ. Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе.
При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах. Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
«W» — первая буква маркирования изделия обозначает, что это вольфрамовые электроды. Такие изделия содержат чаще всего небольшой процент легирующих элементов, которые существенно повышают технические свойства изделия, также увеличивают их эксплуатационный период. Следующая буква в маркировке изделия оповещает о типе легирующего компонента.
Чистый вольфрам – «Р»
Присутствующая в обозначениях буква «Р» говорит о том, что изделие состоит на 99,5 процента из вольфрама, не содержит легированных элементов. Это обеспечивает в процессе выполнения сварочных работ устойчивость дуги при переменном токе. Изделия данной группы применяются для сварки алюминиевых конструкций.
Оксид тория – «Т»
Обозначение «Т» указывает на наличие оксида тория, благодаря которому имеют множество преимуществ и являются достаточно востребованными. Инструменты данной категории чаще всего применяются при сваривании образцов из нержавеющей стали (использование постоянного тока). Но, как и другие изделия у них есть собственные недостатки:
- сварочные работы в закрытых помещениях при использовании электродов из вольфрама, содержащих торий, требуют обязательного обустройства рабочей зоны вентиляционной вытяжкой, так как данный химический элемент является радиоактивным. Выделяемые пары при нагревании тория достаточно опасны для человеческого здоровья;
- используя электроды данной марки, возможны скачки дуги (переменный ток). Это снижает существенно качество сварочного соединения.
https://youtube.com/watch?v=rKpPNnqxqD4
Оксид лантана – «L»
Оксид лантана, входящий в состав инструмента, способствуют легкому розжигу дуги, повышают ее устойчивость в процессе работы, обеспечивает быстрое повторное зажигание. Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Иттрий – «Y»
Из всех модификаций вольфрамовых электродов, изделия данной категории являются наиболее устойчивыми. Поэтому они применяются для соединения достаточно ответственных конструкций. При использовании их для сварки применяется постоянный ток.
Оксид циркония – «Z»
Инструменты, содержащие оксид циркония, применяются для соединения образцов, когда в работе используется переменный ток. Работая с такими электродами нужно четко контролировать и не допускать загрязнения сварочной ванны. Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.
Оксид церия – «С»
Изделия, промаркированные буквой «С», которые содержат оксид церия, считаются универсальными. Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Маркировка вольфрамовых электродов
В аргонодуговой сварке используют вольфрамовые электроды. Использование вольфрама в этом случае оправдано, так как он тугоплавкий – способен выдерживать высокие температуры не плавясь.
В настоящий период времени наша промышленность выпускает электроды длиной 175 мм и такими диаметрами: 1 мм; 1,6 мм; 2 мм; 2,4 мм; 3,2 мм; 4 мм. Разница между размерами обусловлена необходимостью работы при определённых диапазонах сварочных токов:
- 1 мм – до 50 А;
- 1,6 мм – до 100 А;
- 2 / 2,4 мм – до 200 А;
- 3,2 мм – до 300 А;
- 4 мм – свыше 300 А.

Вольфрамовые электроды для аргонодуговой сварки производятся из чистого вольфрама, а также тарированного и лантанированного, что способствуют повышению качества и стабильности сварочной дуги. Марка электродов квалифицируется от процентного содержания примесей и добавок. В настоящее время существует всего три категории вольфрамовых сварочных электродов:
- постоянного тока (WY, WT);
- переменного тока (WZ, WP);
- универсальные (WL, WC).
Расход количества электродов при использовании аргонной сварки зависит от типа самой сварки, диаметра применяемого прутка, вида тока и ещё ряда дополнительных показателей.
Вольфрамовые электроды для аргонодуговой сварки имеют следующую маркировку, обозначенную цветовыми кодами: WP (зелёный): электроды состоят из чистого вольфрама, используются для сварки таких металлов, как магний, алюминий и их разнообразных сплавов. Ток переменный, на постоянном не применяются, так как заточить их гораздо сложнее, чем другие. WZ (белый): состав этих электродов включает оксид циркония. Дуга при сварке имеет высокую стабильность. Применяются при сварке бронзы, алюминия, никеля, а так же их сплавов. WT (красный): в качестве добавки к основным химическим элементам используется оксид тория. Эта марка электродов имеет широкое применение, но необходимо помнить, что торий является низкорадиоактивным металлом. При использовании аргонной сварки необходимо соблюдать дополнительные требования безопасности. Помещение должно быть оснащено системой вентиляции. Данные электроды необходимы при сварке деталей из нержавеющей стали, тантала, молибдена. WY (тёмно-синий): применяются в особых случаях для сварки ответственных, сложных соединений в конструкциях как из углеродистых сталей, так и из низколегированных. Необходим также при сварке нержавеющих сталей и титана. WL (золотистый): эти электроды универсального действия. Ими осуществляется сварка самых разных составов сталей и сплавов. Неоходимы для переменного и постоянного тока. WC (серый): также универсальный электрод для аргонной сварки как на переменном, так и на постоянном видах электрического тока. В качестве добавки служит оксид церия.

