Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Для наружной резьбы
Выполняются из прочных сплавов (, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки
Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой»
Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Типовая конструкция токарных резцов и материалы, наиболее часто используемые для изготовления режущей части.
По конструкции резцы токарные могут быть, как цельными, так и составными, в которых режущая головка выполняется из марки инструментальной стали, а для держателя, испытывающего динамические знакопеременные нагрузки, используются вязкие конструкционные стали. Предельно жесткие требования предъявляются к углу режущей кромки, который, как и твердость режущего матереала определяет чистоту обработки поверхности и комплекс предельно допустимых сил резания и отжимающих сил, воздействующих на головку резца. Стандартами установлены значения и границы отклонений углов резания для каждого вида токарных резцов, которые составляют для:
- резцов проходных отогнутых правых и левых 45, 60 и 75 градусов;
- подрезных резцов 10 и 100 градусов;
- расточных резцов от 45 до 75 градусов при обработке сквозных отверстий и от 90 до 95 градусов при расточке глухих отверстий;
- резьбовых резцов в зависимости от шага резьбы и ее глубины.
В качестве материала для твердосплавных пластин наиболее часто используют ТК – титано-кобальтовые сплавы (Т15К6, Т5К10, Т30К4) и ВК — ванадий-кобальтовые сплавы (ВК3, ВК5; ВК8), позволяющие с хорошей производительностью обрабатывать различные стали. Тведрые сплавы способны сохранять свои свойства твердости и износостойкости при температурах 900 – 1150 градусов. А для быстрорежущих резцов в качество материалов для изготовления применяют инструментальные стали Р18 и Р6М5. Эти стали сохраняют свои свойства при температуре 700 – 750 градусов.
Рекомендации по выбору стали резцов из быстрорежущей стали:
- сталь Р9 рекомендуем для изготовления инструментов простой формы не требующих большого объема шлифовки, для обработки обычных конструкционных материалов (резцов, фрез, зенкеров);
- для фасонных и сложных инструментов (для нарезания резьб и зубьев), для которых основным требованием является высокая износостойкость, рекомендуем использовать сталь Р18 (вольфрамовая);
- кобальтовые быстрорежущие стали (Р9К5, Р9К10) применяют для обработки деталей из труднообрабатываемых коррозионно-стойких и жаропрочных сталей и сплавов, в условиях прерывистого резания, вибраций, недостаточного охлаждения;
- ванадиевые быстрорежущие стали (Р9Ф5, Р14Ф4) рекомендуем для изготовления инструментов для чистовой обработки (протяжки, развёртки, шеверы). Их можно применять для обработки труднообрабатываемых материалов при срезании стружек небольшого поперечного сечения;
- вольфрамомолибденовые стали (Р9М4, Р6М5) используют для инструментов, работающих в условиях черновой обработки, а также для изготовления протяжек, долбяков, шеверов, фрез.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.









Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Как установить и настроить токарный станок
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.
При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:
Применение токарных станков с ЧПУ
Главная » Применение токарных станков с ЧПУОборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Аббревиатура ЧПУ обозначает числовое программное управление. Такие станки стали применять в связи с развитием мелкомасштабного производства. Токарные станки с ЧПУ предназначен для выполнения нескольких видов токарных работ, например, таких как обточка фасонных, цилиндрических, конусных поверхностей. Кроме этого станки позволяют выполнять сверление, нарезание резьбы, притирание, фрезерование, нарезание зубьев еще много других операций. Станки с ЧПУ имеют несколько отличительных особенностей по сравнению с обычными токарными станками. В таких станках обычно применяют компоновку, при этом направляющие станины наклонны, а это на много облегчает удаление стружки и хорошо защищает рабочее пространство.
Токарный станок с ЧПУ оснащен программным обеспечением, которое включает в себя:
- поперечное и продольное перемещение суппортов с бесступенчатой подачей;
- возможность переключения скоростей шпинделя;
- револьверная головка поворачивается;
- поворот, реверс и остановка главного привода движения;
- возможность быстро перемещать суппорт;
- автоматическую замену инструмента.
Преимущества работы с токарными станками с ЧПУ:
- не тратится время на замену и изготовление моделей. Этот процесс контролируется системой программного обеспечения, также как и весь цикл обработки;
- весь контроль производится на отдельном оборудовании при помощи компьютерной установки;
- машина выполнена из тяжелой монолитной станины, что обеспечивает качество производимых изделий;
- максимально точное движение режущего инструмента;
- возможность обработки изделий с большим диаметром сечения;
- высокая скорость работы станка;
- экономичный расход материала и рабочей силы;
- большая производительность при минимальных затратах.
Многие шлифовальные станки с ЧПУ имеют автоматизированные бабки и поводковые самозажимные патроны. Большей частью данные станки используются при единичном производстве, но при наличии гидросуппортов или электропировальных, быстрозажимных автоматизированных патронов можно наладить и серийное производство. При применении токарного станка с ЧПУ во многом сокращаются расходы при производстве, экономится время и рабочая сила. Для того, чтобы работать со станками нужно всего несколько человек, а это на много меньше, чем изготавливать изделия вручную. Кроме этого, увеличивается точность при производстве, уменьшается количество отходного материала, а за счет этого экономится расход материала в целом. Приобретая станок с числовым программным обеспечением можно окупить его стоимость всего за два года. При этом можно еще больше сокращается окупаемость, если работу программиста будут выполнять сами операторы станков.
Категория: Промышленное производство | | Теги: чпу, токарный станок | Рейтинг: 0.0/0 Всего комментариев:
Добавлять комментарии могут только зарегистрированные пользователи.
Точность обработки
Применяются следующие обозначения для классов точности:
Класс «С» говорит о работе с наивысшей точностью. При этом получается поверхность наивысшей чистоты (с параметром 0,01-0,15).
Класс «В» говорит о высокой точности. Этот класс чистоты соответствует значениям 0,2-0,25.
Класс «Н» означает, что обработка деталей на этом станке происходит с нормальной точностью. Она находится в диапазоне 0,2-0,6.
Применение особой точности соответствует классу «А». Обычно таким образом производятся детали для подшипников в соответствии с ГОСТом 1968-43.
Класс «П» означает проведение обработки с повышенной точностью. Она требуется для производства некоторых видов подшипников и для позиционирования станочных валов.
Качество обработанных деталей зависит от класса точности обработки.
Передовые методы металлообработки
В промышленных условиях для обработки металла используют как новейшие, так и давно известные методы. Современные типы оборудования для металлообработки отвечают следующим требованиям:
- продуктивность – промышленные объемы требуют высокой скорости выполнения операций;
- точность – нужно выдерживать размеры при изготовлении даже мельчайших деталей;
- надежность и устойчивость к износу.
Промышленное оборудование для металлообработки подразделяется по типу воздействия на материал. Наиболее частой операцией на металлообрабатывающих предприятиях по праву можно считать резку.
Газовая резка металла
Такой способ известен давно, но выпускаемые на нынешний момент станки полностью автоматизированы. Это позволяет исключить неточности при раскрое листа, которые может спровоцировать человеческий фактор. Минусы метода – малая точность и термоусадка металла. Плюсы – низкая стоимость оборудования и большая скорость выполнения.






Плазменные станки для резки
Раскрой происходит с помощью узкой струи плазмы, что позволяет добиться высокой точности и произвольных форм заготовки. Высокое качество поверхности в месте среза, продуктивность и возможность вырезать почти любую деталь нивелируются одним недостатком – плазменные станки недешевы.

