Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Это интересно: Токарный станок 16К20 — характеристики, назначение и принцип работы
Функции токарной машины.
Универсальный винторезный станок предназначен в основном для обработки резанием всевозможных деталей. Изделия, отличающиеся габаритами, материалами, конфигурациями, изготавливаются путем последовательного выполнения операций наружного точения, растачивания, протачивание торцевых плоскостей¸ сверления, отрезания, нарезание резьбы наружной и внутренней. Настольный токарный станок «Школьник» имеет возможность не только нарезать дюймовые, модульные и метрические резьбы, но и обрабатывать заготовки конических форм. Для достижения требуемого размера конусов предусмотрены фиксирующие крестовики. А с помощью регулировки прижимной планки и выбора зазоров можно добиться высокой точности выполняемых работ.
Соблюдение техники безопасности:
- Двигатель, а также металлическое оборудование, которое может оказаться под напряжением, должны быть заземлены.
- Рабочее место должно быть хорошо освещаемым.
- Нужно пользоваться средствами индивидуальной защиты и спецодеждой.
- Не допускать посторонних к токарному станку.
- Помнить о личной ответственности за выполнение правил охраны труда.
Особенности монтажа
В дополнение к станку поставляется стол. Необходимо выполнить точную фиксацию оборудования на деревянной поверхности стола (можно воспользоваться горизонтальным уровнем) с помощью шести винтов
Особое внимание стоит уделить заземлению. Заземляющий провод необходимо пропустить сквозь специальные отверстия в станине и закрепить болтами
Болты и другой крепеж можно приобрести в специализированных магазинах. Например в «Крепком» есть хороший выбор. Читайте больше информации на их сайте.
Перед эксплуатацией необходимо выполнить тщательный осмотр и проверку всех деталей и узлов.
Насколько правильно будет произведена установка оборудования, настолько точно будет работать станок.
Это интересно: Станки и устройства для заточки ножей — разъясняем развернуто
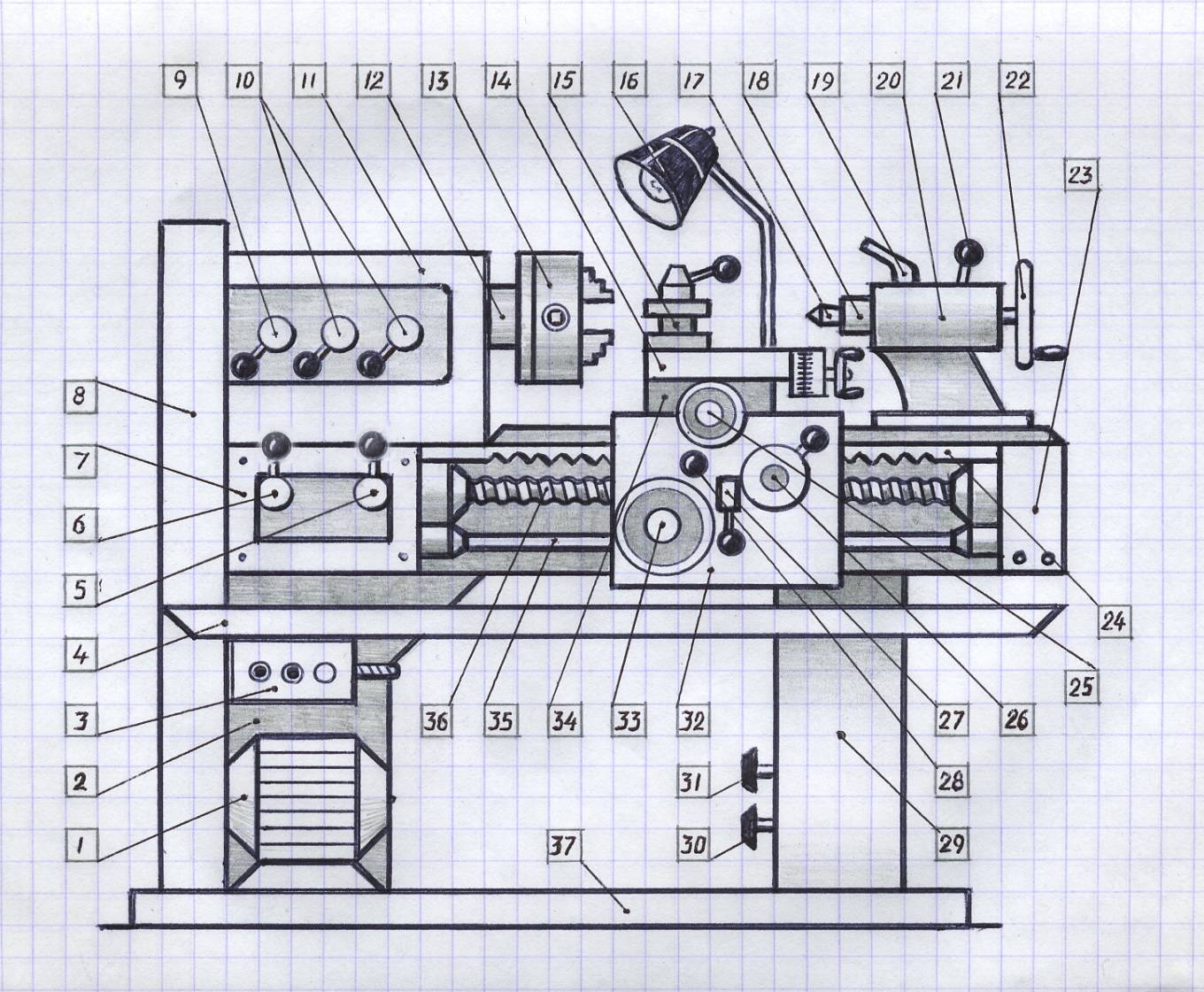
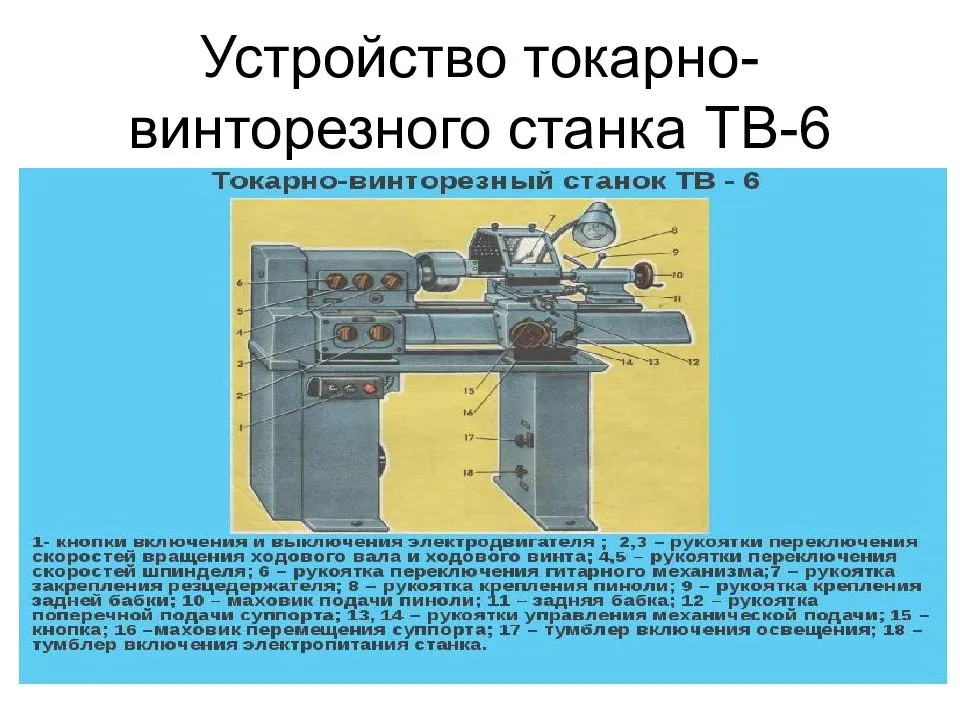
Управление станком ТВ-7М
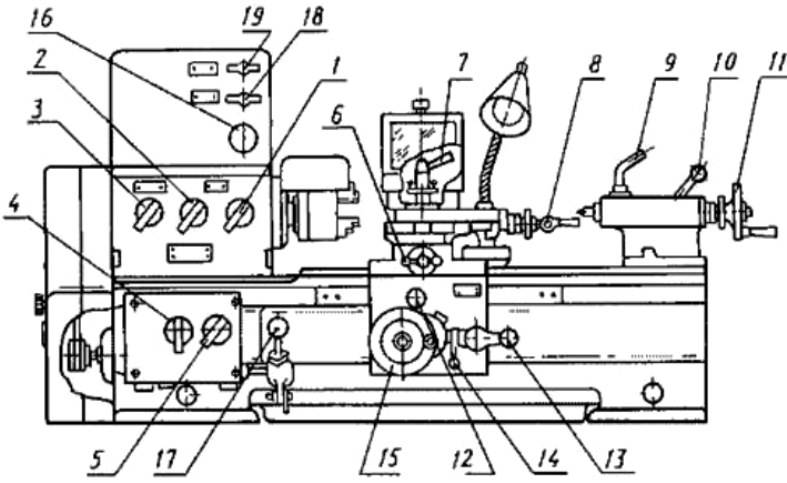
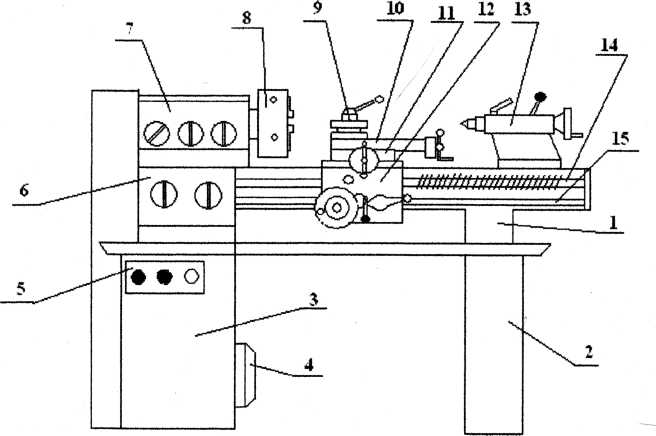
Пуск и остановка электродвигателя станка производится рукояткой 17 (см. рис. 2).
