
Классификация оборудования с числовым программным управлением
В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
Фрезерный станок с ЧПУ
Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.
ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
Токарный станок с ЧПУ
Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ
На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ
Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.

Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии
Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки
При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
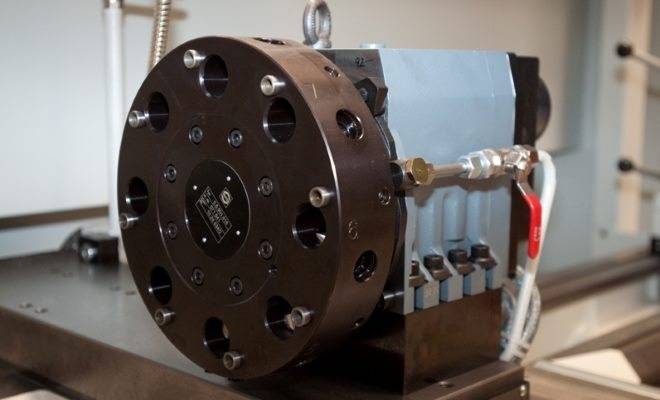
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

Токарный станок с ЧПУ DMTG модель CKE6150Z
Дополнительные критерии выбора
Изучив каталог продавца, можно отметить для себя несколько моделей со сходными характеристиками и функционалом. Сделать окончательный выбор помогают следующие критерии:
производитель. Основную массу представленных в российских магазинах токарных станков составляет отечественный инструмент, а также устройства, произведенные на территории Европы и Китая. Продукция европейских фирм отличается максимальным качеством и надежностью, но стоит дорого. Российские и китайские станки представляют собой разумный компромисс между ценой и возможностями. Они вполне надежны и подойдут для решения многих типичных задач; гарантийное и сервисное обслуживание. Даже самый надежный инструмент иногда ломается. Достаточно большое и тяжелое устройство нелегко переслать по почте в другой город или страну
Также следует обратить внимание на доступность и стоимость комплектующих; дополнительные опции. Некоторые модели станков оснащены приспособлениями, напрямую не влияющими на функционал устройства, но заметно облегчающими обработку деталей. К числу таких опций относится подсветка рабочей области; надежность работы
В отдельных случаях выдающиеся технические характеристики не соответствуют реальной работе устройства. Если продавец предлагает лично опробовать станок в деле и тем самым продемонстрировать все возможности модели, нужно воспользоваться такой возможностью. Инструмент должен стабильно работать во всех режимах. При этом не должны возникать посторонние вибрации и шумы





К числу таких опций относится подсветка рабочей области; надежность работы. В отдельных случаях выдающиеся технические характеристики не соответствуют реальной работе устройства. Если продавец предлагает лично опробовать станок в деле и тем самым продемонстрировать все возможности модели, нужно воспользоваться такой возможностью. Инструмент должен стабильно работать во всех режимах. При этом не должны возникать посторонние вибрации и шумы.
Токарный станок — незаменимый инструмент для домашней мастерской. Инструменты, предназначенные для бытового использования, дешевы и отличаются компактными размерами, но при этом достаточно функциональны. Они позволяют проводить те же операции с металлическими деталями вращения, что и их промышленные аналоги.
Сборка всего воедино
- Двигаясь слева направо, переместить каретку на приблизительную известную позицию. В UI ЧПУ сбросить смещения, установив значение позиции как 0.
- Измерить расположение каретки.
- С помощью G-code передвинуть каретку на 1” дальше вправо, то есть к Z1.
- Измерить новое положение каретки и посчитать разницу в дюймах.
- Разделить значение «шаги на дюйм» на пройденное кареткой расстояние, получив новое значение «шагов на дюйм». Например, если количество шагов на дюйм равно 20 000, и вы производите смещение на 1.015”, то новое значение будет 20 000/1.015 или 19 704 шагов на дюйм.
- Повторять процесс, пока команда выполнить смещение на 1” не будет давать конкретно смещение на 1”.
