2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
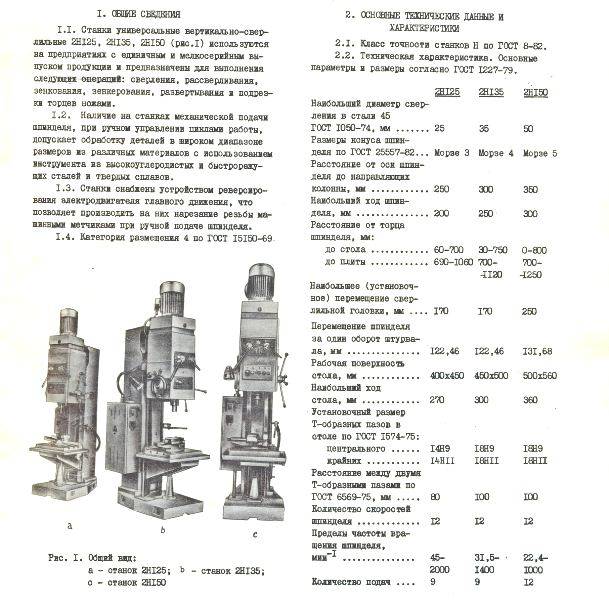
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2н135
Особенности конструкции сверлильного станка 2А135
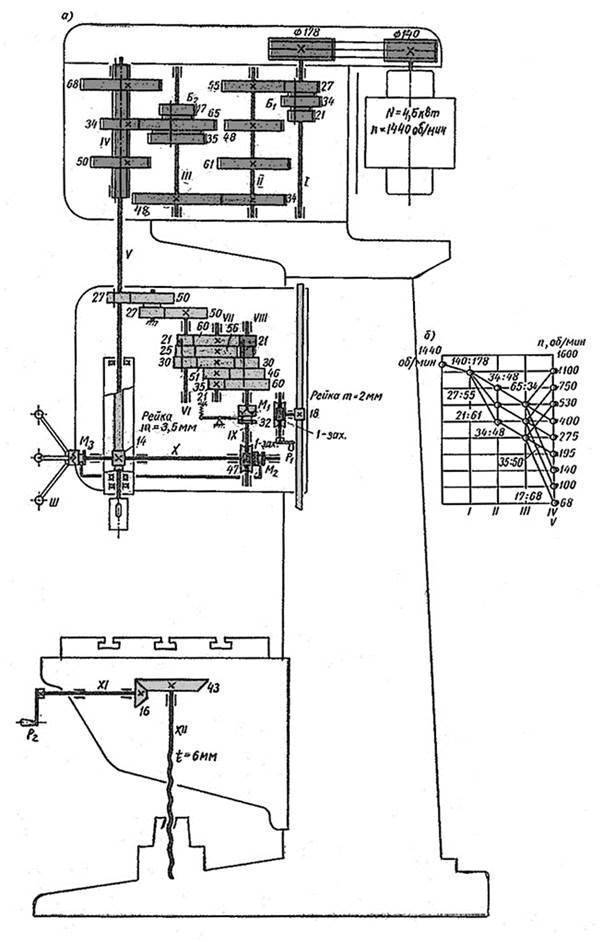
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
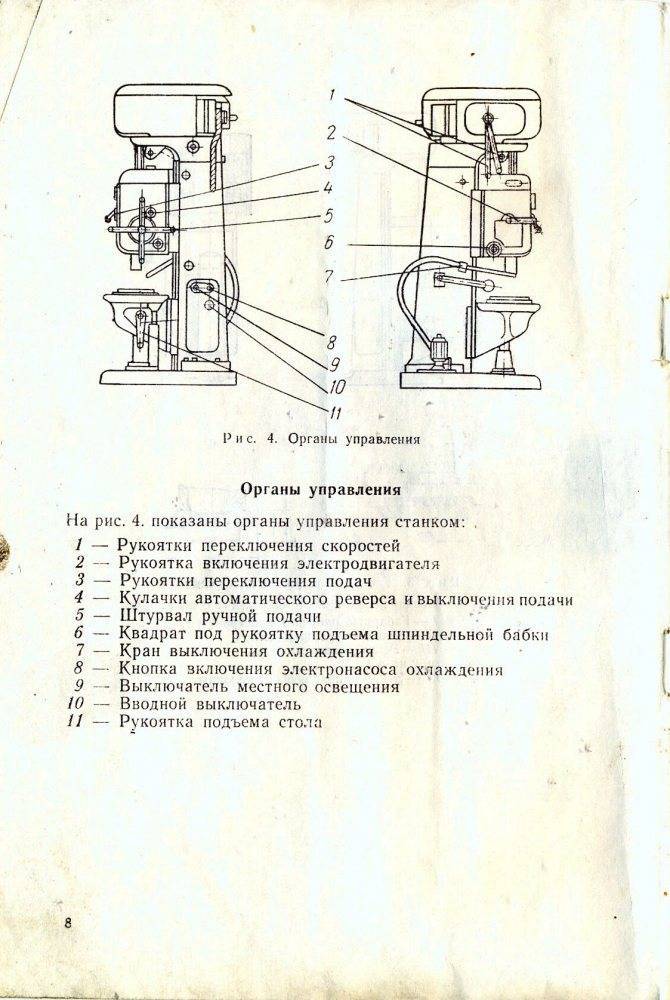
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Эксплуатация и ремонт
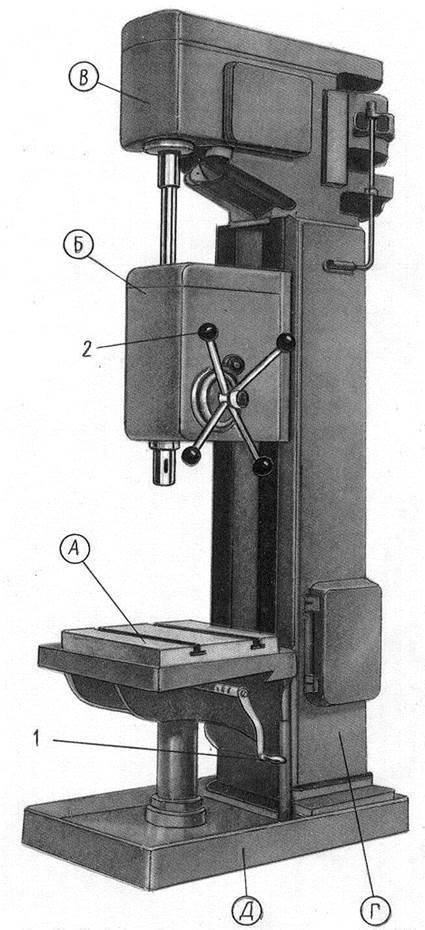
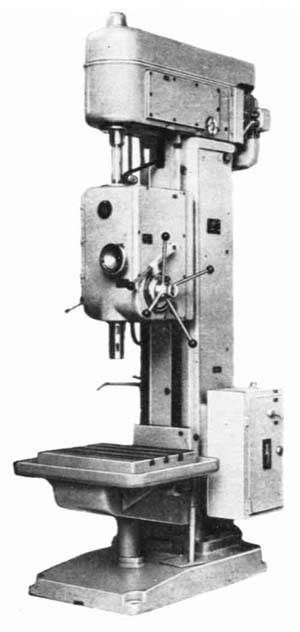
Эксплуатация аппарата начинается с его колонны, которая выполняет функцию его фиксации на поверхности пола. Колонна делается из чугуна. Рабочий стол, который крепится к колонне, вместе со сверлильной головкой перемещается при помощи ручного привода.
Перемещение происходит вдоль самой колонны. Плита, играющая роль основания, имеет внутреннюю полость, в которой располагается специальная жидкость для охлаждения. Там же устанавливается отстойник. В верхней части плиты-основания крепится электрическая насосная система, с помощью которой при работе станка происходит подвод охлаждающей жидкости к обрабатываемым изделиям.
Коробка подач устанавливается отдельно в специальном корпусе, расположенном в рабочей головке.
Вторая главная техника эксплуатации станка 2н135 включает в себя работу устройства подачи. В ее состав входят такие элементы:
- муфты в количестве 2 штук, одна из которых храповая, другая — обгонная;
- штурвал для управления;
- шестерня реечного типа, находящаяся на горизонтальном валу;
- червячная передача;
- лимба, имеющая деления.
Лимба
Благодаря устройству подачи схема работ со станком подразумевает широкий диапазон действий:
- выключение, включение подачи;
- нарезание резьбы на самом изделии способом ручной подачи;
- отвод шпинделя вверх от обрабатываемого изделия;
- подвод обрабатывающего инструмента к изделию ручным способом;
- осуществление опережения подачи ручным способом.
Работа механизма заключается в следующем: кулачковая муфта приводится в движение вращающимся штурвалом. Затем муфта приводит в действие шестерню, которая соединена с рейкой, благодаря которой происходит подача шпинделя.
Все это выполняется в ручном режиме. Когда инструмент для обработки воздействует на изделие, то шестерня вращается. Возникает движение вдоль оси вала до момента, когда кулачки самой муфты не встанут напротив друг друга. В этот момент муфта делает поворот на 2000.
