Советы по выбору инструмента
 Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:. Наличие на поверхности обрабатываемого изделия соединительных швов
Необходимость формирования канавок на той части трубы, которая подлежит обработке. Толщина стенок изделия, которое будет обрабатываться. Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий). Расстояние, на которое трубка будет над рабочей поверхностью выступать. Глубина развальцовки. Внутренний и наружный диаметр изделия. Характеристики того материала, из которого трубка была изготовлена
Наличие на поверхности обрабатываемого изделия соединительных швов. Необходимость формирования канавок на той части трубы, которая подлежит обработке. Толщина стенок изделия, которое будет обрабатываться. Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий). Расстояние, на которое трубка будет над рабочей поверхностью выступать. Глубина развальцовки. Внутренний и наружный диаметр изделия. Характеристики того материала, из которого трубка была изготовлена
Особое внимание уделяется степени его пластичности.. Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров
В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения
С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Инструменты для проведения работ
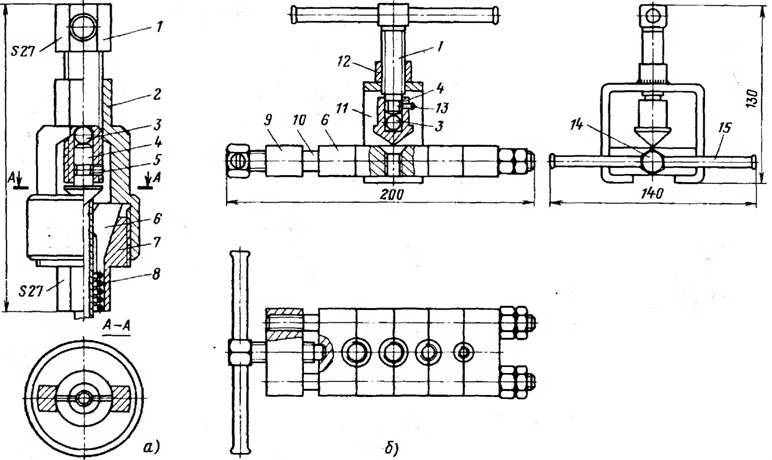
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно – вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
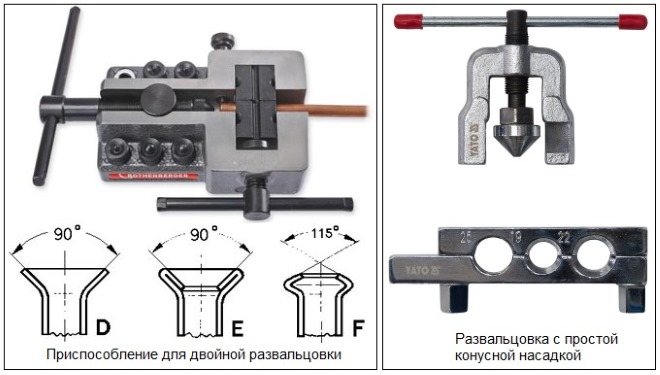
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

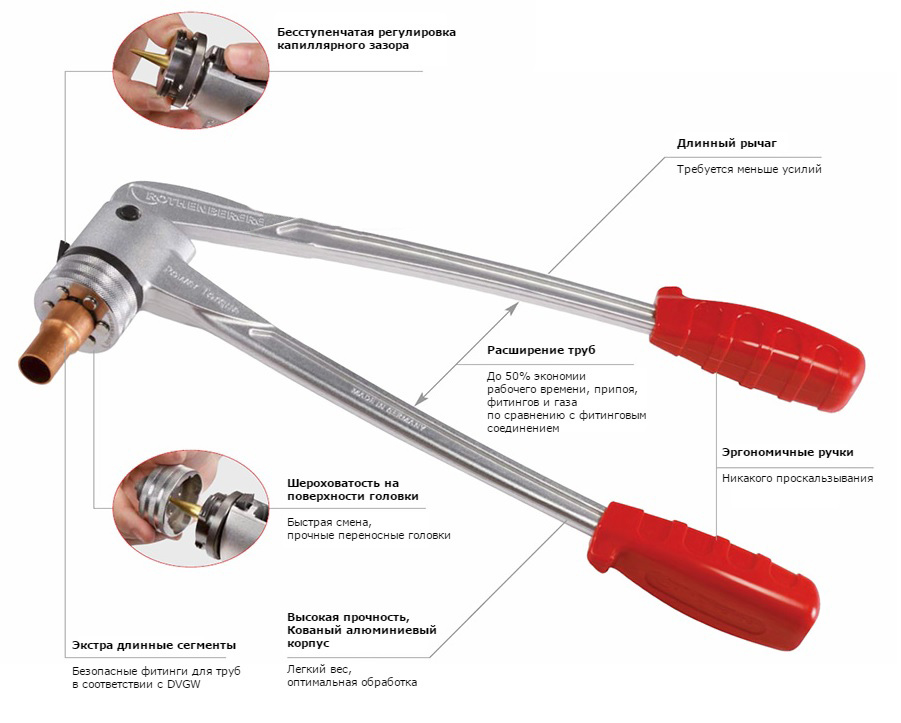
Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Так выглядит развальцованная труба
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Качественно проведенное растяжение позволит добиться максимальной герметичности соединения
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Для комбинированных соединений используют сварку
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Вальцовочный станок позволяет провести деформацию равномерно
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Можно использовать экспандер
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.






Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.

Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
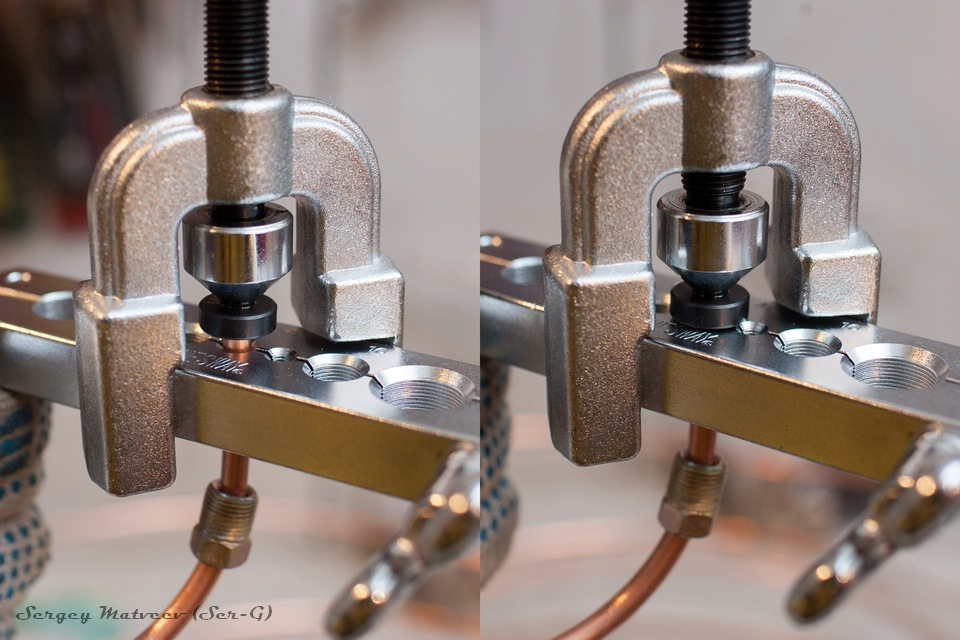
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
После выполнения соединения, необходимо поместить отрезок на горизонтальную поверхность и оставить до остывания.