Классификация металлорежущих станков
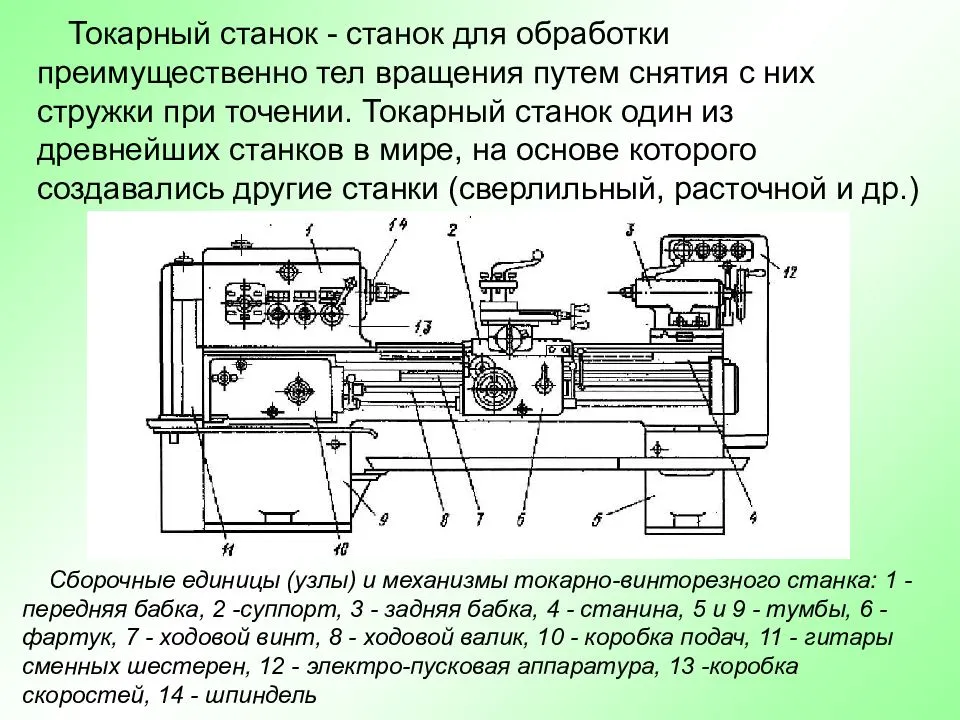
Металлорежущий станок – машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом. Все металлорежущие станки классифицируются по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Металлорежущие станки подразделяются на 9 групп (рисунок 1).
Рисунок 1 – Классификация станков по методу обработки
Каждая группа станков делится на типы. Так например, токарные станки бывают специализированные, одношпиндельные, многошпиндельные, револьверные, лобовые, многорезцовые, карусельные и т.д.
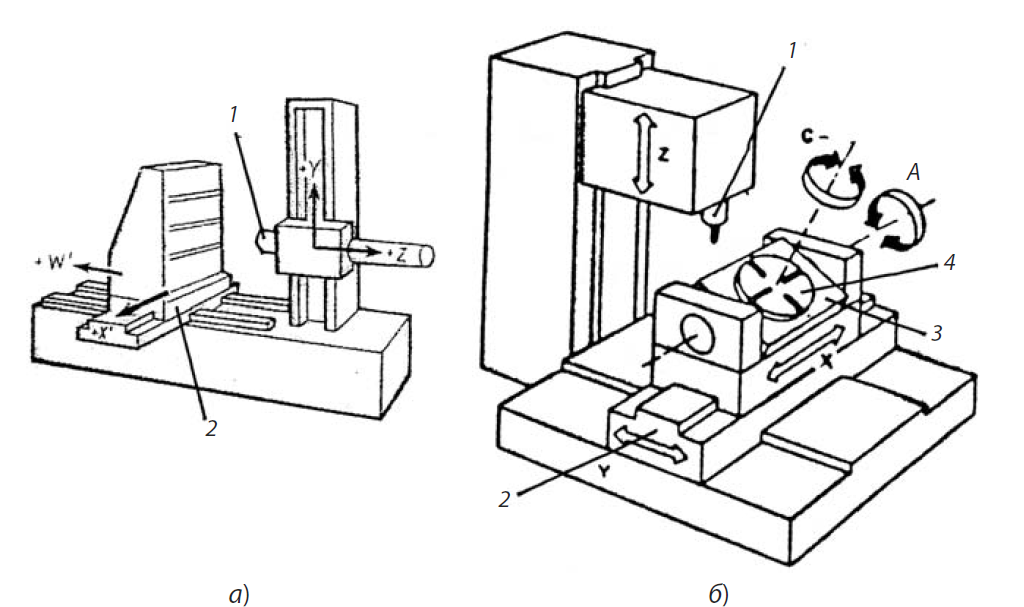
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами и точностью обработки (рисунок 2).