Маркировка изделий
Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Для маркировки вольфрамовых сварочных прутков применяют буквенно-цифровое обозначение. Кроме этого, квалифицируют вольфрамовые электроды для аргонодуговой сварки по цветам.
Кроме него, на поверхность прутков наносят цвета, соответствующие их марке. Обозначение электродов включает в себя описание химического состава, а также наличие добавок. В обозначении присутствует буква W, она говорит о том, что в основе химического состава лежит вольфрам. Количество добавок не превышает 0,5% от объёма.
Вторая буква показывает тип присадки, которая применяется для изготовления вольфрамовых электродов.
Так, марка WP — это вольфрамовые электроды для сварки алюминия и его сплавов. Кроме этого, металла электроды марки WP применяют для обработки магния. Изделия с маркой WZ8 содержат в себе цирконий. Их применяют для работы с бронзой, магнием, никелем и их сплавами. Изделия способны работать с большими нагрузками, в отличие от изделий другой марки. Электроды этой марки маркируют с помощью зелёного цвета.
Электрод марки WT20 содержит в своём химическом составе торий. Изделия этого типа наиболее распространены, но вместе с тем они несут определённую угрозу сварщику и людей, работающих рядом с ним. Все дело в том, что этот материал является источником радиации. Это накладывает некоторые ограничения на их применение в производстве сварочных работ. Электроды этой марки маркируют с помощью красного цвета.
К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
Другими словами, вольфрамовые электроды, классификация которых была приведена выше, могут быть использованы при сварке любых сплавов.
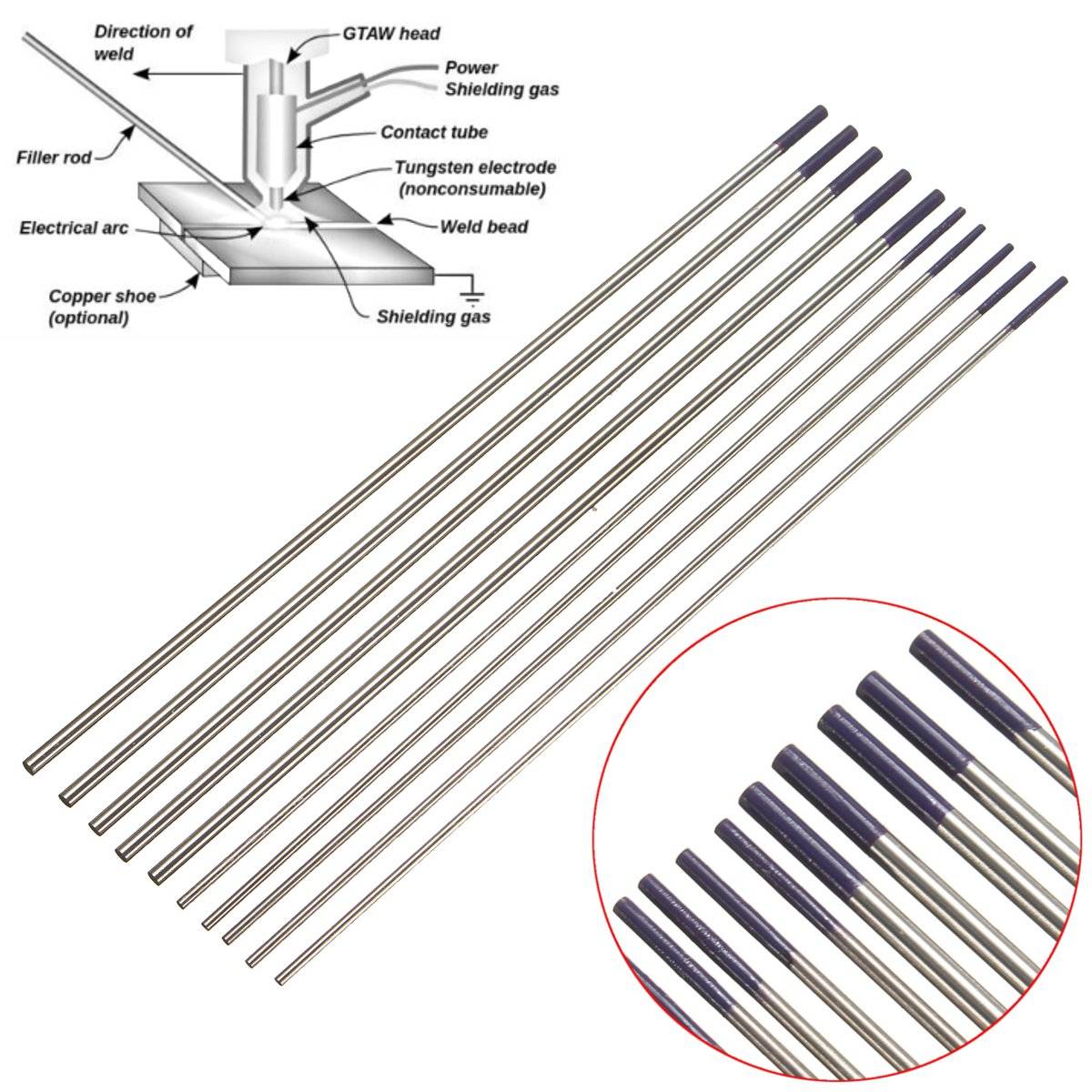
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает соединение металлов под аргоновой защитой. Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.





Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
- WZ;
- WY;
- WT;
- WP.
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
Способ применения
