Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
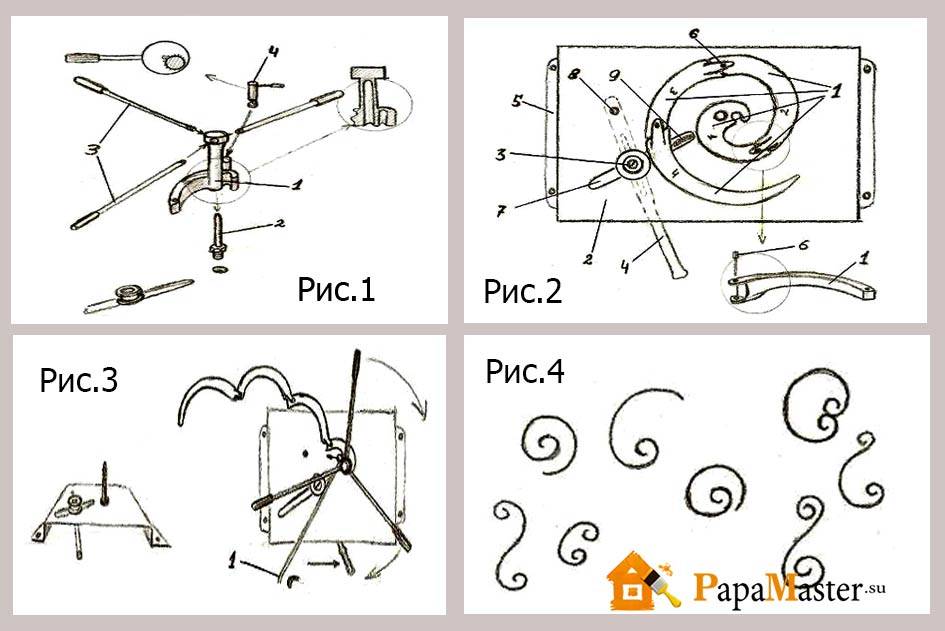
Станок «Улитка»
Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
Торсионное оборудование для холодной ковки своими руками
С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.
Станок «Гнутик»
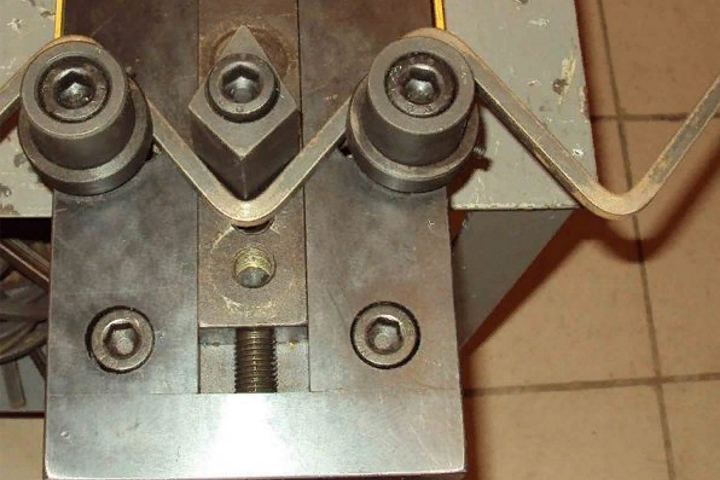
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»
Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.
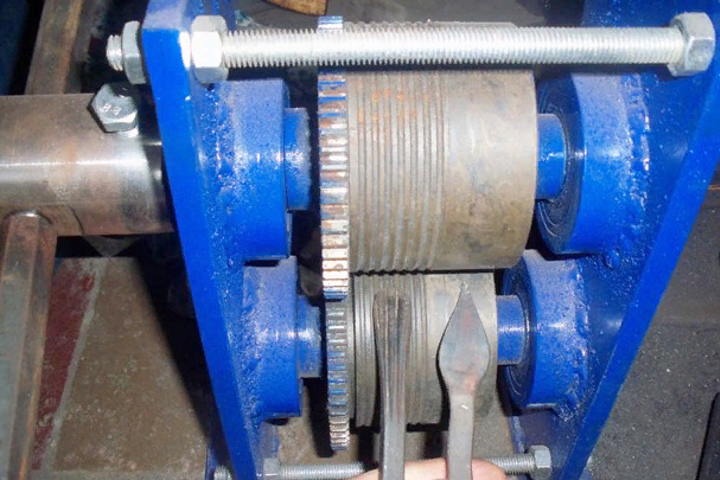
Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры
В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Обратный
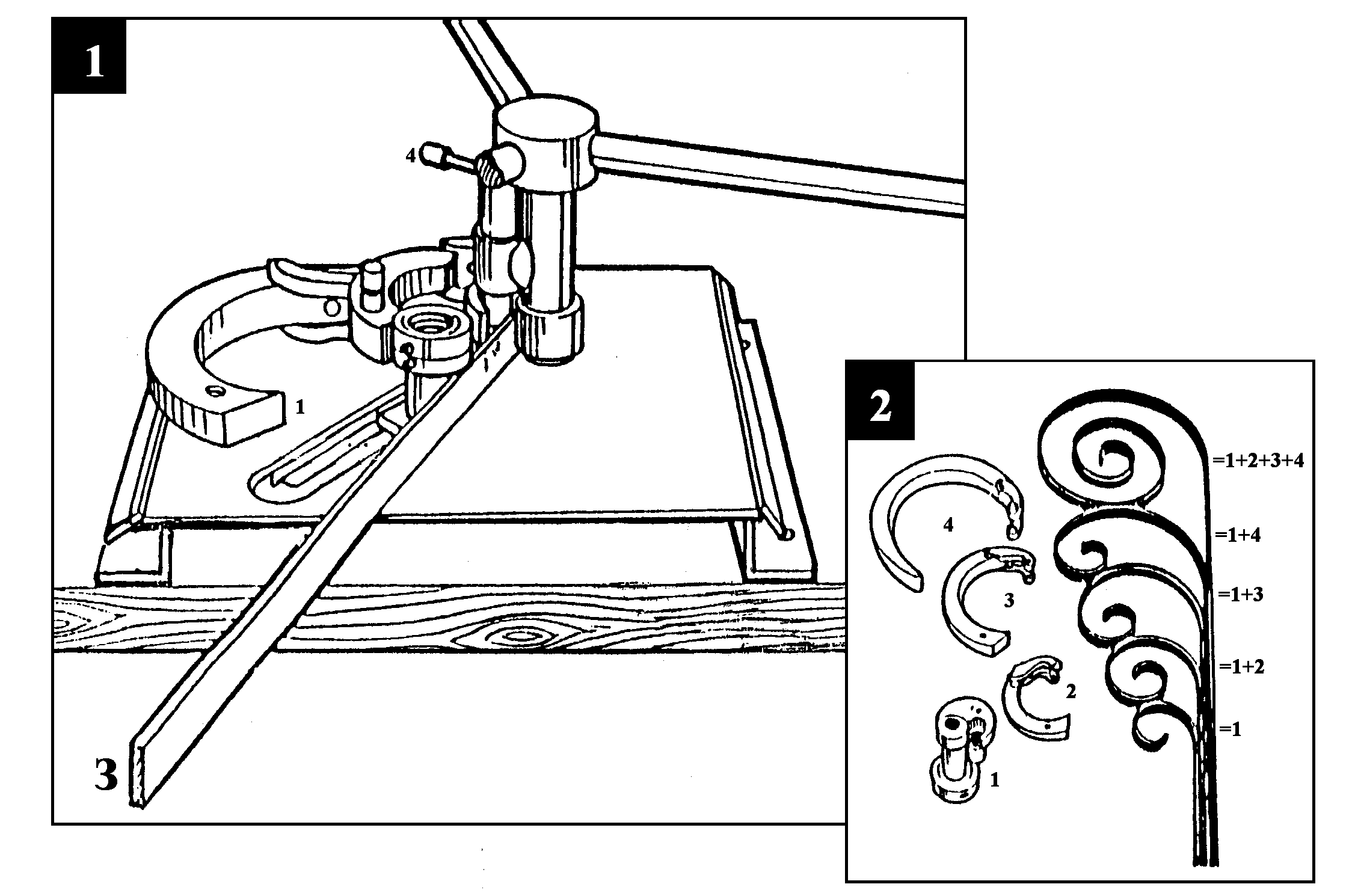
- Из полосы 40х4, длиной 50 см. выполняется кондуктор, позволяющий создавать завитки, волюты и спирали с обратным завитком.
- Полоса гнется с помощью подкладной вилки, зафиксированной в тисках, а также ручной вилки. Таким образом, получается спираль, часть которой удаляется болгаркой.
- Получившаяся деталь приваривается к листу металла небольшого размера.
- Пруток квадратного сечения нагревается, кончик обрабатывается, получается завиток. Заготовке придается обратный изгиб с помощью изготовленного своими руками лекала.
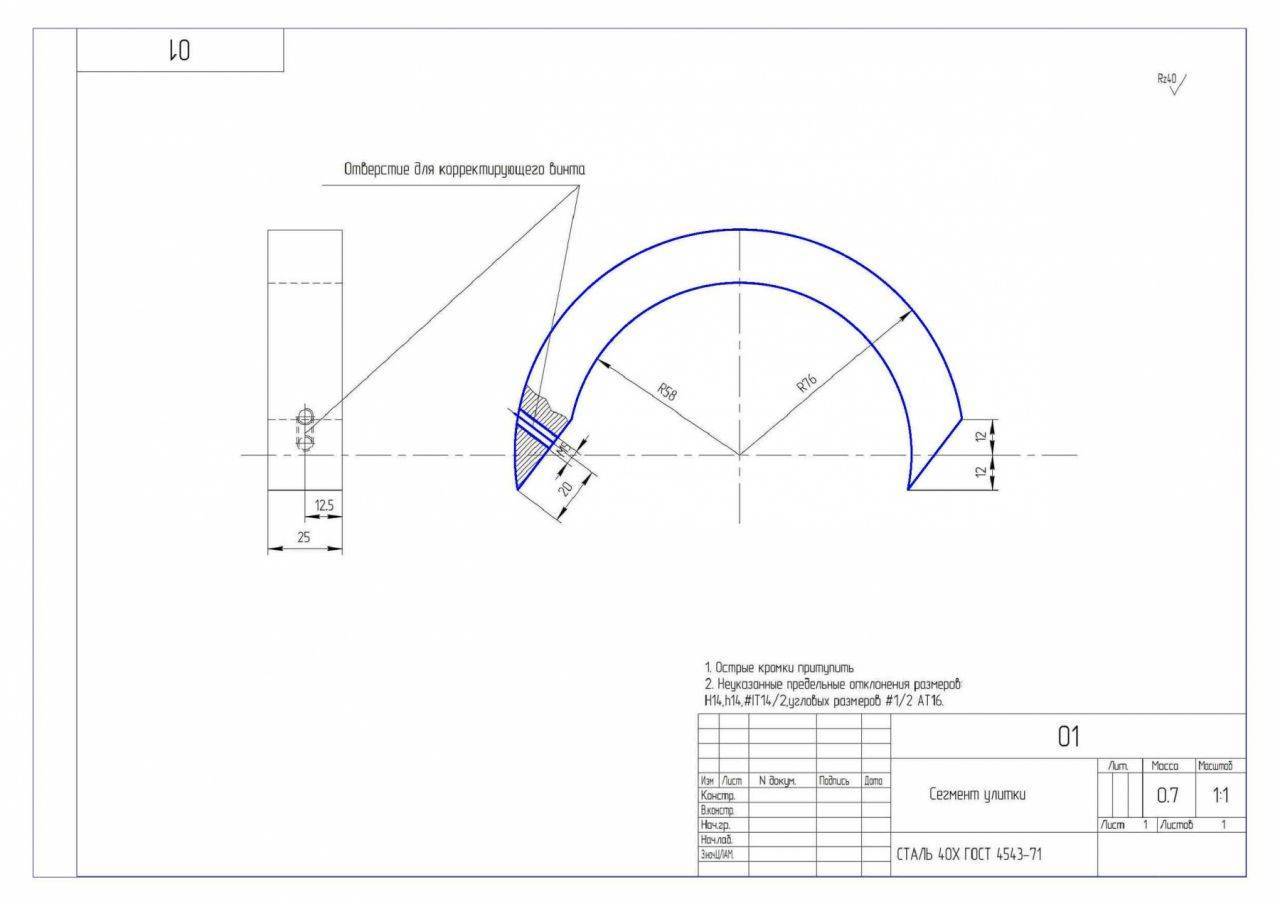
Изготовление улитки
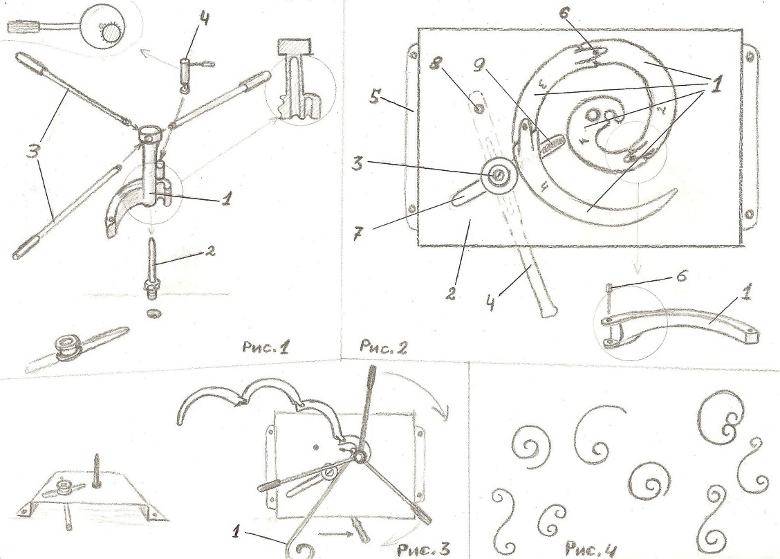
Несколько устройств представлено на рисунке. Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного конструирования, когда давать рекомендации с указанием точных параметров всех составных частей не имеет смысла. Здесь необходимо ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то сама сборка сложностей не вызовет.
Устройство рабочего стола
Процесс холодной ковки требует приложения больших усилий. Если уже есть готовый верстак, то, возможно, придется его укрепить. При изготовлении улитки с нуля каркас стола делается только металлическим – швеллер, уголок, труба толстостенная.
Понятно, что столешница также должна быть металлической. В процессе работы улитки она будет подвергаться как статическим, так и динамическим нагрузкам. Следовательно, обычный лист железа не подходит. Только плита, и не менее 4 мм.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный , то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Сборка улитки
Устанавливается лемех, крепятся рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) – обрезки труб, прутка, уголка и тому подобное. Если понятен принцип работы улитки, то никакие подсказки более и не требуются.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует. Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера. В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!являются универсальными декоративными элементами , применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типаиспользуется механизированное оборудование, а также ручные инструменты и приспособления . Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление кондуктора для гибки завитков
Всем самоделкиным доброго времени суток! Сегодня Андрей Винничук покажет нам, как сделать кондуктор для изготовления завитушек.

