Неудачные эксперименты
Специальный красящий состав с названием «Жидкий хром». Смесь используется для восстановления отражающих поверхностей. И, возможно, она была б идеальным выбором при необходимости восстановить отражатели фар, если бы не одно существенное НО. Эксперименты показали, что красящий состав не способен выдерживать повышенные температуры. Покрытие начинало портиться при температуре 60 градусов. Очевидно, что такой вариант не особенно подходит для замкнутой области вокруг лампы накаливания, так как повышенная температура здесь всегда, когда лампа включена. Конечно, с первого включения фар (или даже с десятого) покрытие не испортится, но если необходимо долговечное решение, то указанное средство не подходит.
- Жаростойкая краска. Этот вариант с точки зрения практичности при повышенной температуре, конечно, гораздо лучше подходил бы, если бы не одно НО. Ее предназначение декоративное, максимум – защитное, но не светоотражающее. То есть даже серебряная краска (максимально приближенный оттенок к светоотражающей поверхности) показал не самые лучшие результаты по отражению лучей света. Отраженные лучи получаются сильно рассеянными и тусклыми.
- Фольга на клею. Сама по себе фольга обладает неплохим показателем отражения света. Ее глянцевая металлическая поверхность хорошо отбивает лучи. При этом, если применить качественный клей, например, эпоксидную смолу, то конструкция теоретически должна быть прочной и долговечной. Однако, большая поверхность, которую должен покрывать клей, может привести к длительному высыханию. Клей, кстати, может окончательно допортить отражатель. Кроме того, есть вероятность того. что при оклеивании фольга значительно помнется и отражающий эффект окажется сильно хуже желаемого.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.

Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
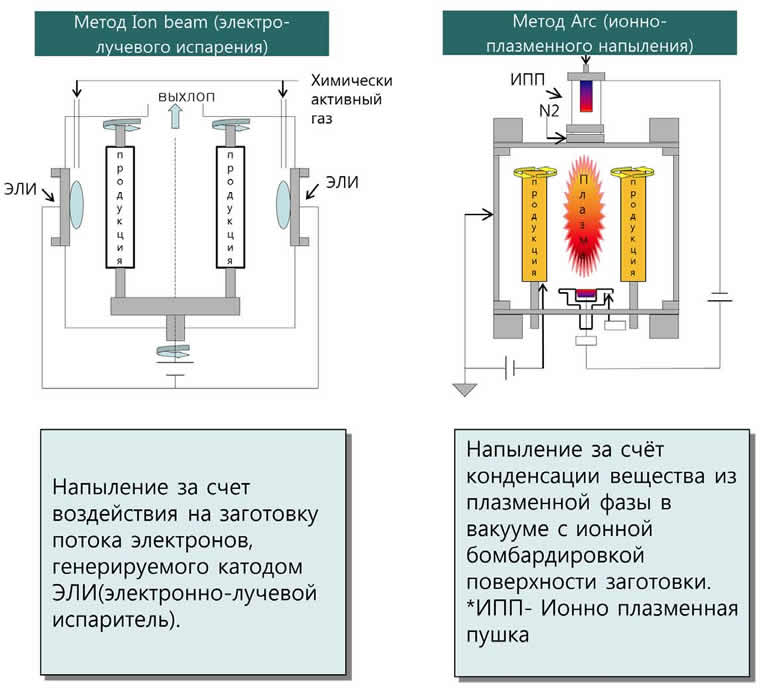
Вакуумное напыление – принцип работы и технология вакуумного плазменного напыления. Наиболее распространенные методы вакуумного напыления. Ионно вакуумное напыление и принцип его работы. Процесс вакуумного напыления алюминия и его эффективность. Главные особенности вакуумного напыления металла и его отличие от вакуумно ионно плазменного напыления металла. Где можно окупить установку вакуумного напыления по низкой цене
Вакуумное напыление – это процесс, в котором на данном этапе нуждается большая часть современных предприятий. Используется данный метод зачастую на тех производствах, которые занимаются выпуском различной продукции, каким-то образом связанной с дальнейшей эксплуатацией.
Это может быть, как обычное оборудование, так и зубные изделия, которые также нуждаются в процессе вакуумного напыления. Как бы это странно не звучало, но именно медицинская отрасль является одним из тех направлений, где процесс вакуумного напыления используется чаще всего. Использовать в данной отрасли, его можно, как в роли улучшения свойств оборудования для работы, так и в роли покрытия различных материалов, либо же изделий.
Установка вакуумного напыления – это одна из наиболее важных составляющих данного процесса. Мало кто будет спорить с тем, что именно установка вакуумного напыления позволяет производить данный процесс, причем делать это довольно быстро. Принцип работы подобных установок максимально прост. Изначально, внутри подобных систем создается состояние первичного разрежения, которое позволяет превратить кристаллический порошок в специальную смесь, которую можно в дальнейшем наносить на разные покрытия. Далее, внутри установки значительно поднимается уровень давления, что приводи к активному образованию вакуума внутри системы. Далее, вакуум производит процесс, вспрыскивания напыления, которое сразу же оседает на нужном материале, который и будет поддаваться такой обработке.
Еще один очень важный вопрос – это надежность данного процесса. Судя по конструкции и принципу работы подобных установок, не трудно понять, что сделаны, они максимально продумано. Но нельзя исключать и вероятность поломок подобного оборудования. Но даже такая ситуация не окажется столь сложной, ведь подобное оборудование, является вполне ремонтопригодным и довольно легко поддается починке.
Установки вакуумного напыления УВН
Установка вакуумного напыления УВН – это агрегат, имеющий целый ряд функциональных особенностей. Но все-таки наиболее главным моментом является сфера применения подобного оборудования. Установки подобного типа активно используются практически во всех отраслях, из-за чего назвать какую-то одну из них весьма проблематично.

Одним из явных преимуществ подобных установок, является наличие четырёх съёмных технологических модулей. Каждый из них выполняет определенные функции, что собственно и позволяет добиваться высоких показателей производительности.