В тех случаях, когда проводился ремонт станка, необходима проверка его узлов
Важно следить за тем, чтобы на аппарате не присутствовали следы коррозии. После ремонтных работ агрегат проходит холостой ход, при этом режущий инструмент не устанавливается
При пробном пуске работа устройства сверяется с данными его технического паспорта.
2 Сверлильный станок 2Н135 – характеристики, конструкция его отдельных узлов
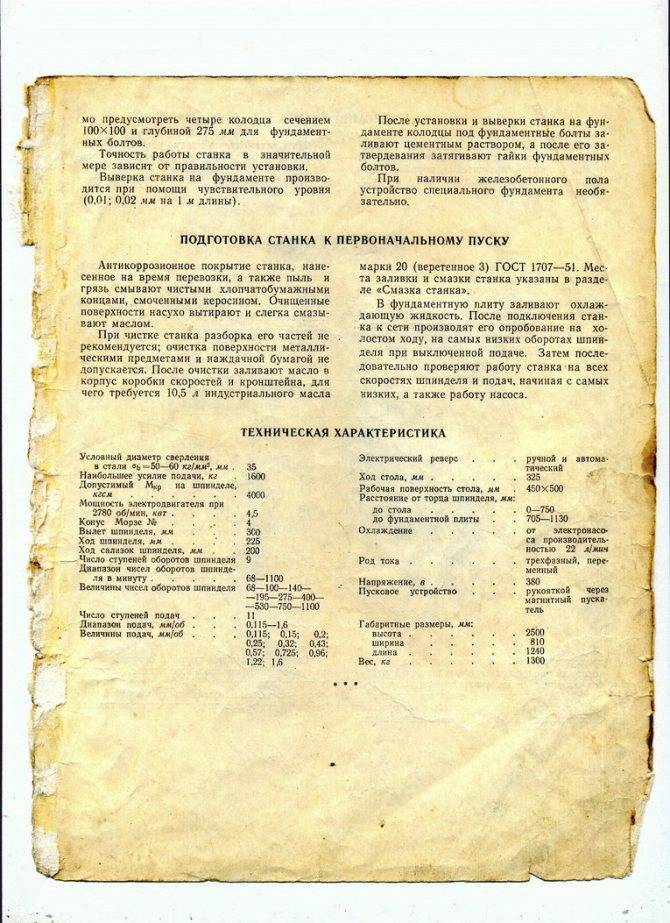
Основные параметры рассматриваемой нами сверлильной установки имеют следующие значения:
- расстояние от направляющих до оси шпинделя (вертикального) – 300 мм;
- максимальный диаметр отверстия в стальной детали – 35 мм;
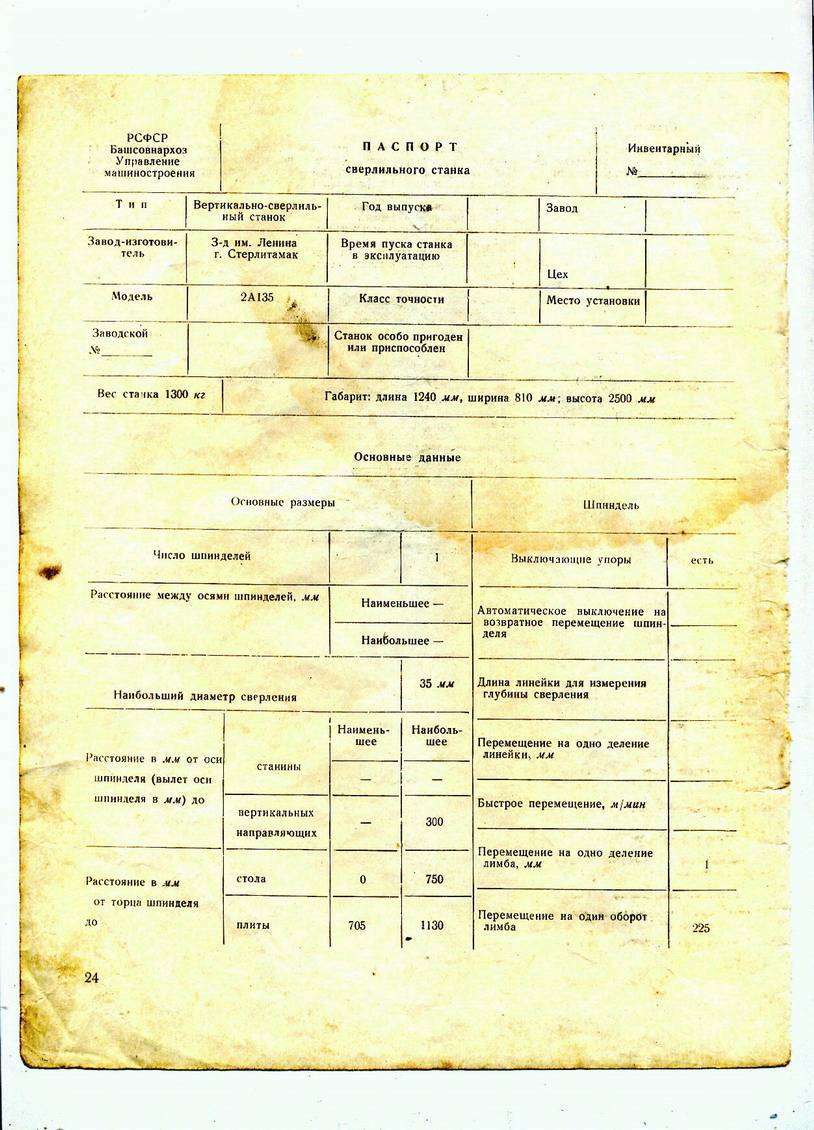
- наибольшая дистанция от плиты до торцевой части шпинделя – 1120 мм, наименьшая – 700 мм;
- максимальная дистанция от стола до торца шпинделя – 750 мм, минимальная – 30 мм;
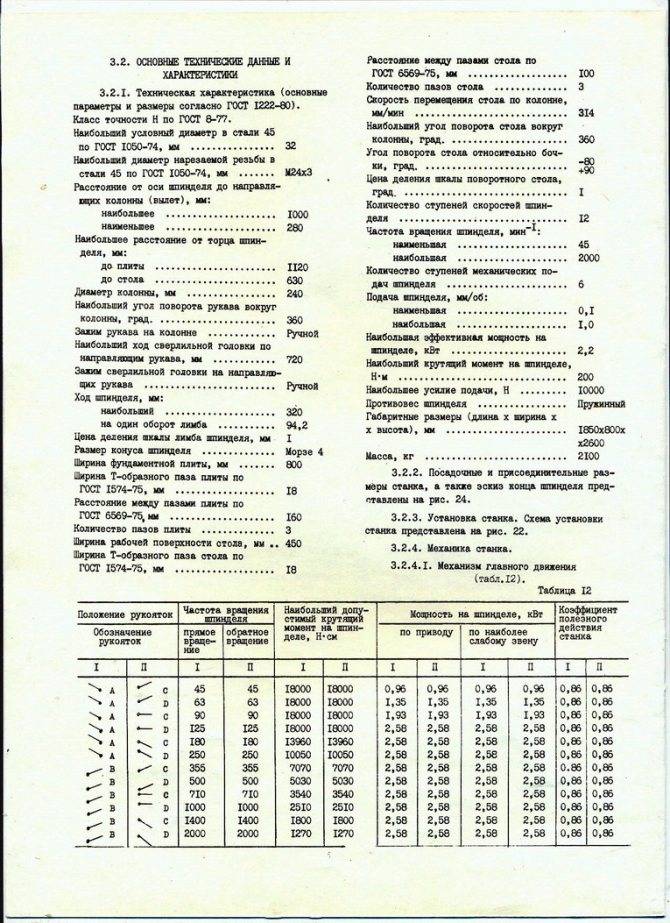
- шпиндель: максимальный крутящий момент – 400 Нм, частота вращения – от 31,5 до 1400 об/мин, предельно возможный ход – 250 мм, число скоростей – 12, передвижение на оборот маховичка-рукоятки – 122,46 мм, на деление лимба – 1 мм;
- рабочий стол: размеры – 450 х 500 мм, предельно допустимое передвижение по оси Z (в вертикальной плоскости) – 300 мм, количество пазов Т-образной формы – 3;
- механика: допустимое (максимальное) усилие подачи – 15 кН, лимиты вертикальных рабочих подач шпинделя (один оборот) – от 0,1 до 1,6 мм, количество ступеней подач – 9, циклы работы на станке задаются вручную, шпиндель оснащен системой динамической остановки;
- размеры установки – 2535 х 825 х 1030 мм;
- мощность двигателя основной подачи – 4 кВт;
- охлаждающая жидкость подается под действием отдельного электрического насоса серии Х14–22М;
- вес – 1200 кг.
Колонна агрегата делается из чугунной отливки. Вдоль нее происходит передвижение стола и сверлильной головки (данные узлы перемещаются вручную по направляющим). Внутри фундаментной плиты размещен отстойник и емкость для охлаждающего состава, непосредственно на плите – электрический насос.