При включении рукоятки 17 вверх — вращение двигателя «Вперед», при включении вниз — вращение двигателя «Назад». В среднем положении рукоятки двигатель отключен.
В зависимости от характера выполняемых на станке работ рукоятки и рычаги управления (см. рис. 2) должны находиться в определенных положениях.
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом):
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт — Вал» в левом положении «Винт».
- На фартуке — рукоятка самохода 14 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 12 — в положении «На себя».
- Рукоятка включения маточной гайки 13 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача):
- На передней бабке — положение рукоятки реверса 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт—Вал» в правом положении «Вал».
- На фартуке — рукоятка самохода 14 во включенном положении «На себя».
- Рукоятка включения маточной гайки 13 — в верхнем положении.
- Рукоятка включения реечной шестерни 12 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче:
- На передней бабке — положение рукоятки трензеля 4 в среднем положении.
- На коробке подач — положение рычага «Винт—Вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получений необходимых режимов резания согласно рис. 12.


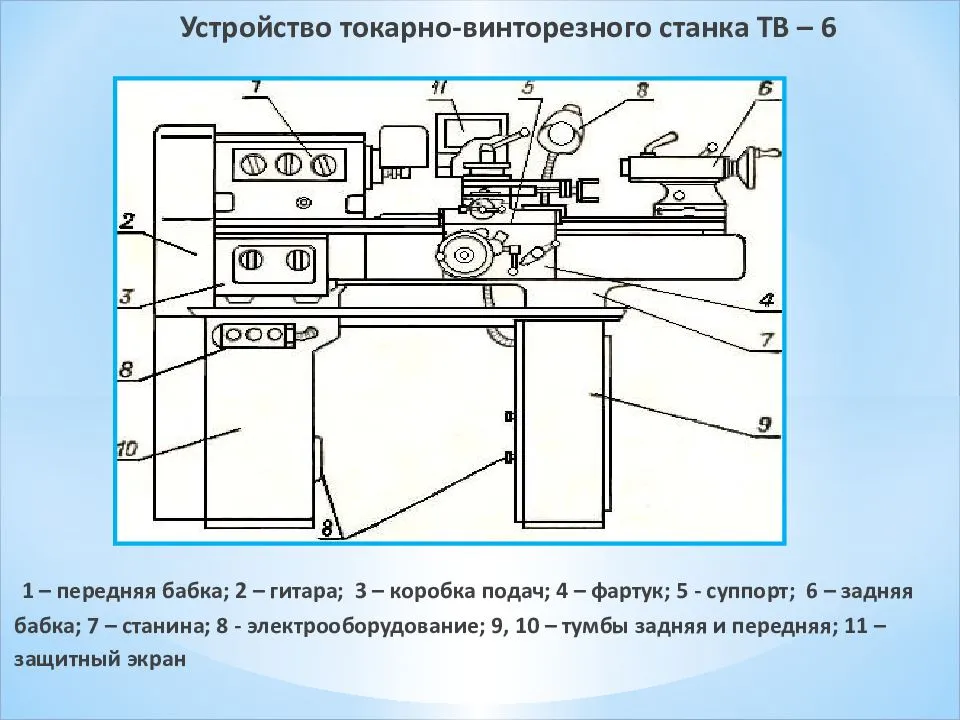
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Станок токарно-винторезный (учебный) ТВ-6. Паспорт, 1983
ТУ 79 РСФСР 507-80
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Школьный токарный станок ТВ-7М
НАЗНАЧЕНИЕ: Предназначен для обучения профессии токаря, поэтому его называют «школьный», но при этом подходит для выполнения всех видов токарных операций при массе детали не более 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей;
- отрезка;
- нарезка резьб;
- подрезка торцев;
- сверление.
ОСОБЕННОСТИ:
- Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течении длительного срока эксплуатации.
- Станок прост в эксплуатации, надежен, долговечен;
- Экономичность и низкий уровень эксплуатационных расходов.
