
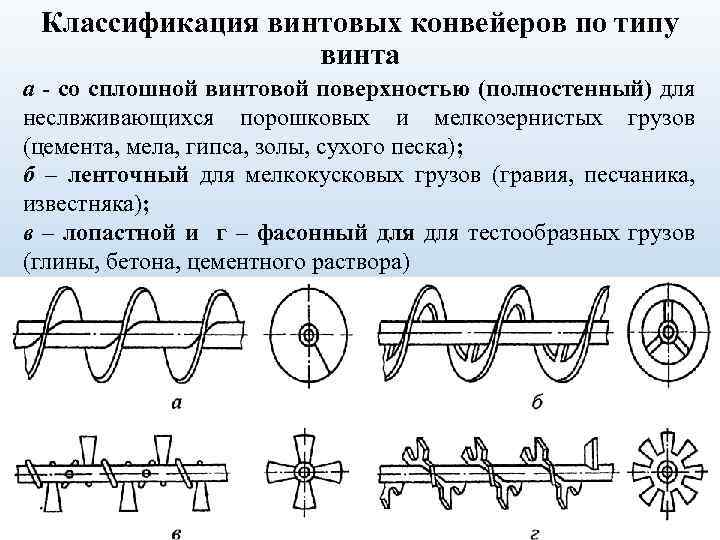
Классификация винтовых конвейеров
1. По наклону желоба:
- горизонтальные;
- вертикальные;
- пологонаклонные;
- крутонаклонные.
2. По направлению спирали.
3. По диаметру винта и переменности шага.
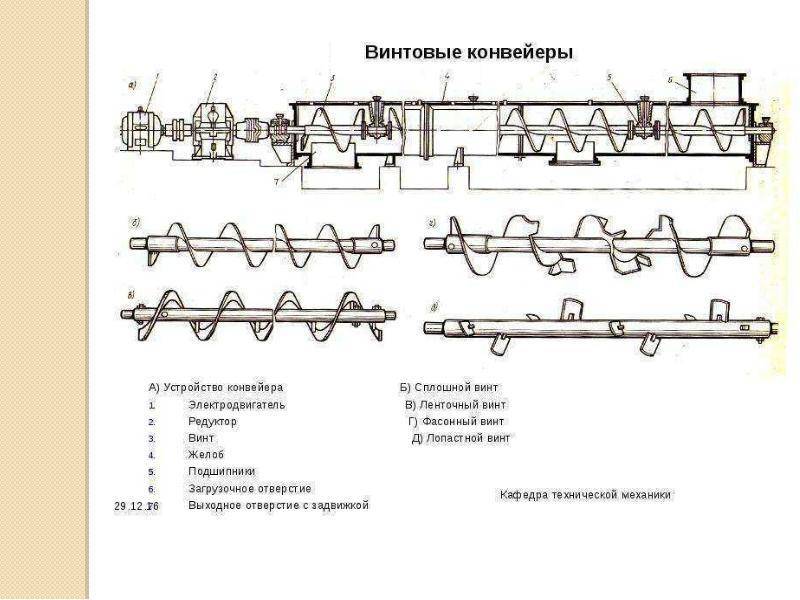
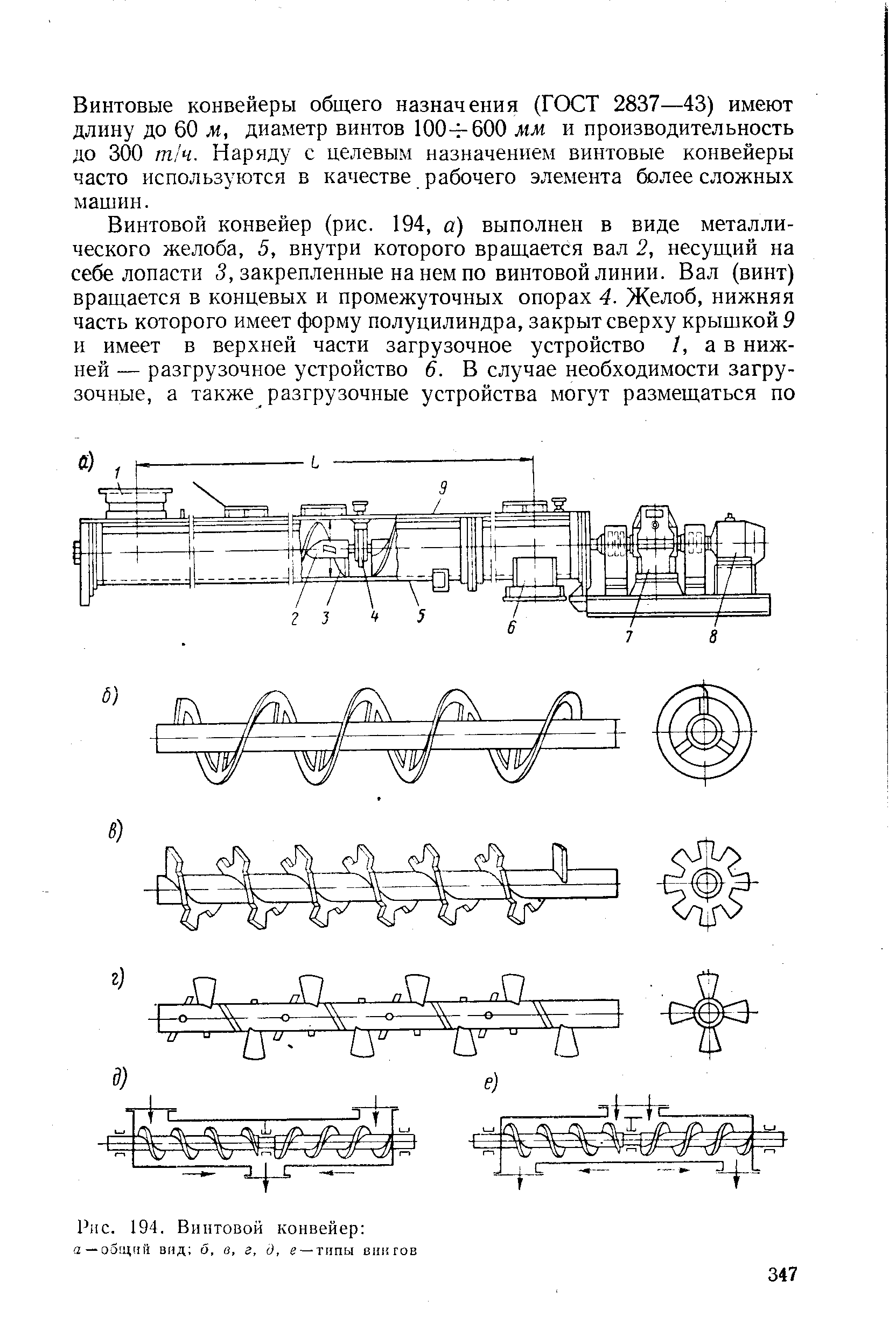
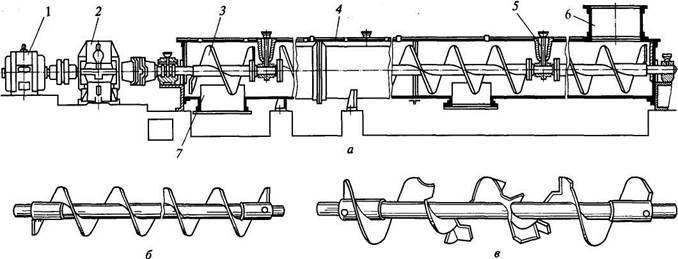
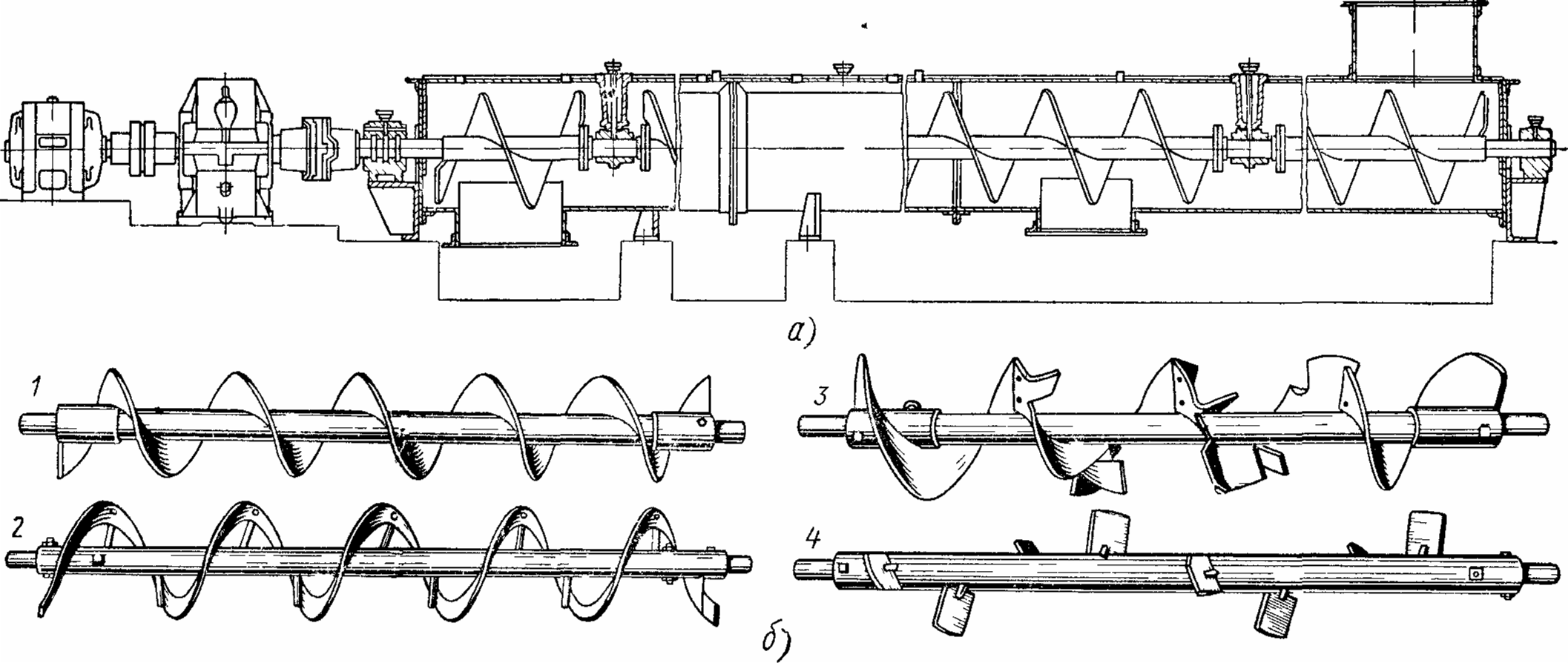
4. По конструктивному исполнению винта:
сплошные (имеют наиболее частое применение, собираются из стальных секций, приваренных к полому валу; их используют при транспортировке порошкообразных, мелкокусковых сухих материалов);
лопастные (по винтовой линии расположены лопасти, которые перемещают, разрыхляют и перемешивают грузы);
