Классификация токарных резцов
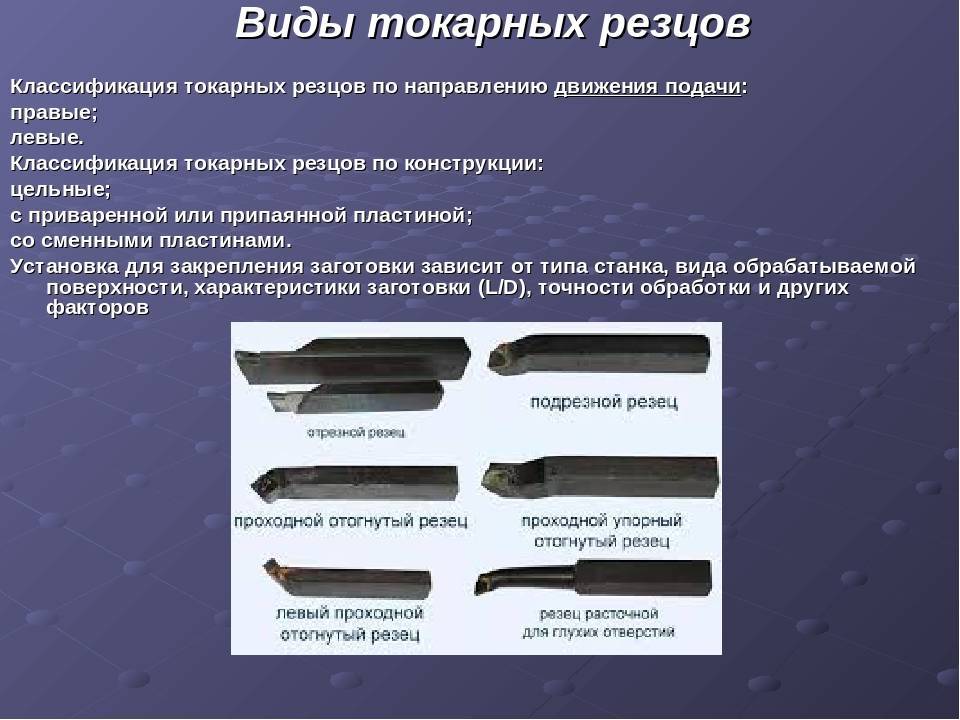
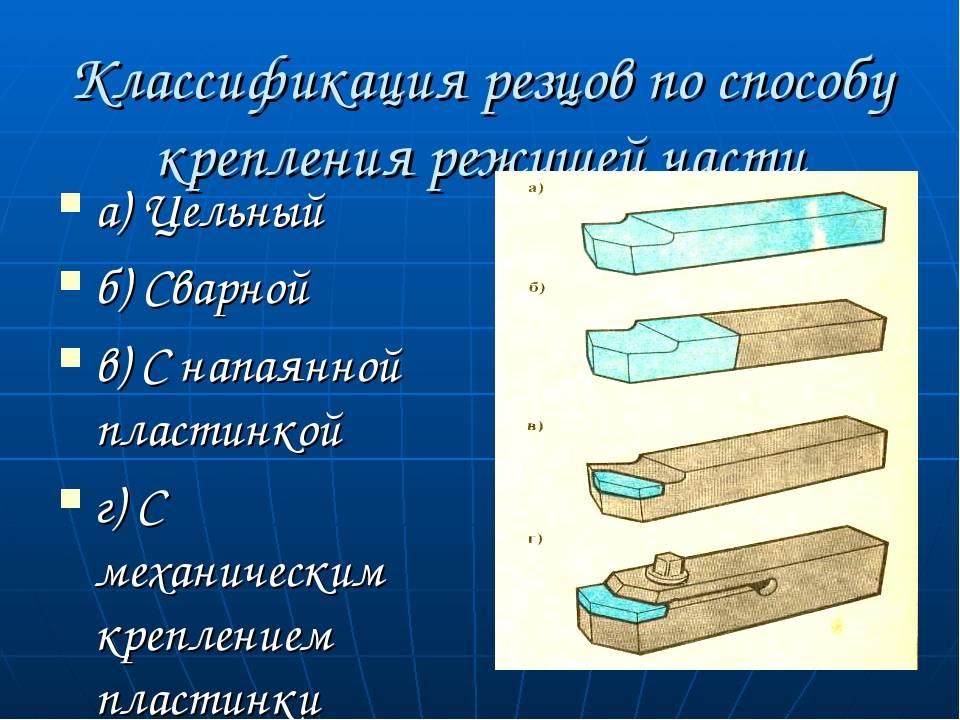
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
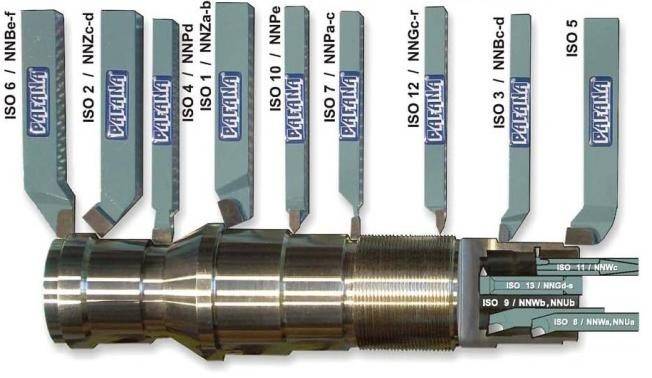