Технология развальцовки трубок
Технология развальцовки трубок
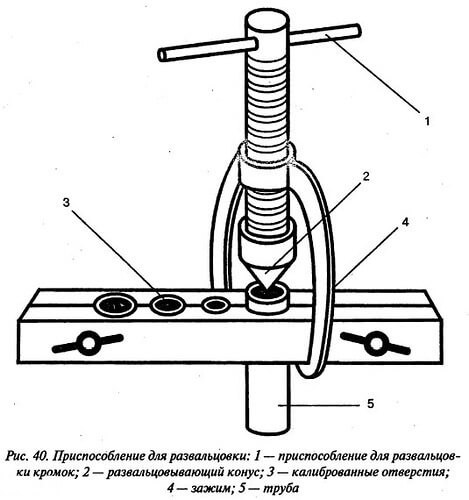
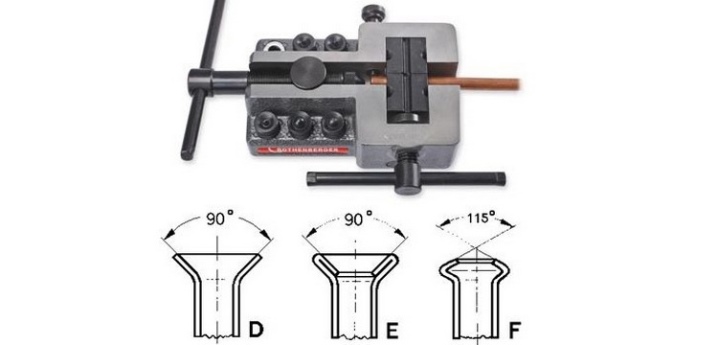
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
2 Основные стадии процесса вальцовки
Технологически вальцевание своими руками представляет собой операцию раздачи в отверстия трубопроводных систем торцов трубных изделий, которые прочно и очень плотно соединяются, обеспечивая стабильную эксплуатацию коммуникационных сетей. Весь процесс состоит из нескольких отдельных операций. На практике все выглядит таким образом:
- Сначала в отверстие монтируют трубу. При этом между ее стенками и отверстием появляется зазор, имеющий незначительную величину (не более одного миллиметра).
- Затем приступают к процессу расширения трубного изделия, применяя тот или иной инструмент.
В результате озвученных действий на стальных либо медных трубах образовываются упругие и небольшие проявления деформации. Они в ходе операции становятся все более заметными. Это говорит о том, что обрабатываемая труба стала расширяться. Финалом данного предварительного этапа вальцовки (его называют прихваткой или привальцовкой) является плотная фиксация трубы и исчезновение зазора, о котором мы упоминали выше
Обратите внимание, что на описанной стадии деформации подвергается исключительно труба

Следующая стадия вальцовки под названием развальцовка базируется на том, что наружная часть трубной конструкции оказывает определенное давление на отверстие (это происходит из-за расширения металла). Деформация материала продолжается, он начинает давить на трубу, образуется сильное сжимание. Итогом всех этих явлений становится долговечное и сверхнадежное соединение деталей трубопровода.
При выполнении вальцевания своими руками медных или алюминиевых труб следует очень внимательно следить за процессом деформации. Если конструкция подвергнется чересчур сильному давлению, расширение изделий будет слишком большим. Это во многих случаях приводит к разрыву трубы либо к недостаточной плотности и прочности полученного соединения. Заметим, что разрыв может произойти не только на медных трубах, но и на более жестких металлических или стальных.
Избежать проблем при выполнении вальцевания получается только тогда, когда вы четко придерживаетесь технологии осуществления операции, знаете принципы функционирования инструмента для вальцовки, имеете представление о каких-либо особых характеристиках обрабатываемого материала. Для обработки труб (медных, из “нержавейки”, алюминия, других металлов) в домашних условиях чаще всего используют трубогибы, оснащенные тремя валиками.

Ремонт тормозных трубок, самостоятельная развальцовка, инструменты и приспособления
Каждый автолюбитель должен немного разбираться в конструкции своей машины, чтобы уметь в случае ремонта устранить неисправность своими руками, если есть такая возможность.
Особенно это касается тормозной системы. Часто, при её поломках требуется развальцовка тормозных трубок, по которым жидкость передаётся, при нажатии на педаль, от цилиндра к колодкам.
Признаки замены
Определить неисправность трубок самостоятельно можно при следующих признаках:
- Вытекание тормозной жидкости из системы;
- Перегрев тормозных барабанов;
- Скрип при нажатии на педаль;
- Увеличение хода тормозной педали;
- Тормозной путь становится длиннее;
- Износ колодок происходит неравномерно.
Причины замены
- Возникновения коррозии;
- Образований трещин;
- Закисленность резьбы;
- Воздействия внешней среды;
- Плохое крепление.
Станок для развальцовки
Конечно, при неисправности трубок, можно отогнать машину на СТО и доверить ремонт специалистам.
Но зачем тратить деньги на то, что можно сделать самому? Для этого необходимо приобрести инструмент для развальцовывания в специализированных магазинах или заказать по интернету.