ленточные (винтом является узкая спиральная полоса, между валом и внутренней частью есть зазор, за счет которого груз переваливается за виток с целью смешивания; используются при транспортировании кускового и липкого материала;
фасонные (на наружной кромке поверхности винта имеются вырезы; используются для транспортировки слеживающихся грузов, также для смешивания или дробления материалов).
Частота вращения винта зависит от его диаметра, абразивных свойств и вида перемещаемого продукта. Чем меньше диаметр и плотность материала, тем больше частота вращения.
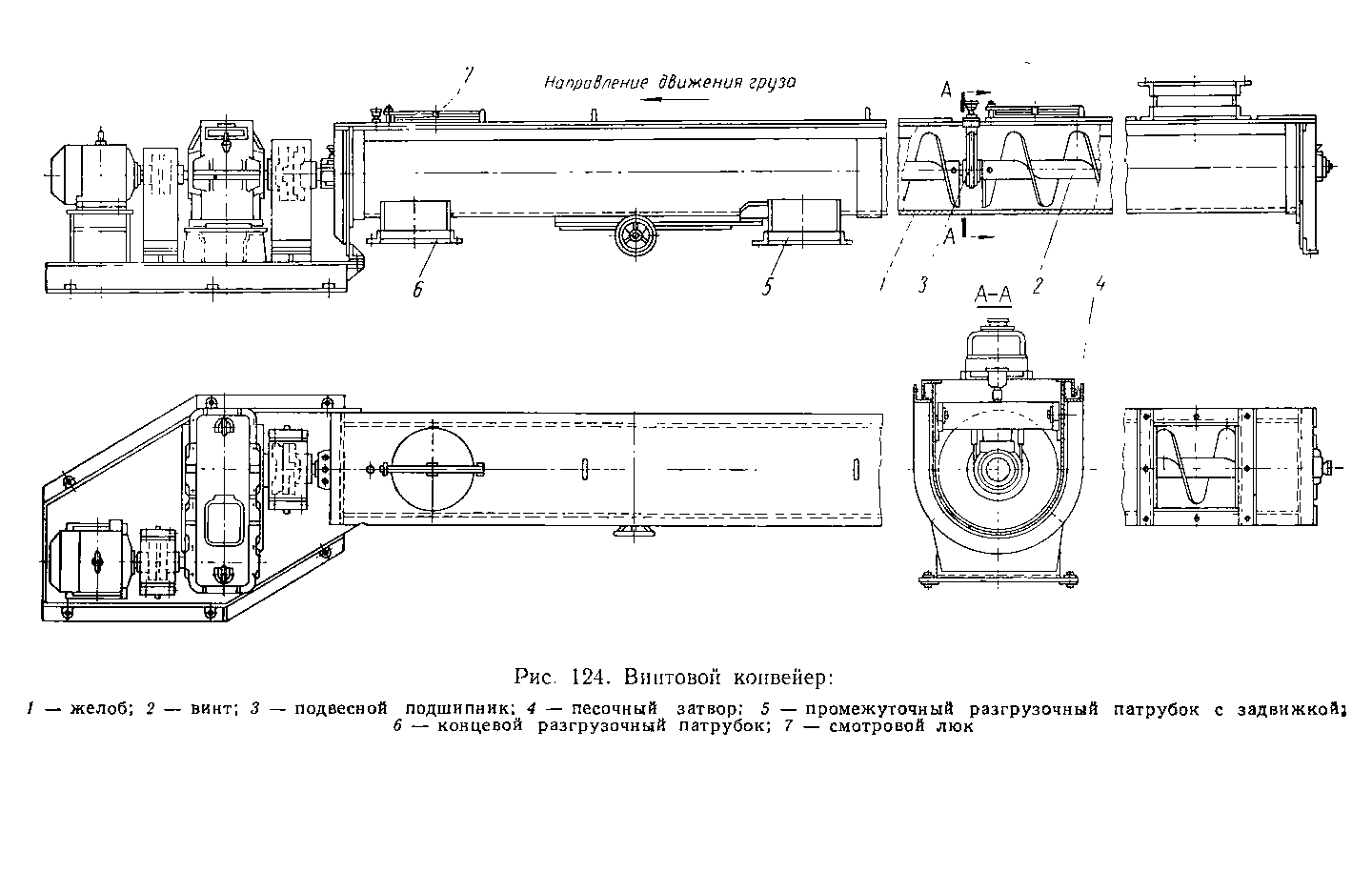
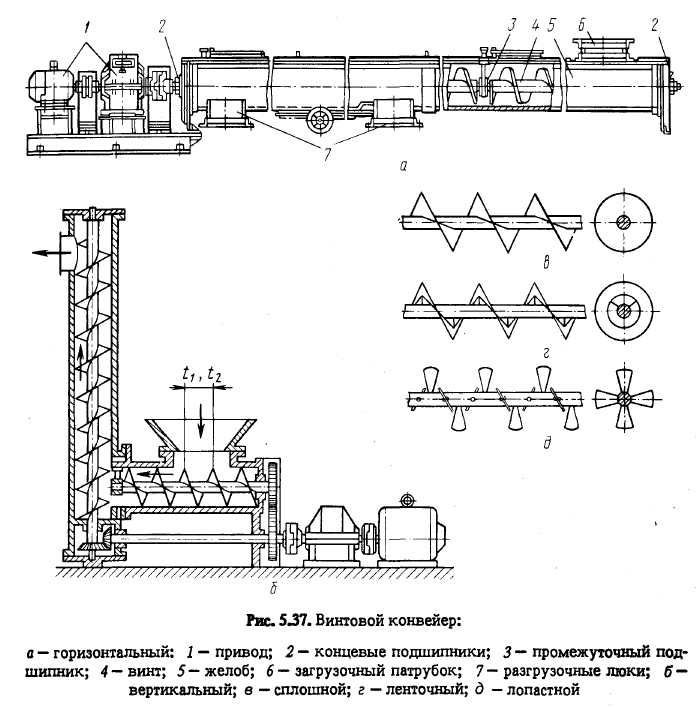
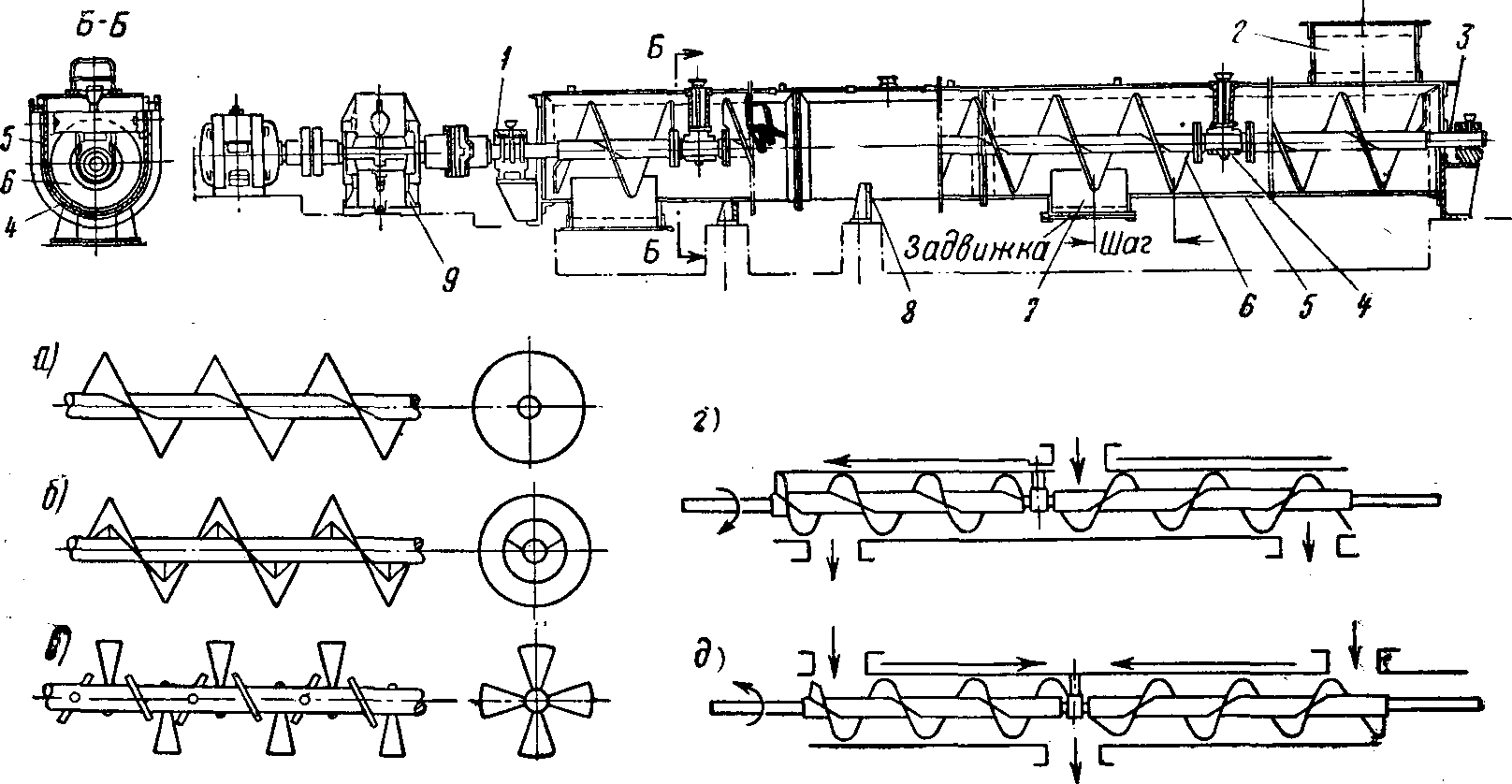