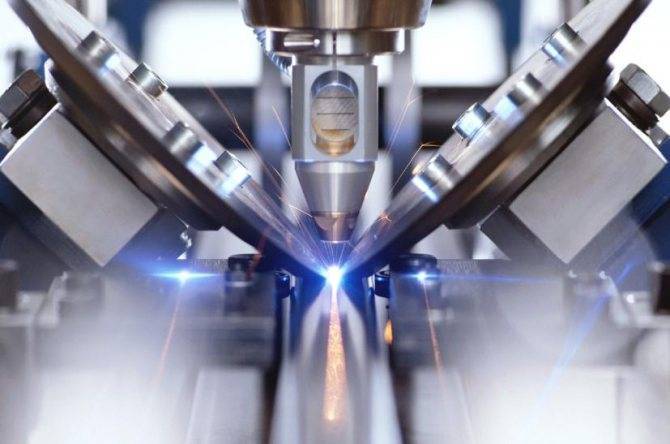
Лазерная обработка
Станки для лазерной резки точны и предупреждают потери материала в месте среза за счет малой его ширины. Применяется этот тип оборудования для обработки мягких цветных металлов: алюминия, латуни, бронзы (включая ценные). Нередко станки для лазерной резки применяют для изготовления заготовок под электронные платы, деталей для современной бытовой техники.
Гидроабразивные и электроэрозионные станки
Эти виды оборудования используются для точной резки любого металла произвольной толщины. Сравнительно невысокая скорость обработки компенсируется качеством. Оба способа гарантируют высокую точность и очень малый расход на припуск при резке. Станки гидроабразивного и электроэрозионного действия применяют в космической, электронной и других видах промышленности.

Портальные машины газовой резки металла
При обработке промышленных объемов металла на современных предприятиях используют портальные машины газовой резки. Устройство станка позволяет разместить в рабочей зоне лист размером от 1,5х3 м до 3х12 м.
Такой способ резки экономичен, но есть и небольшой недостаток. При обработке листового металла небольшой толщины возможна термоусадка и снижение точности реза. Оператору в работе с портальной машиной газовой резки потребуется максимальная внимательность и опыт.

Расточной резец
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Технические характеристики станков по дереву
Моделей оборудования этого типа существует множество. Характеристики станков с ЧПУ по дереву поэтому могут значительно различаться. Ниже в таблице для примера даны параметры модели T-Star Centauro производства Италии. Этот токарный станок с ЧПУ, технические характеристики которого просто замечательные, может считаться в какой-то мере универсальным, так как в его конструкции предусмотрен фрезерный узел.



| Характеристика | Значение |
| Расстояние между центрами (мм) | 1600/2000 |
| Высота над станиной (мм) | 250 |
| Диаметр обработки по программе (мм) | Максимум 240. Для квадрата — 170 |
| Диаметр ручной обработки (мм) | Максимум 500. Квадрат — 350 |
| Обработка с подвижным люнетом (мм) | Максимум 90 |
| Фланец для монтажа бабок | Конус Морзе №3 |
| Крутящий момент перемещения осей (м/мин) | 16/6 |
| Крутящий момент двигателя осей (Н/мин) | 4/1.7 |
| Мощность двигателя шпинделя (кВт) | 2.0 |
| Мощность станка (кВт) | 4.5 |
На токарных станках с ЧПУ по дереву можно изготавливать цилиндрические, конические, фигурные изделия. При наличии фрезерного узла в заготовках можно выбирать разного рода пазы, делать гребни и т. д.

Достоинства использования мини-станков
- Благодаря маленькому весу (от 10 до 20 килограммов) и небольшим размерам токарные мини-станки по металлу возможно установить почти в любом месте.
- Стоимость станка невелика, и купить его могут все желающие.
- Он подключается к обычной электрической сети и питается от напряжения 220 В.
- Возможно адаптировать его для подключения к трёхфазной сети.
- При соответствующем техобслуживании настольный токарный станок по металлу прослужит вам несколько десятков лет.
- Обучаться работать на нём несложно, можно начать работу относительно быстро, и это будет легко даже для новичка.
- Станок потребляет немного энергии, что позволяет не слишком много тратить на его обслуживание.
Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
| № станка | — | — | 1 | 2 | 3 | 4 | |
| Ширина стола | 125 | 160 | 200 | 250 | 320 | 400 | 500 |
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.