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
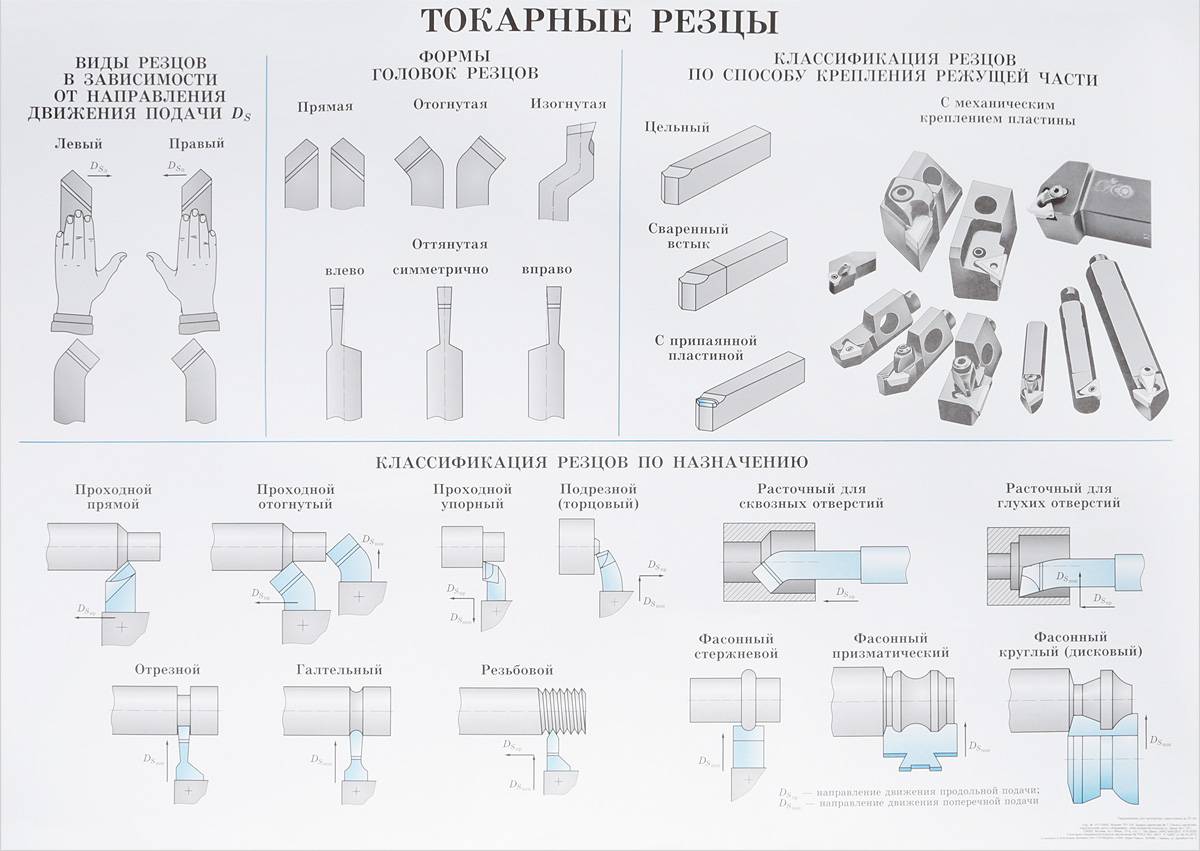
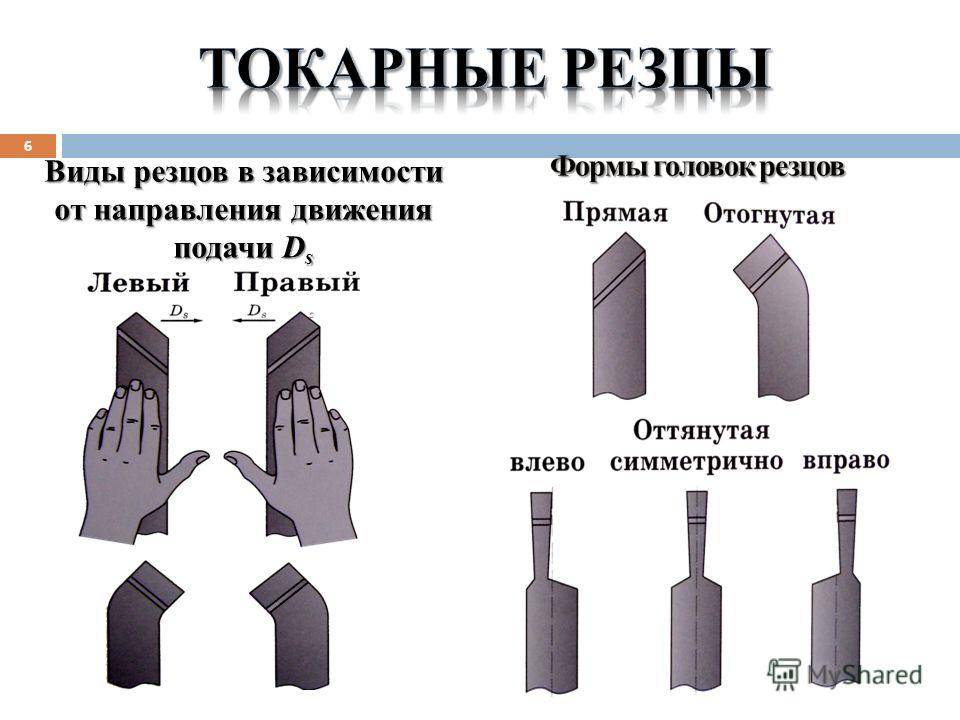
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.
Согласно классификации на основании метода обработки различают резцы:
- чистовые;
- черновые (обдирочные);
- получистовые;
- для тонких работ.
1 Из каких частей состоят резцы для токарных агрегатов?