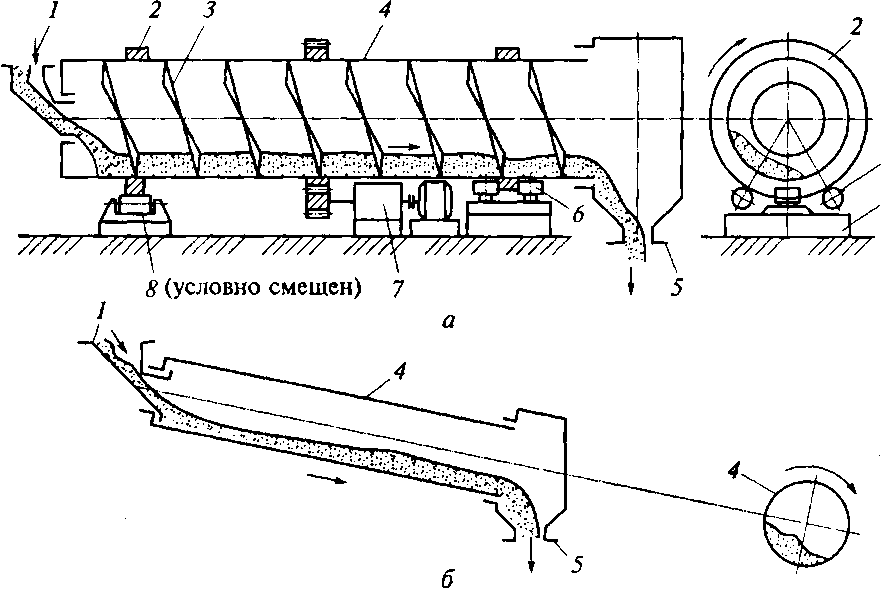
Желоб в нижней части выполнен в форме полуцилиндра, переходящего в прямые вертикальные стенки. Подвесные подшипники поддерживают винт в его средней части. Желоб имеет крышку; для перемещения вредных материалов крышку делают герметичной. На крышке устроены отверстия для загрузочных и смотровых люков. Разгрузочные люки предусмотрены в нижней части желоба.
Привод имеет электродвигатель и редуктор, соединяется с валом эластичной и уравнительной муфтами. Располагают привод на раме, а чтобы винт работал на растяжение, головной подшипник монтируют в разгрузочной части конвейера. Загрузка винтовых конвейеров осуществляется при помощи транспортных машин или из бункеров по пересыпным трубам.