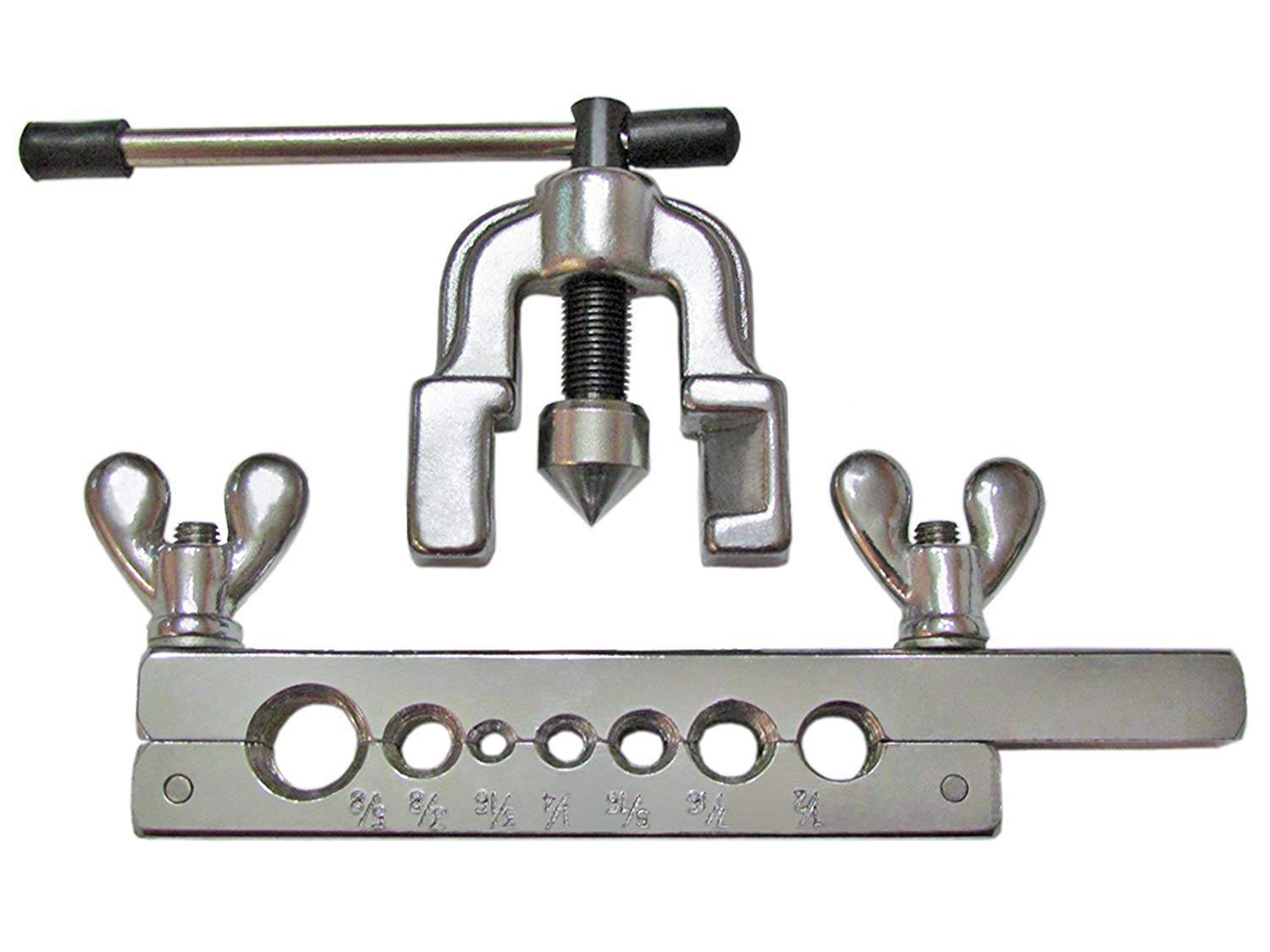
Он бывает для дюймовой или метрической резьбы. В набор входит труборез, приспособление, клещи, зажим, штампы под разные диаметры трубок для развальцовки грибком.
При покупке инструмента следует обращать внимание на производителя и стоимость. Самые дешёвые наборы лучше не покупать, так как их качество не способствует долгой эксплуатации. Самые дешёвые наборы лучше не покупать, так как их качество не способствует долгой эксплуатации
Самые дешёвые наборы лучше не покупать, так как их качество не способствует долгой эксплуатации.