УВН-1М – это одна из наиболее практичных моделей подобных установок, которая, несмотря на свою среднюю стоимость, смогла вместить в себе огромное количество положительных качеств. Данный агрегат может похвастаться не только высокими показателями производительности, а еще и высоким качеством, стабильностью и широкой сферой применения.
Что касается внешнего вида подобных установок, то он не настолько прост и все-таки имеет определенные дополнения. Чаще всего модули подобных систем закрыты специальной вакуумной камерой из стекла. Данное приспособление позволяет защитить модули от различных угроз.
Но это еще далеко не весь список преимуществ, ведь кроме всего прочего есть огромное количество аспектов, которые говорят о том, что подобные установки действительно очень эффективны.
Вакуумные литейные установки
Одно из главных предназначений подобных установок – это литье стоматологических сплавов. С подобной задачей, вакуумные установки данного типа справляются довольно неплохо. Именно поэтому, многие и стали покупать подобное оборудование для его подобной эксплуатации.

Стоит отметить наличие у подобных установок активного охлаждения, которое позволяет установке не поддаваться перегреву, что также играет далеко не самую последнюю роль. Ключевым компонентом подобных установок можно считать инертный газ, который дает возможность работать устройству наиболее надежно и избегать окисления разного рода сплавов.
Подобные установки чаще всего используются именно в стоматологическом направлении. При желании, их можно использовать и в других отраслях., но особой пользы от него будет получить довольно проблематично.
Установка вакуумной металлизации
Нанесение качественного покрытия на изделия – это далеко не самый легкий процесс. Дабы результат подобной процедуры был качественным, для этого надо использовать специальное оборудование. Лучше всего в этом себя проявляет установка вакуумной металлизации. Сам процесс металлизации представляет собой нанесение тонкой пленки, которая позволяет защитить материал от воздействия разных факторов.

Одна из наиболее продаваемых вариаций подобных установок – это вариант с вертикальными дверцами. В плане удобства, данный вариант значительно превосходит обычный, так как загружать и выгружать материал намного проще.
Материалы, обрабатываемые в установках вакуумной металлизации:
- Стекло
- Пластик
- Металл
- Керамика
Производители вакуумных установок
Роль производителя также является далеко не самой последней. Лучше всего покупать подобные установки у проверенных поставщиков, которые могут предоставить вам все гарантии качества и надежности продукции.






Наиболее надежные производители вакуумных установок:
- Edwards
- Becker
- Atlas Copco
Все вышеперечисленные производители являются максимально надежными и им можно доверять. Это можно понять по показателям их продаваемости, так как все эти компании входят в пятерку наиболее качественных и перспективных компаний по продаже вакуумных установок.
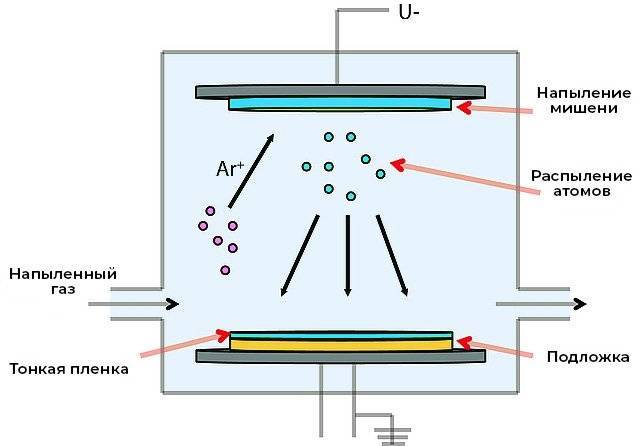
Напыление вакуумное является переносом вещества (его частиц), которое напыляют, на твердую поверхность. Оно осуществляется способом конвективного перемещения с давлением около 1 Па. При напылении каждая частица ведет себя совершенно по-разному. Некоторые способны отразиться от напыляемой поверхности, другие – приспособиться, но через какое-то время вовсе покинуть поверхность. И только небольшая часть сможет прижиться в теле опыляемого вещества, поэтому установка вакуумного напыления представляет собой достаточно сложное оборудование. Если использовать большую энергию вместе с высокой температурой, но при этом иметь маленькое химсродство материала, то большинство частиц будет отражено поверхностью.
Хромирование с помощью кисти
Главным элементом оборудования, необходимого для хромирования пластика в домашних условиях при помощи специальной кисточки, является сама кисть, с помощью которой наносится реагент на поверхность обрабатываемой детали.
Схема устройства кисти для хромирования
Ее можно сделать самому. Для этого необходимо взять полую внутри трубку из органического стекла, на один конец которой приспосабливаем щетину из электропроводного материала. Для этой цели лучше всего подойдёт пучок из тонкой медной неизолированной проволоки. Щетину кисти нужно обмотать тонким свинцовым проводом.
Для нанесения хромового покрытия на пластик, саму деталь и кисть необходимо подключить к источнику электропитания, таким источником может быть трансформатор или автомобильный аккумулятор. В зависимости от выбора источника питания схема подключения будет разной.
После подключения к источнику электропитания, на деталь с помощью кисти наносится электролит, который предварительно заливается в полую ручку кисти, важно при этом следить за уровнем самого электролита. Раствор наносится плавными движениями из стороны в сторону ровными слоями
Для того чтобы покрытие сохранилось максимально долго, специалисты рекомендуют наносить раствор в несколько слоёв, количество проходов по каждому участку должно быть в диапазоне от 25 до 35 раз.
Установка вакуумного напыления УВН
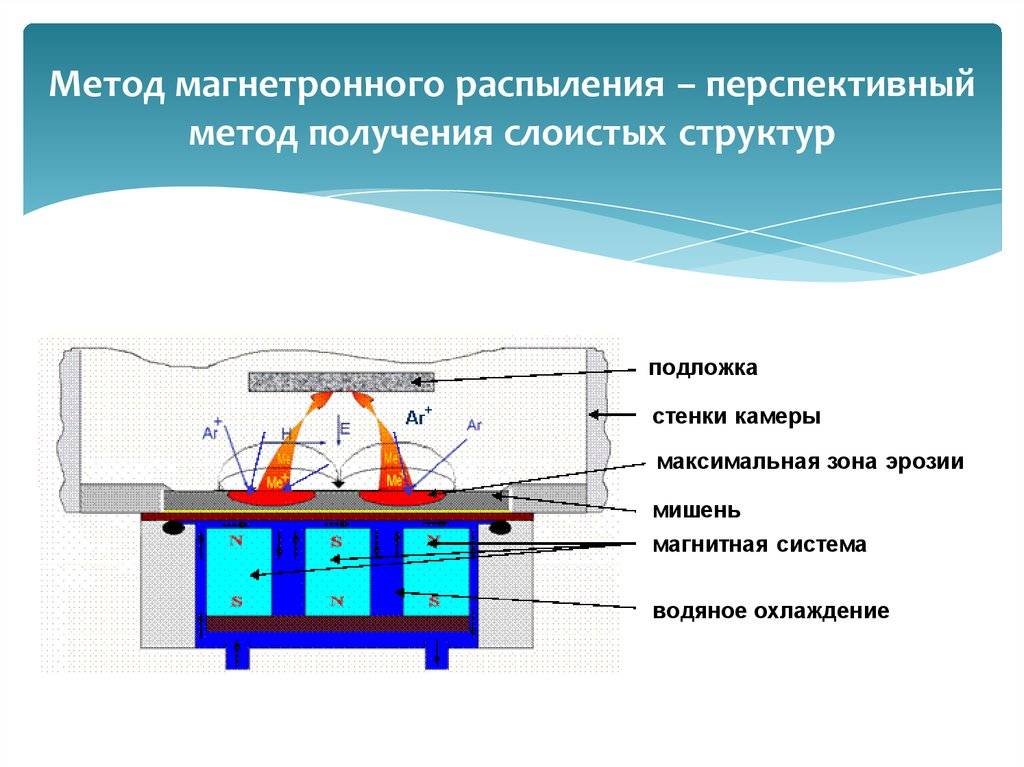
Установка вакуумного напыления УВН оборудована магнетронными системами распыления. Для оборудования свойственны такие отличительные качества:
- Надежность.
- Легкость управления.
- Относительная дешевизна в сравнении с другими установками.
Оборудование оснащено дополнительными приборами, устройствами, благодаря которым наносимый материал равномерно распределяется по поверхности изделия. Также они обеспечивают возможность работы с любым материалом для покрытия, обеспечивая его высокую степень адгезии.

К устройствам и приборам относятся:
- Блок управления системой вакуума (автоматический и полуавтоматический).
- Нагревательные компоненты.
- Система распыления магнетронная.
- Система очистки обрабатываемой конструкции в разряде тлеющего типа.
- Вакуумметр цифровой.
- Система переноса конструкции в рабочем объеме вакуумной камеры.
- Устройство контроля возникающего сопротивления у наносимого материала.
УВН широко применяется в различных отраслях промышленности и производства.
Этапы вакуумной металлизации:
- Подготовка поверхности: на данном этапе проводится специальная обработка – обдув деталей (удаление частиц пыли), тщательное обезжиривание (удаление различных жиров и следов силикона), обжиг (для увеличения адгезионных свойств). Иногда может потребоваться предварительное грунтование.
- Вакуумная металлизация: предполагает помещение изделий на оснастке (изготавливается индивидуально) в камеру, а так же сам металл, мелкие частицы которого осядут на изделиях. Стандартно используется алюминиевая «болванка» для металлизации. При замене болванки на другой тип металла (к примеру, латунь) детали после выгрузки из камеры уже будут золотого цвета.
- Защита износостойким лаком: применяется в тех случаях, когда требуется получить глянцевую, зеркальную поверхность.
В группе компаний «Хром-Пром» все работы по вакуумной металлизации проводятся высококлассным персоналом с многолетним опытом работы на современном высокотехнологичном оборудовании. Доступные цены и соблюдение сроков выполнения каждого заказа дают нам конкурентные преимущества, которые мы реализуем в виде довольных клиентов и постоянного сотрудничества.
Вакуумная металлизация применяется во множестве областей производства:
- сантехника (кнопки унитаза, гофры, душевые лейки, сливы);
- сувенирная продукция;
- упаковочная тара (флаконы, колпачки, крышки, элементы упаковки);
- светотехнические изделия (хромирование светоотражателей в светильниках, плафонах и прочих элементах осветительной техники);
- фурнитура (дверные ручки, ручки для мебели, опорные ножки, заглушки);
- ритуальные принадлежности;
- электротехнические изделия (нанесение покрытия на крышки мониторов, кнопки, панели и подставки телевизоров, корпуса смартфонов и прочей техники);
- рекламные материалы (здесь применение вакуумной металлизации ограничивается только фантазией дизайнеров);
- автомобильные детали (решетки радиаторов, отражатели фар, колпаки для колес, бампера, молдинги, ручки, кнопки, панели и прочие детали авто);
Вакуумная металлизация используется для защиты детали от эрозии, износа, коррозии, а также экранирования от электромагнитного воздействия. Визуальные свойства напыления имитируют оттенок любого полудрагоценного или драгоценного металла.
Магазин Хром накладок на Авто
Error: API requests are being delayed for this account. New posts will not be retrieved.





There may be an issue with the Instagram access token that you are using. Your server might also be unable to connect to Instagram at this time.
Ремонт креплений фар
В любом незначительном ДТП, если удар пришелся на переднюю часть автомобиля, ломается крепление фары. Сами фары, как правило, остаются целы, но фактически держатся «на честном слове», оставаясь зажатыми в рамке. В таком случае, для восстановления целостности фары достаточно восстановить крепление. Но просто приклеить его недостаточно, так как крепления отлиты как одно целое с корпусом, и при любой незначительной нагрузке место склейки лопнет.
У нас вы можете осуществить качественный ремонт креплений фар методом протезирования, когда ремонтируемое крепление восстанавливается путем замены/наращивания некоторых конструктивных элементов. При этом фара точно устанавливается на свое штатное место.
Оксид титана – TiO. Радужное напыление «Хамелеон».
Производство изделий из нержавейки: марки стали, особенности Особенностью покрытий из оксида титана TiO является цветовой эффект «хамелеона». Поэтому такие покрытия в основном применяются в качестве декоративных и защитно-декоративных для изделий из различных материалов — сталей, алюминиевых сплавов, меди, пластмасс, стекла, керамики и т.д.

Покрытия TiO имеют небольшую толщину, обладая при этом достаточно высокой износостойкостью. При обработке поверхности твердосплавных инструментов диоксидом титана можно повысить их стойкость. Кроме того, покрытия на основе оксида титана известны как обладающие высокой фотокаталитической активностью: они эффективно используют свет для ускорения химических реакций.
Организация процесса в домашних условиях
Без специального оборудования можно применить технологию поверхностного химического покрытия, но для вакуумной обработки в любом случае потребуется соответствующая камера. На первом этапе подготавливается сама заготовка – ее следует очистить, обезжирить и при необходимости выполнить шлифование. Далее объект помещается в камеру вакуумной металлизации. Своими руками можно выполнить и специальную оснастку на рельсах из профильных элементов. Это будет удобный способ загрузки и выгрузки материала, если планируется обработка в регулярном режиме. В качестве источника частиц металлизации применяются так называемые болванки – из алюминия, латуни, меди и др. После этого камера настраивается на оптимальный режим обработки и начинается процесс напыления. Готовое изделие сразу после металлизации можно покрыть вручную вспомогательными защитными покрытиями на основе лаков.
Виды диффузионной металлизации
Классификацию видов диффузионной металлизации можно провести по нескольким признакам. В первую очередь по типу металла, который будет посредством диффузии проникать внутрь поверхностного слоя. Здесь выделяют:
- Алитирование, когда термохимическим способом деталь насыщают атомами алюминия.
- Хромирование – диффузионное насыщение стали атомами хрома.
- Титанирование – внедрение атомов титана в поверхностный слой стали.
- Цинкование, когда термохимическим способом металлическую деталь насыщают элементарными частицами цинка.
- Силицирование – диффузионное насыщение стали кремнием.
- Борирование – получение высокопрочного поверхностного слоя металла путем внедрения туда атомов бора диффузионным способом.
По состоянию среды, где протекает обработка металла диффузионным способом, металлизация проводится:
- в твердой среде;
- в жидкой среде;
- в газообразной среде.
Твердая металлизация
Этот тип металлизации проводят посредством использования активной твердой среды на основе ферросплавов. Под эту категорию подпадают ферросилиций, ферроалюминий, феррохром (перечисленные компоненты вводят в рабочую область как порошки), плюс к ним еще добавляют аммоний хлористый (NH4Cl), не превышающий 5% от общей массы твердого компонента. Засыпанные порошком детали помещают внутрь специальной печи. Насыщение в твердой среде проводят для стали, кобальта, никеля, титана и других металлов при температуре от 1000 до 1500 градусов по Цельсию. При повышении температуры до рабочего уровня аммоний хлористый начинает вступать в реакцию с ферросплавом, результатом чего является выделение нестойких термических хлоридов металла CrCI2, AlCI3, SiCI4 и других. Эти хлориды, соприкасаясь со стальной поверхностью, начинают диссоциировать. Выделяется химически активный элемент, который проникает в поверхностный слой изделия, насыщая его.
Жидкая металлизация
Диффузионное насыщение в жидкой среде применяют, когда необходимо провести цинкование, хромирование, меднение, алитирование. Для этого используют так называемые ванны-печи, куда помещен расплав, который будет диффундировать, либо соль этого металла. Необходимые для обработки детали помещают в эту жидкую среду при температуре от 800 до 1300 градусов по Цельсию.
Жидким методом можно осуществить диффузионную металлизацию одновременно несколькими элементами. При комплексной металлизации получают такие типы покрытия, как хромоникелирование, хромоалитирование, хромотитанирование.
Газовая металлизация
Диффузию газовой средой проводят для стали и других металлов такими элементами, как молибден, хром, алюминий, титан, ниобий, вольфрам. Химические газообразные соединения этих элементов при соприкосновении с основным металлом вступают с ним в реакцию, и результатом этого является диффузия. Газовой средой обычно выступают галогениды металлов, атомы которых должны проникнуть внутрь поверхностного слоя металлического изделия. Металлизацию газовую проводят в печах муфельного типа или в специализированной конструкции, где поддерживается температура порядка 700–1000 градусов по Цельсию.
Виды металлизации
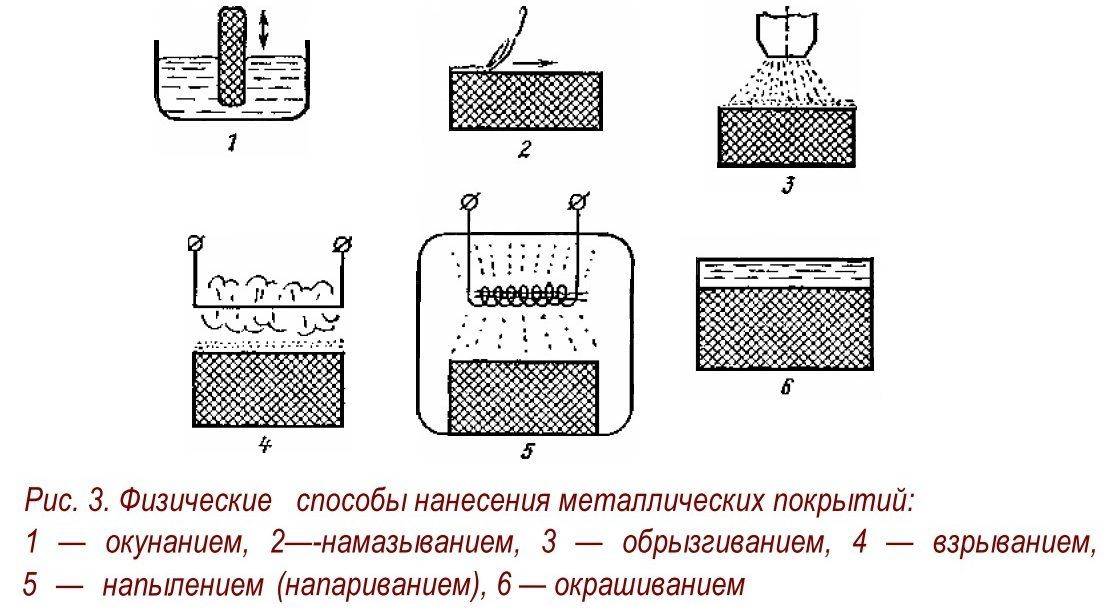
Современные технологии позволяют проводить процедуру металлизации разными способами. Рассмотрим основные виды данного процесса:
- термообработка (нанесение металлического слоя на поверхность с погружением в ванну с расплавленным металлом; данный вид металлизации используют, если температура плавления изделия намного выше, чем температура плавления металлического слоя);
- гальваническая (обработка металла под воздействием протекающего тока и электролита; метод не нуждается в дополнительном нагреве, поэтому позволяет наносить слой на поверхность любого материала; наносимая пленка получается равномерной по всей площади);
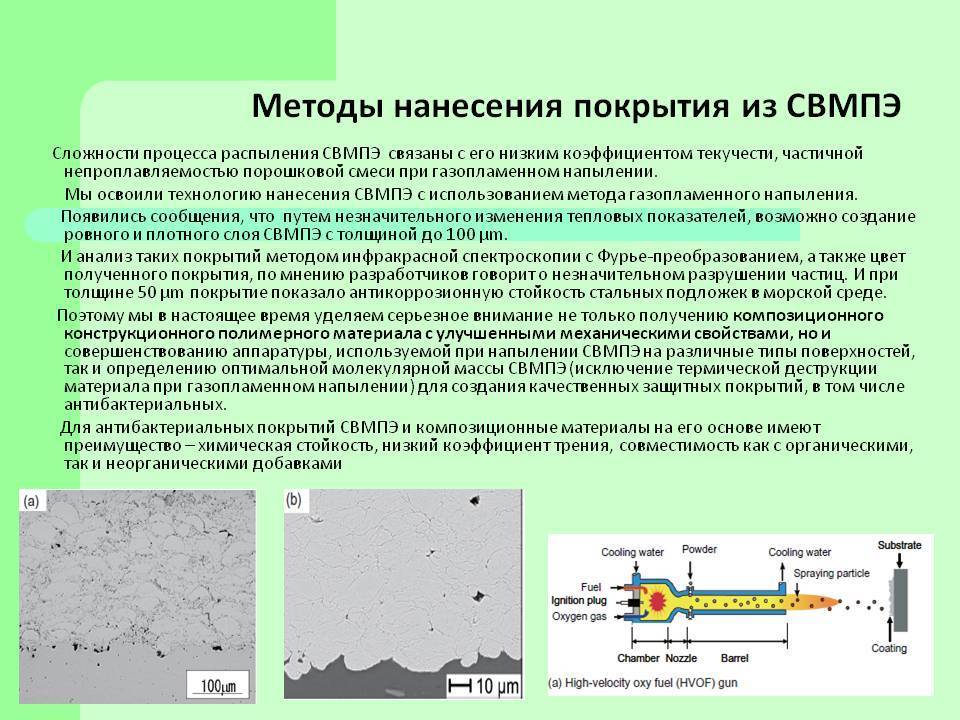
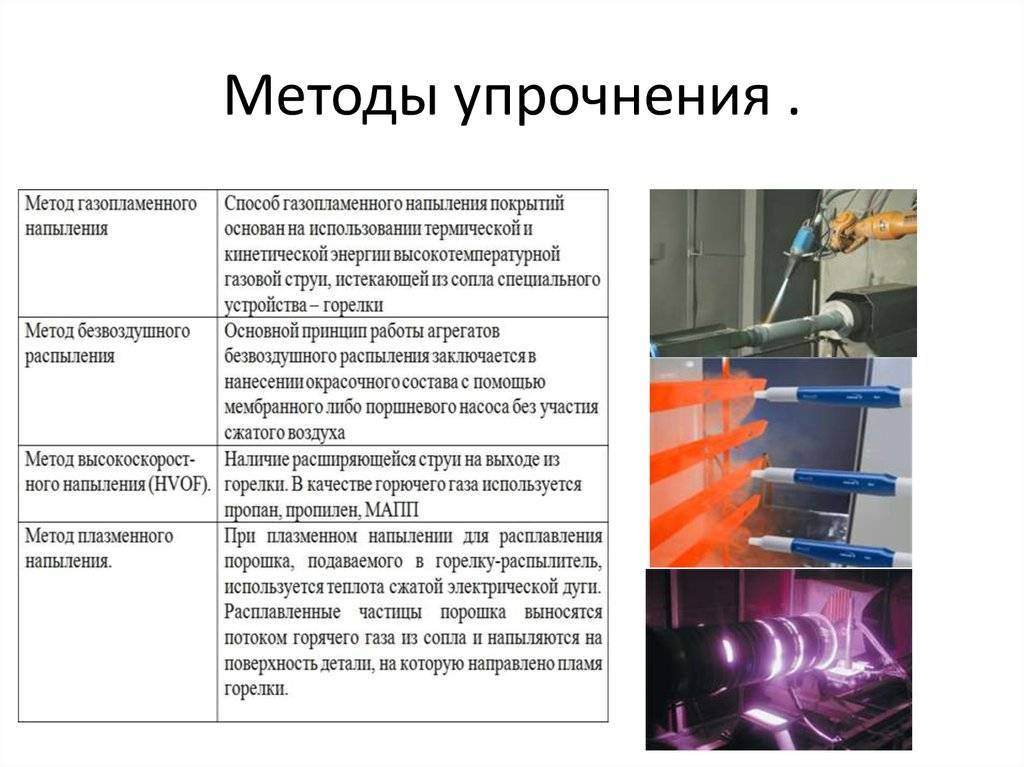
- газопламенная (осуществляется за счет теплоты, которая выделяется в результате сгорания горючих газов);
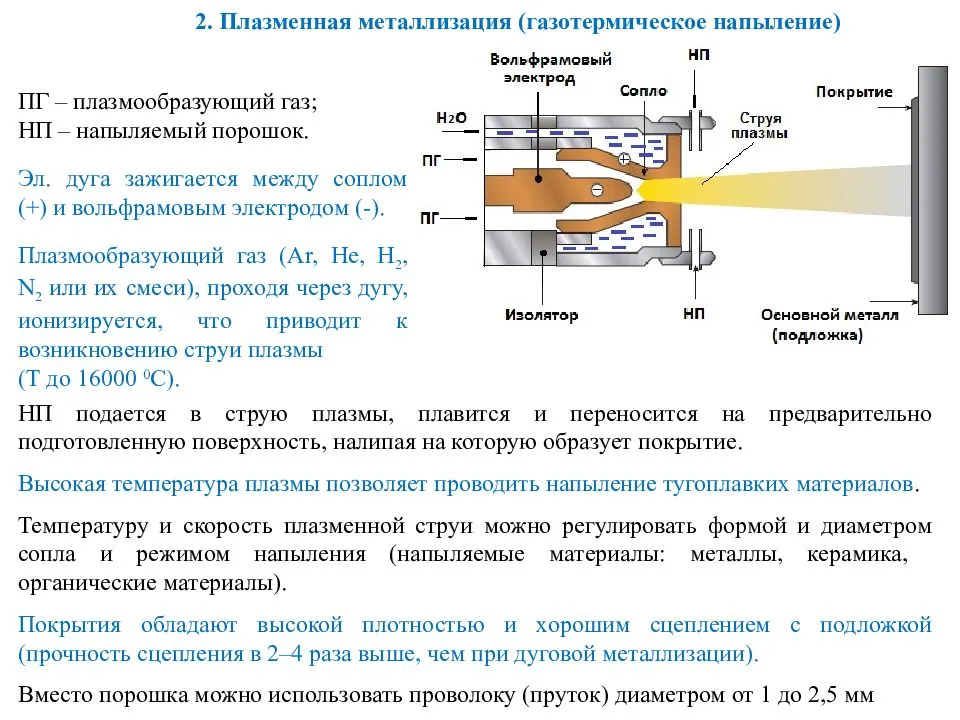
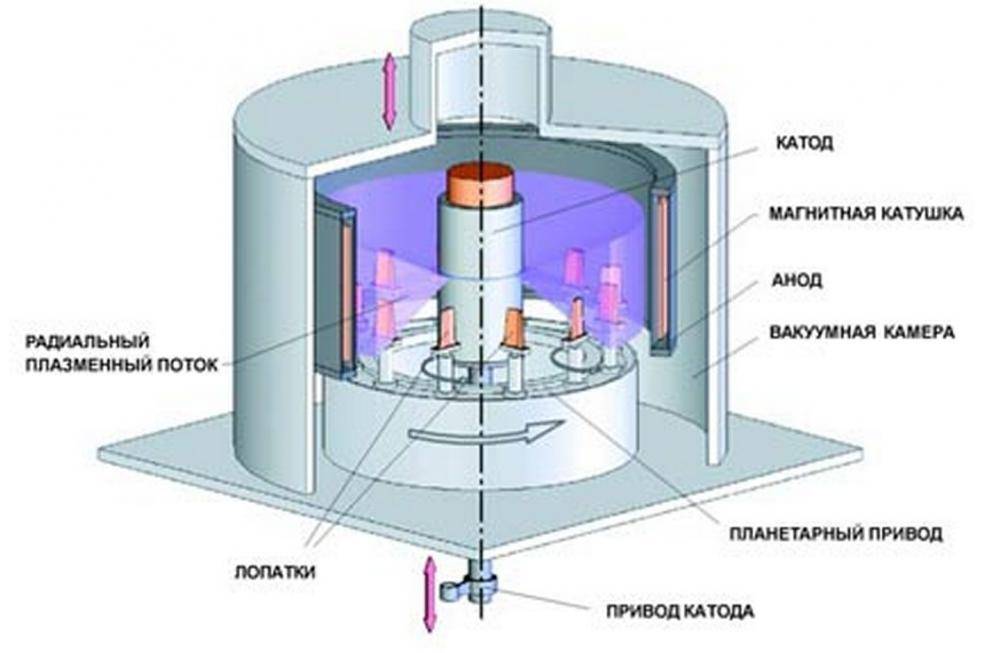
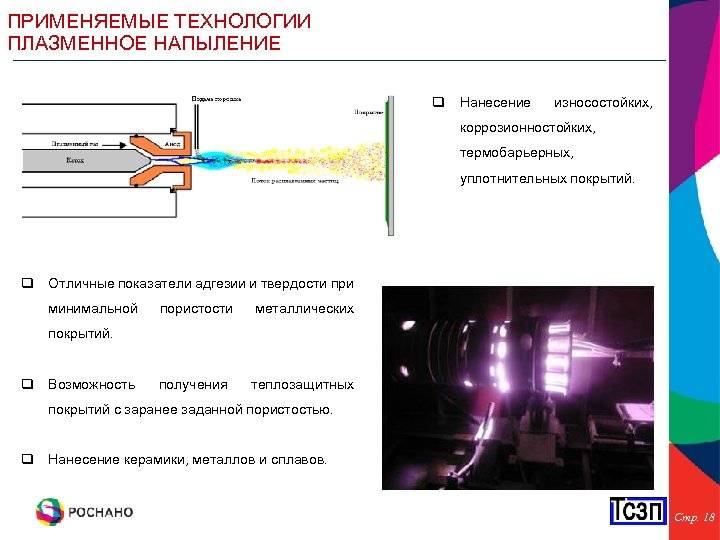
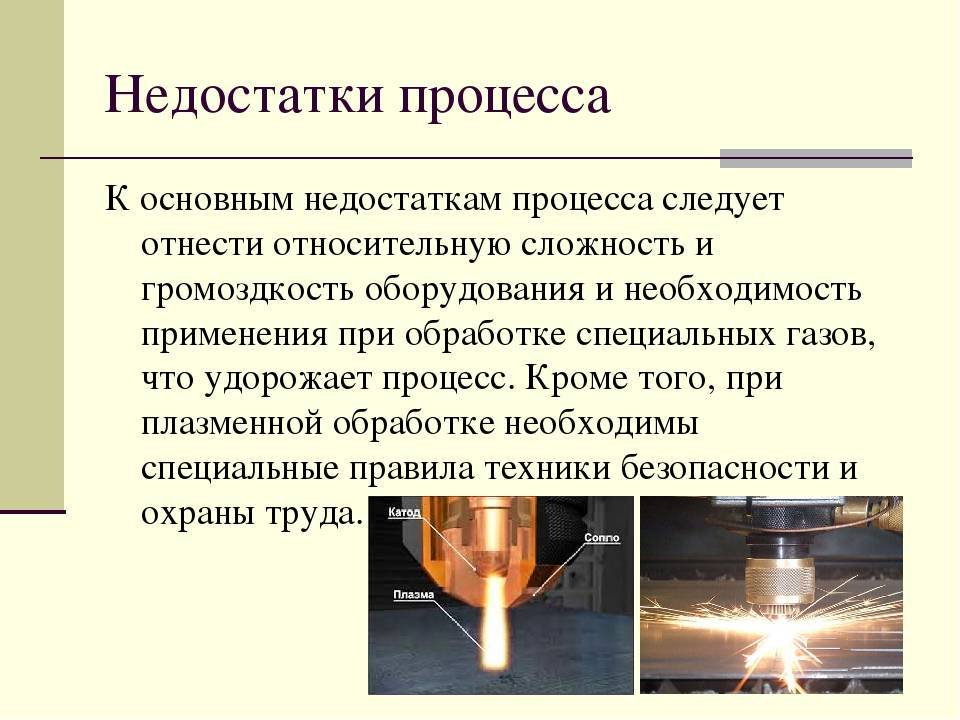
- плазменная (метод нанесения металлического слоя при помощи плазменной струи, в которую под воздействием высоких температур подается материал);
- диффузионная (данным способом осуществляется нанесение цветных металлов (брома, цинка, алюминия); с его помощью восстанавливают изношенные детали и добиваются высокопрочного покрытия);
- химическая (в данном методе применяются химические реагенты в жидком виде или в виде порошков; нужно подготовить ванну с раствором и опустить в нее изделие, а затем продержать необходимое количество времени);
- плакирование (нанесение металла на поверхность и его последующая горячая прокатка).
Вакуумная металлизация.
Вакуумная металлизация основывается на испарении и выпадении металлических частиц на поверхность детали. Данный метод является довольно затратным и трудоемким, поэтому применяется только в производственных условиях. Вакуумную металлизацию можно использовать для изделий из любых материалов (пластика, дерева, керамики, стекла и т.д.). Особенно часто этот вид используется для металлизации на автомобильных заводах. Данным способом получают изделие с прекрасным внешним видом, который не влияет на прочностные характеристики.
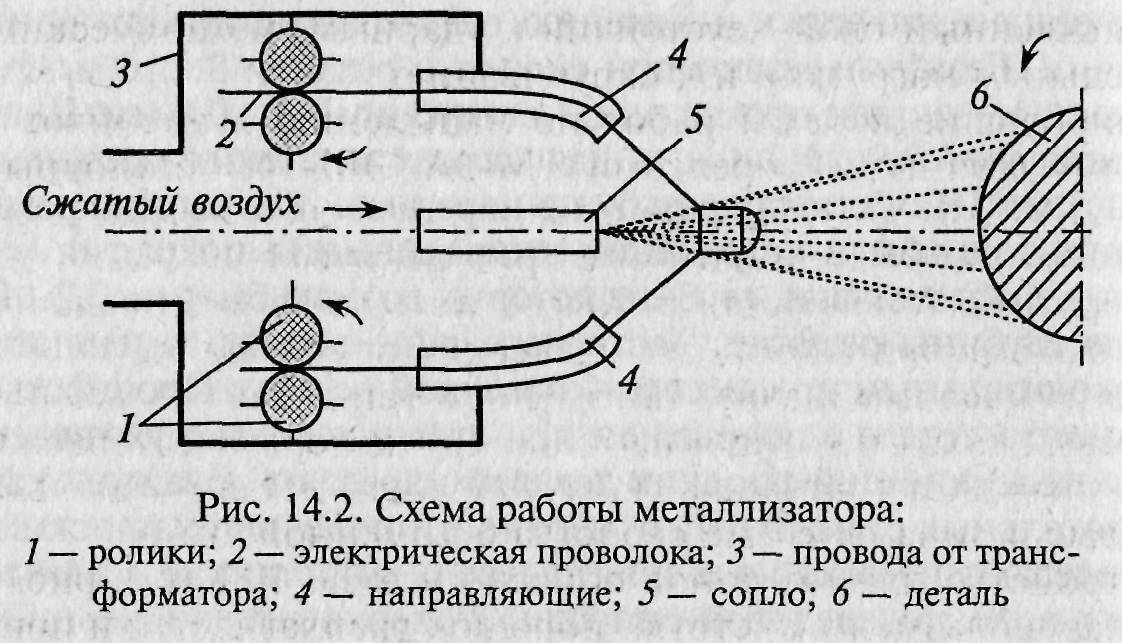
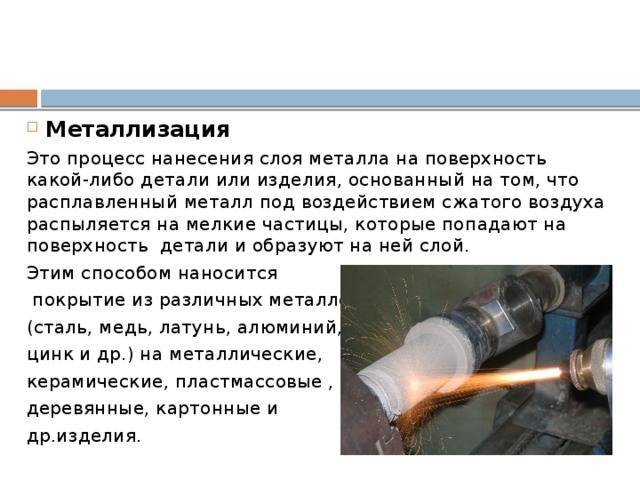
Газовая металлизация.
Газовая металлизация заключается в использовании газовой струи для нагрева напыляемого металлического слоя. Применение высоких температур позволяет создавать ровный слой на всей поверхности. Его толщина зависит от объема используемой проволоки. После нанесения слоя покрытие обрабатывают методом шлифовки. Газовая металлизация позволяет восстанавливать валы автотракторного оборудования. Для реализации данного способа используют технику и газы, которые применяют при проведении сварочных работ.
Вместо газовых горелок, применяют специальные пистолеты-металлизаторы.
Цинкование.
Метод цинкования применяется для защиты черных металлов от образования ржавчины. На поверхность наносится цинк при помощи различных способов (горячего, холодного, гальванического, диффузионного). Цинкование применяется для обработки листового проката, труб, изделий различной геометрической формы.
На какие поверхности можно наносить
Вообще, металлизировать таким способом можно любые материалы, которые устойчивы к нагреву до +80 и воздействию специальных лаков. А также материалы не должны быть пористыми, чтобы в процессе металлизации в вакуумной камере не выделялся атмосферный или другой газ, что приведёт к некачественному покрытию. К ним относится плохо обработанная керамика, древесина, бетон. Но даже на них можно нанести таким способом декоративные покрытия, если предварительно загрунтовать специальными составами.
Чаще всего сегодня обрабатываются таким способом предметы из пластмасс и металлов. Этот процесс только усиливает их положительные свойства. Напыление наносится на металлические поверхности изделий, состоящие из различных сплавов. При этом создаётся защита от коррозии, изменяются электропроводные свойства металла в сторону повышения, улучшается внешний вид предметов.


Металлизация пластмасс позволяет изготавливать красивые, практичные изделия из дешёвого сырья. В автомобилестроении пластмассовые детали устанавливают для снижения веса. Решётки радиаторов, корпуса, колпаки колёс и другие детали, к которым не требуется обладание повышенной прочностью, изготавливаются из прочных марок пластмасс и обрабатываются под металл.
У этой технологии, как и у других таких же сложных, имеются свои плюсы и минусы:
- необходимость использования дорогостоящего оборудования,
- большие расходы электроэнергии,
- потребность в просторном производственном помещении для размещения всех приспособлений и для полного технологического цикла изготовления.
Дополнительные расходы средств требуются при этом на технический процесс нанесения дополнительного слоя – защитного лака.
Установки вакуумного напыления представляют собой совокупность устройств, которые последовательно и самостоятельно выполняют ряд функций, необходимых для технологического процесса металлизации.
Основные функции:
- откачка воздуха для получения условий разрежения,
- распыление в определённых условиях металлических частиц на поверхность предметов,
- транспортировка обрабатываемых деталей,
- контроль режимов происходящих процессов вакуумного напыления,
- электропитание и другие вспомогательные приспособления.
Составляющие узлы вакуумной установки:
- Рабочая камера. В ней происходит сам процесс металлизации.
- Источник испаряемых металлов вместе с управляющими и энергообеспечивающими устройствами.
- Системы контроля и управления для регулировки температуры, скорости напыления, толщины плёнки, её физических свойств.
- Откачивающая и газораспределительная система, обеспечивающая получение вакуума и регулировку газовых потоков.
- Системы блокировки рабочих узлов, блоки электропитания.
- Транспортирующее устройство, определяющее подачу-извлечение из вакуумной камеры, смену положений деталей при нанесении металлопокрытия.
- Вспомогательные устройства – заслонки, внутрикамерные манипуляторы, газовые фильтры и др.
Особенности оборудования
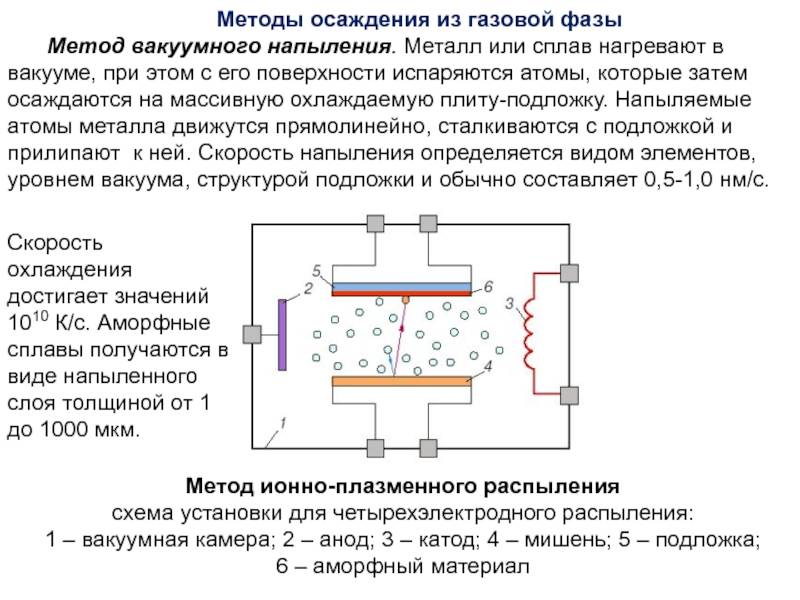
Установки для вакуумного процесса нанесения металлического слоя бывают магнетронные и ионно-плазменные. В любых из них необходимо достигать испарения вещества с поверхности металлических болванок, минуя стадию расплава металла.
При сублимационном способе процесс нагрева происходит быстро до температуры испарения, не допуская расплава. Для этого используются нагреватели, способные повышать кинетическую энергию вплоть до разрушения кристаллической решётки. Но некоторые металлы не сублимируют в вакууме, и поэтому с ними стадии расплава не избежать. Поэтому в таких случаях применяются дополнительные системы фильтров.
Способом вакуумного напыления металлического слоя покрываются изделия разных размеров: крупные (до 1 м) и совсем мелкие. Существуют технологии металлопокрытия многометровых тканей и плёнок – они перематываются из одного рулона в другой в процессе напыления в вакуумной камере. Поэтому бывают установки с рабочими камерами разных размеров:
- небольшие – несколько литров,
- крупные – несколько кубометров.