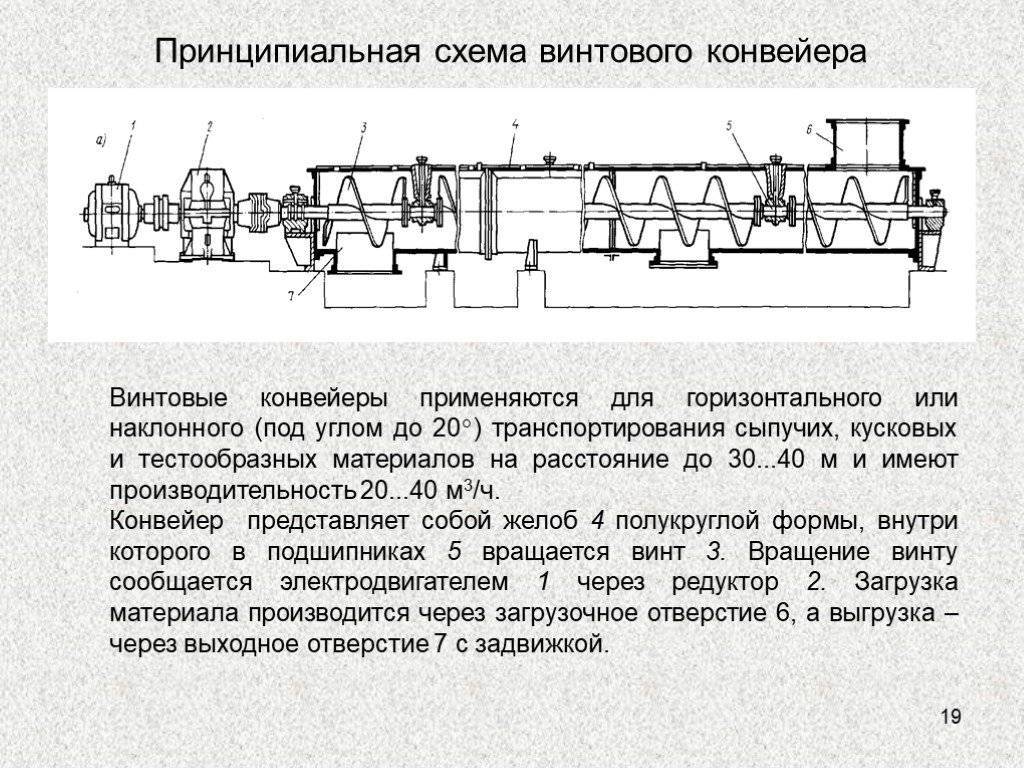
Винтообразные конвейеры
Собственными силами сделать винтообразные шнековые конвейеры весьма не легко, так как для этого необходимо проводить необходимые расчеты. При этом необходимо учесть, что есть наклонный или ленточный вариант выполнения. К свойствам производства можно отнести следующее:
- Для начала проходит обозначение того, какими качествами должен владеть конвейер.
- Второй шаг состоит в расчете наиболее подходящих показателей.
- После определения ключевых параметров проходит выбор необходимого оборудования.
Процедура сборки просит наличие конкретных инструментов, например, аппарата для сварки и угловые шлифовальные машины. Связывают это с тем, что необходимо работать с металлом
Большое внимание уделяют подключению электродвигателя

Горизонтальный шнек
Ленточный винтовой конвейер Данный вид конвейера состоит из привода (редуктор и электродвигатель), вращающего винт (рабочий орган машины), приводного вала с укрепленными на нём витками транспортирующего винта, жёлоба с полуцилиндрическим днищем, загрузочного и разгрузочного устройства. Через отверстия в крышке жёлоба подается насыпной груз и скользит вдоль жёлоба при вращении винта. Совместному вращению груза с винтом препятствует сила тяжести груза и трение его о жёлоб. Через отверстия в днище, снабженные затворами осуществляется разгрузка жёлоба. Винт шнека выполняют одно, двух или трехзаходным, с правым или левым направлением спирали. Поверхность винта шнека бывает лопастной, фасонной, ленточной, сплошной (применяют при перемещении порошкового насыпного, сухого мелкозернистого груза, не склонного к слеживанию). При перемещении слеживающихся грузов применяют винты шнека с лопастной, фасонной, ленточной поверхностью.
Вал винта шнека состоит из отдельных секций и может быть трубчатым (скрепляются между собой с помощью вставляемых по концам коротких соединительных валиков, имеют меньшую массу) или сплошным. Вал винта шнека лежит в концевых (укрепляют в торцовых стенках жёлоба) и промежуточных (подвешиваются сверху на укрепленных на жёлобе поперечных планках) подшипниках. Один из концевых подшипников делают упорным и устанавливают со стороны начала движения груза. Промежуточные подшипники имеют малые диаметр и длину, а также надежное уплотнение во избежание загрязнения частицами груза.
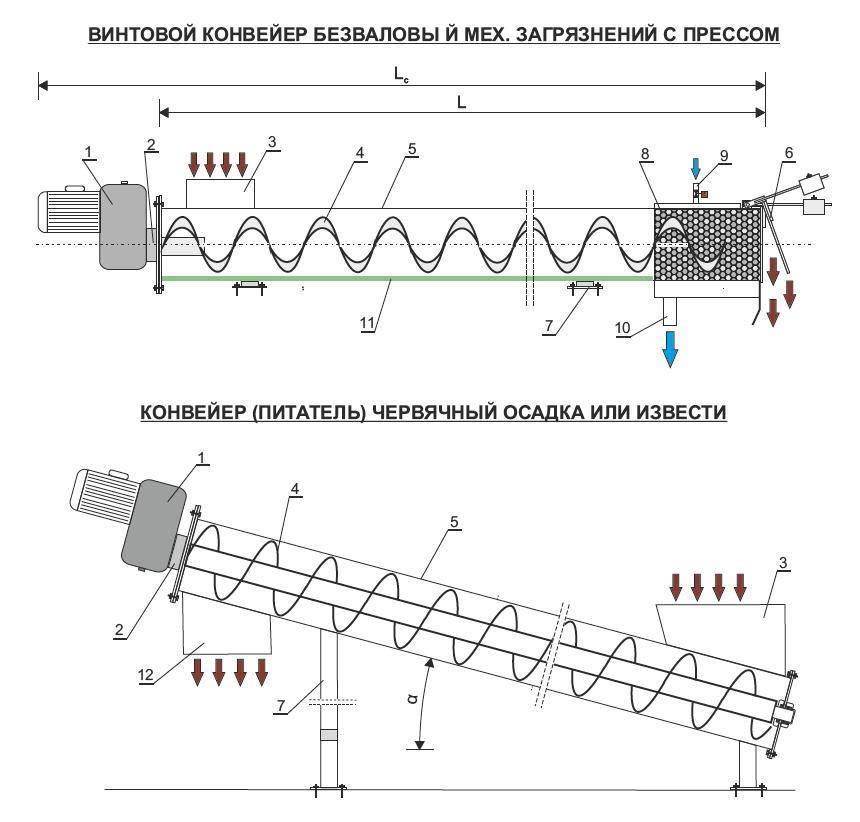
Питатель шнековый
Основная статья: Питатель шнековый
По сути питателем является двигатель, муфта и редуктор, который вводится в зацепление с рабочим органом непосредственно через зубчатую передачу.
Классификация
Буры шнековые применяются для работы с грунтами от 1 до 8 категории. В зависимости от характера грунта применяется инструмент с круглыми скальными режущими частями (скальные грунты) или с плоскими ножами для мягких грунтов.
Различаются три модификации буров:
Однозаходные — режущие части расположены с одной стороны от оси инструмента.
Применяются для бурения в мягких породах I — III категорий и скальных породах III — IY категорий.
Двухзаходные — режущие части расположены с двух сторон от оси инструмента.
Применяются для бурения в мягких породах I — III категорий и скальных породах III — IY категорий с более высоким крутящим моментом.
Прогрессивный однозаходный — режущие части расположены по сложной кривой с перекрытием зон действия каждого резца. Таким образом, решается проблема рассредоточения нагрузки на режущие части.



Такой инструмент применяется для бурения в скальных породах IY — YIII категорий. Имеется также двухстороннее его исполнение.
Приведенные типы бурового инструмента не исчерпывают многообразия их исполнений. Применяются также многолопастные буры с количеством лопастей до 4-х различными конструктивными исполнениями.
Самодельный винтовой конвейер (шнек).