Коробка подач расположена в сверлильной головке, в верхней опоре (точнее в ее расточке) червяка устройства подач. Червяк получает вращение от муфты, которая находится на последнем валу. Оператор имеет возможность выбрать одну из десяти подач. Это доступно, благодаря передвижению двух блоков (тройных) шестерен.
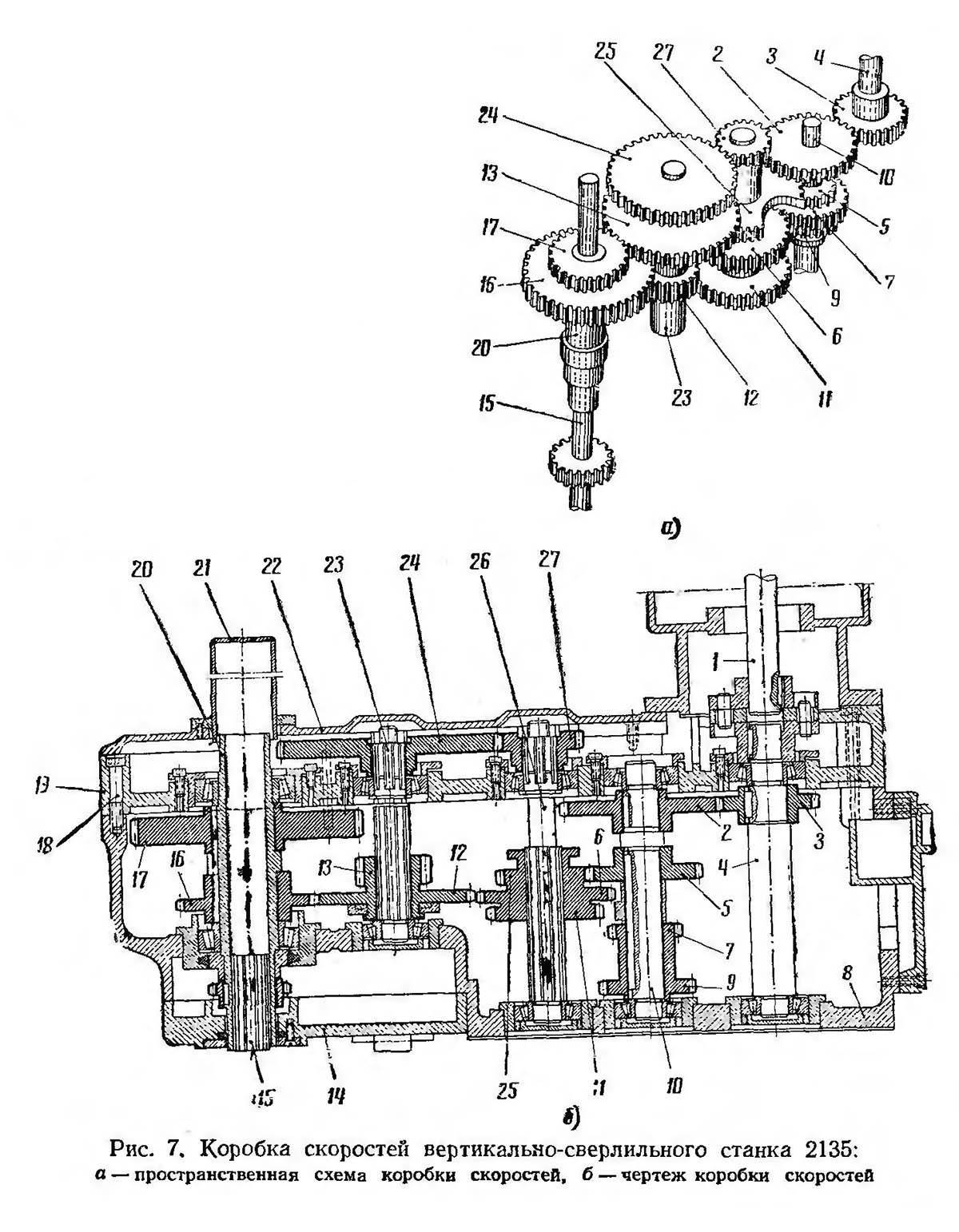
Коробка скоростей способна за счет перемещаемых блоков передавать 12 частот вращения шпинделю. В нижней и верхней плите размещены опоры валов коробки скоростей. Между собой они соединены стяжками (таковых насчитывается четыре). «Сигнал к действию» подается механизму через зубчатую передачу и муфту электрическим двигателем, который находится в вертикальном положении. Плунжерный насос, за функционированием которого оператор может следить по маслоуказателю на подмоторной плите, смазывает элементы коробки.