Рисунок 2 – Основные виды фрезерных станков
При этом, например, если рассматривать операцию зубофрезерную, то для этой операции можно выбрать станки 5-й группы, но это будет зубофрезерный станок, а фрезерные станки расположены в 6-й группе. То есть четкого разграничения между группами нет, тем более появляются новые станки, реализирующие ранее неиспользуемые методы обработки.
Согласно стандартов, оборудование имеет основные размеры, характерные для станков каждого типа. Так, например, для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки (рисунок 3), для фрезерных станков — длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно- строгальных станков — наибольший ход ползуна с резцом.
Рисунок 3 – Наибольший диаметр заготовки для токарных станков
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
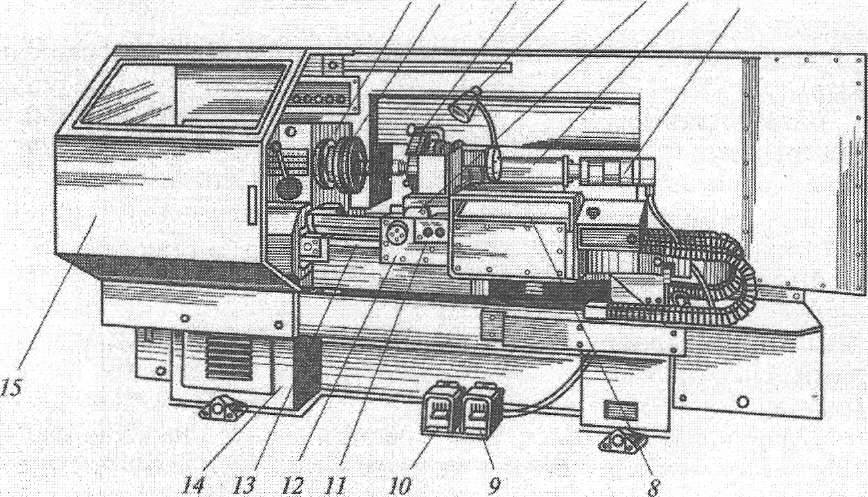
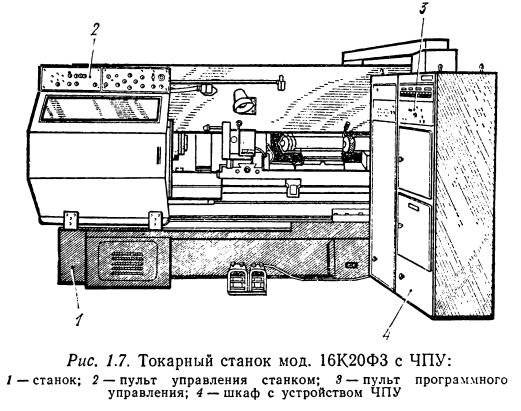
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр — номер, состоящий из нескольких цифр и букв. На рисунке 4 показан пример обозначения токарного станка с ЧПУ (числовое программное управление).
Рисунок 4 – Обозначение токарного станка с ЧПУ
Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20Ф3 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ). Пример ГПМ приведен на рисунке 5.
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
Цифра после буквы Ф обозначает особенность системы управления:
- Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат;
- Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой;
- Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности и соответственно сравнительно быстрой окупаемости.
Рисунок 5 – Пример гибкого производственного модуля
Кроме того, металлорежущие станки делятся по степени универсальности, по степени автоматизации и классу точности. Классификация станков представлена на рисунке 6.
Рисунок 6 – Классификация станков
Виды и принцип работы

Существуют разнообразные модели станков с ЧПУ, но их принцип действия во многом аналогичен. Это оборудование работает в автоматическом режиме под контролем оператора. Станок имеет 3 и более осей, по которым перемещается рабочий (режущий, обрабатывающий) инструмент. Каждая ось снабжена собственным шаговым двигателем, обеспечивающим необходимое движение инструмента по ней. Работа двигателей задается управляющей системой, подающей соответствующую команду в нужный момент согласно заложенной программе. В рабочей зоне расположены датчики, обеспечивающие обратную связь, сообщая координаты нахождения инструмента в пространстве. В результате осуществляется пространственная обработка детали в системе координат X, Y, Z с большой точностью. Станки с ЧПУ выполняются на базе ЭВМ и микропроцессоров, способных обрабатывать сложные управляющие программы.