Самодельный винтовой конвейер (шнек). Существует примерно 13 видов механических транспортёров непрерывного действия, в том числе винтовые, ленточные транспортёры, которые часто применяются в сельском хозяйстве. Изготовить самому ленточный транспортёр — не проблема, было бы желание. Изготовить винтовой конвейер тоже можно, если отыскать в утильсырье винт. Изготовить винтовой конвейер целиком в условиях механических мастерских сельхозпредприятий невозможно без соответствующей технологии и приспособления. На заводе винтовые транспортёры изготавливают из холоднокатаной стальной ленты. Я вспоминаю, как делали шнеки в институте органических удобрений 20 лет назад. Сначала изготавливали шаблон для выгибания витка, на токарном станке вытачивали виток, разрезали по радиусу, грели пропановой горелкой, дубасили по витку кувалдой с остервенением. Получался кусок металла, чем-то напоминающий виток винта. Качество шнека получалось отвратительное. После стали витки сваривать друг с другом и вытягивать по валу с помощью специальной пластины и лебёдки. Без кувалды и тут не обошлось. Качество стало чуть лучше, однако и при этом способе между витком и валом можно было засунуть палец. Мне удалось разработать приспособление для изготовления винтов шнека. Качество изготовленных шнеков стало идеальным. Между витком и валом шнека при изготовлении невозможно просунуть даже спичку. Если говорить кратко, то делается винт шнека так. Вытачиваются на токарном станке витки, затем они разрезаются по радиусу и растягиваются по одному с помощью специального приспособления, и потом навариваются на вал винта шнека. Всё остальное в шнеке сделать просто. Конечно, шнеки имеют известные недостатки, но по сравнению с другими транспортёрами они более просты. Кроме того, при производстве почвенных грунтов, они являются великолепными смесителями. И если к шнеку добавить дробилку, то качество грунта будет идеальным без применения специальных смесителей. Заводские шнеки малых диаметров выпускаются с ремённой передачей, больших диаметров — с мотор-редукторами. Шнеки с мотор-редукторами часто выходят из строя из-за того, что посторонние твёрдые включения (камни, коряги и т. д) клинят шнек. Электродвигатель начинает работать в режиме короткого замыкания и выходит из строя. Шнеки диаметром 200 мм я делаю с ремённой передачей. Если камень или коряга заклинят шнек, то электродвигатель продолжает вращаться — ведущий шкив проскальзывает. Чтобы он проскальзывал, его необходимо соответствующим образом отрегулировать. Винтовой конвейер универсальный. Вариант 1. Винтовой конвейер предназначен для загрузки почвенных грунтов различной влажности, органических удобрений, в том числе вермикомпоста, а также минеральных удобрений и других материалов, не имеющих в своём составе твёрдых включений (камней, металлических предметов, древесных остатков) в бункер установки для фасовки. Винтовой конвейер состоит из рамы, кожуха, винта, бункера, ремённой передачи, электропривода . Применение конвейера возможно в помещениях с положительной и отрицательной температурой воздуха. Винтовой конвейер может быть изготовлен в условиях механических мастерских сельхозпредприятий. Основные технические характеристики. 1. Тип — стационарный (возможно изготовить передвижной). 2. Подача — 2 м. куб / час. 3. Установленная мощность — 1.5 квт. 4. Электродвигатель 4А 100 L8 У3 — 1 штук. 5. Диаметр винта шнека — 190 мм. 6. Шаг винта шнека — 110 мм. 7. Количество обслуживающего персонала 1 чел. Инженер-механик В. И. Костерин.
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции. Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
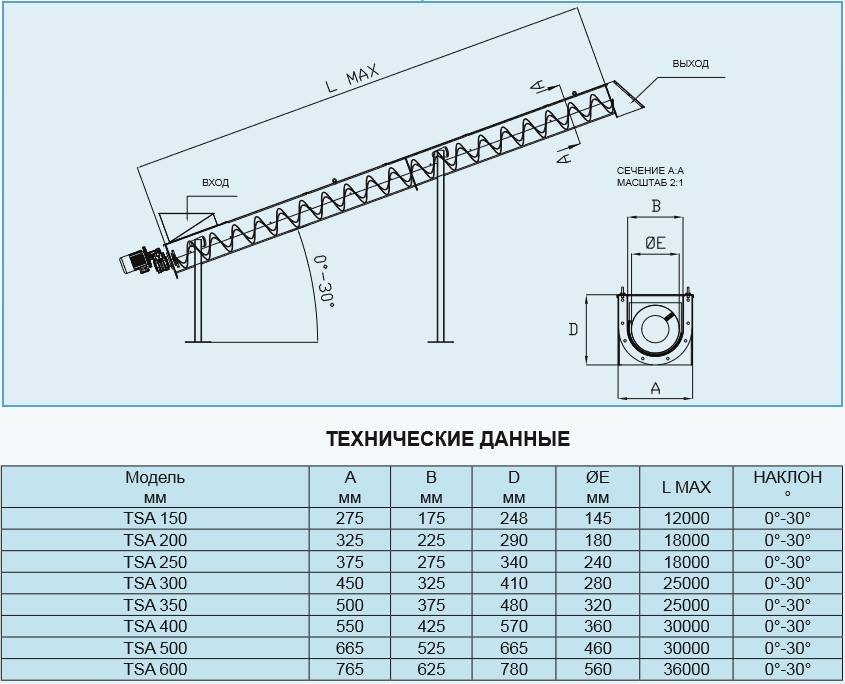
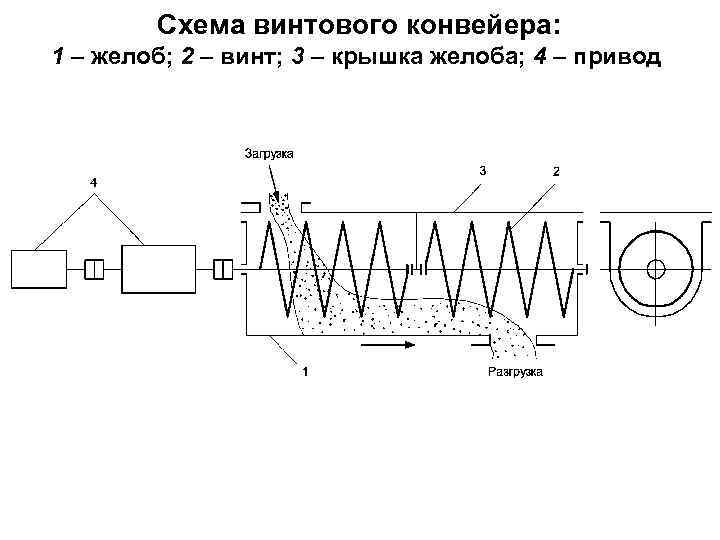
Виды винтового конвейера
Проектировать шнековый транспортер необходимо, учитывая его виды и назначение.
Шнековые транспортёры бывают закрытого типа (корпус ─ труба) и открытого типа (корпус ─ жёлоб).
В конвейере закрытого типа шнек вмонтирован в герметичной трубе. В начале линии установлен приемный лоток, который укомплектован крышкой. Отверстие на противоположном конце линии ─ разгрузочный патрубок, который закрыт задвижкой. Такие транспортёры отличаются водонепроницаемостью и воздухонепроницаемость, высокой производительностью, скорость перемещения продукции. Они применяются в помещении и на улице для транспортировки пылеобразных грузов.
Разновидности цилиндрических конвейеров (закрытого типа)
Цилиндрический шнековый конвейер является одним из самых распространённых. Его корпус в виде трубы отличается жёсткостью, а сам агрегат компактный и прост в использовании. Он подходит практически для всех отраслей промышленности
Обратим внимание на его особенности и дополнительные функии:
- Конвейеры бывают прямые, с регулируемым углом наклона, вертикальные.
- Стационарные или передвижные.
- Материал корпуса и шнека ─ нержавеющая или оцинкованная сталь.
- Оснащаются дозаторами.
- Возможны регулировка скорости и реверсивное вращение шнека.
Конвейер открытого типа ─ это желоба или половина трубы, внутри которой вращается винт. Прямоугольного контейнера также может быть корпусом открытого транспортера. Механизм эксплуатируется только в помещении, так как не является герметичным: возможно попадание влаги и пыли. Желательно, чтобы перемещаемые материалы не имели запаха, не разлетались и не создавали пыль в процессе транспортировки.
Классификация винтовых конвейеров
Шнековые транспортеры различаются и классифицируются по основным параметрам:
- наклон жёлоба
- направление спирали;
- шаг и диаметр винта;
- конструкция винта.