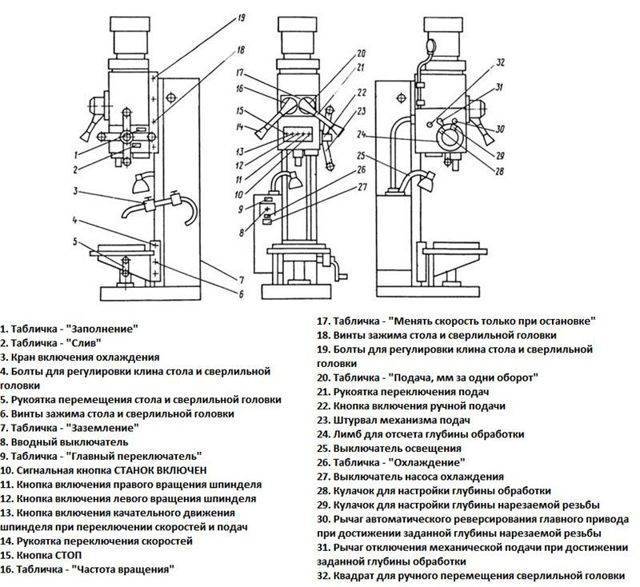
В сверлильной головке станка расположены все его основные сборочные компоненты:
- устройство переключения подач и скоростей;
- коробки скоростей и подач;
- противовес шпинделя и непосредственно шпиндель;
- узел подачи.
Переключение подач и скоростей осуществляется рукояткой с шестью вариантами положения:
- вдоль оси – три;
- по окружности – три.
Это интересно: Сверлильный станок на магнитном основании (видео)
2 Функциональное назначение и особенности выполнения разных видов работ
Вертикальный сверлильный станок 2а135, как указывает паспорт агрегата, является многофункциональной конструкцией, на которой можно выполнять такие виды работ: зенкерование, сверление, цекование, зенкование, нарезание резьбы, и развертывание.
В зависимости от требований, выдвигаемых к точности сверления, данный процесс может выполняться как по обычной карандашной разметке, так и с применением кондуктора.
2.1 Рассверливание
Рассверливание на станке 2А135 – это обработка предварительно просверленных сквозных отверстий в металлических, либо деревянных заготовках, с целью увеличения их диаметра. Рассверливание выполняется посредством последовательной замены рабочих сверл на сверла большего диаметра до тех пор, пока не будет получено отверстие требуемых размеров.
Бережно эксплуатируемый 2А135 может находится в отличном состоянии и спустя 40 лет с момента производства
Важным требованием к технологии выполнения рассверливания на 2А135 (также на универсальный сверлильный станок 2а112 или настольный 2н106п) является необходимость использования первого сверла диаметром больше, чем размер перемычки на втором сверле. В таком случае уменьшается осевая сила сопротивления.
В случае если сверла подобраны не правильно, и перемычка второго сверла полностью не погружается в просверленное отверстие, резко возрастает осевое сопротивление, так как перемычка выдавливает металл, а не врезается в него.
2.2 Зенкерование
Производитель заявляет, что зенкерованию на станке 2А135 подлежат кованные, литые, или штампованные детали, детали, обладающие внутренними отверстиями цилиндрической, либо конической формы.
Зенкера, использующиеся для данного процесса, по своей форме похожи на классические спиральные сверла, использующиеся на 2А135 для сверления, однако они оборудованы большим количеством режущих кромок и увеличенным числом спиральных контуров. Паспорт станка указывает, зенкера какого диаметра можно использовать.
2.3 Развертывание
Развертывание на сверлильном станке модели 2А135 это процесс, который выполняется после сверления в деталях, к которым выдвигаются повышенные требования к точности и фактуре внутренней поверхности отверстий, как например на универсальный сверлильный станок 2н118, настольный 2н106п или 2г125 станок вертикально сверлильный.
Развертывание дает возможность получить предельно точные размеры и идеально гладкие, без какой-либо шероховатости, стенки просверленного отверстия.
Развертки для 2А135 (как и на настольный станок 2с132, 2н106п или вертикально сверлильный станок 2т140) выполняются в виде конических, либо цилиндрических конструкций, оборудованных от 6 до 12 рабочими зубьями. Основные элементы развертки – хвостовик, шейка, и рабочая часть из твердосплавного металла.