Его ещё называют улитка или матрица. Своими руками покажет, как с ней работать,

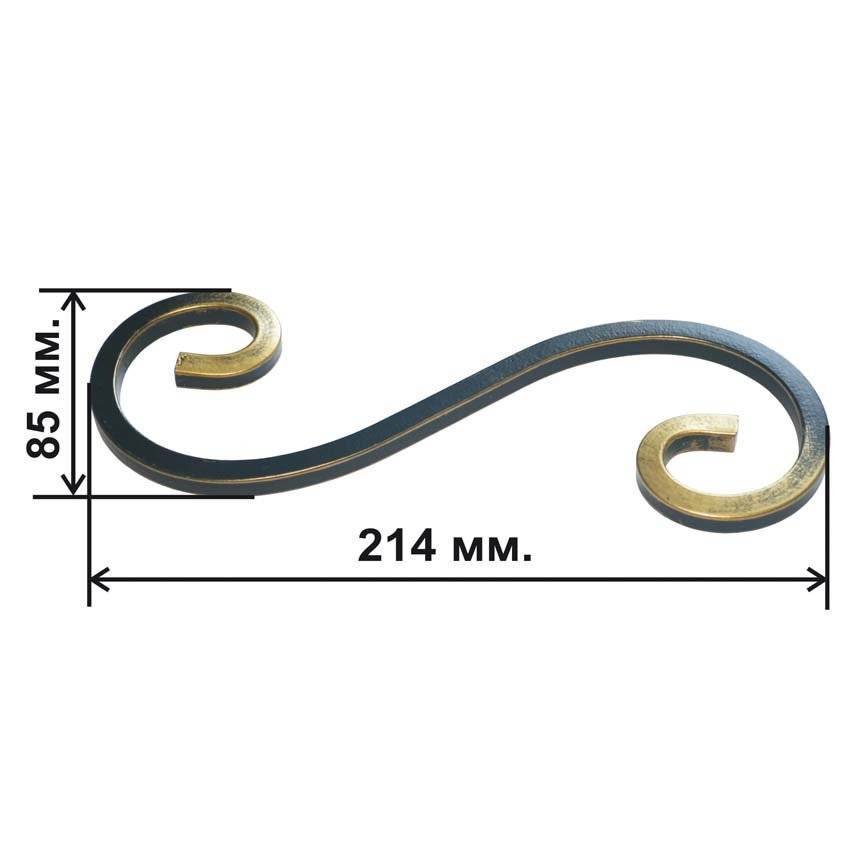
как сделать вот такую валюту, и что для этого нужно.

Читайте статью и берите на заметку. Кондуктора бывают разных размеров. Маленькие, большие, с зажимами и без таковых.

Автор нам показал только малую часть, которая у него есть.

Есть и большие, и огромных размеров.

За время работы их скапливается очень много. Под конкретную работу приходится изготавливать специфический кондуктор.

Бывает и такое, что старый кондуктор не подходит под новый заказ.
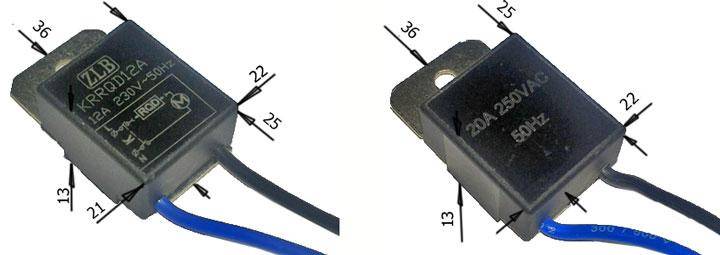
 Необходимые расходные материалы , из которых Андрей будет делать кондуктор. Этот материал уже был, поэтому автор будет использовать то, что есть в наличии.
Необходимые расходные материалы , из которых Андрей будет делать кондуктор. Этот материал уже был, поэтому автор будет использовать то, что есть в наличии.

1. Полоса 40 Х 4 мм.

2. Отрезок листа 200 Х 200мм и 6мм толщиной.

3. Отрезочек профиля 20 Х 20мм, длиной приблизительно 100мм.

Из профиля делаем приспособления для закрепления в тисках.
Инструменты и агрегаты.
1. Горн. 2. Болгарка. 3. Диски и зачистные приспособления для болгарки 4. Клещи, тиски, терморукавицы.
Приступая к изготовлению улитки, разогревает край полосы в горне.

И скручивает на «вилке»,

формируя стартовый завиток.

Далее процесс изгибания производится «на холодную», с большим радиусом изгиба это уже легко.

Если Вам нужен точный размер валюты-завитка. Автор рекомендует на том листе, где будет на приварен кондуктор, нарисовать улитку.

И в процессе формировки примерять заготовку.

Важный момент, расстояние от этой точки

до этой

должно быть одинаково по все длине спирали.

Короче говоря — межвитковое расстояние должно быть постоянным.

Теперь необходимо сделать плавный спуск по высоте спирали. Чтобы можно было подставлять заготовку горизонтально, и плавно опускать по мере увеличения диаметра заготовки. Отмечает мелом то, что надо будет отрезать.

С лицевой стороны приваривает улитку из полосы к основанию.

С обратной стороны приваривает профиль — крепление для тисков.

Вот что получилось. Обрезал, зачистил, а теперь можно на нем и поработать.

Берет заготовку из квадратного прутка, нагревает окончание.

Формирует конечный завиток с помощью молота.

Зачищает окалину металлической щеткой.

Придерживает клещами начинает процесс закручивания.

Готово! Завиток вместе с улиткой. Делал одно изделие, а получилось два. И согнуть на ней можно еще очень много таких же точно по размеру завитков.

Собственно изготовленная улитка.

Андрею Винничуку спасибо за труды и переданный опыт!
Ссылка на оригинал видео — под текстом статьи кнопка «источник». Всем хороших самоделок и идей!
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Разновидности станков
Параметры, вариации настройки и производственные аспекты оборудования сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Торсионный

Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом. Например, полые и круглые изделия не выдержат давления и будут некорректным образом деформированы.

Станок «Гнутик»
Это простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача сделать углубление, когда валы начинают свое движение.
Станок «Волна»
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.

Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Пресс
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений. При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры
В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Холодная ковка Твистер для холодной ковки Волны для выполнения волнообразного изгиба заготовки Гнутик для холодной ковки
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Видео: самодельный электрический станок для холодной ковки
Спираль как спираль
Приспособление для навивки спиралей вручную
В некоторых случаях как элемент художественной ковки используются обычные ровные прямые восходящие спирали. Сделать для этого пружинный станок-твистер своими силами абсолютно нереально. Но вспомним: спирали в кованом узоре пружинить ни к чему и ее можно навить из обычной пластичной стали с помощью простого приспособления (см. рис. справа). Шаг (восхождение) спирали определяется рогом ворота (залит красным); отгибая рог вверх-вниз, можно получать спирали пореже и погуще. Квадратный пруток берется на заготовку или круглый, безразлично. Можно также вить спирали из закрученного на торсионе прутка.
Как своими руками сделать улитку для холодной ковки
Сначала следует выбрать модель инструмента, затем начертить эскиз конструкции и создать шаблон будущей спирали. Исходить надо из количества деталей, которые планируется делать, их типоразмеров. Для изготовления забора вокруг собственного дома, можно использовать неразборной инструмент.
Монолитная неразборная улитка
Неразборной кондуктор можно за два часа изготовить в условиях гаража при наличии сварочного аппарата:
- На листе бумаги делается эскиз будущей улитки в натуральный размер.
- Из листа металла толщиной 4–5 мм вырезается полоса шириной 40 мм.
- Полоса сгибается на трубогибе, постоянно подгоняясь под шаблон. Можно использовать самодельный станок с пальцем и ограничителем движения листа на раскручивание.
- Срезать на конус полосу от первого вика до конца. Минимальный размер остается 20 мм.
- Приварить плоским торцом полученную спираль к металлической пластине размером примерно 10×200×200.
После остывания самодельный штамп готов к работе.
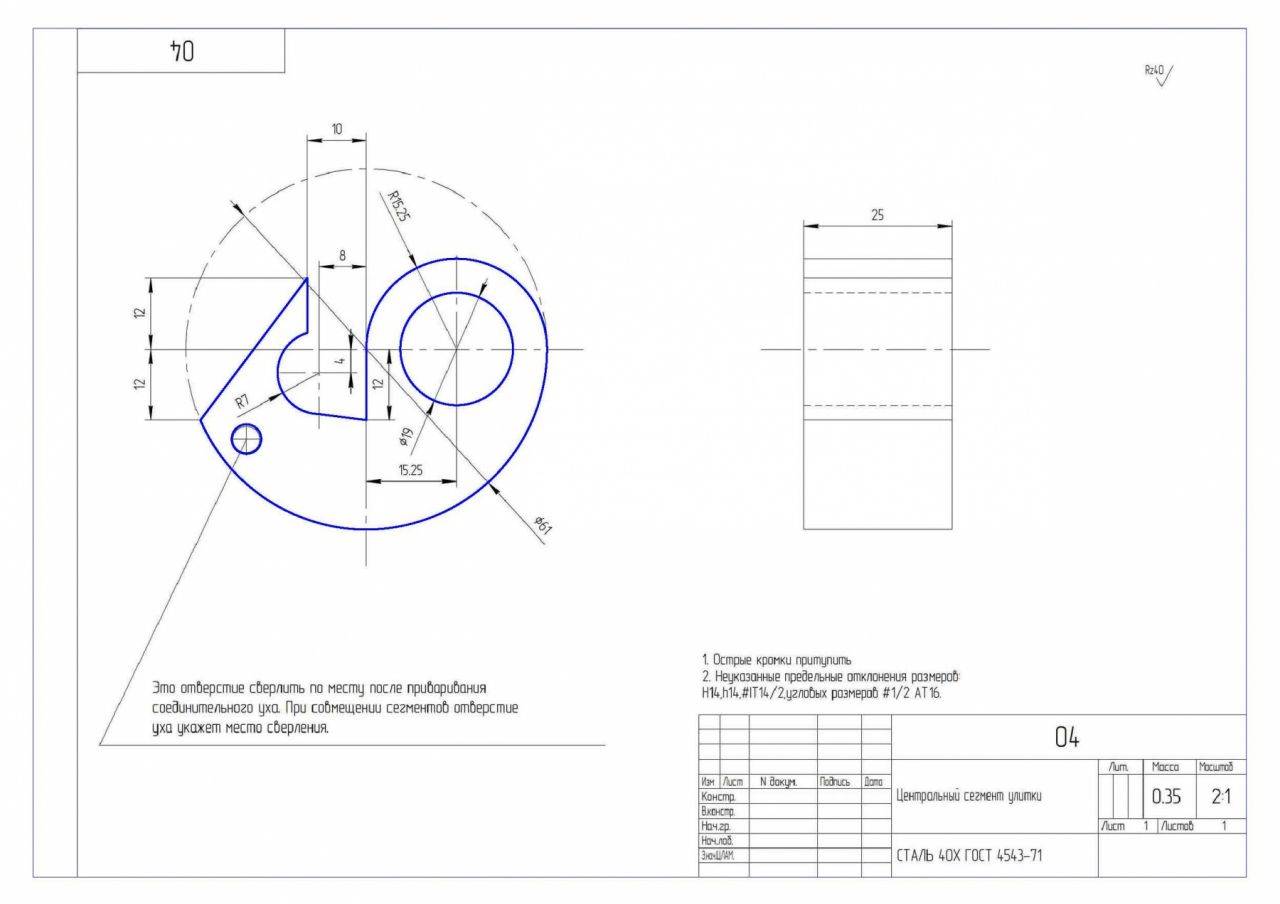
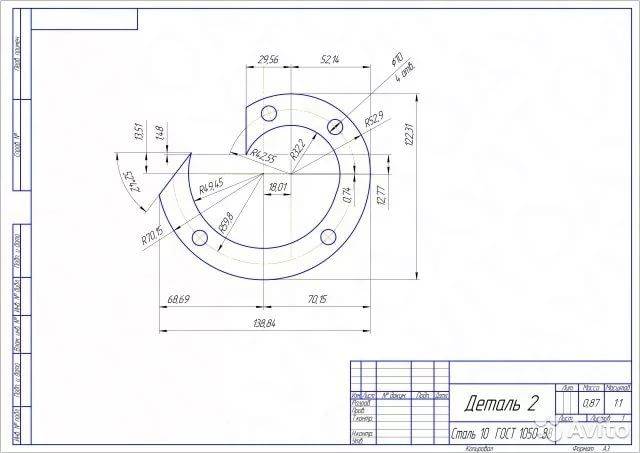