Классификация по углу наклона жёлоба. Определяют горизонтальные, пологонаклонные, крутонаклонные и вертикальные транспортеры.
От типа транспортируемого груза и производительности конвейера зависит вид лопастей шнека:
- сплошные предназначены для перемещения сыпучих (порошкообразных) материалов;
- ленточные подойдут для мелко кусковых материалов;
- лопасти в виде отдельных лопаток изготовлены для транспортировки материалов, которые характеризируются липкостью и вязкостью;
- фасонные лопасти подойдут при необходимости перемешивать материал во время транспртировки.
Форма винта выбирается в зависимости от вида транспортируемого груза.
В зависимости от типа конвейера и назначения, его лопасти перемещают материалы под уклоном (угол 45о) до 30 метров, а по горизонтали на расстояние до 40-60 метров.
В сельском хозяйстве
Этот комбайн использует винтовой конвейер внутри трубы для выгрузки зерна в прицеп рядом с
Винтовой конвейер, перемещающий виноградные стебли от винных ягод после их удаления.
«Зерновой шнек» используется в сельском хозяйстве для перемещения зерна из грузовики, тележки для зерна или же прицепы зерновые в бункеры для хранения зерна (откуда оно позже удаляется самотеком внизу). Зерновой шнек может приводиться в действие электродвигателем; а трактор, сквозь коробка отбора мощности; или иногда двигатель внутреннего сгорания установлен на шнеке. Спираль вращается внутри длинной металлической трубки, перемещая зерно вверх. В нижнем конце бункер принимает зерно от грузовика или зерновоза. Желоб на верхнем конце направляет зерно к месту назначения.
Первый зерновой шнек изобретен в 1945 году в Торонто, Канада.
Современный зерновой шнек в современных фермерских сообществах был изобретен Питер Пакош. В его зерновозе использовался шнек винтового типа с минимальным количеством движущихся частей, что было совершенно новым применением для этой конкретной области применения. В Мэсси Харрис (позже Месси Фергюсон), молодой Пакош обратился в отдел дизайна в 1940-х годах со своей идеей шнека, но его отругали и сказали, что его идея невообразима и что, как только шнек состарится и изогнется, металл о металл будет, по словам главы Мэсси. дизайнер, «разжечь пожары по всей Канаде». Пакош, однако, спроектировал и построил первый прототип шнека в 1945 году, а через 8 лет начал продавать десятки тысяч штук подУниверсальный’, что делает его стандартом для современных зерновых шнеков.
Специальная форма зернового шнека используется для передачи зерна в сеялку и обычно намного меньше по длине и диаметру, чем шнеки, используемые для передачи зерна в грузовик, зерновоз или бункер или из него. Этот тип шнека известен как «насыпной бур». Зерновые шнеки небольшого диаметра, независимо от сферы применения, часто называют «карандашными шнеками».
Бесцентровые шнеки особенно популярны на предприятиях промышленного животноводства, где основное применение – распределение кормов для животных из центрального хранилища на индивидуальные или групповые устройства кормления. Гибкость проволоки шнека позволяет корму или другим материалам изменять высоту и перемещаться под углом. Первый бесцентровый шнек был запатентован Eldon Hostetler и Chore-Time Equipment в контексте этого приложения.
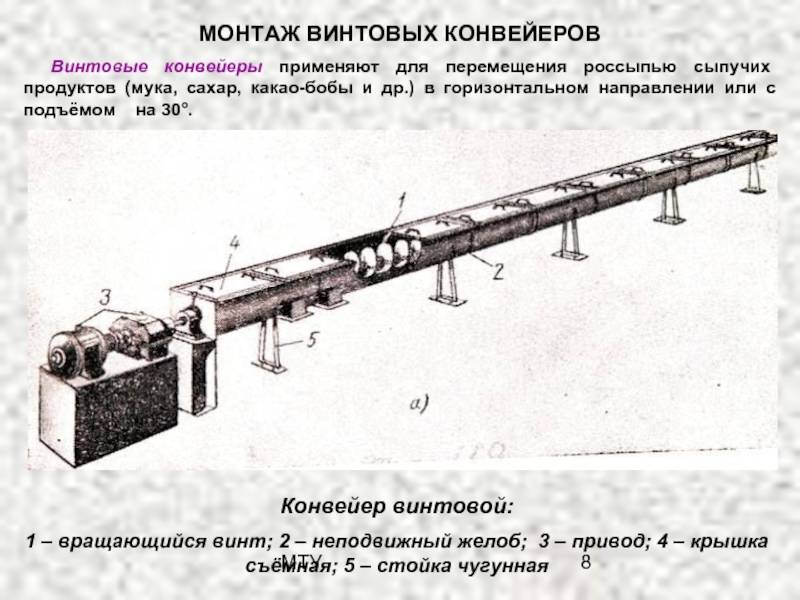
Монтаж шнековых транспортеров
Устройство следует размещать на ровном надежном основании, исключающем падение или систематической загрязнение.
Очень важный этап в подготовке агрегата к работе — его монтаж. Следует строго соблюдать требования к установке, изложенные в руководстве по сборке. Доверять такую работу нужно квалифицированным сборщикам, уже имеющим опыт в работе с подлобными механизмами. Нарушение порядка сборки, установочных размеров и другие ошибки могут привести к следующим последствиям:
- удары и вибрация при включении и при работе;
- падение скорости вращения, крутящего момента, производительности;
- ускоренный износ основных деталей, частые ремонты;
- сокращение срока службы.
Сборку и монтаж горизонтальных и вертикальных винтовых конвейеров рекомендуется проводить в два этапа.
Первый- подготовительный. в его рамках выполняются следующие операции:
- проверка комплектации по отгрузочным ведомостям завода-производителя;
- расконсервация законсервированных узлов и деталей;
- начальная сборка крупных узлов из отдельных деталей;
- подготовка места установки, включая электроустановочные работы.
После завершения подготовки можно переходить к основному этапу, включающему в себя такие работы, как:
- установка подъемно-такелажных устройств;
- подача крупноузловых сборок на установочную площадку;
- установка основания агрегата;
- монтаж остальных частей с обязательным контролем углов наклона и установочных размеров;
- проверка правильности сборки, проворот шнека вручную;
- подключение электропитания, настройка рабочих параметров и тонкая регулировка.
Сначала проводится пробное включение без нагрузки. Если все работает в штатном режиме, лопасти не задевают трубу, не слышно посторонних звуков или ударов, можно испытывать устройство под нагрузкой.
Принцип действия ленточного конвейера
При помощи специальной направляющей воронки или лотка на ленточный агрегат подают сырье. Далее оно поступает до приводного барабана и сгружается с ленты. Работая на ленточном оборудовании, сотрудники должны придерживаться определенных инструкций:
- Рабочие, обслуживающие ленточные агрегаты для транспортировки сырья, должны быть в подходящей спецодежде и обуви.
- Персонал должен следить за тем, чтобы сырье транспортировалось без просыпания с ленточного устройства.
- Все подшипники нужно равномерно и своевременно смазывать, чтобы они не перегревались. Чтобы транспортировка сырья проходила в штатном режиме, подшипники не должны нагреваться более чем на 50 градусов (сравнивать нужно с окружающей температурой).
- Ленточный конвейер нельзя нагружать более 750 кг/м3.
- После рабочей смены с ленты необходимо счистить все сырье, которое могло остаться там.