Технические характеристики
| ПАРАМЕТР | ЗНАЧЕНИЕ |
| Наибольший диаметр заготовки, устанавливаемой в патроне, мм | 110 для патрона D 125; 90 для патрона D 100 |
| Наименьший диаметр заготовки, устанавливаемой в патроне, мм | 5 |
| Максимальный диаметр обработки над станиной, мм | 220 |
| Максимальный диаметр обработки над суппортом, мм | 100 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 275 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 250 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 18 |
| Конус шпинделя | Морзе 3 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм | 0,8; 1;1.25; 1.5; 2; 2,5 |
| Количество скоростей вращения шпинделя | 6 |
| Диапазон частот вращения шпинделя, об/мин | 60/105/185/315/555/975 |
| Габаритные размеры (LxBxH), мм | 1144х585х735 |
| Масса, кг | 210 |
| Мощность привода главного движения, кВт | 0,75 |
| Напряжение питания, В | 380 (50Гц) |
| Наибольшие размеры сечения прямоугольной державки резца, мм | 16×16 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,25 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,025 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 2 |
| Продольное перемещение суппорта на один оборот лимба, мм | 20 |
| Центр в пиноли задней бабки | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 65 |
| Цена деления шкалы перемещения пиноли, мм | 0,025 |
| Значения продольных рабочих подач суппорта, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Величина поперечного смещения задней бабки, мм | ± 5 |
| Расстояние между центрами, мм | 275 |
| Высота центров, мм | 120 |
| Класс точности | Н |
КОМПЛЕКТ ПОСТАВКИ:
- ТВ-7 Станок в сборе
- Принадлежности, инструмент и документация входящие в комплект и стоимость станка: Установлены на станке: СГС-1-3 ТУ 16.535.747-75 Светильник местного освещения 1шт.
- ТВ-7.11.000 Кожух защитный 1шт.
- ТВ-7.05.311 Шестерня сменная 1шт.
Приложены отдельным местом в общей упаковке:
- ТВ-6.19.000 Защитный экран 1шт.