Станки с ЧПУ способны выполнять разнообразные операции. По назначению можно выделить такие основные разновидности:
- Сверлильные станки.
- Токарные станки.
- Фрезерные станки.
- Станки для электрической и химической обработки с применением электронно-лучевой, электрохимической, электроэрозионной, фотохимической и ультразвуковой технологии резки материалов.
- Режущие станки со специальной технологией: лазерные станки, станки для кислородной, плазменной, водоструйной резки материалов.
Конструкторско – технологические особенности станков с ЧПУ
Применение высокомоментных двигателей постоянного тока в приводах станков, имеет следующие преимущества:
1.Сокращает или устраняет механические передачи в цепях исполнительмеханизмов.
Токарные станки с ЧПУ не имеют ходового винта. При многопроходном нарезании резьбы, попадение резца в виток резьбы обеспечивает датчик резьбонарезания DP, который дает сигнал разрешающий движение резания только при определенном угловом положении шпинделя. Этот датчик действует и при выполнении команды “ориентированный останов шпинделя” М19. В сравнении с не программным оборудованием, видно упрощение конструкции шпиндельного узла станка, а следовательно снижение его стоимости и ремонтной сложности.
Принцип программирования
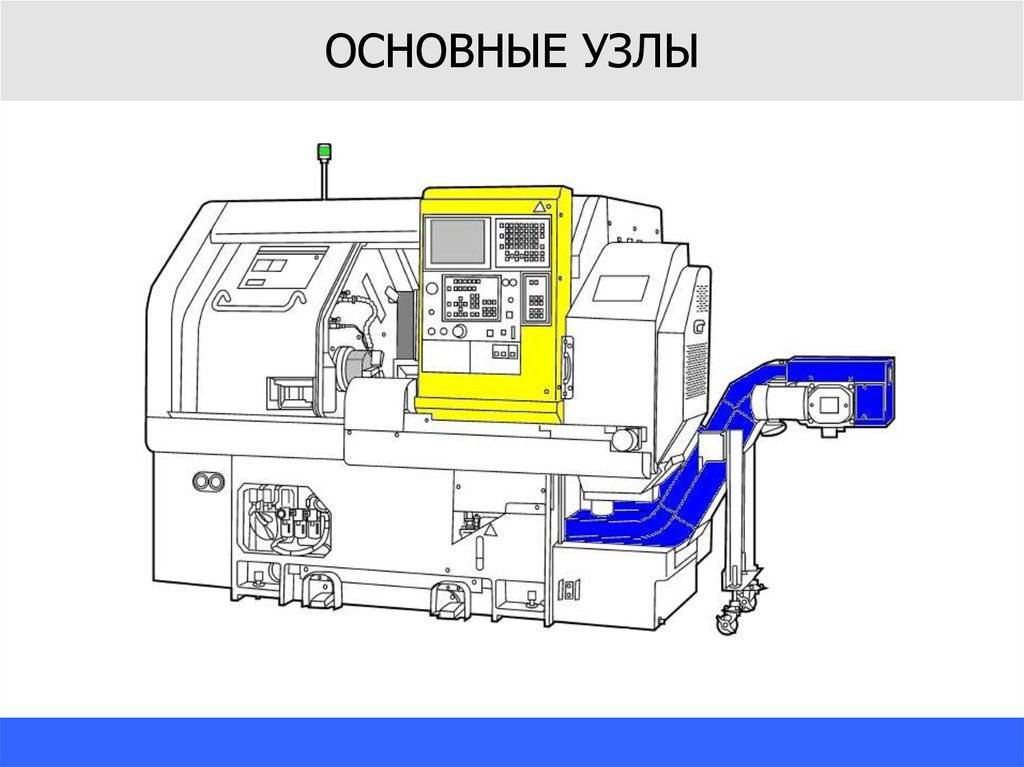
Что такое ЧПУ? Если говорить о комплектации, то система состоит из:
- Шкафа с пультом оператора.
- Дисплея.
- Контроллера управления — устройства, обрабатывающего информацию УП и управляющие работой приводов.
- Постоянного и оперативного запоминающего устройства (память).

В первую очередь работа этих устройств направлена на оперативное и корректное выполнение команд управляющей программы (УП). Но кто, и как ее пишет? Если вы хотите знать все о станках с ЧПУ, без этой информации не обойтись.