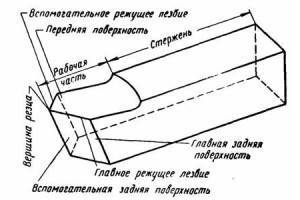
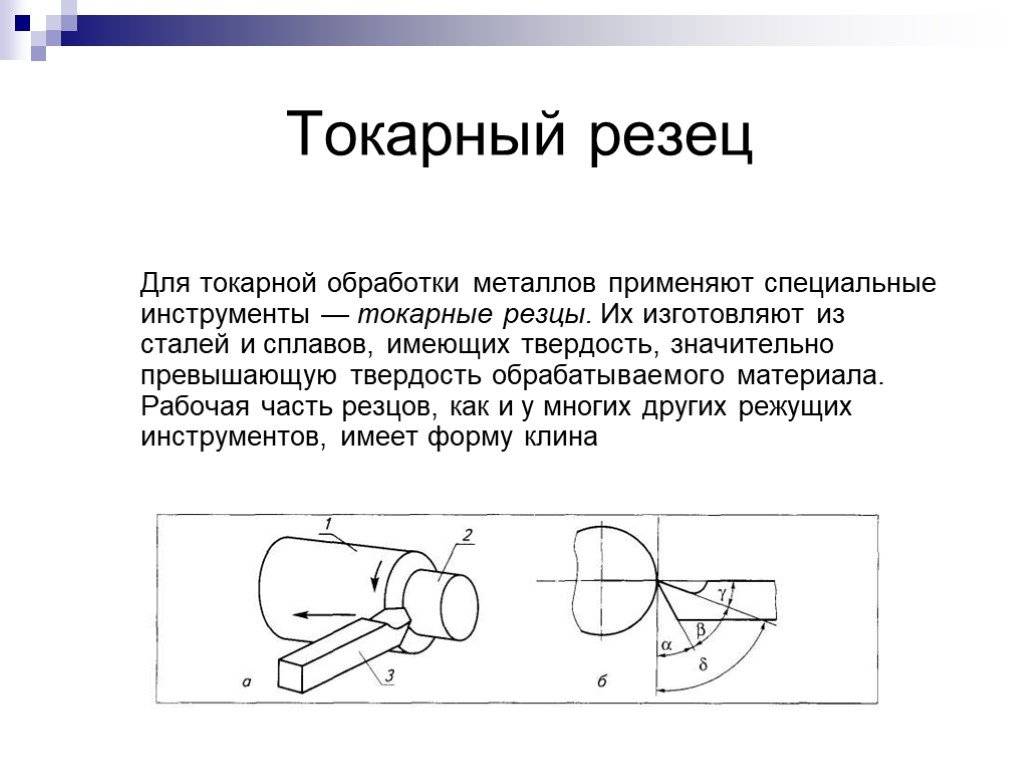
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.
Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
- Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
- Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.





Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.
Классификация по способу изготовления
В зависимости от того, каким образом изготавливаются резаки, они делятся на три группы:
- Цельные. Резец для токарного станка по металлу изготавливается из монолитного материала. Преимущественно это инструментальная сталь.
- Универсальные, или сборные. Резаки со съемными пластинами, которые монтируются на рабочих частях изделия. Для установки