Этот способ ремонта является менее затратным чем в автомастерской, и сравнительно лёгким.
Самодельное приспособление для ремонта тормозных трубок
Ещё более дешёвым методом является изготовление самодельного устройства. При желании и минимальных навыках работать руками, ничего сложного в этом нет.




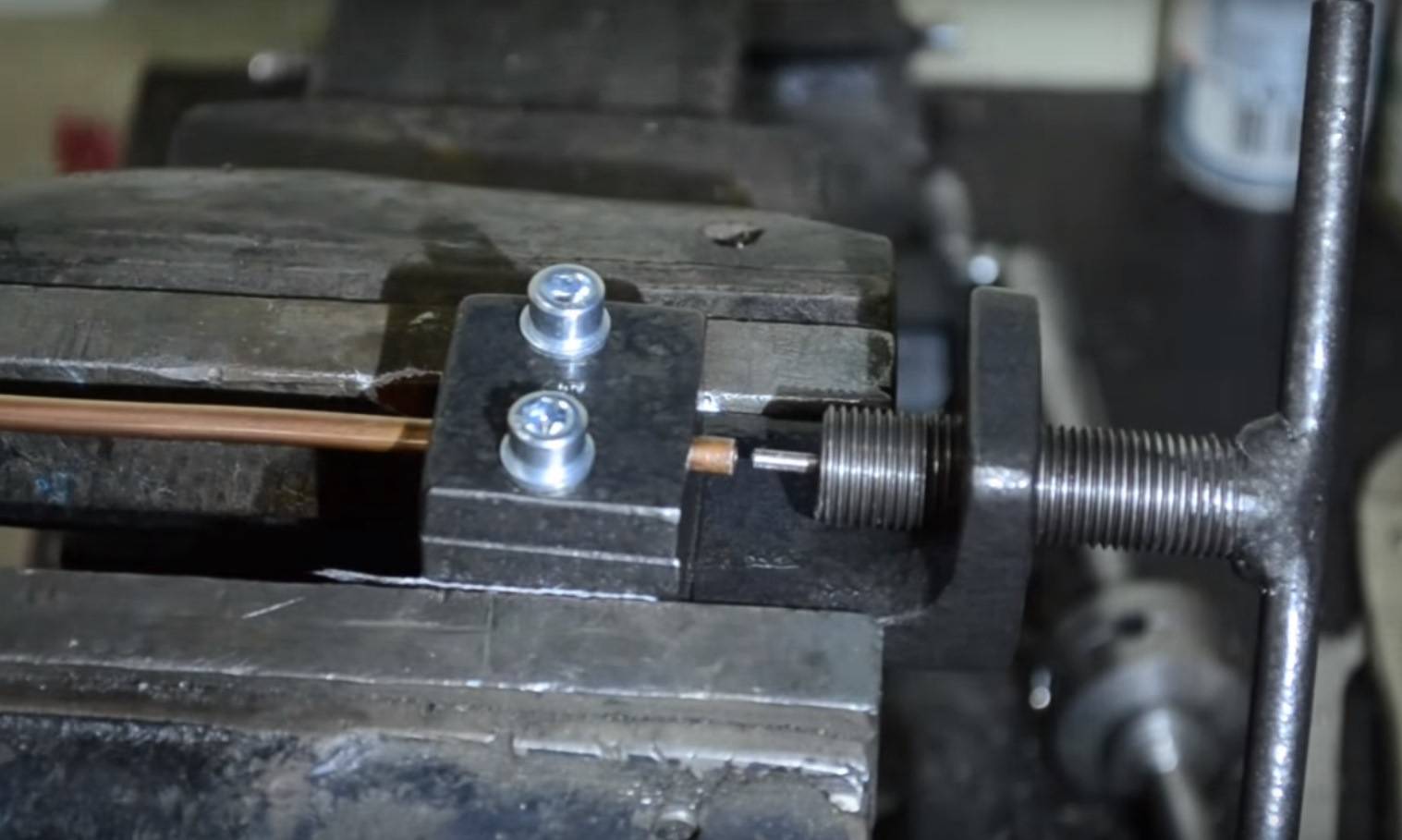

Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков.