Изделия используются для сварки под флюсом или в атмосфере защитных газов, прежде всего- аргона. Вольфрам – наиболее тугоплавкий металл, поэтому он подходит для сваривания всех остальных. При посредстве аргонной сварки сваривают цветные и легкие металлы. Другими способами варить титановые сплавы практически невозможно.
Вольфрамовый электрод вставляется в горелку, через нее подается защитный газ и напряжение на электрод. На заготовку подключают второй кабель, и электрическая цепь замыкается через воздушный промежуток между кончиком вольфрамового стержня и заготовкой. В нем и поджигается электродуга. Облако защитного газа вытесняет воздух, не допуская контакта между кислородом и азотом воздуха и расплавленным металлов в сварочной ванне. Сбоку в рабочую зону вводится пруток присадочного материала.

Сварщик держит горелку правой рукой, а пруток- левой. Их следует вести вдоль линии шва синхронно, поддерживая достаточное для формирования материала шва поступление металла прутка в сварочную ванну. Для этого необходима идеальная координация движений.
В качества источника тока используют:
- инвертор;
- сварочный трансформатор;
- выпрямитель.
Многофункциональные инверторы вытесняют морально устаревшие источники тока. Они поддерживают разные режимы полярности: прямую, обратную и переменный ток.
При работе переменным током в дополнение к источнику тока подключается высокочастотный осциллятор. Подаваемые им в рабочуюю цепь высокочастотные импульсы помогают разжечь дугу и поддерживать ее стабильность.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
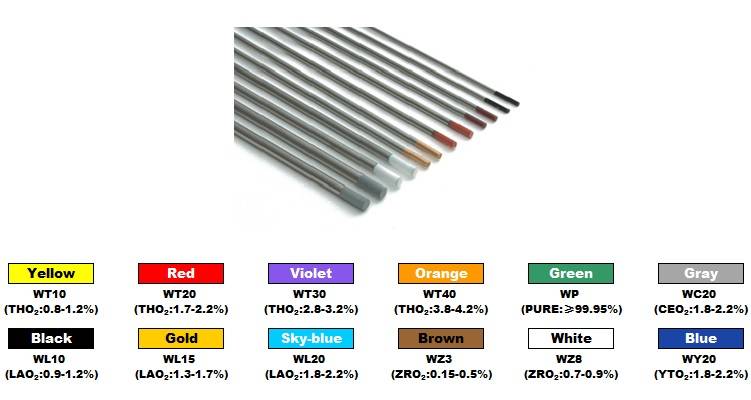
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
, электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
, электроды красного цвета. В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
, электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
, электроды темно-синего цвета. Содержат в составе иттрий
Применяют их обычно для работы с конструкциями повышенной важности.
WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана
Хороши для обработки стали, алюминия, меди, бронзы.
, белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
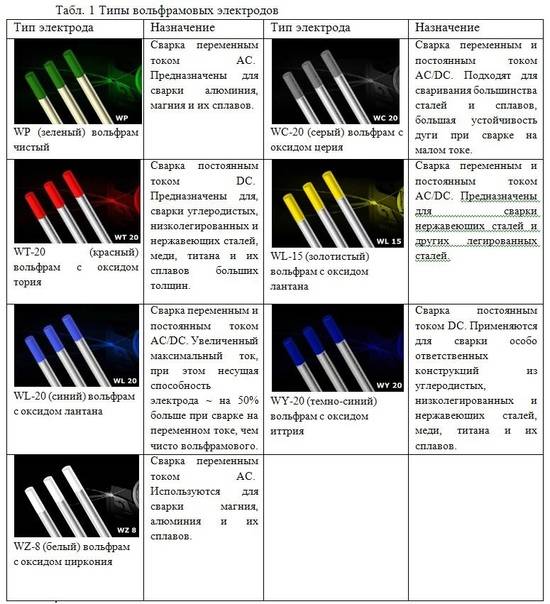
Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.
ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.
Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).
Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.





Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.
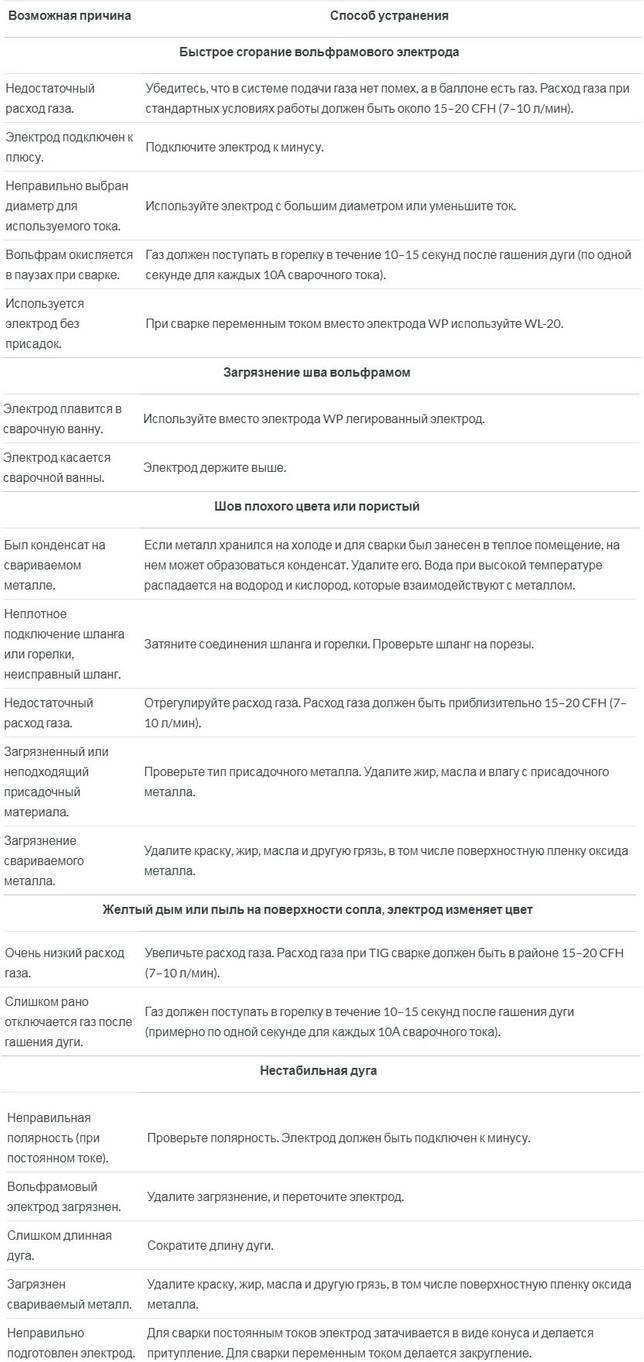
ВОЗМОЖНЫЕ ПРОБЛЕМЫ
В процессе аргонодуговой сварки пользователь может столкнуться с определенными проблемами. Чаще всего возникают они из-за невнимательности к деталям или незнания некоторых нюансов работы. Избавиться от этих неприятностей довольно просто, главное найти первопричину и устранить ее.
Основные ошибки и пути их устранения представлены в таблице ниже.
Большой выбор электродов, сварочного оборудования и принадлежностей для сварки вы сможете найти на страницах каталога Сварщик бай. Только у нас низкие цены, огромнейший ассортимент товаров и быстрая доставка. Заказывайте, и работайте с удовольствием!
Электроды из вольфрама, их маркировка

Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор
Ниже приводим таблицу маркировки вольфрамовых электродов:
WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.