Для создания управляющей программы можно воспользоваться одним из предложенных методов:
А) Ручное программирование. Программная часть УП пишется технологом, который путем ввода числовых данных задает координаты перемещения рабочего органа вручную. Это трудоемкий и кропотливый процесс, поэтому его применение оправдано только если на производстве всего несколько автоматизированных станков, и они ориентированы на изготовление простых деталей.
Б) Программирование с пульта оперативной системы числового программного управления (shop-floor). УП пишется с использованием сенсорного экрана и джойстика, расположенных на стойке станка. Модели пятого поколения при вводе управляющей программы могут использовать диалоговый режим. Оператор ЧПУ, в любой момент, может протестировать программу или провести ее коррекцию.
В) Метод программирования с помощью систем САПР и CAM. Используется при написании программ для изготовления сложных деталей, с большим количеством задействованных операций. Программные средства управления пишутся в несколько этапов.
- С помощью графических программ САПР (AutoCAD, Solid, Catia, Компас) инженеры создают электронный чертеж детали.
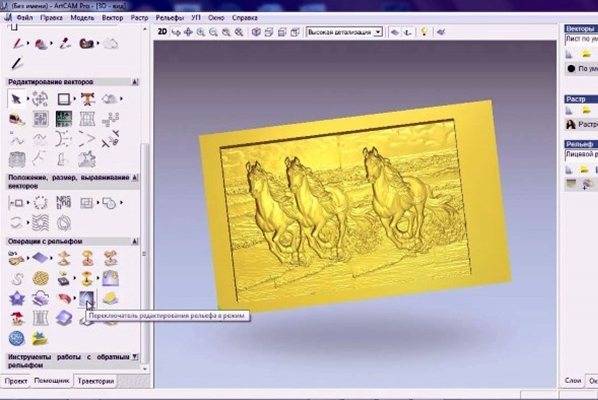
- В программу САМ (SheetCam, Kcam. MeshCam, CorelDraw) загружается полученный графический файл, предварительно преобразованный в формат DXF, Exeilon, HPGL, Gerber. Таким образом импортируется геометрия детали. Задача программиста-технолога описать траекторию движения рабочего органа путем задания чисел, выбрать способ обработки из предложенных вариантов, назначить рабочий инструмент. Параллельно процессу написания программы на экране происходит ее визуализация (функция бэкплот).
- Создается промежуточный Cl-файл на базе информации полученной из предыдущего этапа. Этот файл обрабатывается специальной программой, которая называется постпроцессор или паспорт. На выходе получают управляющую программу в соответствии с форматом конкретного станка. В этой УП команды уже сгенерированы в виде G- и М-кодов.
Требования к подобному программному обеспечению, как вы понимаете, довольно высоки. УП стоит тысячи долларов и токарем она не пишется.
Токарные станки с ЧПУ
Самый распространенный тип станков с числовым программным обеспечением – токарный.
Подразделяются по конструкции на:
- револьверные;
- патронно-центровые.
Основной отличительной особенностью токарно-револьверных станков с ЧПУ (рис. 1) является наличие револьверной головки.

Рисунок 1. Токарно-револьверный станок с ЧПУ.
Рисунок 1. Токарно-револьверный станок с ЧПУ.
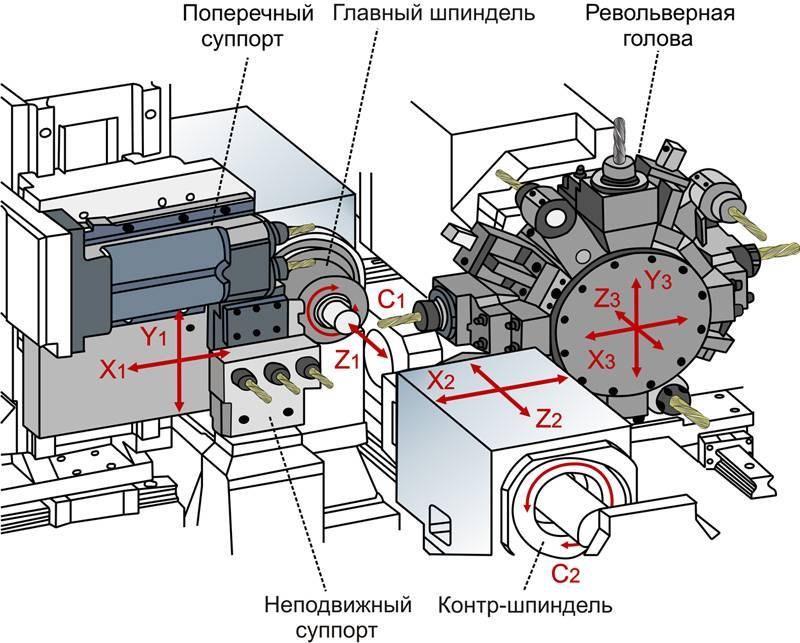
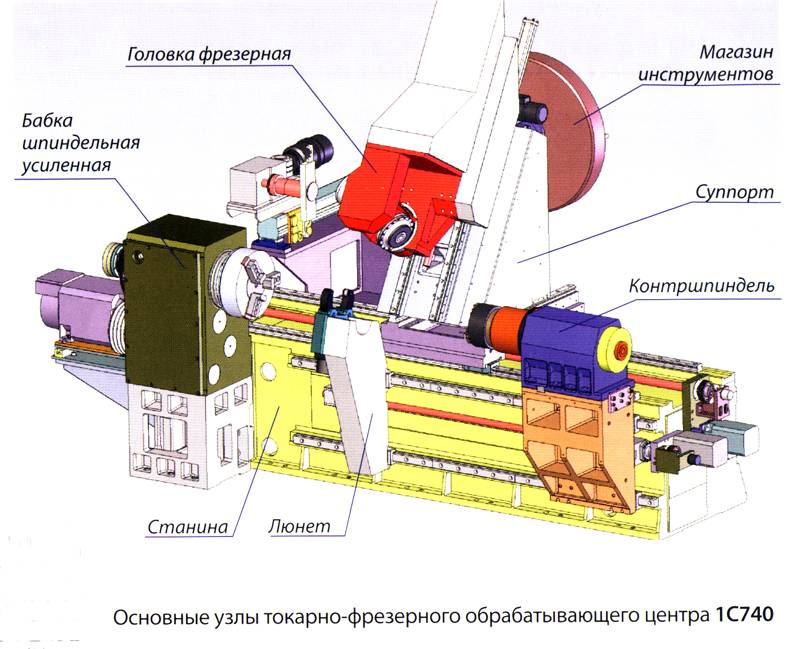
Револьверная головка устанавливается параллельно или перпендикулярно шпинделю и имеет несколько степеней свободы. Иногда револьверных головок устанавливается две, что расширяет технологические возможности станка и ускоряет процесс обработки. В большинстве случаев несколько или все патроны головки оснащаются собственным приводом для осуществления металлорежущих операций при помощи осевого инструмента. Токарные станки с револьверной головкой могут иметь один или два шпинделя. Двухшпиндельные станки, помимо возможности обработки деталей большой длины, часто оснащаются программным механизмом перехвата делали из одного патрона в другой. Это позволяет осуществлять широкий комплекс металлорежущих операций без перестановки детали, что так же сокращает время на изготовление и увеличивает производительность. Часто подобные станки способны за один установ изготовить полностью законченную деталь.