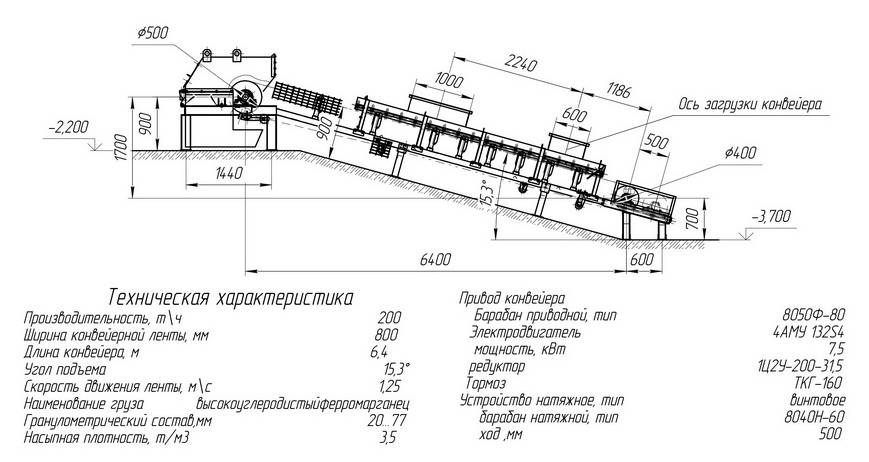
Технические характеристики

Технические характеристики винтовых конвейеров для транспортировки материалов напрямую зависят от того, по какой технологии они изготавливаются:
- литьем в землю или под высоким давлением,
- литьем с дополнительной обработкой на токарном станке,
- горячей деформацией также с последующей обработкой на токарном станке,
- холодной гибкой,
- навивкой.
- сваркой.
Чтобы понять технические особенности винтовых конвейеров, рассмотрим их на примере машин для литья полимерных веществ. Независимо от способа производства, у каждого бура есть зона питания, переходная зона и зона дозирования.
- Зона питания. Как только полимер попадает в шнековый механизм, он оказывается именно в этой зоне, которая ответственна за прием и транспортировку твердых материалов. Чтобы перемещение полимера проходило максимально быстро, коэффициент его трения у основания механизма должен быть ниже, чем коэффициент трения у стенок цилиндра.
- Переходная зона, или зона сжатия – участок бура, на котором полимерное вещество начинает плавиться. Ближе к основанию участок немного утончается, позволяя полимеру как бы прилипать к цилиндрам и в итоге полностью расплавляться.
- Зона дозирования. На этом участке бура плавление полимерного материала завершается.

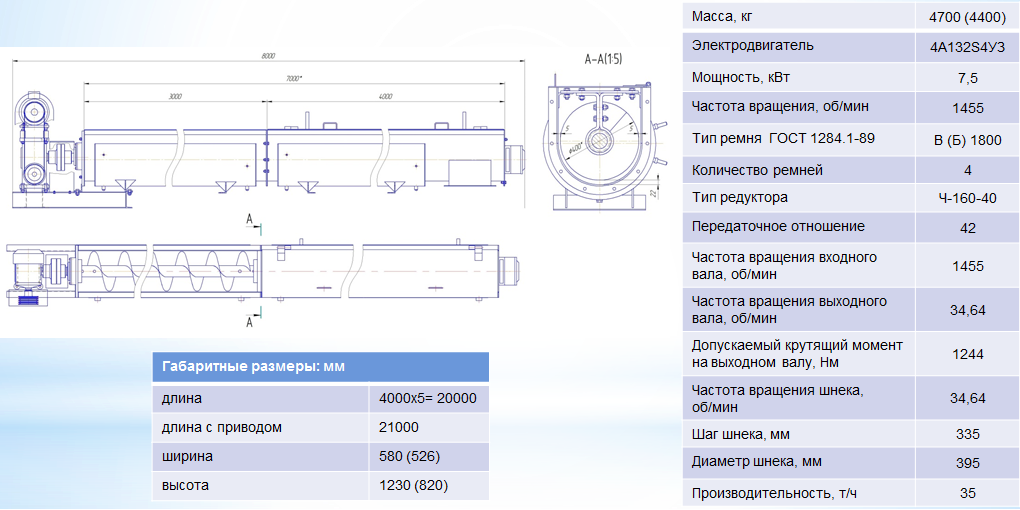
Технические характеристики шнекового конвейера
Какие самые важные параметры есть у винтового питателя? При выборе модели исходят из особенностей материала и того, какая нужна производительность на данном конкретном участке. На выбор, несомненно, влияет расстояние и высота, на которую надо перемещать сырье. Оно, в свою очередь, может иметь особенности: слипаться, комковаться, запылять атмосферу.
К основным техническим характеристикам шнекового конвейера относятся:
t
— шаг спирали винта. Это пространство между ее витками.
n
— скорость, с которой вращается вал, измеряется в оборотах в минуту. Обычно варьируется от 30 до 120 об/мин. Чем выше плотность и вязкость, тем ниже обороты.

D
— диаметр винта, измеряется в милиметрах. Для более вязких и тяжелых субстанций необходимы шнеки меньшего диаметра.
ψ
— объем заполненности конвейера, приводится в виде дроби. Внутреннее пространство шнека может заполняться на 15-40% в зависимости от материала. Так для тяжелых абразивных материалов ψ = 0,125, для легких неабразивных — 0,4.
Особенности и преимущества
Прежде чем остановить свой выбор на определенной модели винтового конвейера, стоит проанализировать его рабочие параметры, которые имеют непосредственную связь с эффективностью агрегата.
- Направление винта. Плоскость, в которой будет перемещаться сырье должна максимально соответствовать требованиям производственного процесса. Направление может быть горизонтальным или вертикальным.
- Корпус. Он может иметь форму желоба или закрытой трубы. Во многом, от этой детали зависит способность устройства доставлять материалы на нужную высоту.
- Длина. Она может быть совсем незначительной (всего несколько метров), а может достигать 40 м.