Коробка скоростей сверлильного станка 2А135
Чтобы создать в обрабатываемой металлической заготовки коническое отверстие, изначально в ней нужно просверлить обычное цилиндрическое отверстие требуемого диаметра, после чего отверстие обрабатывается коническим зенкером ступенчатого типа. Далее в ход идет развертка конической формы.
На втором этапе рекомендуется использовать модели разверток, оборудованные стружкоразделительными канавками, так как они лучше подходят для грубой обработки металла. По завершению грубого развертывания, на напольный вертикально сверлильный станок 2А135 устанавливается развертка конической формы с гладкими режущими кромками, и выполняется чистовое развертывание.
2.4 Зенкование
Зенкование – это, по сути, внутреннее нарезание резьбы в предварительно просверленных цилиндрических отверстиях под винты и шурупы. В зависимости от требуемой формы отверстия могут использоваться как цилиндрические, так и конические зенковки.
Все зенковки цилиндрической формы для модели 2А135 снабжены специальными круглыми направляющими головками, благодаря которым обеспечивается ровная ось углубление зенковки в отверстие, и гарантируется точность внутренней резьбы.
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование,
- развертывание отверстий,
- зенкерование,
- подрезание заготовочных торцов,
- нарезание резьбовыми метчиками.
Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.



Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей,
- быстрорежущих сталей,
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали,
- заготовки из разных видов стали,
- детали из цветных металлов.
Вертикально сверлильный станок 2с132
фото:кинематическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132 продолжение
Стойка вертикально-сверлильного станка 1с132
Стойка представляет собой пустотелую чугунную отливку, на которой по направляющим типа “ласточкин хвост” перемещается сверлильная головка и стол. Стол имеет три Т-образных паза, в которых закрепляется различная оснастка.
На фундаментной плите установлен электронасос для СОЖ, в верхней части колоны монтируется шкаф с электрооборудованием.
Фундаментная плита является резервуаром для смазывающе-охлаждающей жидкости.
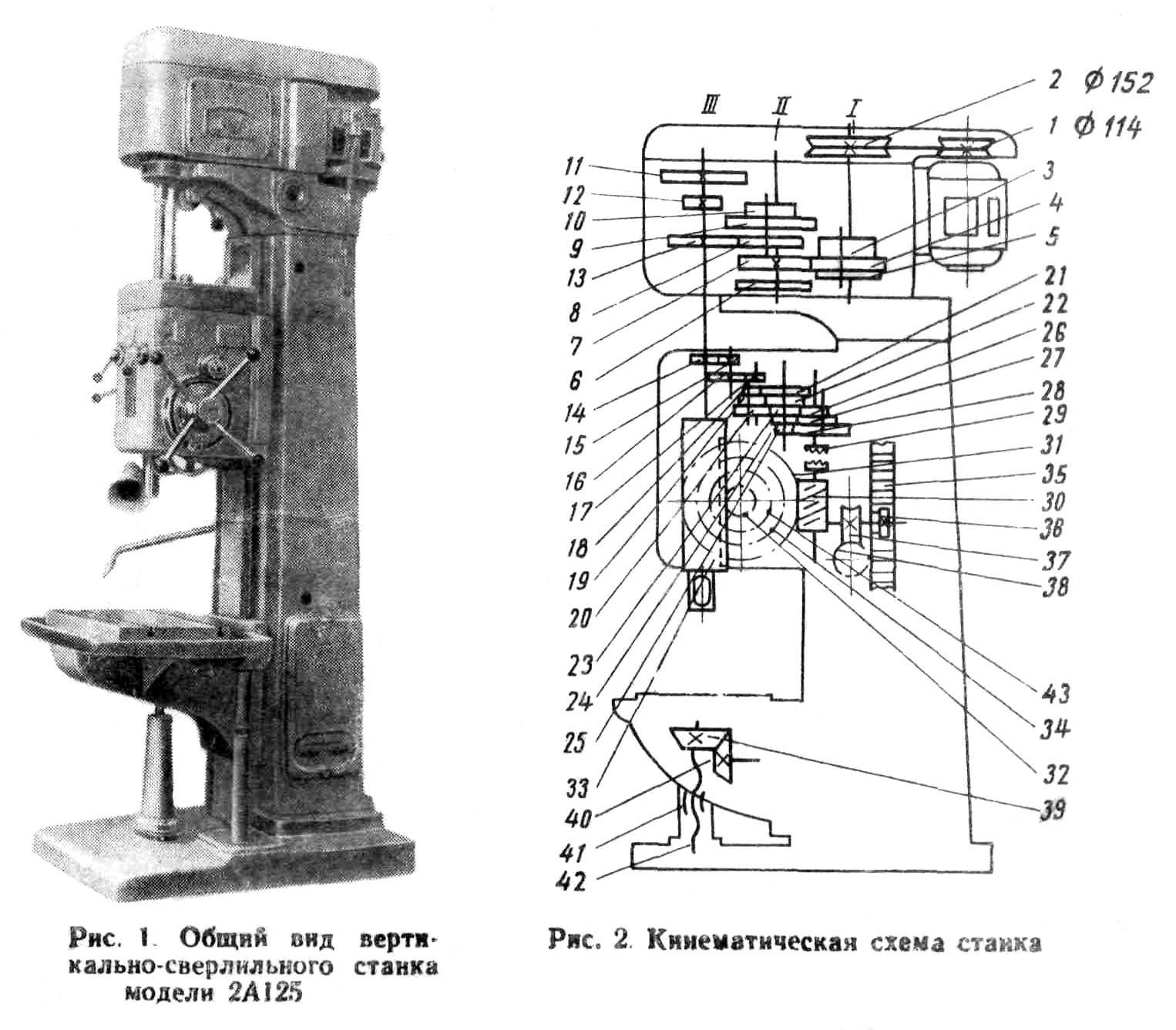
Коробка скоростей предназначена для осуществления главного движения — вращения шпинделя. Вращение входного вала коробки скоростей осуществляется от электродвигателя через эластичную муфту 10 и зубчатую передачу.
При помощи подвижных блоков 5, 7, 8 шпинделю сообщается от 12 до 15 скоростей. Выходной вал 2 коробки скоростей имеет шлицевое отверстие, через которое крутящий момент передается шпинделю.
Через зубчатую передачу 3 вращательное движение передается на коробку подач.
фото:коробка скоростей вертикально-сверлильного станка 1с132