Собрав станину нужно сделать отверстия под трубку, и снять фаски на сверлильном станке или дрелью. Самым сложным является изготовление пуансонов (оправок). Можно заказать их знакомому токарю.
Процесс развальцовки тормозных трубок своими руками
Сначала необходимо определить степень поломки трубки и возможность ремонта. Для этого откручиваем её от суппорта или тормозного цилиндра.
Если можно удалить повреждённый участок, сохранив при этом нужную длину, обрезаем этот кусок труборезом. После этого обрабатываем бензином оставшуюся часть, зажимаем клещами и снимаем внутреннюю фаску дрелью.
При невозможности провести ремонт, покупаем трубку в магазине.
Инструкция по ремонту трубки своими руками:
- Устанавливаем трубку в приспособлении (основании). Необходимо, чтобы конец выступал на 5 мм за край;
- Меняем конус на штамп, необходимый под диаметр трубки;
- Закручиваем штамп;
- Вкручиваем штамп и расплющиваем слегка торец медной трубки;
- Одеваем штуцеры. Обязательно не забыть, а то придётся все переделывать;
- Снимаем штамп и меняем на инструмент в форме конуса;
- Аккуратно не торопясь, закручиваем;
- Вытаскиваем трубку и если необходимо зачищаем.
На выходе имеем новую тормозную трубку под конус. Развальцевать трубку можно и другим способом, называемым «грибок».
Обычно на автомобилях европейского производства применяют развальцовку «грибком», а на японских моделях и других азиатских используется «конус».
Чтобы развальцевать под «грибок» нужно просто не снимать необходимый штамп.
Плюсы и минусы самостоятельной развальцовки
К плюсам развальцовки своими руками можно отнести то, что вы отнесётесь к работе ответственно и серьёзно и будете уверены в качестве выполненной работы. Нет необходимости платить кому-то за работу, часто необоснованную цену.
Из минусов стоит отметить, что тормозные трубки не очень часто выходят из строя и ваш инструмент может понадобиться всего один раз.
Исключение если вы покупаете подержанные автомобили с большим пробегом, которые содержались в плохих, неблагоприятных условиях или были в авариях и довольно часто их меняете.
Делать ремонт своими руками по инструкции или доверить специалистам приходится решать каждому человеку индивидуально, но следить за состоянием тормозной системы и трубок, в том числе необходимо всегда!
статьи!
Инструменты для развальцовки медных труб
Вальцовка медных труб часто требуется при установке кондиционера или водопроводной системы. Она представляет собой целенаправленную деформацию трубок в желаемом направлении. Для вальцовки труб на производстве используют специальный инструмент – вальцы, а в случае необходимости развальцевать изделие можно своими руками дома.

Инструменты для развальцовки медных труб
Следует быть предельно осторожным, чтобы правильно выгнуть трубку, не нарушив при этом ее целостности и прочностные характеристики.
Когда может понадобиться развальцовка
Ассортимент медных труб и соединительных элементов чрезвычайно большой, поэтому, как правило, можно легко подобрать необходимый профиль или фитинги. Тем не менее, порой развальцовки в домашних условиях все же не избежать. Она незаменима, если:
- Продукция требуемой формы не изготавливается;
- Необходимые фитинги не доступны для покупки на данный момент;
- Требуется точная подгонка изделия.
Приспособления для вальцовки
Чтобы правильно произвести развальцовку труб своими руками, понадобится специальный инструмент. Хотя простейшее приспособление для вальцовки можно легко соорудить из подручных материалов. Речь идет о шаблоне конической формы, который вставляется в трубку и проворачивается до достижения ожидаемого результата.
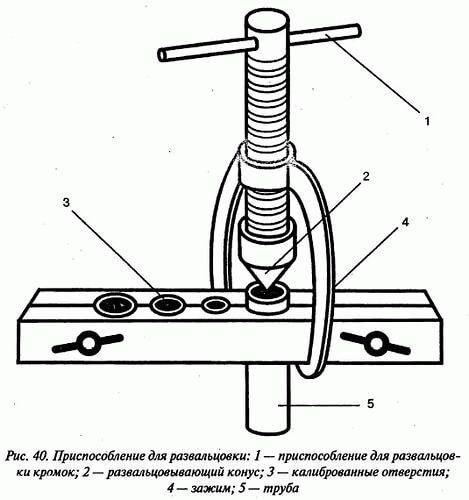
Приспособление для развальцовки
Однако такое приспособление не лишено недостатков:
- Нет возможности контролировать точность подгонки;
- Существует риск деформации стенок медных труб.