- Производительность. Ее показатель зависит не только от мощности конкретной модели, но и от материала, который вы предполагаете перемещать.
- Механизм. Исполнение устройства может быть как стационарным, так и мобильным. Во втором случае, конвейер устанавливается на колесную базу. Это позволяет перемещать его по цеху или транспортировать к месту погрузки сырья.
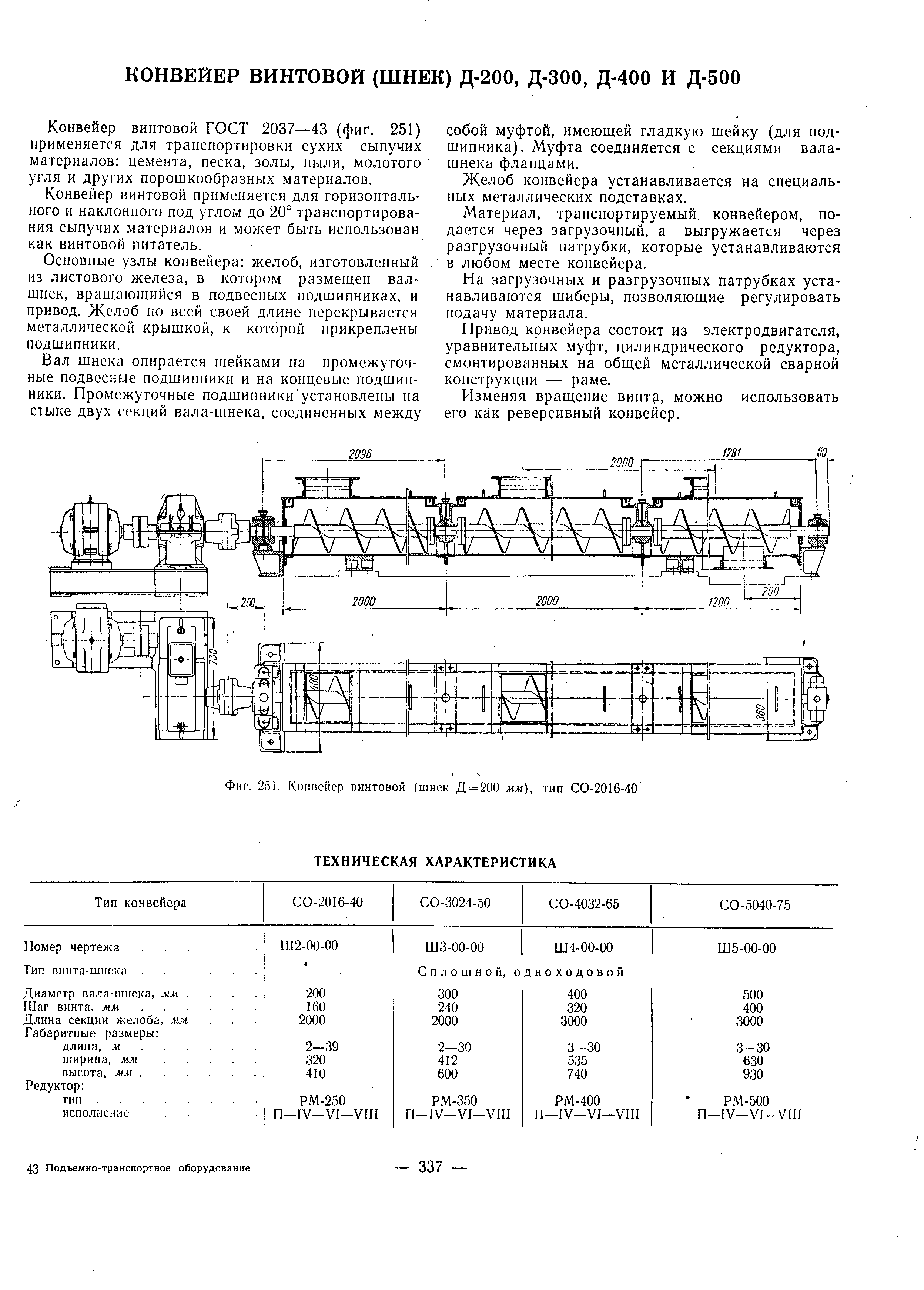
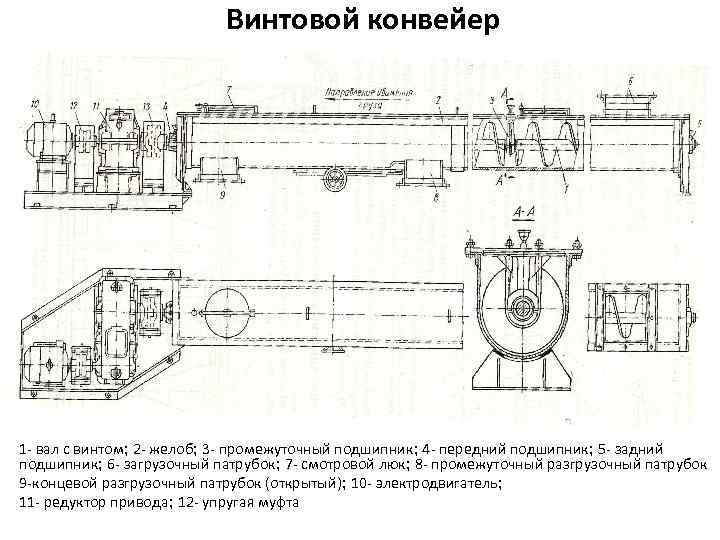
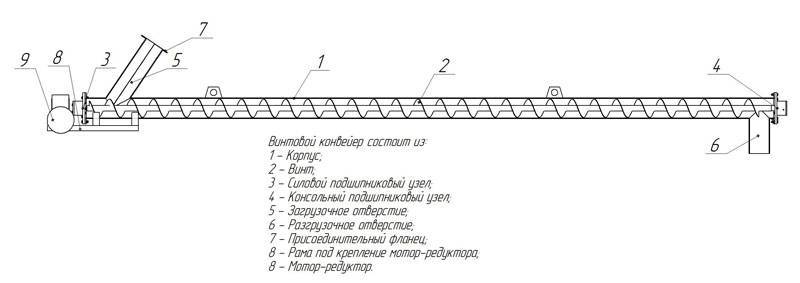
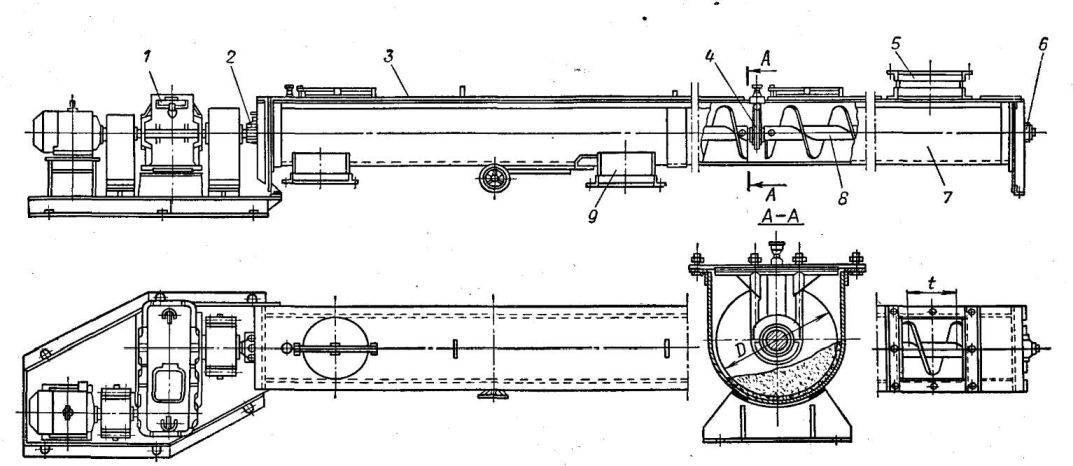
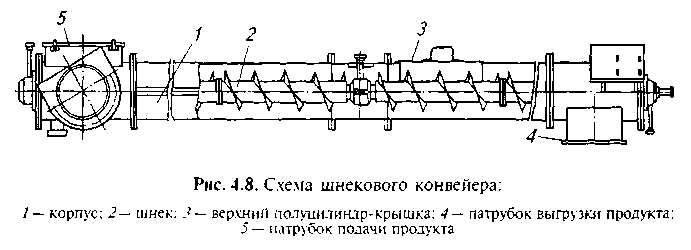
Конструкция винтового (шнекового) конвейера
Основой устройства является винт, который является главным движущим элементом. Винт заключен в металлический кожух, который обычно выполнен в виде цилиндра (труба) или полуцилиндра (желоба). Подвижным элементом в шнековом конвейере является винт: он может работать непрерывно за счет спиралевидной формы и особой конструкции витков.
Составные части винтового транспортера:
- Отсек для приема продукта (материала), или бункер. Объем может варьироваться по желанию заказчика, как правило, достигает значения около 40 л.
- Корпус шнека: винтовой транспортер может быть открытым и закрытым, от этого зависит базовая форма (цилиндр или полуцилиндр).
- Движущий винт;
- Электродвигатель, приводящий шнек в движение;
- Ременная либо редукторная передача;
- Патрубок выхода продукта.
Особенности конструктива винтовых конвейеров
- Витки винта, как правило, штампуются из отдельных разрезных шайб. Обычно используется сталь, но при транспортировке абразивных материалов может применятся чугун. Это делает главный вал намного прочнее, но значительно повышает цену шнекового транспортера, поэтому чаще в оборудование монтируются стальные элементы.
- Центральной частью шнека является трубчатый вал. Как правило, составляется из отдельных секций длиной 2-4 метра. На его поверхности закрепляются лопасти винта. По краям вал опирается на подшипники, закрепленные изнутри на торцевой части желоба.
- Желоб винтового транспортера собирается также из небольших секций. Применяемый материал – листовая сталь. Он может быть полукруглой или округлой формы. Для снижения трения в механизме предусматривают зазор примерно 6-10 мм между стенкой желоба и винтом.
- Наше оборудование строится по современным технологиям, поэтому в конструкции мы используем подшипники качения. Их преимущества – защищают внутреннюю полость от попадания пыли, грязи, упрощают обслуживание агрегатов, обеспечивают длительный срок службы устройства.
- Места загрузки и разгрузки оборудуются раструбами. В крышке и дне корпуса прорезаются окна, затем к них присоединяются выходные патрубки. В них могут быть вмонтированы зубчатые или обычные задвижки.
- Вращение винтом осуществляется за счет электродвигателя. Привод в винтовом конвейере может быть клиноременным, а может использоваться редуктор. Как правило, механизм передачи размещают на концевом отрезке корпуса.
Это интересно: Червячный редуктор — устройство, принцип работы, классификация