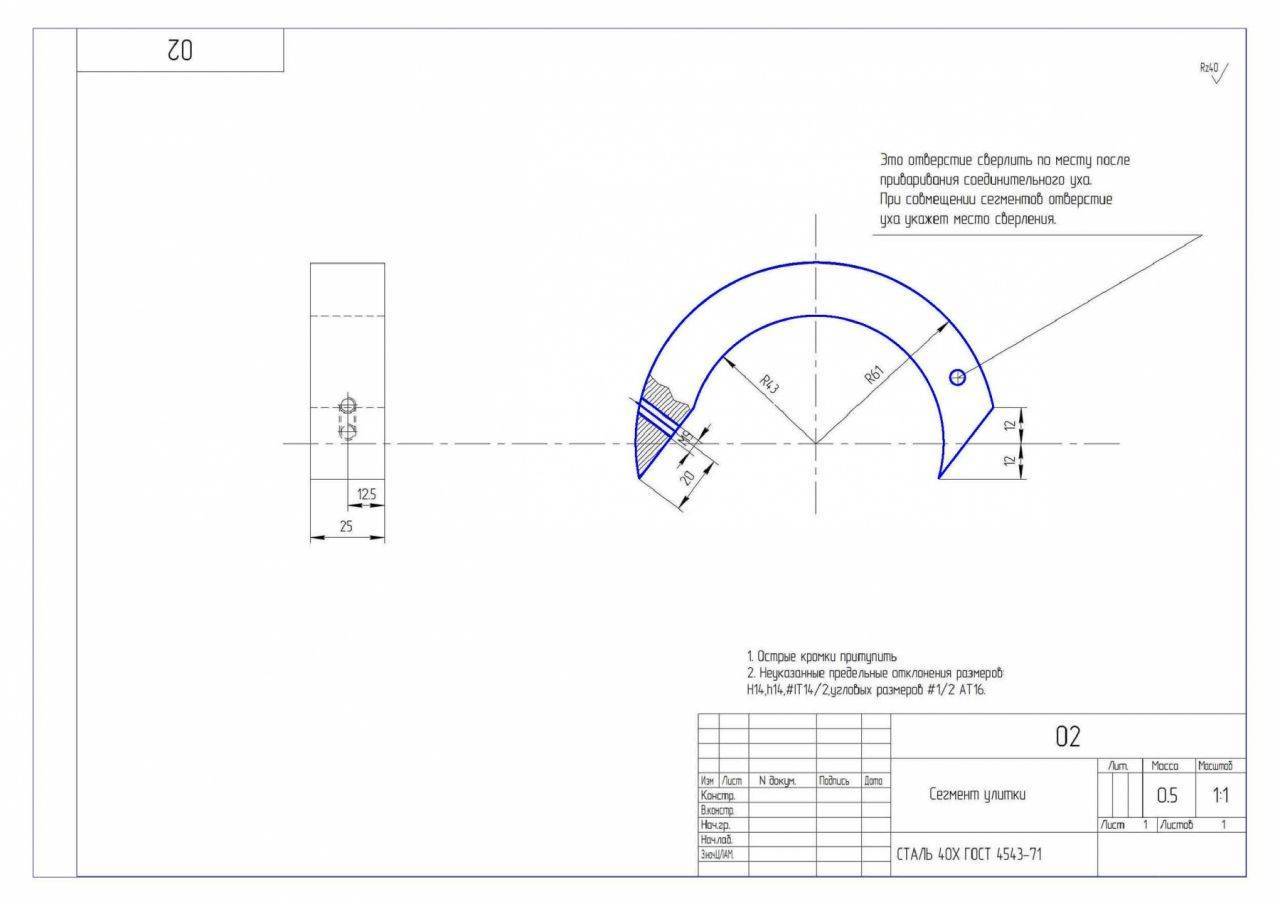
Съемная конструкция
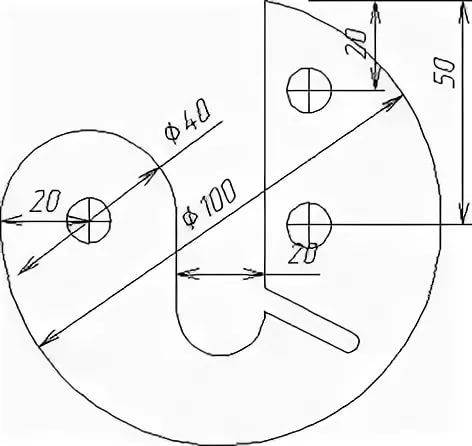
Съемный кондуктор изготавливается из листа толщиной минимум 10 мм. В идеале, если спираль будет вырезана на станке с ЧПУ, но можно изготовить самостоятельно. На лист наносят контуры будущей детали и вырезают болгаркой. При наличии фрезера, делается шаблон, и обработка производится с применением копировальной втулки.
Для крепления к основанию в изготовленной спирали подмечаются и сверлятся отверстия под болты. Инструмент быстро сменяется и можно делать различные спирали с минимальной затратой времени на смену материала.
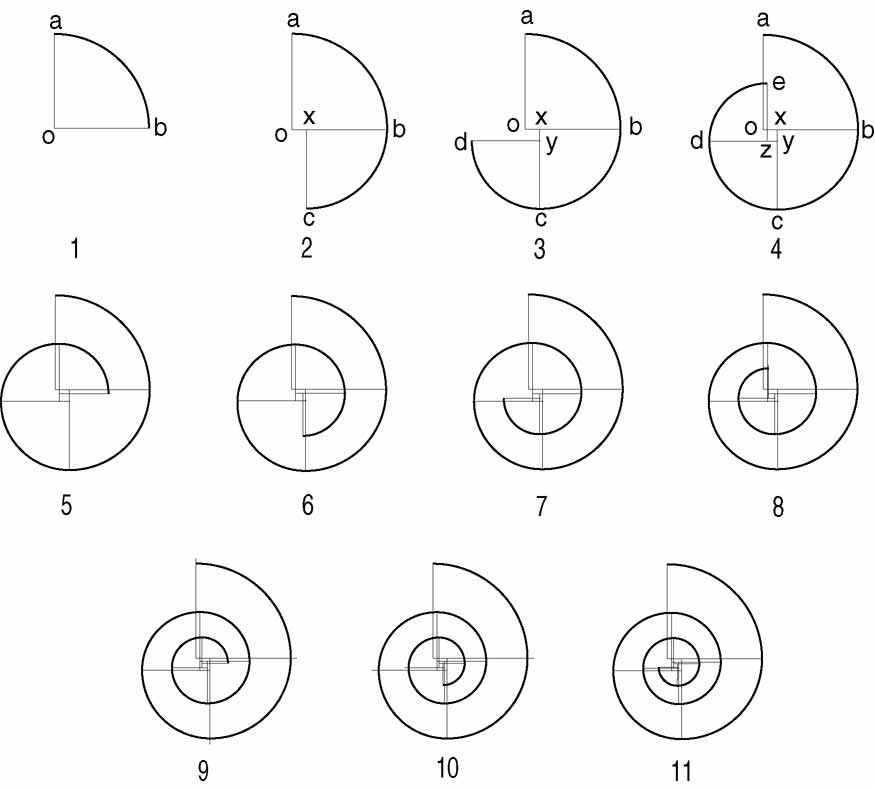
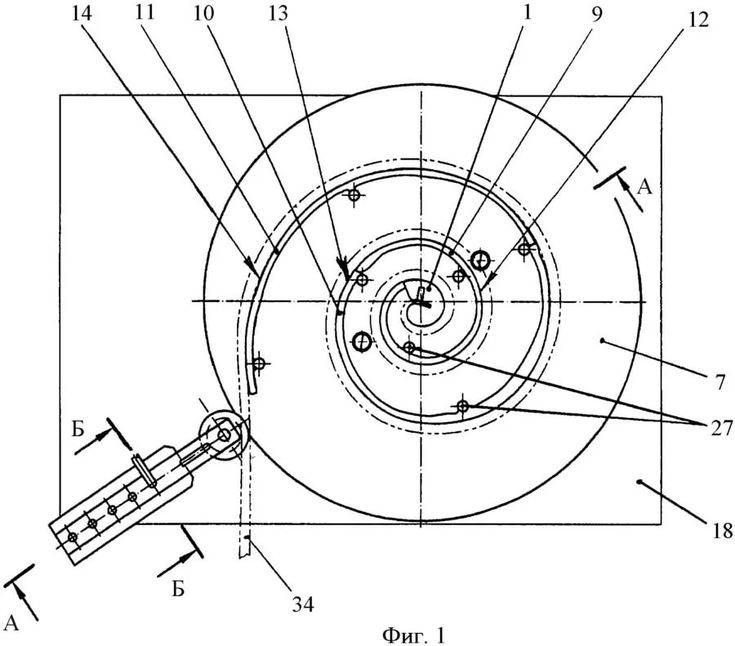
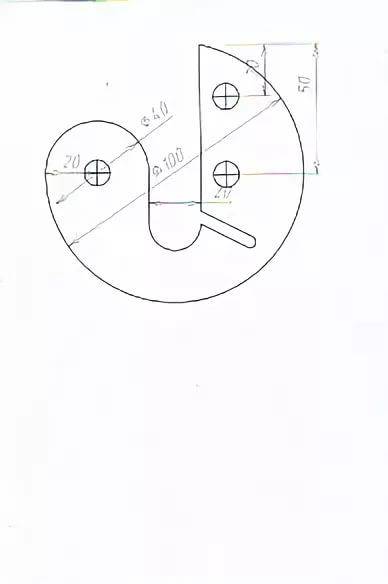
Разборные улитки с вращением
Кондуктор сложной формы считается наиболее сложным в самостоятельном изготовлении. Позволяет делать на одном штампе спирали с различным количеством витков.
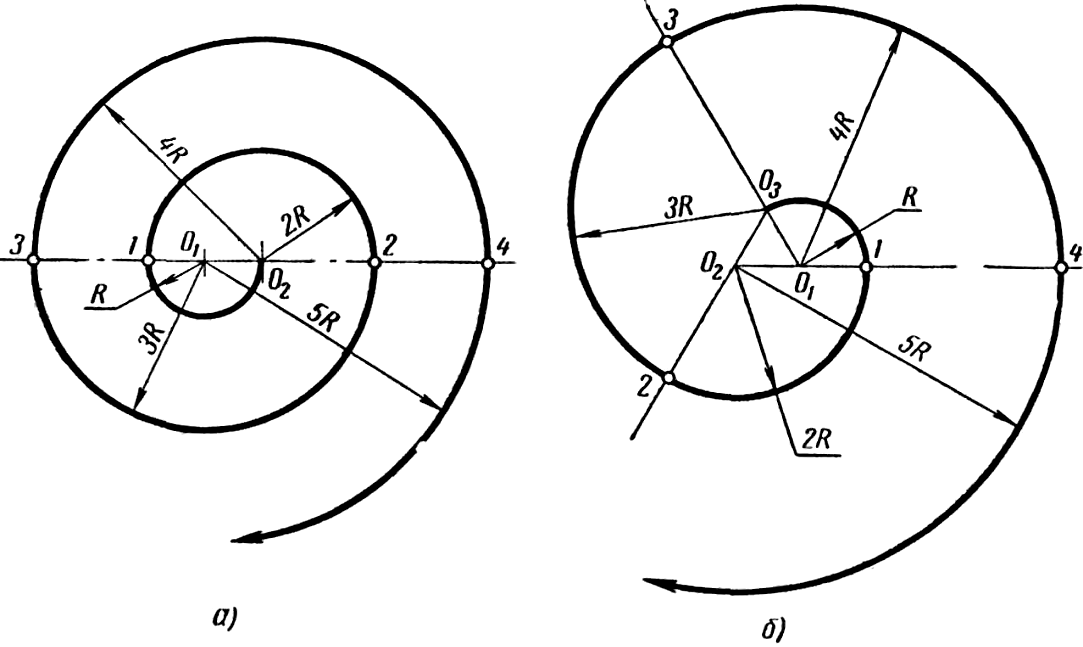
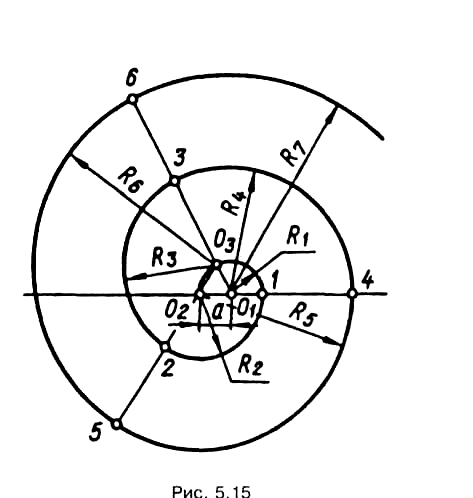