Изготовление вальцовки своими руками – не слишком надежный способ обработки трубок и может быть применен только в единичном случае, оставаясь непригодным для монтажа системы водоснабжения, кондиционирования или холодоснабжения.
Для качественного монтажа потребуется более надежный инструмент. В условиях домашнего пользования вполне сгодится конусообразная вальцовка, оборудованная струбцинами для надевания медных трубок различного диаметра. Однако результат, который она обеспечивает, далек от идеала.
Профессиональный набор оборудования для развальцовки содержит инструмент с предохранительной трещоткой. Основной инструмент, входящий в набор для монтажа медных трубок носит название развальцовщик.

Набор для развальцовки труб
Ассортимент инструмента для расширения медных изделий чрезвычайно большой и включает следующие конфигурации:
- Механический развальцовщик;
- Электрический развальцовщик;
- Набор, включающий помимо развальцовщика труборасширители, труборез и ключи.
Специальный набор инструментов стоит приобретать при необходимости применять его для регулярных монтажных работ и заработка. Единичное расширение изделия из меди вполне способен осилить самый простой универсальный набор со стандартным развальцовщиком.
Этапы развальцовки трубок
Прочное и надежное соединение медного трубопровода можно получить лишь при условии правильного выполнения процесса развальцовки.

Чтобы развальцевать трубу своими руками, следует поочередно выполнить следующие действия:
- Зачистить свободный конец трубопровода.
- Надеть на него специальную муфту.
- Трубопровод вставить в развальцовщик и вращать до получения кромки в 45 градусов.
- Трубное изделие вынуть из инструмента.
- Муфту подвести для соединения двух участков трубопровода.
Однако не только фитинги могут служить основой для соединения, также с помощью развальцовщика подготавливаются трубы для паечного крепления. Технология во многом схожа и предполагает преднамеренную деформацию трубы до необходимого размера.
Как развальцевать медную трубку в домашних условиях
При монтаже медных систем трубопроводов нередко возникает необходимость расширить обрезанный конец трубы – для монтажа систем климат-контроля или пайки трубопроводов отопления и водоснабжения.
Приветствую нашего уважаемого читателя и предлагаю статью о том, что представляет собой развальцовка медных трубок, в каких ситуациях она применяется и как ее выполнить своими руками.
Что это такое и для чего необходима развальцовка
Развальцовка – радиальное равномерное расширение стенок медной трубы. При развальцовке может производиться конусное расширение только конца трубы или расширение достаточно длинного участка, при котором образуется гильза – участокбольшего диаметра.
Необходимость в такой деформации в домашних условиях возникает:
- При монтаже систем кондиционирования.
- При ремонте холодильников, теплообменников, автомобилей, бытовой техники, тепловых насосов.
- При монтаже систем отопления и водоснабжения.
При монтаже с помощью сварки (пайки) концы медных труб развальцовывают в виде муфты, вставляют в трубу исходного диаметра и сваривают. Развальцовку используют реже, чем пайку с помощью фитингов, так как этот метод немного менее надежен, но иногда фитингов может не хватать или не быть под рукой при ремонтных работах.





Необходимость в развальцовке возникает, если под рукой нет нужных фитингов, нет возможности приобрести медную трубку нужного диаметра либо требуется очень точная подгонка размера трубки по внутреннему сечению. Практически развальцовку применяют при монтаже климатической техники, в автомобилях и при срочных ремонтных работах, когда используют имеющиеся в хозяйстве медные трубки.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
Инструменты и приспособления для вальцевания
Для качественного расширения концов труб применяют специальный инструмент – механический либо с электроприводом. Использование конусов или шаблонов и ручное расширение используют только для ручной вальцовки единичных труб. Если вам предстоит провести систему отопления или водопровод, имеет смысл приобрести механический развальцовщик.
Экспандер
Экспандер – простой вальцеватель с несколькими насадками-шаблонами для обработки труб разных размеров.