Коробка подач установлена в сверлильной головке и предназначена для осевого перемещения шпинделя. При помощи двух тройных подвижных блоков осуществляется девять подач.
Выходной вал коробки подач сцентрирован с верхней опорой червяка механизма подач. На валу расположена полумуфта, передающая вращательное движение червяку механизма подач.
фото:коробка подач вертикально-сверлильного станка 1с132
Шпиндельная бабка 2 установлена на двух подшипниках, осевая нагрузка воспринимается нижним упорным подшипником, а усилие при выбивке режущего инструмента—верхним шариковым. Подшипники расположены в пиноли 3, которая с помощью реечной передачи перемещается вдоль оси.
Выбивка инструмента из конуса Морзе шпинделя осуществляется при помощи специального приспособления на головке шпинделя. Выбивка выполняется вращением штурвала от руки при подъеме шпиндельной бабки. Обойма 5 специального приспособления упирается в корпус сверлильной головки и рычаг 4, поворачиваясь вокруг оси», выбивает режущий инструмент.
Нижний паз шпинделя предназначен для фиксации шпонкой 7 оправки с установленной в ней фрезой при обработке плоскостей на станке 2С132ПФ2И! От выпадания шпонки из паза при фрезеровании, шпонку предохраняет быстросменная втулка, применяемая только при фрезеровании и устанавливается в пазы стакана 6.
фото:шпиндель вертикально-сверлильного станка 1с132
Плавающий стол вертикально-сверлильного станка 1с132
Плавающий стол предназначен для сверления деталей по копиру или разметки и состоит из следующих частей: стол 1,салазки 2 и основание 3.
Стол по салазкам перемещается в продольном направлении на игольчатых подшипниках. Салазки со столом, в свою очередь, перемещаются в поперечном направлении также на игольчатых подшипниках. Роликовые игольчатые подшипники обеспечивают легкость и плавность перемещения и устанавливают стол в нужное положение.
- Зажимное устройство состоящее из эксцентрикового вала 4, верхней и нижней тяг 5 и 6 а также двух клиньев 7 фиксирует стол в нужном положении.
- Регулировка зажимного устройства осуществляется при помощи винта.
- В процессе эксплуатации стола существует необходимость в регулировки направляющих качения, для создания необходимого натяга между направляющими и роликами.
| Наибольшая высота заготовки,мм | 800 |
| Наибольшая масса устанавливаемой заготовки,кг | 600 |
| Наибольший диаметр сверления,мм | 32 |
| Пределы диаметров сверления,мм | 3…35 |
| Размеры рабочей поверхности стола,мм: | |
| ширина | 500 |
| длина | 500 |
| Цена деления лимба,мм | 0,05 |
| Наибольше ручное перемещения шпинделя,мм | 250 |
| Количество частот вращения шпинделя |
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2н135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.


В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод