Закалка ножа в графите
 В одном из прошлых материалов мы представили обзор видеоролика по изготовлению ножа из пилы. Такой нож имеет толщину клинка 3 мм и если прогреть его до нужной температуры и резко остудить для закалки, то скорее всего клинок выкрутит в пропеллер, или нож попросту лопнет. Поэтому предлагаем обзор видео по закалке такого ножа в графите. По словам автора идеи, закалка в графите имеет преимущество в том, что нагрев требуется только на режущей кромке клинка. А начнем закалку с просмотра авторского видеоролика
В одном из прошлых материалов мы представили обзор видеоролика по изготовлению ножа из пилы. Такой нож имеет толщину клинка 3 мм и если прогреть его до нужной температуры и резко остудить для закалки, то скорее всего клинок выкрутит в пропеллер, или нож попросту лопнет. Поэтому предлагаем обзор видео по закалке такого ножа в графите. По словам автора идеи, закалка в графите имеет преимущество в том, что нагрев требуется только на режущей кромке клинка. А начнем закалку с просмотра авторского видеоролика
Нам понадобится:- источник постоянного тока;- немного соли;- вода;- графит в порошкообразном состоянии;- небольшой кусок тряпки;- металлический профиль.
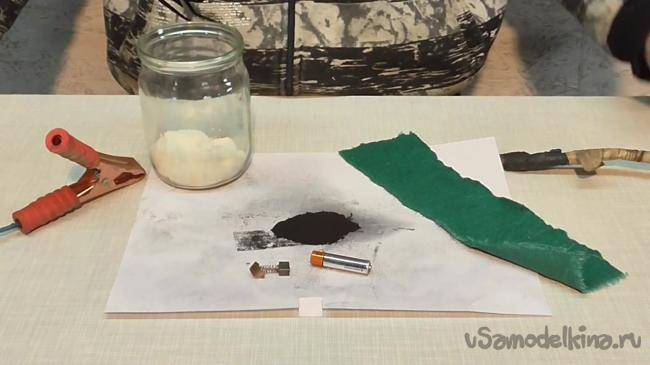 Графит можно получить из щеток, используемых в строительных инструментах, а также из пальчиковых батареек. Отметим также, что тряпку желательно использовать не синтетическую. Что касается металлического профиля, то он будет использоваться для изготовления корпуса, и его при желании можно заменить уголком.
Графит можно получить из щеток, используемых в строительных инструментах, а также из пальчиковых батареек. Отметим также, что тряпку желательно использовать не синтетическую. Что касается металлического профиля, то он будет использоваться для изготовления корпуса, и его при желании можно заменить уголком.
 Берем профиль и подсоединяем его к плюсовому контакту источника постоянного тока.
Берем профиль и подсоединяем его к плюсовому контакту источника постоянного тока.
 Затем берем немного соли и растворяем ее в воде.
Затем берем немного соли и растворяем ее в воде.
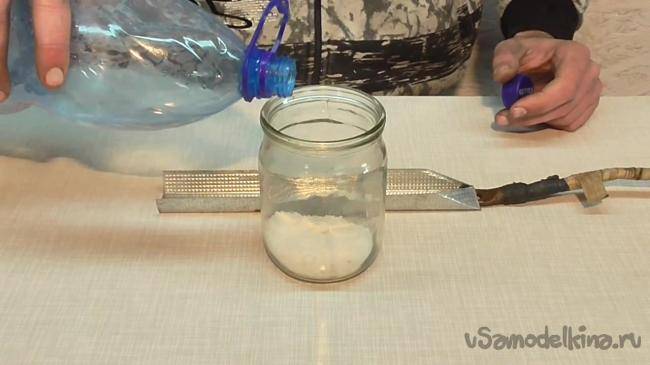 После растворения соли в воде, смачиваем ей тряпку. Это нужно для того, чтобы создать своеобразный предохранитель между металлами, чтобы избежать нечаянного прикосновения ножом о металлическую заготовку, поскольку в таком случае возникнет прямая дуга, в результате чего металл ножа испортится.
После растворения соли в воде, смачиваем ей тряпку. Это нужно для того, чтобы создать своеобразный предохранитель между металлами, чтобы избежать нечаянного прикосновения ножом о металлическую заготовку, поскольку в таком случае возникнет прямая дуга, в результате чего металл ножа испортится.
 Отжимаем тряпку и кладем в металлический профиль.
Отжимаем тряпку и кладем в металлический профиль.
 Засыпаем на тряпку графит.
Засыпаем на тряпку графит.
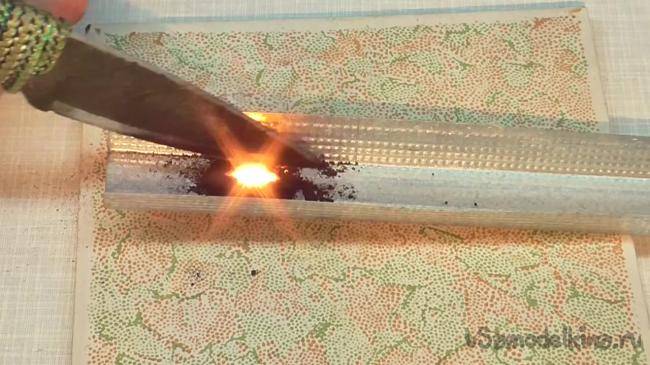
 Подсоединяем клинок к минусовому проводу, после чего можно начинать закалку. Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Подсоединяем клинок к минусовому проводу, после чего можно начинать закалку. Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
Проведение цементации стали в твердой среде
Чаще всего для выполнения цементации металла в твердой среде используется смесь, состоящая из углекислого натрия, бария или кальция и березового или дубового древесного угля (70–90%). Перед этим все компоненты такой смеси измельчаются до фракции 3–10 мм и просеиваются, что необходимо для удаления слишком мелких частиц и пыли.
После того, как компоненты смеси для химико-термической обработки металла подготовлены, их можно смешать несколькими способами.
- Компоненты смеси (соль и уголь) тщательно перемешиваются в сухом состоянии. Если пренебречь этим требованием, то после окончания процесса цементации на поверхности изделия могут образоваться пятна.
- Соль растворяют в воде и полученным раствором поливают древесный уголь, после чего его просушивают до достижения влажности не более 7%.
Следует отметить, что второй способ предпочтительнее, так как позволяет получить смесь с более равномерным составом.
Древесноугольный карбюризатор
Как в производственных, так и в домашних условиях цементация изделий из стали выполняется в ящиках, в которые засыпан карбюризатор. Чтобы улучшить качество поверхностного слоя обрабатываемого металла, а также сократить время, идущее на прогрев ящиков, лучше всего изготавливать их максимально приближенными к размерам и формам деталей.
Естественно, использовать специально изготовленные ящики целесообразно лишь в промышленных условиях. Для цементации металла в домашних условиях применяют ящики стандартных размеров и формы (квадратные, прямоугольные, круглые), подбирая их в зависимости от количества обрабатываемых деталей и внутренних размеров печи.
Оптимальным материалом для таких ящиков является жаростойкая сталь, но может быть использована и тара из малоуглеродистых сплавов. Технологический процесс цементации изделий из металла выглядит следующим образом.
Наглядное изображение изменения структуры после цементации
- Подготовленные для обработки детали укладывают в ящики, пересыпая слоями карбюризатора.
- Наполненные ящики, обмазанные огнеупорной глиной, помещают в предварительно прогретую печь.
- Выполняют так называемый сквозной прогрев ящиков с деталями, при котором они нагреваются до температуры 700–800 градусов Цельсия. О том, что ящики хорошо прогрелись, судят по цвету подовой плиты: на ней не должно быть темных пятен в местах соприкосновения с тарой.
- Температуру в печи поднимают до 900–950 градусов Цельсия. Именно при таких значениях проводят цементацию стали.
Высокая температура и специальная среда, в которой находится металл, способствуют тому, что происходит диффузия атомов активного углерода в кристаллическую решетку стали. Следует отметить, что выполнение цементации стали возможно в домашних условиях, но часто не позволяет добиться желаемого эффекта. Объясняется это тем, что для процесса цементации необходима длительная выдержка детали при высокой температуре. Как правило, это трудно обеспечить в домашних условиях.
Суть обработки
Нормализация — это нагрев металлической заготовки до температуры на 50 градусов выше критической. После нагревания выполняется охлаждение. Однако между этими процессами проводится выдержка при температуре нормализации.
Градус нагрева зависит от материала детали
Чтобы рассчитать время теплового воздействия, необходимо обратить внимание на гомогенизацию структуры металла. Оптимальным показателем является — выдерживание в течение 1 часа при толщине 25 мм
При охлаждении необходимо учитывать определённые моменты. Когда температура упадет ниже критической, нужно ускорить процесс охлаждения. Для этого деталь окунают в емкость с маслом или водой. Количество преимуществ и недостатков готового изделия зависит от правильно проведённой термической обработки и последующего охлаждения.
Термообработка, отпуск, отжиг, нормализация, побежалость
Отпускная хрупкость стали
Отпуском металла называется технологический процесс термообработки закалённого стального сплава.
Он даёт возможность завершить фазовые превращения в микроструктуре (мартенсите), которая приобретает наиболее устойчивое состояние.
Дело в том, что в процессе закалки в металле возникают внутренние напряжения — осевые, радиальные, тангенциальные.
Чтобы устранить их негативные последствия такие как хрупкость и низкая пластичность, изделия нагревают в печах при различных температурах (от 250 °C до 650 °C), выдерживают заданное время (от 15 минут до 1,5 часа), а потом медленно охлаждают.
Комплекс этих мероприятий приводит к выделению лишнего углерода, перестройке и упорядочиванию структуры металла, устранению дефектов его кристаллического строения.
Обработанные материалы приобретают заданный комплекс механических свойств, среди которых основные — увеличение пластичности и снижение хрупкости при сохранении достаточного уровня прочности.
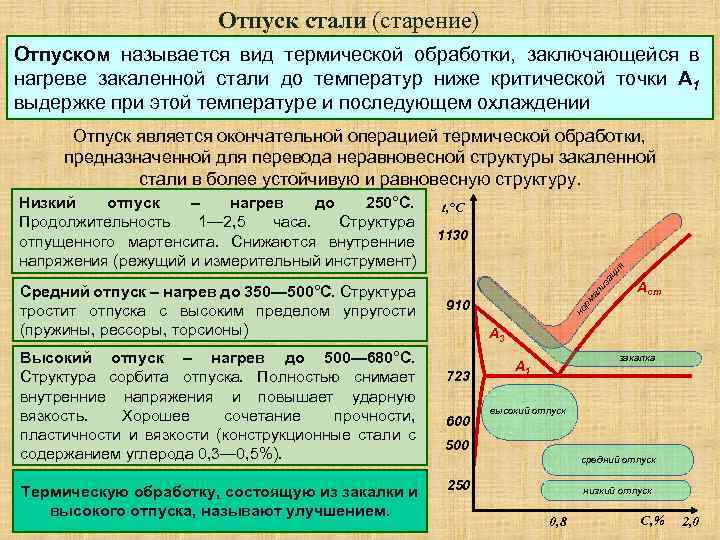
Виды отпуска стали
- Низкий.
- Средний.
- Высокий.
Понятие низкого отпуска.
Для снижения внутренних напряжений низкий отпуск стали обычно проводят нагреванием до 250 °C в течение от 1 до 2,5 часа.
Из металла в процессе диффузии выделяется часть излишков углерода, из них образуются карбидные частицы в виде пластин и стержней.
Неравновесная структура мартенсита закалки превращается в равновесный отпущенный мартенсит.
Этим достигается стабилизация размеров изделий, повышаются вязкость и прочность, а показатели твёрдости практически не изменяются.
Особенности среднего отпуска.
Он проводится при температурах от 350 °C до 500 °C и обеспечивает высокую упругость и релаксационную стойкость.
Из стали выделяется весь избыточный углерод, а карбид переходит в цементит.
Мартенсит уже полностью разложился, а перестройка структуры металла (полигонизация) и её совершенствование (рекристаллизация) ещё не начались.
Новая комбинация называется троостомартенсит и характеризуется ускорением процессов диффузии. Кристаллическая решётка сплава при этом превращается в кубическую, а внутренние напряжения ещё больше уменьшаются.


Охлаждение металла осуществляют в воде, что тоже увеличивает предел выносливости. Среднетемпературный отпуск необходим при производстве упругих деталей: рессор, ударного инструмента и пружин.
Технология высокого отпуска.
При температурах свыше 500 °C в углеродистых сплавах происходят структурные преобразования, которые уже не относятся к фазовым превращениям.
Претерпевают изменения конфигурация и габариты частиц кристаллов, их зёрна укрупняются, а форма стремится к равноосной.
Комплексная термообработка, включающая закалку и высокий отпуск стали, в материаловедении называется улучшением, а кристаллическая структура металла после этого — сорбитом отпуска.
Продолжительность высокого отпуска варьируется в пределах от 1 до 6 часов и зависит от размеров зубчатых передач, опор, коленчатых валов, втулок, болтов и винтов, изготовленных из конструкционных и среднеуглеродистых сталей. Эти изделия в процессе эксплуатации воспринимают ударные нагрузки и работают на сжатие, растяжение и изгиб, а к их прочности, выносливости, текучести и ударной вязкости предъявляются особые требования.
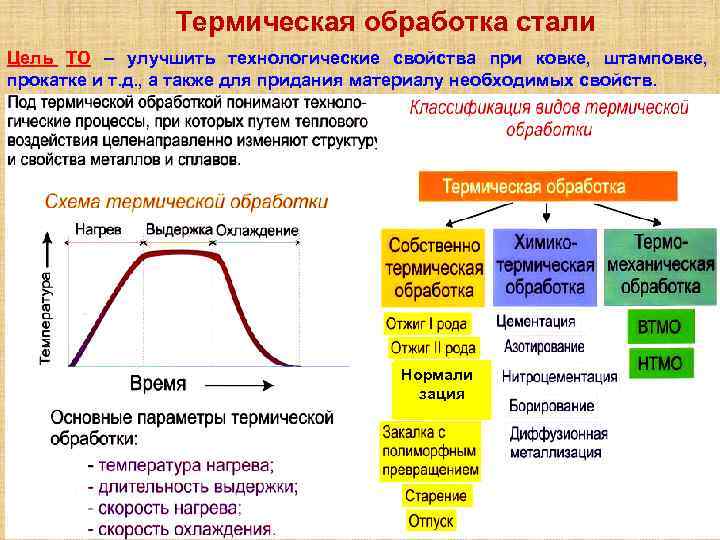
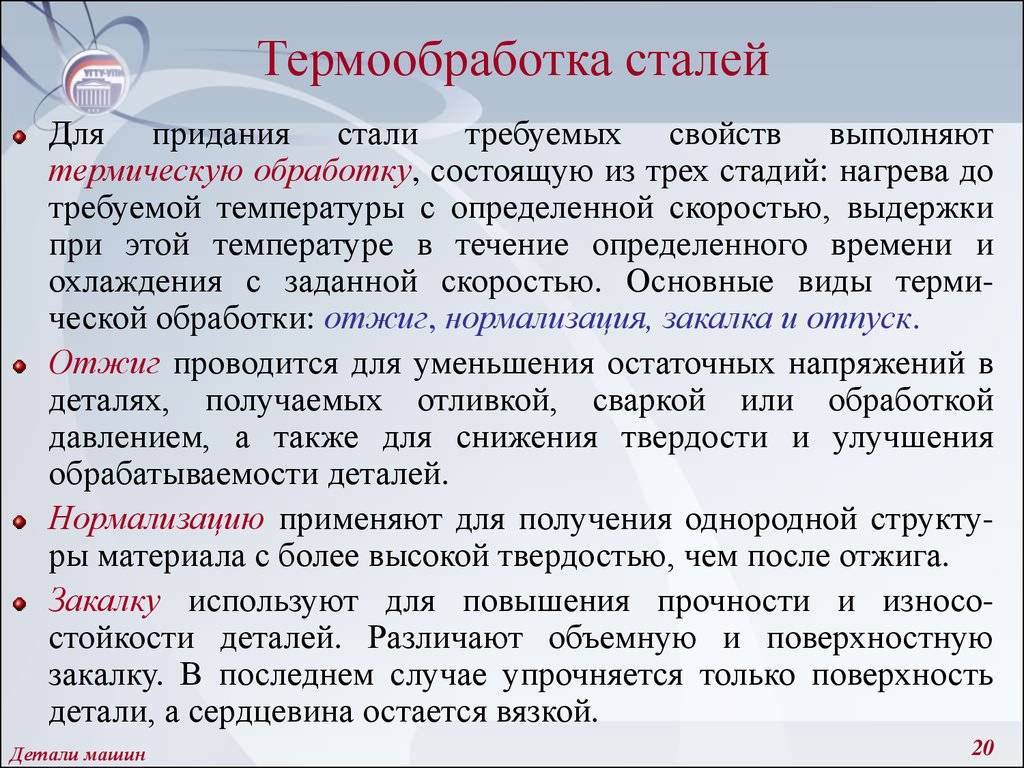
Другие методы термической обработки
Кроме нормализации, термическая обработка стали включает в себя такие процессы:
- отжиг;
- закалка;
- отпуск;
- обработка криогенным способом;
- дисперсионное твердение.
Принцип выполнения и цели у каждой технологии одинаковые, однако, каждая имеет свои отличительные особенности:
- отжиг — благодаря ему структура перлита будет максимально тонкой, поскольку охлаждение происходит в печи. Отжиг позволяет снизить структурную неоднородность, а также напряжение после обработки посредством литья или под давлением, придать структуре мелкозернистость или улучшить обработку резанием;
- закалка — принцип технологии такой же, но температуры более высокие по сравнению с нормализацией и скорость охлаждения тоже выше. Процесс происходит в жидкостях. Благодаря закалке повышается прочность и твердость материала, а детали в итоге будут иметь низкую ударную вязкость и хрупкость;
- отпуск — отпуск, выполняемый после закалки, снижает напряжение и хрупкость. С этой целью материал прогревается до малой температуры и охлаждается на улице. На фоне повышения температуры предел прочности и твердость падают, и повышается ударная вязкость;
- криогенная обработка — благодаря ей материал будет иметь равномерную структуру и твердость, эта технология максимально подходит для закаленной углеродистой стали;
- дисперсионное твердение — окончательная обработка, в ходе которой дисперсные частицы выделяются в твердом растворе после закалки при малом нагреве для придания материалу прочности.
Для выполнения термической обработки потребуется следующее:
- баки с водой и маслом;
- бумага шлифовальная;
- микроскоп металлографический;
- печь с термоэлектрическим пирометром;
- твердомеры по Роквеллу;
- наборы микрошлифов (сорбит, мартенсит, феррит-мартенсит и т. д. ).
Разновидности азотирования и используемое оборудование
Чтобы провести процедуру азотирования можно использовать несколько видов оборудования, выбор которого зависит от выбранной технологии процесса насыщения стали азотом.
Изделие после обработки
Газовое
Насыщение стали азотом проводится при температурном диапазоне 400–1200 градусов Цельсия. При этом применяется диссоциированный аммиак. Характеристики можно изменять при помощи повышения или понижения температуры нагрева.
Чтобы выполнить обработку заготовки газовым методом, используются камерные и шахтные печи. Опытные металлурги рекомендуют использовать шахтные ретортные печи. Связано это с особенностями оборудования и возможностью равномерно распределять температуру по всей поверхности заготовки.
Каталитическое газовое
Этот способ обработки считается более модифицированным. Рабочим газовым составом является диссоциированный аммиак. Диапазон температур во время проведения азотирования выбирается в пределах 200–400 градусов Цельсия. Преимущество этого метода в том, что используются меньшие температурные режимы, чем при обычном газовом азотировании.
Оборудование для разогрева представляет собой комплекс элементов:
- панель управления и настройки печи;
- водное охлаждение;
- камера, в которой после включения образуется вакуум;
- механизмы, откачивающие воздух для создания вакуума;
- система, с помощью которой рабочая камера заполняется газом.
Чтобы изменить параметры слоев стали насыщенных азотом, применяется несколько способов. К ним относится насыщаемость азотом, добавка к рабочей среде метана, аргона, водорода.
Азотирование с применением растворов электролита
Анодный электролитный нагрев считается одним из скоростных способов обработки стальных поверхностей. Этот метод подразумевает под собой направление на заготовку импульсных зарядов электричества, которые проходят через всю деталь. При этом она должна находиться в ёмкости, заполненной электролитическим раствором.
Азотирование электролитом
Это интересно: Быстрорежущая сталь Р18 — характеристика и область применения
Обработка стали вакуумом
Вакуумирование металла осуществляют основным образом в сталеразливочном ковше. Лучшие результаты при этом получаются при вакуумировании нераскисленного металла. За счет создания разрежения над поверхностью металла происходит интенсивное выделение пузырьков растворенных в нем газов – водорода, азота и монооксида углерода. Также к поверхности этих пузырьков прилипают неметаллические включения, которые выводятся на поверхность и переходят в шлак. Кроме того, растворенный в металле кислород взаимодействует с углеродом, поэтому этот процесс используют и для получения безуглеродистых коррозионностойких сталей. После интенсивной дегазации в металл сверху из помещенного в вакуумной камере бункера вводят раскислители и легирующие добавки.
Различают две разновидности процесса:
- VD (Vacuum Degassing) – вакуумная дегазация металла;
- VOD (Vacuum Oxygen Decarburization) – вакуумно-кислородное обезуглероживание, при котором для удаления углерода из металла используют и продувку кислородом.
Однако в последнее время все большее распространение получают комбинированные агрегаты, сочетающие в себе обе разновидности.
Рис. 61. Схемы ваккуумирования стали: а) камерное ваккуумирование; б) обезуглероживание стали; в) струйное вакуумирование; г) циркуляционное вакуумирование; д) порционное вакуумирование
В настоящее время наиболее распространенными способами обработки металла вакуумом в ковше являются:
- помещение ковша с металлом в вакуумную камеру, последующее перемешивание металла инертным газом и ввод раскислителей из бункера, данный метод часто называют “ковшовым вакуумированием” (рис. 61, а), аналогичным образом происходит и обезуглероживание металла (рис. 61, б);
- вакуумирование при переливе из ковша в ковш или из ковша в изложницу. Поскольку обработке вакуумом подвергается “струя” металла, данный метод иногда называют “струйным вакуумированием” или “вакуумированием струи” (рис. 61, в);
- циркуляционное вакуумирование, когда металл под действием вакуума всасывается в специальную камеру, где и происходит удаление вредных примесей (рис. 61, г);
- порционное вакуумирование, при котором металла закачивается в камеру вакуумирования отдельными порциями (рис. 61, д).
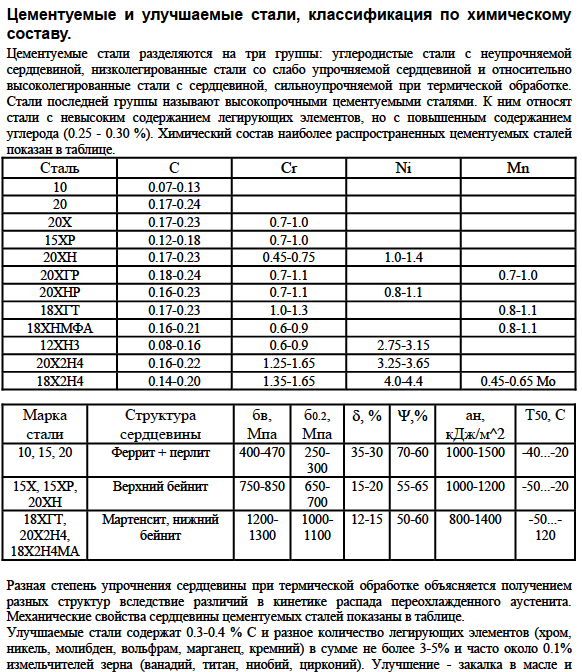
Хромоникелемолибденованадиевые стали
Кроме молибдена, добавляют ванадий, который способствует получению мелкозернистой структуры. Стали марок 38ХН3МФ и 36Х2Н2МФА применяют для деталей больших сечений (1000…1500 мм и более). В сердцевине после закалки образуется бейнит, а после отпуска — сорбит. Стали обладают высокой прочностью, пластичностью и вязкостью, низким порогом хладноломкости. Молибден, присутствующий в стали, повышает ее теплостойкость. Эти стали можно использовать при температурах 400…450 0 С при изготовлении наиболее ответственных деталей турбин, компрессоров, для которых требуется материал особой прочности в крупных сечениях (поковки валов и цельнокованных роторов турбин, валы высоконапряженных турбовоздуходувных машин, детали редукторов и т.д.).
Источник
Мартенсито-стареющие высоко прочные стали
Широкое применение в технике получила высокопрочная мартенсито-стареющая сталь Н18К9М5Т (<=0.03% С, ~18% Ni, ~9% Co, ~5% Mo, ~0.6 Ti).
Кроме стали Н18К9М5Т нашли применение менее легированные мартенсито-стареющие стали: Н12К8М3Г2, Н10Х11М2Т (sв=1400¸1500МПа), Н12К8М4Г2, Н9Х12Д2ТБ (sв=1600¸1800МПа), KCU=0.35¸0.6 МДж/м2, s0.2=1800¸2000МПа. Мартенсито-стареющие стали имеют высокий предел упругости s0.002=1500МПа.
Мартенсито-стареющие стали применяют в авиационной промышленности, в ракетной технике, в судостроении, в приборостроении для упругих элементов, в криогенной технике и т.д. Эти стали дорогостоящие.
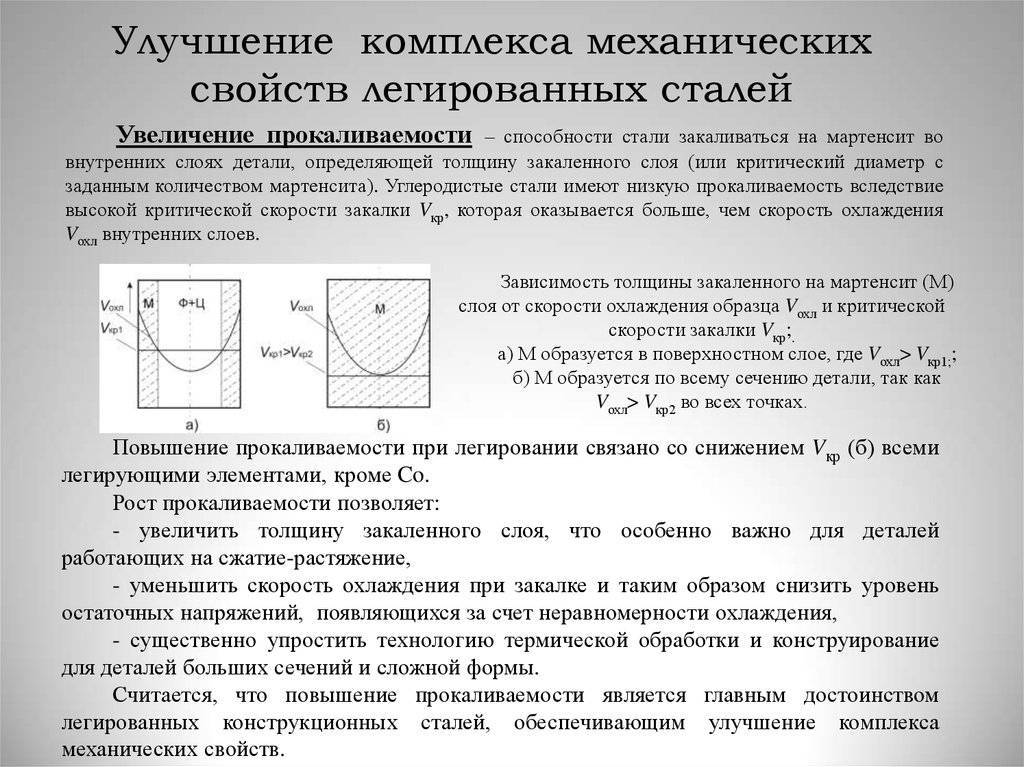
Улучшение – сталь
Улучшение стали 17ГС, рафинированной СШ, резко повысило ударную вязкость и величину деформации, предшествующей зарождению трещины. Полученные результаты позволяют сделать заключение о том, что в результате закалки с последующим отпуском стали, рафинированной СШ.
Улучшение стали проводят по режиму: нормализация при 1000 С, выдержка 2 ч, отпуск при 700 С, выдержка 4 ч, охлаждение на воздухе.
| Зависимость времени до разрушения от напряжения для отожженной стали 1Х8ВФ.| Параметрическая зависимость Ларсона-Миллера для отож – женной стали 1Х8ВФ. |
Улучшение стали 1Х8ВФ повышает ее прочностные свойства, сопротивление ударным нагрузкам и стойкость против тепловой хрупкости.
| График закалки стали. |
Улучшение стали осуществляется посредством закалки и высокого отпуска. Режимы закалки были рекомендованы выше, температура отпуска среднеуглеродистых сталей 550 – 650 С.
После улучшения стали обладают высокой живучестью ( низкой скоростью роста трещины усталости), несмотря на раннее по времени образование трещины усталости.
Сочетание закалки и высокого отпуска называется улучшением стали. Улучшению подвергают среднеуглеродистые ( С 0 3 – Н) 5 % мае.
Повышение сопротивления зарождению трещины может быть достигнуто путем металлургического улучшения стали ( глубокая десульфурация с целью снижения количества сульфидов; обработка редкоземельными металлами для коагуляции сульфидов и оксидов; обработка кальцием; перемешивание стали аргоном для уменьшения ликвации элементов и др.); ужесточения контроля качества листовой стали и прежде всего прикромочной полосы; введения контроля по торцам готовых труб; совершенствования технологии заводской сварки; снижения повреждаемости труб при транспортировке, погрузочно-разгрузочных работах, в процессе строительства и эксплуатации трубопроводов.




Повышение стойкости металла к коррозионному растрескиванию под напряжением связано со структурными улучшениями стали для труб большого диаметра, в частности, со снижением текстурированности, анизотропии структуры. Изучение мирового опыта и результаты, полученные российскими учеными последних лет, позволяют сформулировать требования для повышения стойкости стали к КРН.
Двойную термическую обработку, заключающуюся в закалке на мартенсит и последующем высоком отпуске, как уже отмечалось, называют улучшением стали.
Наряду с ковкой стали машиностроители, по предложению ученых, начали применять сверхвысокие давления и многие другие весьма эффективные способы улучшения сталей.
В США и Канаде, как и в Советском Союзе, увеличение добычи нефти и газа связано с освоением месторождений, находящихся в северных районах ( север Ка-нады, Аляска), в связи с чем выработаны определенные требования к качеству металла. Улучшение сталей идет за счет оптимального подбора их химического состава. Характерно применение сталей, легированных ванадием, ниобием, молибденом и другими элементами. Непрерывно происходит процесс повышения прочностных и пластических свойств металла. Процесс повышения прочностных свойств металла идет одновременно с улучшением пластических свойств – увеличением относительного удлинения и ударной вязкости, обеспечением необходимой волокнистой структуры.
Для деталей различных машин и станков обычно применяют термическую обработку, состоящую в закалке с последующим высоким отпуском при температуре, обеспечивающей получение сорбита отпуска и хорошего сочетания прочностных и пластических свойств. Такая термическая обработка называется улучшением стали.
Полный отпуск – отпуск при 600 – 6эО % полностью уничтожает закалку, дает структуру зернистого перлита. Закалка с полным отпуском называется процессом улучшения стали. Производится для улучшения обрабатываемости стали режущим инструментом.
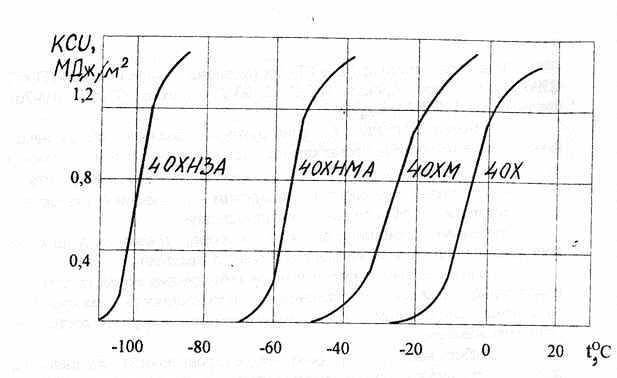
Хладноломкость
Отрицательные температуры способствуют переходу в хрупкое состояние, что сказывается на показателях пластичности и ударной вязкости. При воздействии динамических нагрузок низких температур детали разрушаются. При подборе материала, из которого будут изготовлены детали, работающие в экстремальных условиях, в первую очередь пользуются таким параметром, как хладноломкость.
Порог хладноломкости в зависимости от содержания никеля
График характеризует, что повышенное наличие никеля увеличивает порог хладноломкости. Также на это значение оказывает влияние молибден.
Мелкозернистая структура, получаемая при высоком отпуске способствует увеличению показателя хладноломкости.
Зависимость порога хладноломкости от размера зерна
График показывает зависимость от размера зерна:
1 – размер зерна 0,002-0,01 мм;
2 – размер зерна 0,05-0,1 мм.
Наличие серы и фосфора отрицательно влияют на формирование мелкозернистой структуры.
Неправильный выбор материала для изготовления изделий, работающих в условиях крайнего севера и заполярья не раз приводил к катастрофическим последствиям. Например, вал, изготовленный из ст. 40 и прошедший улучшение в умеренном климате, работает не один год. А на Чукотке при морозе больше 50°С он сломается в первые месяцы эксплуатации.
Углеродистые конструкционные стали
Углеродистые конструкционные стали подразделяются на стали обыкновенного качества и качественные.
Стали обыкновенного качества изготавливают следующих марок Ст0, Ст1, Ст2,…, Ст6 (с увеличением номера возрастает содержание углерода). Ст4 — углерода 0.18-0.27%, марганца 0.4-0.7%.
Стали обыкновенного качества, особенно кипящие, наиболее дешевые. Стали отливают в крупные слитки, вследствие чего в них развита ликвация и они содержат сравнительно большое количество неметаллических включений.
С повышением условного номера марки стали возрастает предел прочности (sв) и текучести (s0.2) и снижается пластичность (d,y). Ст3сп имеет sв=380¸490МПа, s0.2=210¸250МПа, d=25¸22%.
Из сталей обыкновенного качества изготовляют горячекатаный рядовой прокат: балки, швеллеры, уголки, прутки, а также листы, трубы и поковки. Стали в состоянии поставки широко применяют в строительстве для сварных, клепанных и болтовых конструкций.
С повышением содержания в стали углерода свариваемость ухудшается. Поэтому стали Ст5 и Ст6 с более высоким содержанием углерода применяют для элементов строительных конструкций, не подвергаемых сварке.
Качественные углеродистые стали выплавляют с соблюдением более строгих условий в отношении состава шихты и ведения плавки и разливки. Содержание S<=0.04%, P<=0.035¸0.04%, а также меньшее содержание неметаллических включений.
Качественные углеродистые стали маркируют цифрами 08, 10, 15,…, 85, которые указывают среднее содержание углерода в сотых долях процента.
Низкоуглеродистые стали (С<0.25%) 05кп, 08, 07кп, 10, 10кп обладают высокой прочностью и высокой пластичностью. sв=330¸340МПа, s0.2=230¸280МПа, d=33¸31%.
Стали без термической обработки используют для малонагруженных деталей, ответственных сварных конструкций, а также для деталей машин, упрочняемых цементацией.
Среднеуглеродистые стали (0.3-0.5% С) 30, 35,…, 55 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях промышленности. Эти стали по сравнению с низкоуглеродистыми имеют более высокую прочность при более низкой пластичности (sв=500¸600МПа, s0.2=300¸360МПа,d =21¸16%). В связи с этим их следует применять для изготовления небольших деталей или более крупных, но не требующих сквозной прокаливаемости.
Стали с высоким содержанием углерода (0.6-0.85% С) 60, 65,…, 85 обладают высокой прочностью, износостойкостью и упругими свойствами. Из этих сталей изготавливают пружины и рессоры, шпиндели, замковые шайбы, прокатные валки и т.д.
Хладноломкость
Отрицательные температуры способствуют переходу в хрупкое состояние, что сказывается на показателях пластичности и ударной вязкости. При воздействии динамических нагрузок низких температур детали разрушаются. При подборе материала, из которого будут изготовлены детали, работающие в экстремальных условиях, в первую очередь пользуются таким параметром, как хладноломкость.
Порог хладноломкости в зависимости от содержания никеля
График характеризует, что повышенное наличие никеля увеличивает порог хладноломкости. Также на это значение оказывает влияние молибден.
Мелкозернистая структура, получаемая при высоком отпуске способствует увеличению показателя хладноломкости.

Зависимость порога хладноломкости от размера зерна
График показывает зависимость от размера зерна:
1 – размер зерна 0,002-0,01 мм;
2 – размер зерна 0,05-0,1 мм.
Наличие серы и фосфора отрицательно влияют на формирование мелкозернистой структуры.
Неправильный выбор материала для изготовления изделий, работающих в условиях крайнего севера и заполярья не раз приводил к катастрофическим последствиям. Например, вал, изготовленный из ст. 40 и прошедший улучшение в умеренном климате, работает не один год. А на Чукотке при морозе больше 50°С он сломается в первые месяцы эксплуатации.
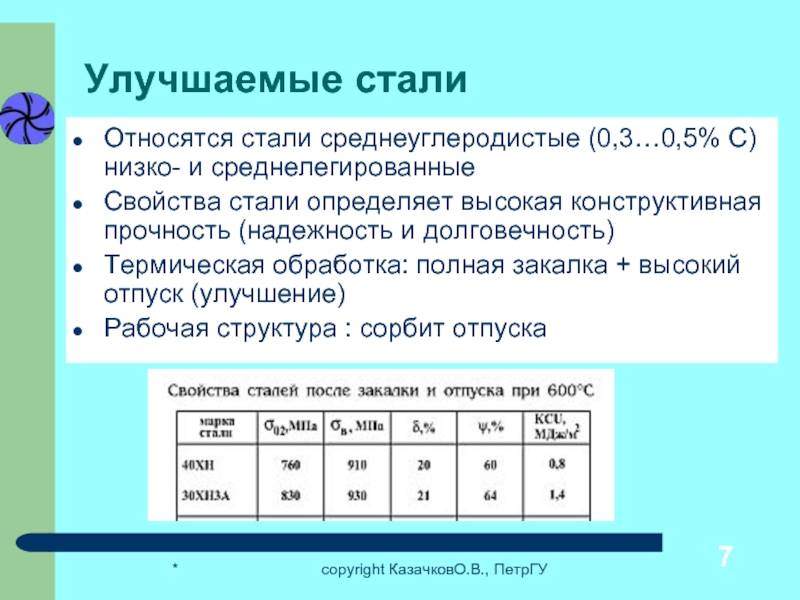


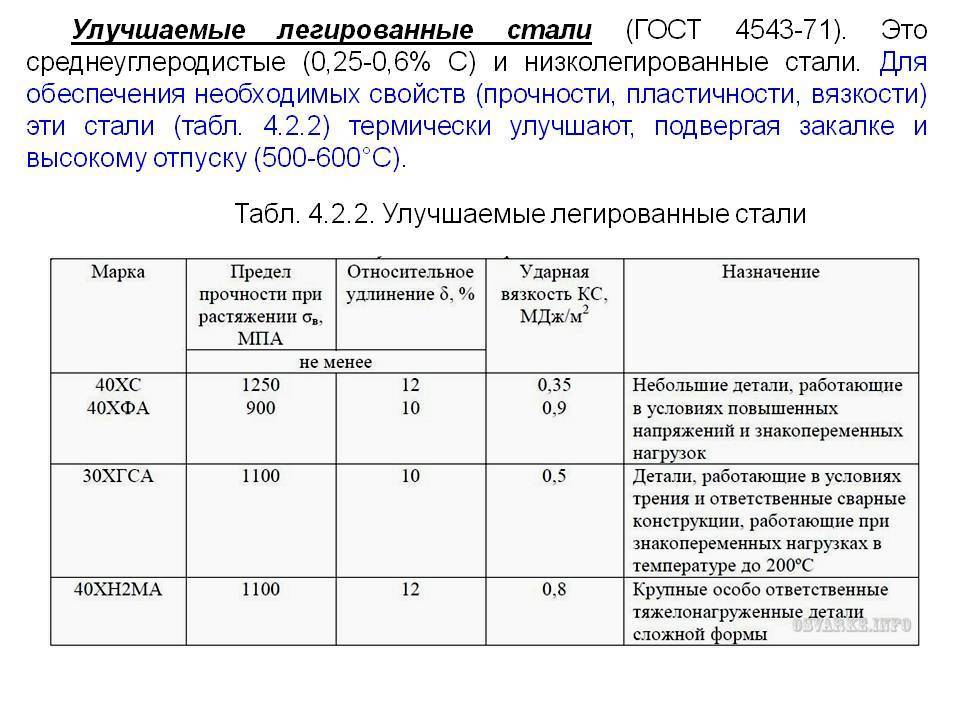
Улучшаемая сталь
Примеры улучшаемых сталей:
Углеродистые улучшаемые стали: сталь 30, сталь 35, сталь 40, сталь 45, сталь 50.
Легированные улучшаемые стали: 40Х, 45Х, 40ХР, 40ХН, 40ХНА, 40ХНМА, 30Х2Н4МА, 38ХН3МА, 38Х2НМА, 30ХГСА, 30ХГС-Ш.
Некоторые улучшаемые стали пригодны для поверхностной закалки (плазменной и индукционной), в частности — сталь 45.
Основным свойством улучшаемых сталей является прокаливаемость, которая зависит от химического состава стали. Изделие должно полностью прокаливаться насквозь (сквозное улучшение). Стали с малой способностью к сквозному улучшению пригодны для изделий с небольшим поперечным сечением
Другое важное свойство улучшаемых сталей — предел текучести (после улучшения стали), требования к которому предъявляются в зависимости от марки стали и диаметра изделия. После улучшения гарантируются следующие свойства сталей: временное сопротивление σВ от 55 до 150 кгс*мм -2 , удлинение δ 5 от 6 до 50%, поперечное сужение ψ=30-60% (по данным )
Изменение значений этих свойств в зависимости от температуры отпуска иллюстрируется «диаграммами улучшения» (пример на рисунке)
После улучшения гарантируются следующие свойства сталей: временное сопротивление σВ от 55 до 150 кгс*мм -2 , удлинение δ 5 от 6 до 50%, поперечное сужение ψ=30-60% (по данным ). Изменение значений этих свойств в зависимости от температуры отпуска иллюстрируется «диаграммами улучшения» (пример на рисунке).
Термическая обработка. Улучшаемые стали поставляются потребителю в горячекатанном или нормализованном состоянии. После механической обработки до окончательных размеров и получения деталей проводятся улучшение сталей или поверхностная закалка.
Улучшение стали 45
Углеродистая улучшаемая сталь 45 имеет низкую прокаливаемость и после термического улучшения предназначается для изготовления деталей небольшого сечения (до 15 мм). Режим термообработки, в частности, термического улучшения, стали 45 подбирается в зависимости от размеров, вида изделия (прокат, поковки..) и его назначения. Режимы термообработки — закалки и отпуска при улучшения стали 45 для различных сечений приводятся в стандарте ГОСТ 1050-88. Сталь качественная и высококачественная.
Механические свойства стали 45, в свою очередь, зависят от технологического режима улучшения. Например, сталь 45 после улучшения с закалкой при 830-850°C и отпуском при 550° имеет свойства: σВ=900-1000 МПа, σ0,2=750-850 МПа, δ=12-8%, ψ=65-55%, KCU=1,2-1,1 МДж/м 2 , HB=255-269 . При повышении температуры отпуска значения σВ, σ0,2 и HB уменьшаются, а значения δ, ψ и KCU увеличиваются, и наоборот.
Лит.:
- Иванов В.Н. Словарь-справочник по литейному производству. – М.: Машиностроение, 1990.
- Циммерман Р., Гюнтер К. Металлургия и материаловедение. Справ изд. Пер. с нем. М.: Металлургия, 1982. 480 с.
- ГОСТ 1050-88. Сталь качественная и высококачественная. Сортовой и фасонный прокат, калиброванная сталь.
- Металловедение и термическая обработка стали: Справ. изд. — 3-е изд., перераб. и доп. В 3-х т. Т II. Основы термической обработки/ Под ред. Бернштейна М.Л., Рахштадта А.Г. М.: Металлургия, 1983. 368 с.
Конкурс «Я и моя профессия: металловед, технолог литейного производства». Узнать, участвовать >>> —>
Источник статьи: http://www.modificator.ru/terms/heat_treatment2.html