Разборная поворотная улитка представляет собой съемную модель, изготовленную из нескольких сегментов. Сначала можно изготовить из листа большую, многовитковую спираль. Затем разрезать ее на несколько сегментов. Рез должен быть очень тонким и проходить под углом. В каждом сегмента делается 2 отверстия и в них вставляются штыри. Для точной сборки кондуктора, их надо делать методом подметки по платине.
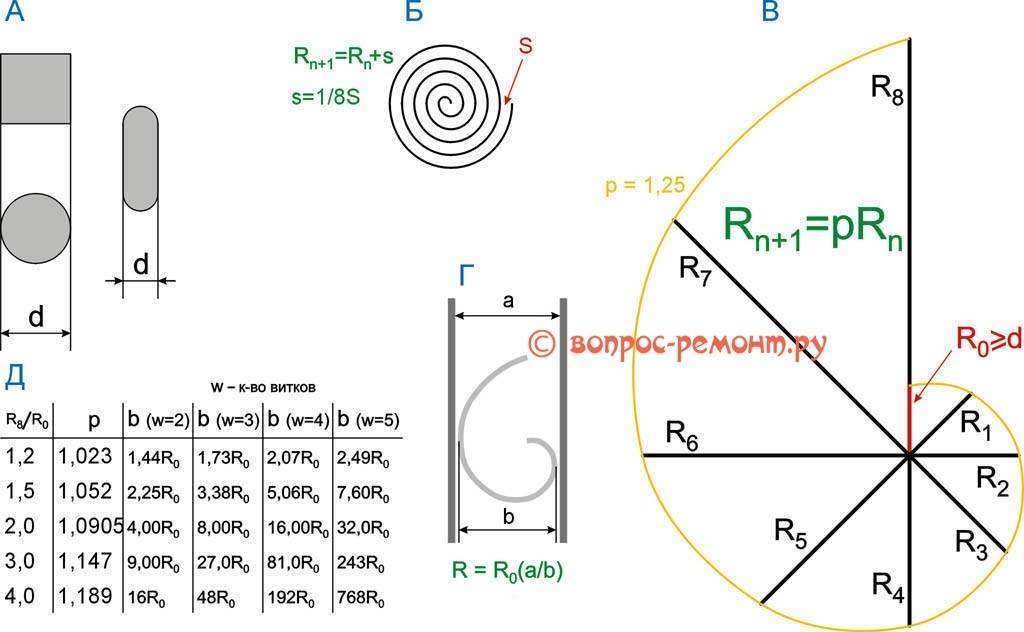
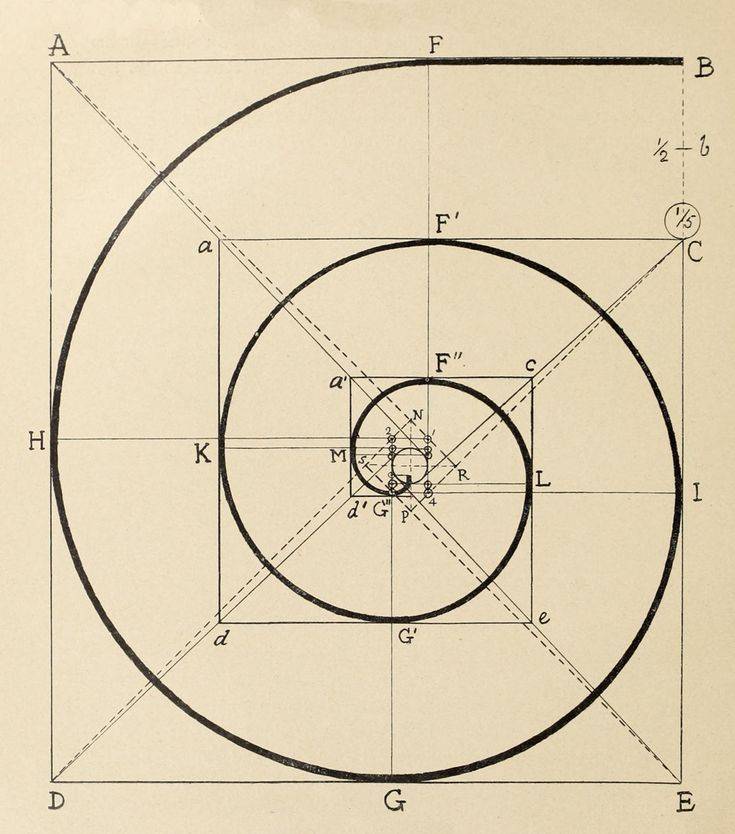
УЛИТКА, ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ В процессе гибки прутка сегменты добавляются до нужного размера завитка. Разборные улитки, сделанные по формуле золотого сечения, универсальны.
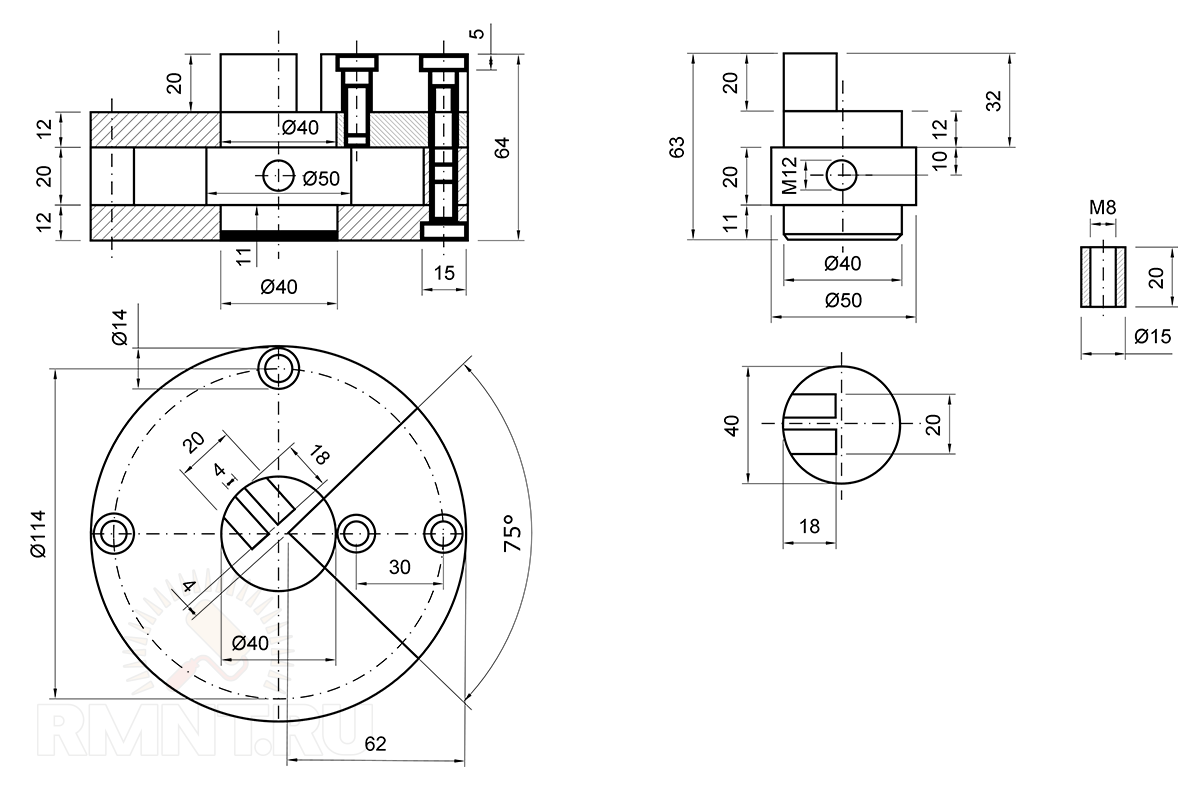
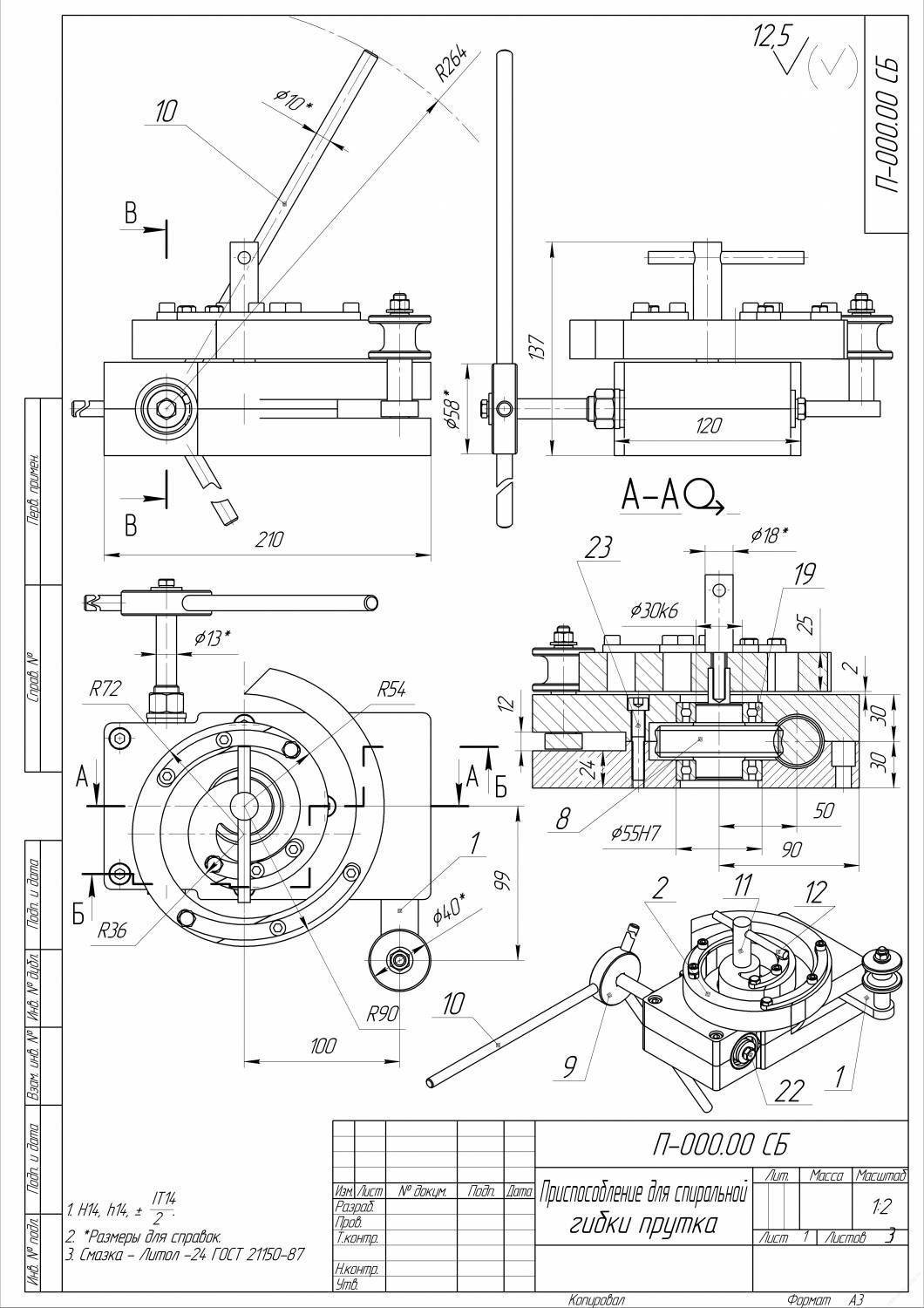
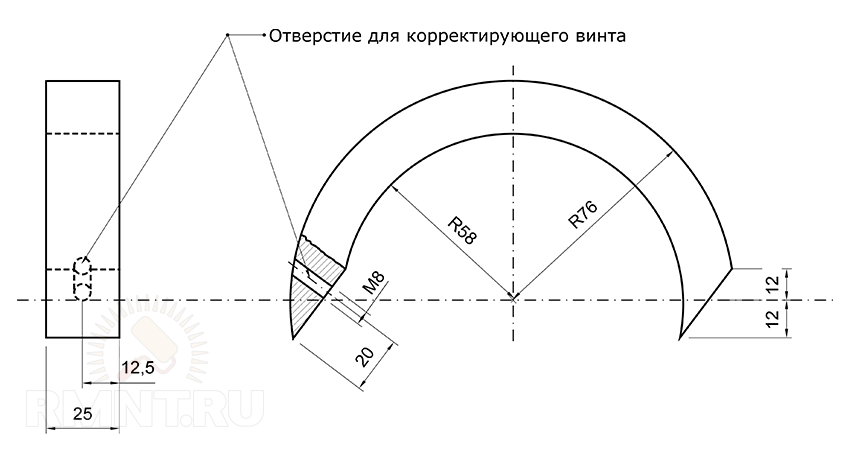
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
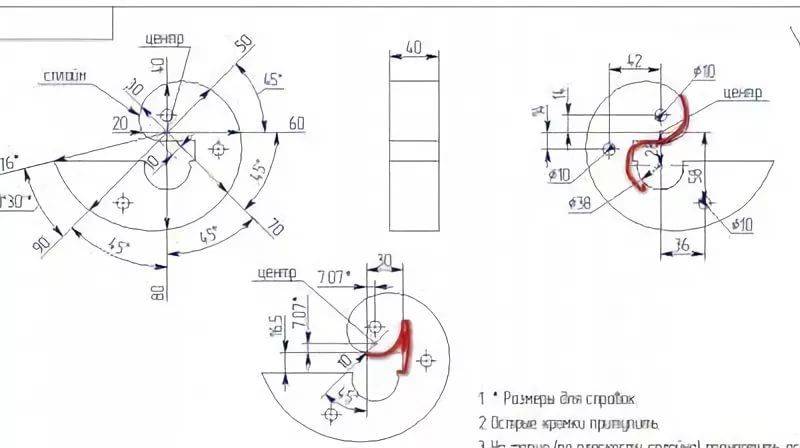
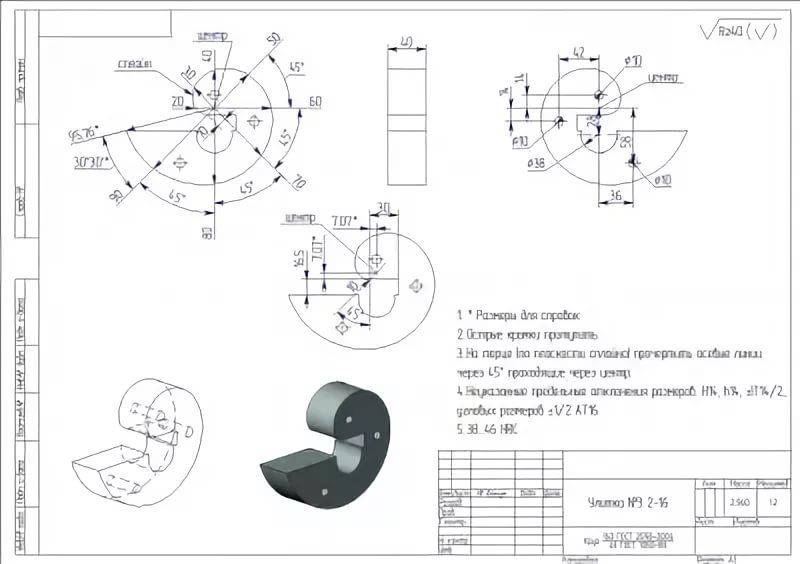
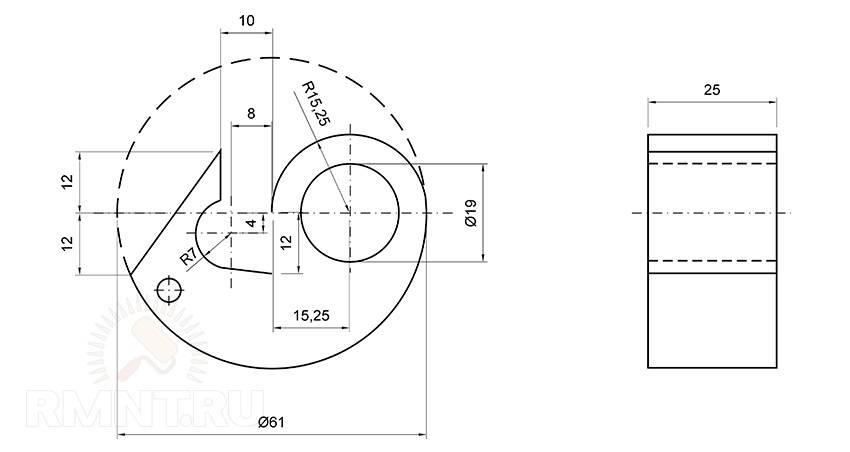
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
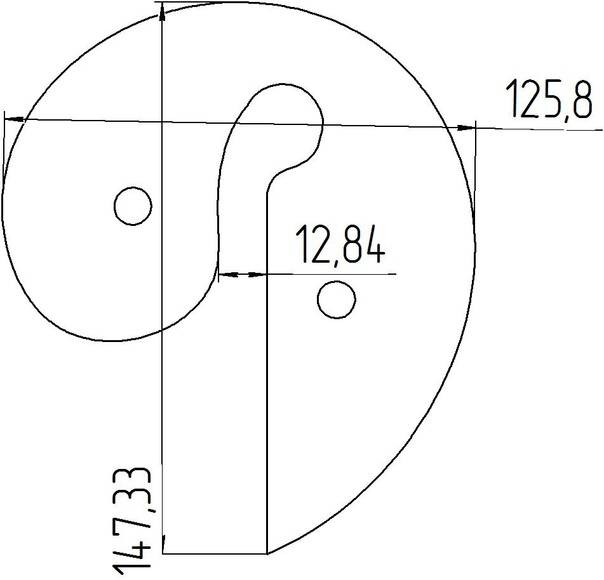
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
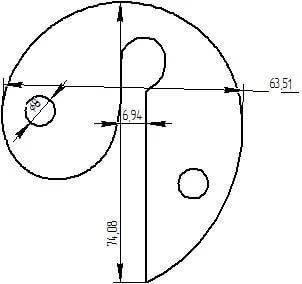
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