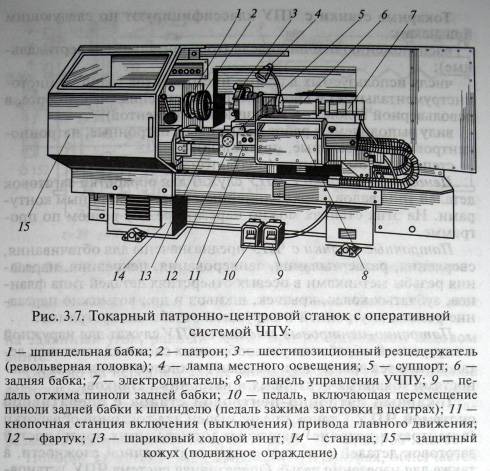
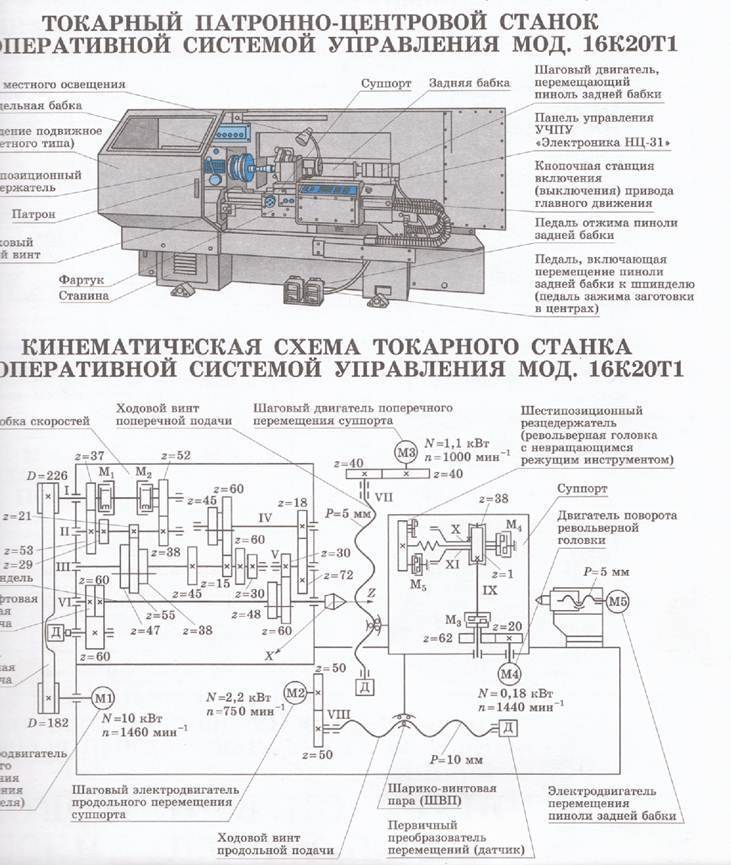
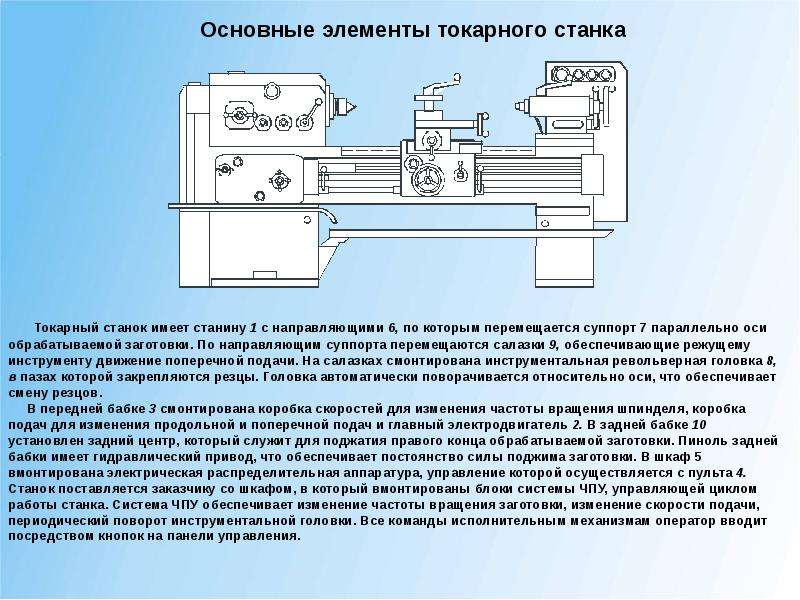
Патронно-центровые токарные станки (рис. 2) предназначены для патронных и центровых работ, обработки прямолинейных и криволинейных поверхностей тел вращения, сверлильных и прочих операций.

Рисунок 2. Патронно-центровой станок.
Рисунок 2. Патронно-центровой станок.
Инструментальная головка способна вмещать несколько резцов различного предназначения (обычно от 4 до 10). Патронно-центровые станки имеют подвижный суппорт, который перемещается на роликовых опорах.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.






После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Преимущества систем с ЧПУ
Системы ЧПУ являются техникой полного цикла. Она исключительно надежная, обладает обширным функционалом, поддается гибкой настройке, рассчитана на длительную интенсивную эксплуатацию. Производственные затраты и процент брака минимизируются.
С помощью таких устройств удается выполнять чрезвычайно точную и сложную обработку, которая ранее была не под силу ни предыдущим поколениям станков, ни мастерам ручного труда. Производительность ЧПУ-станка в 5 раз выше, чем аналога без ЧПУ. Наладить и запустить нужную схему сможет даже оператор без профильного образования токаря или фрезеровщика.
- 24 августа 2020
- 61