ТВ-7.12.000 Щитки защитные для ограждения ходового винта и ходового валика 1шт.
Патрон трехкулачковый с ключом 1шт.
ТВ-7.16.010 Планшайба патрона 1шт.
ТВ4-03-04 Центр упорный 1шт.
ТВ-7.16.301 Центр упорный 1шт.
ТВ-7-16.030 Ключ резцедержателя 1шт.
7811-0464 ГОСТ 2839-80 Ключ 1шт.
7811-0004 ГОСТ 2839-80 Ключ 1шт.
Резцы токарные 4шт.
ТВ4-06-12 Маховик фартука 1шт.
ТВ-7М.05.703 Сменная шестерня 1шт.
ТВ-7М.05.704 Сменная шестерня 1шт.
Паспорт 1шт.
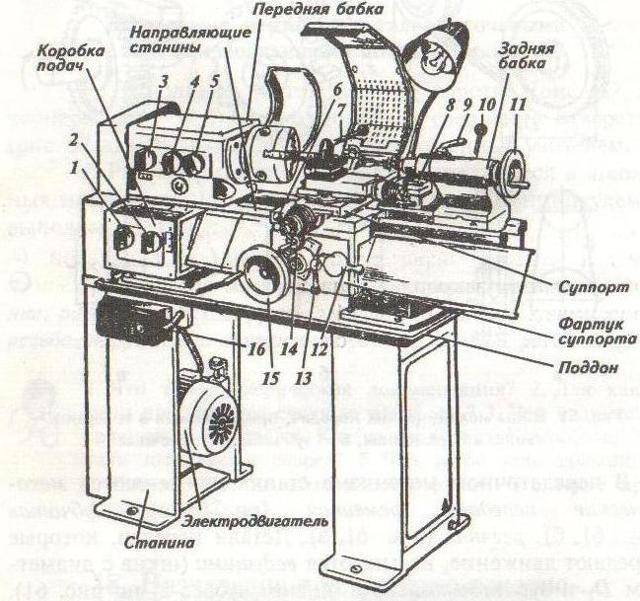
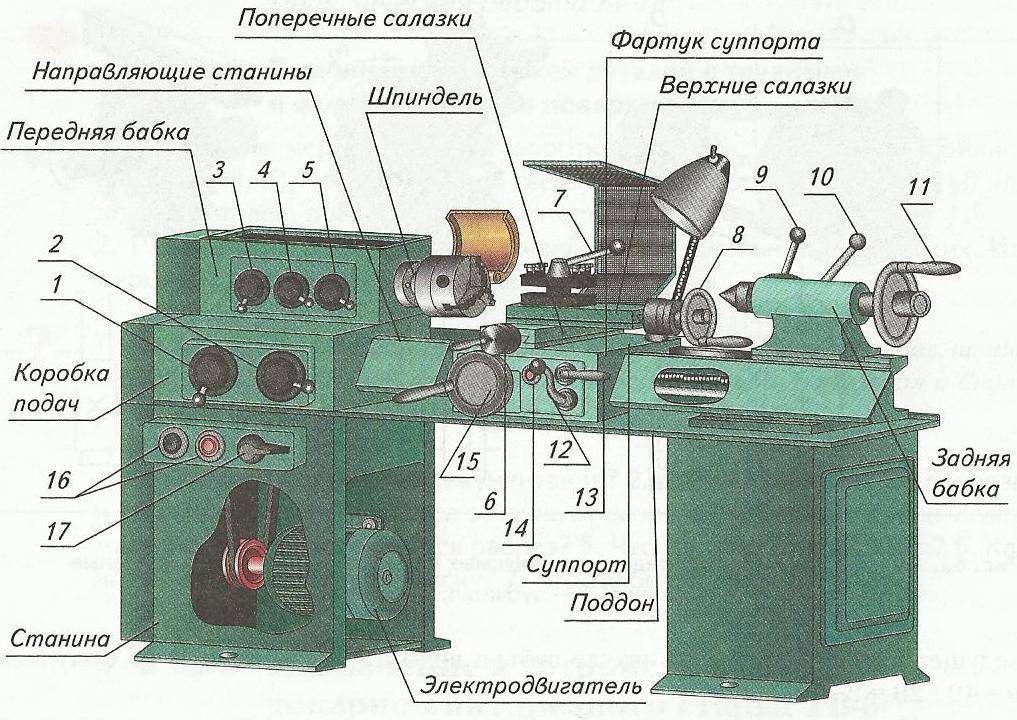
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.




Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