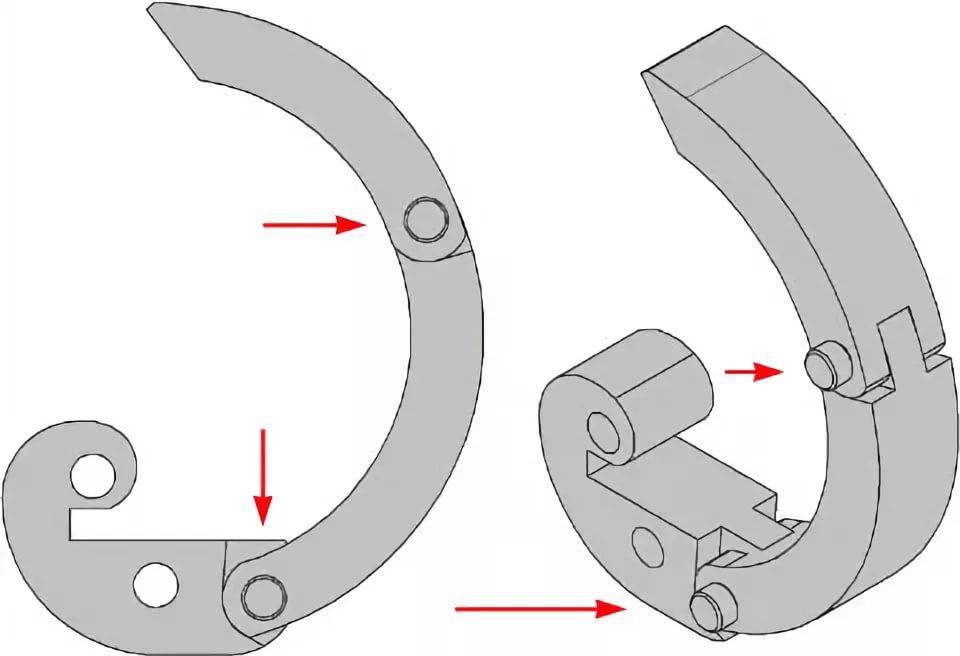
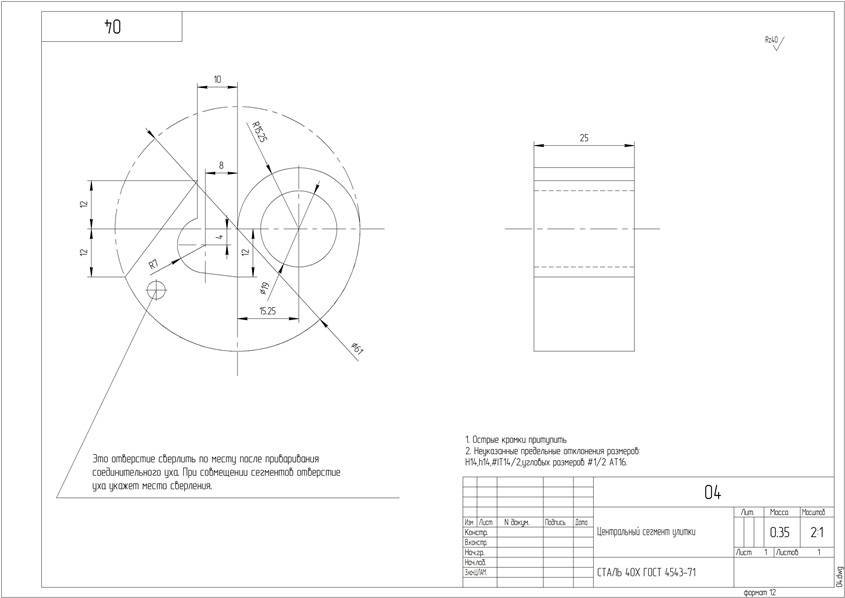
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
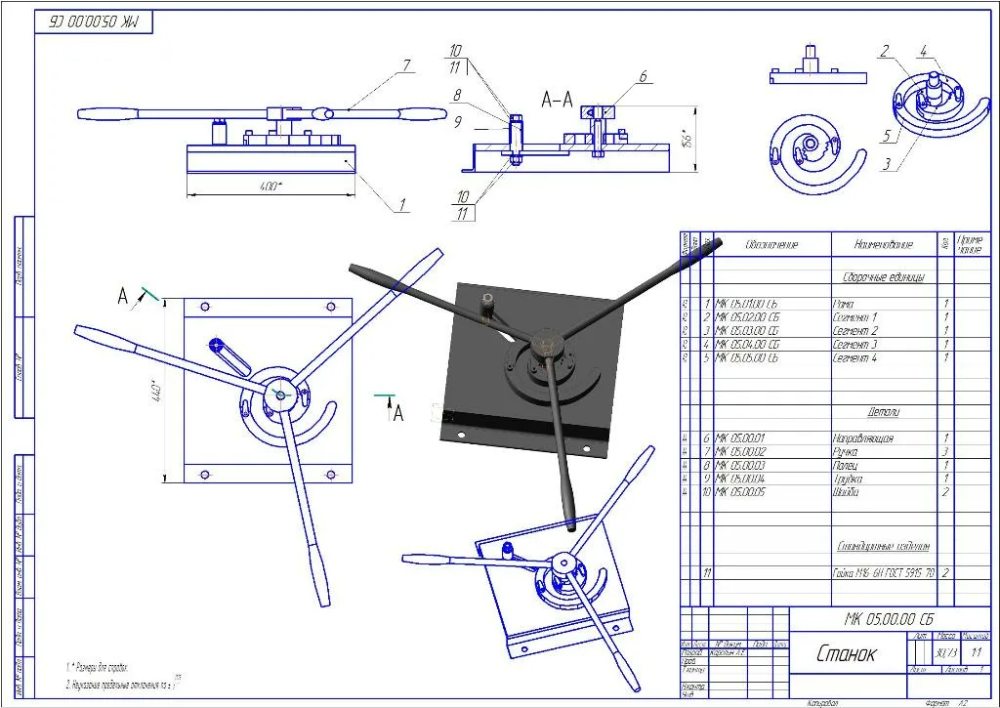
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Как сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
Процесс изготовления
Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.