Растягивает концы трубок достаточно быстро, усилие прилагается при помощи рычага, и больших физических усилий развальцовка не требует.
Качество развальцованных изделий не идеально – скорее всего, деформация будет неоднородной, растянутся более тонкие участки стенок, и раструб будет иметь разную толщину. Возможно возникновение трещин и разрывов.
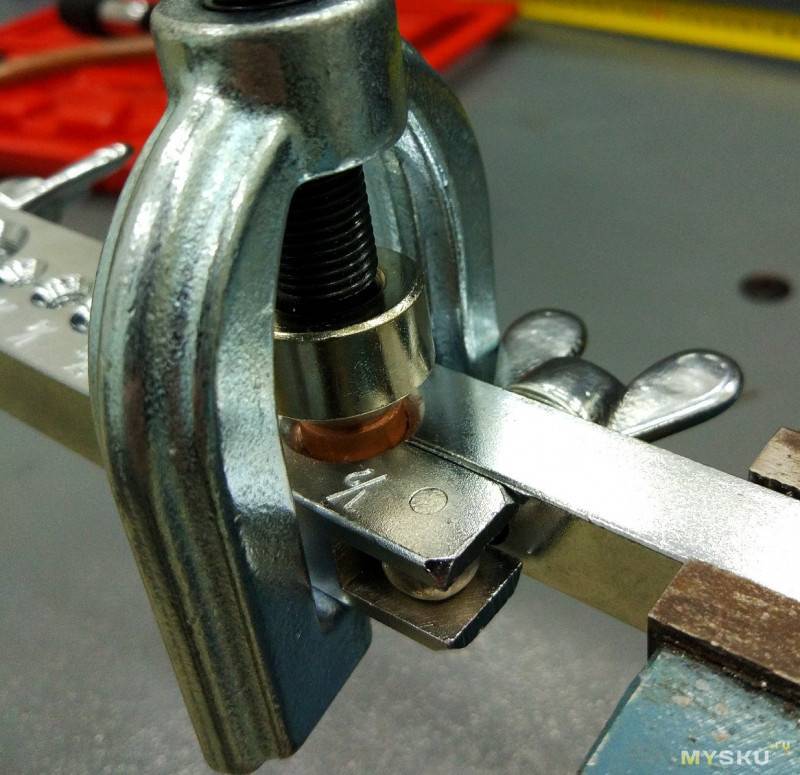
Конусный развальцовщик
Конусный инструмент – один из самых простых, обеспечивает приемлемое качество медного раструба, но хуже, чем у других видов механических развальцовщиков.
Труба фиксируется в тисках, конус вдавливается в заготовку несколько раз, каждый раз на большую глубину, затем извлекается – и так, пока не получится раструб нужной величины.
Применяют такое приспособление достаточно часто из-за его дешевизны и простоты.
Механический развальцовщик
Лучшее качество вальцовки обеспечивает развальцовщик, у которого обработка трубы производится несколькими валиками из легированных инструментальных сталей. Инструмент комплектуется набором валиков для нескольких диаметров труб.
Преимущества передовой технологии развальцовки труб
Наша проверенная технология обеспечивает достойное качество результата:
- полностью готовое изделие для устройства разных типов соединений (классическое муфтовое, прессованное гаечное, комбинированное сварное);
- труба с формованными концами выверенного наружного диаметра;
- ровная гладкая поверхность после обработки.
Использование высокоточного программируемого оборудования для развальцовки гидравлических труб по технологии JIC-37° позволяет исключить риски деформации трубной конструкции, снижения срока ее службы. Разрывы при выполнении соединений исключены благодаря выверенным размерам деформированного диаметра кромки.
Мы работаем с проектами любого инженерного назначения. Проводим развальцовку тонкостенных стальных, алюминиевых, медных труб. Подберем параметры формованных концов для секций трубопровода, работающего в условиях постоянной вибрации, высокого давления, разных температурных режимов.
Компания «ГидроПАРТ» выполняет одностороннюю и двустороннюю развальцовку отрезов, готовых трубных секций, отдельных трубок. Современное передовое оборудование позволяет нам работать с широким диапазоном диаметров заготовок. Развальцуем трубы от 4 до 50 мм в диаметре.