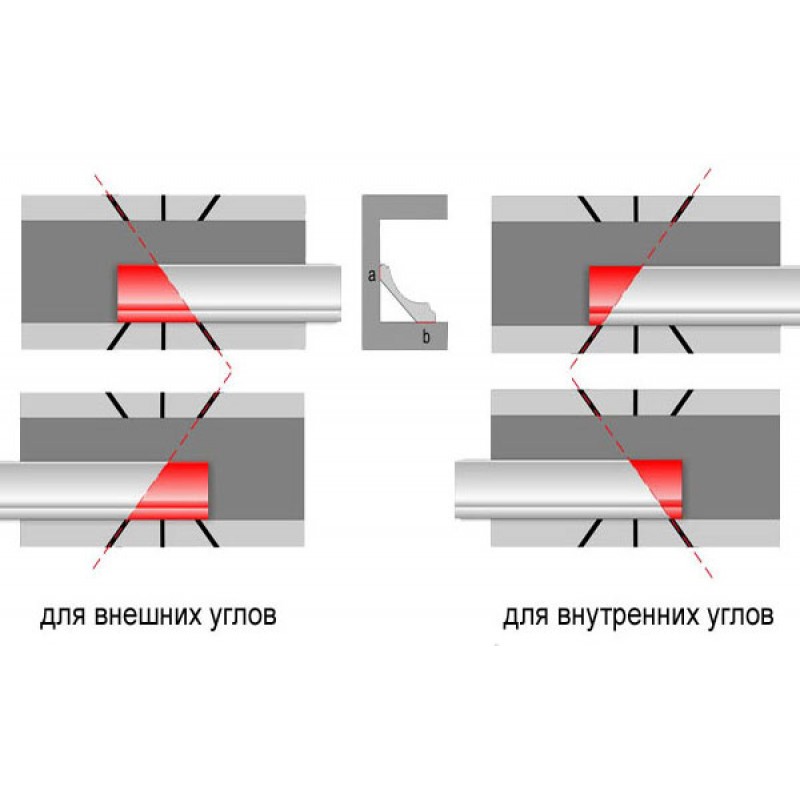
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
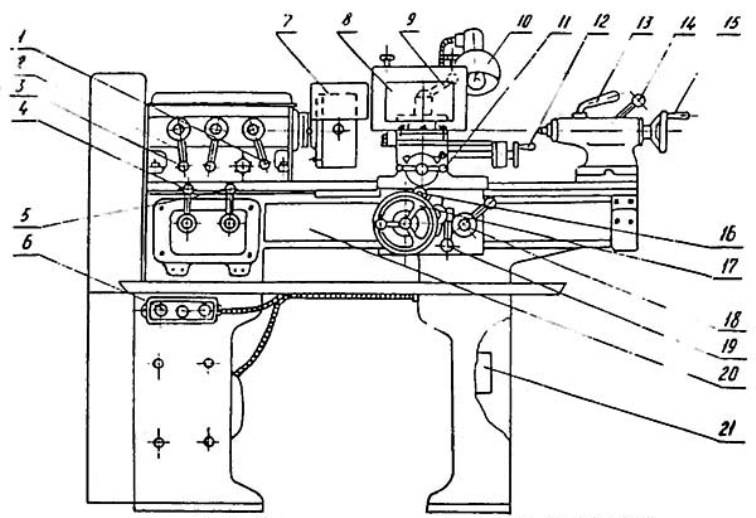
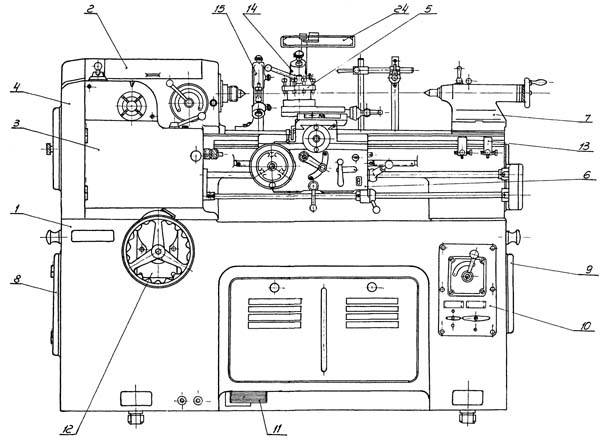
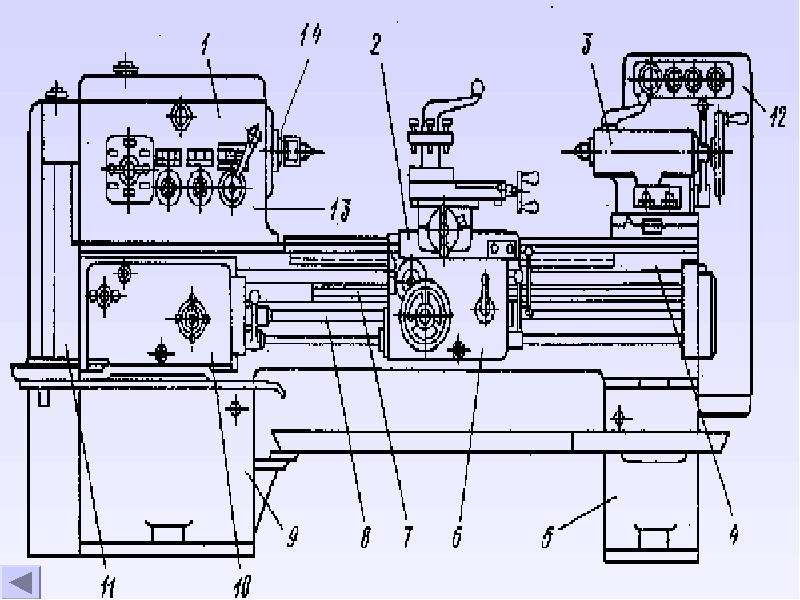
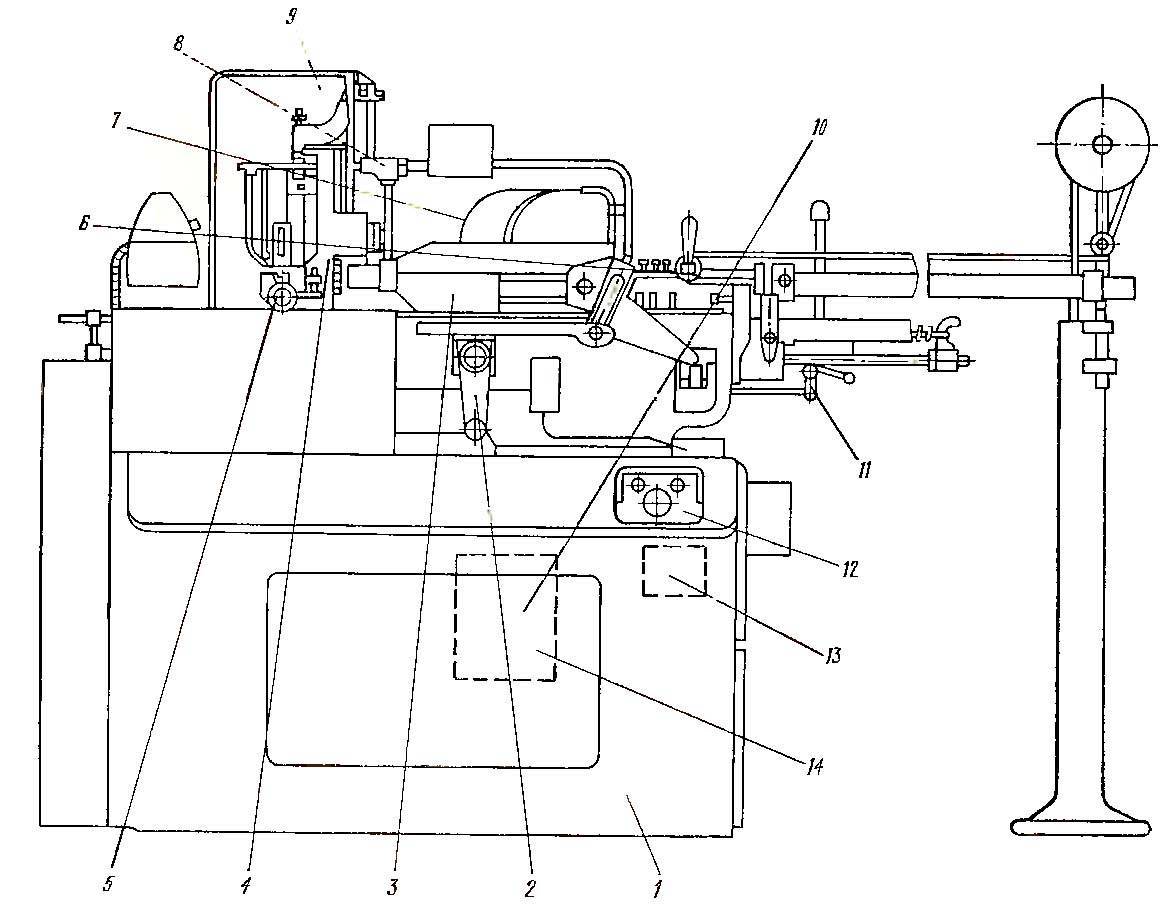
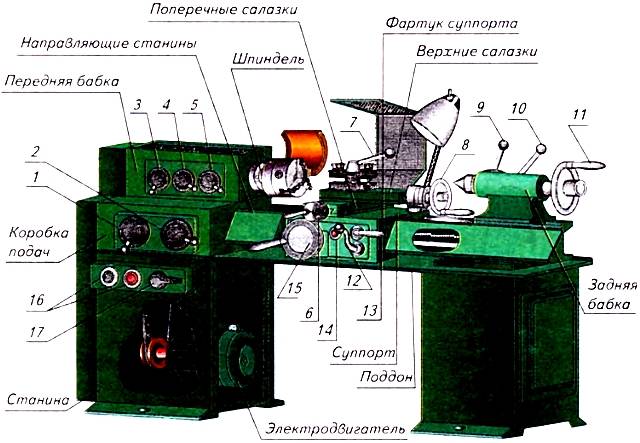
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
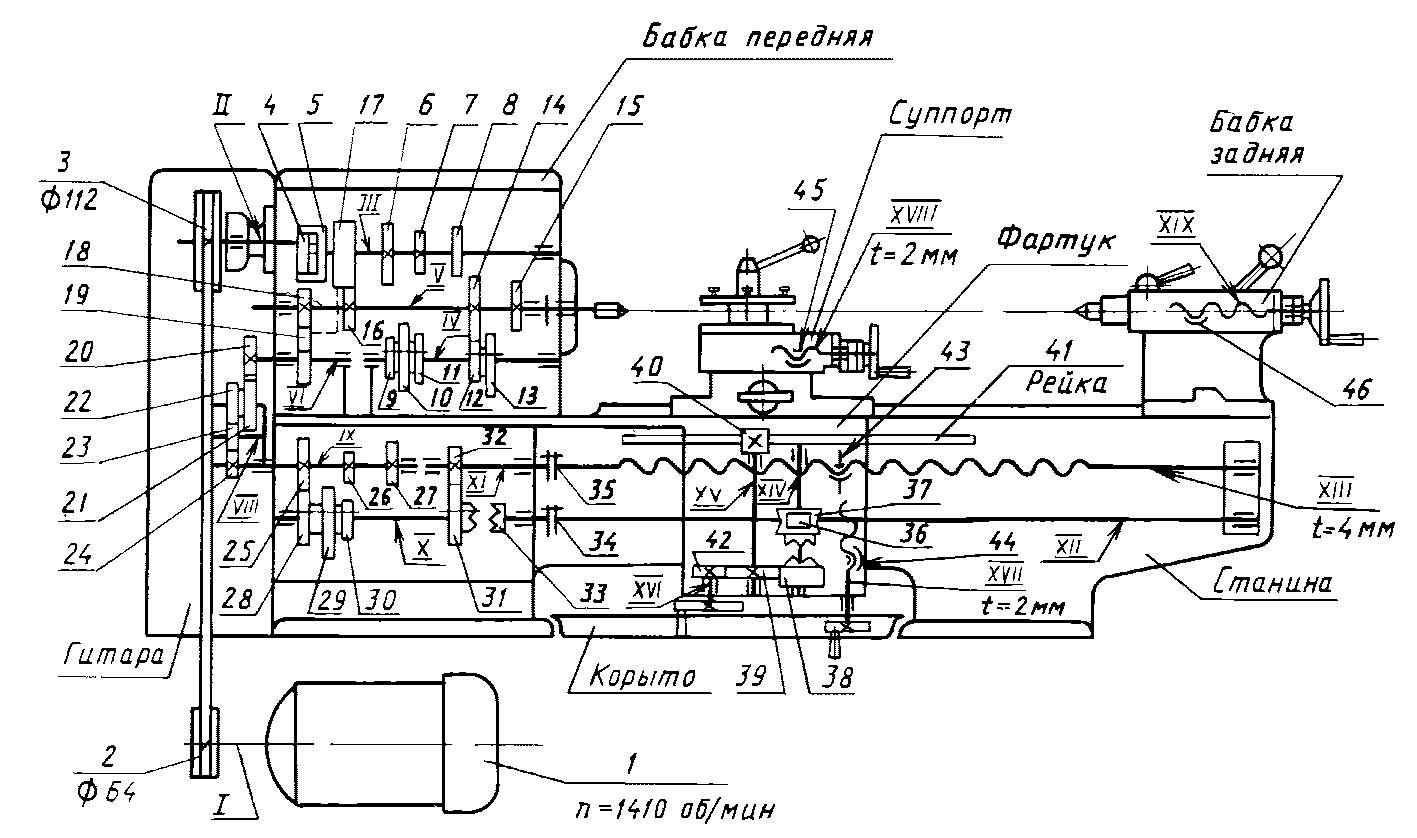
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.







Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
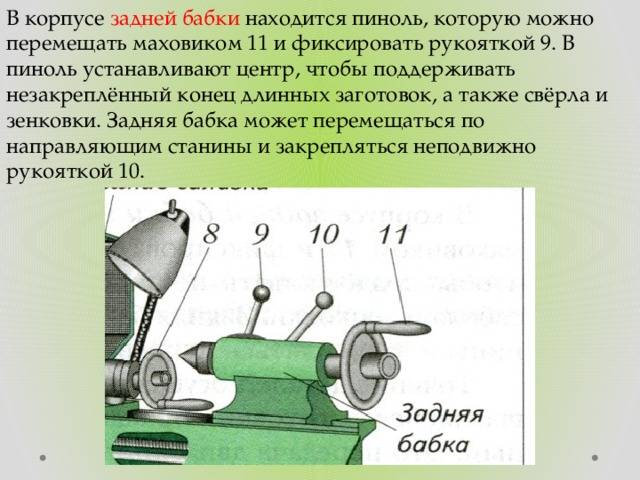
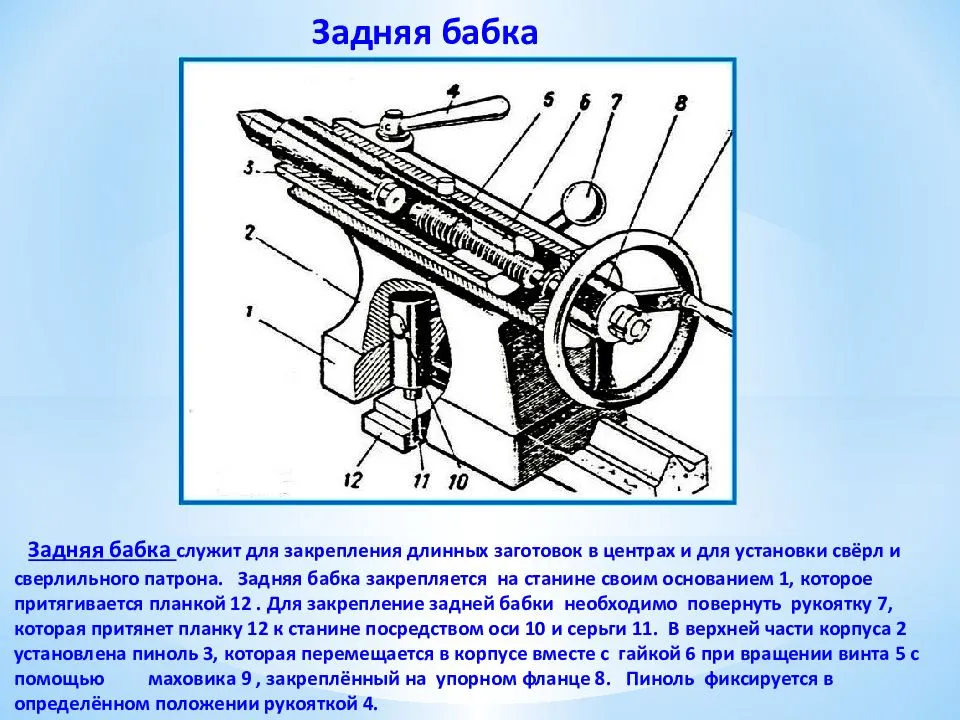
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.