пластин применяются специальные винты, или прижимы. Универсальными данные резаки называются потому, что содержат режущие пластины, которые могут иметь различное назначение. В результате, оснастив при помощи винтов одну державку различными пластинами, можно обработать заготовку под любым углом. Преимущественно универсальными резаками выполняются такие специализированные операции, как контурное точение и расточка отверстий.

Изделия с несъемными (приваренными) к рабочей части пластинами. Данные изделия являются самыми распространенными.
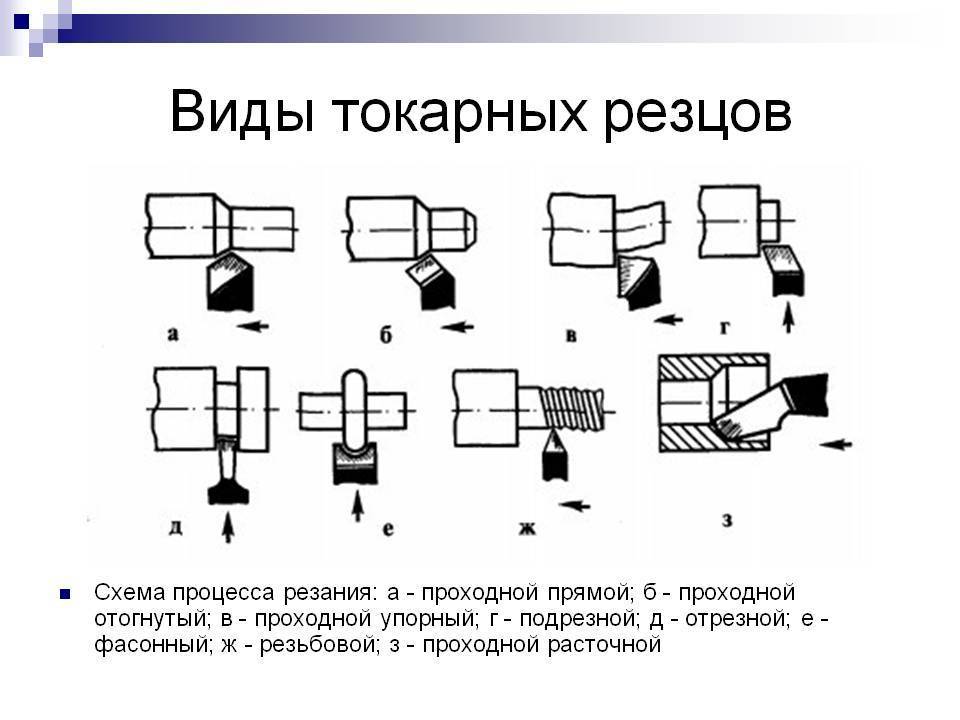
Специфика резцовых устройств
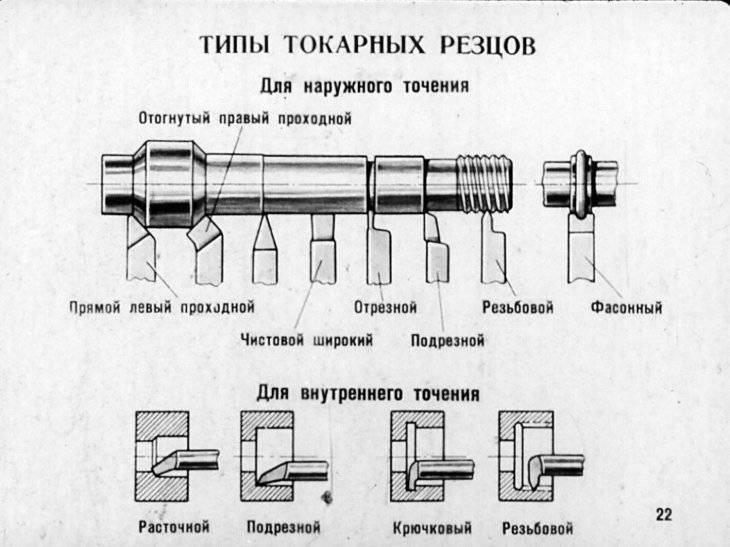
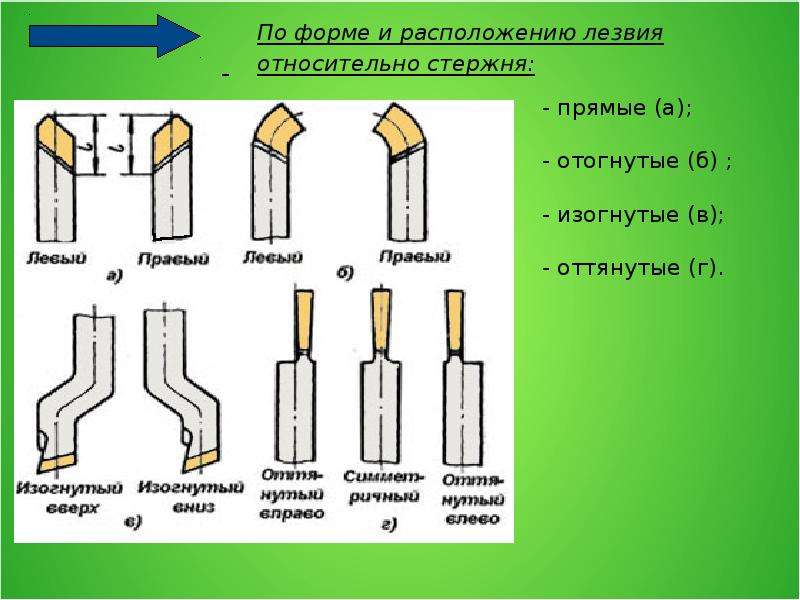
На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
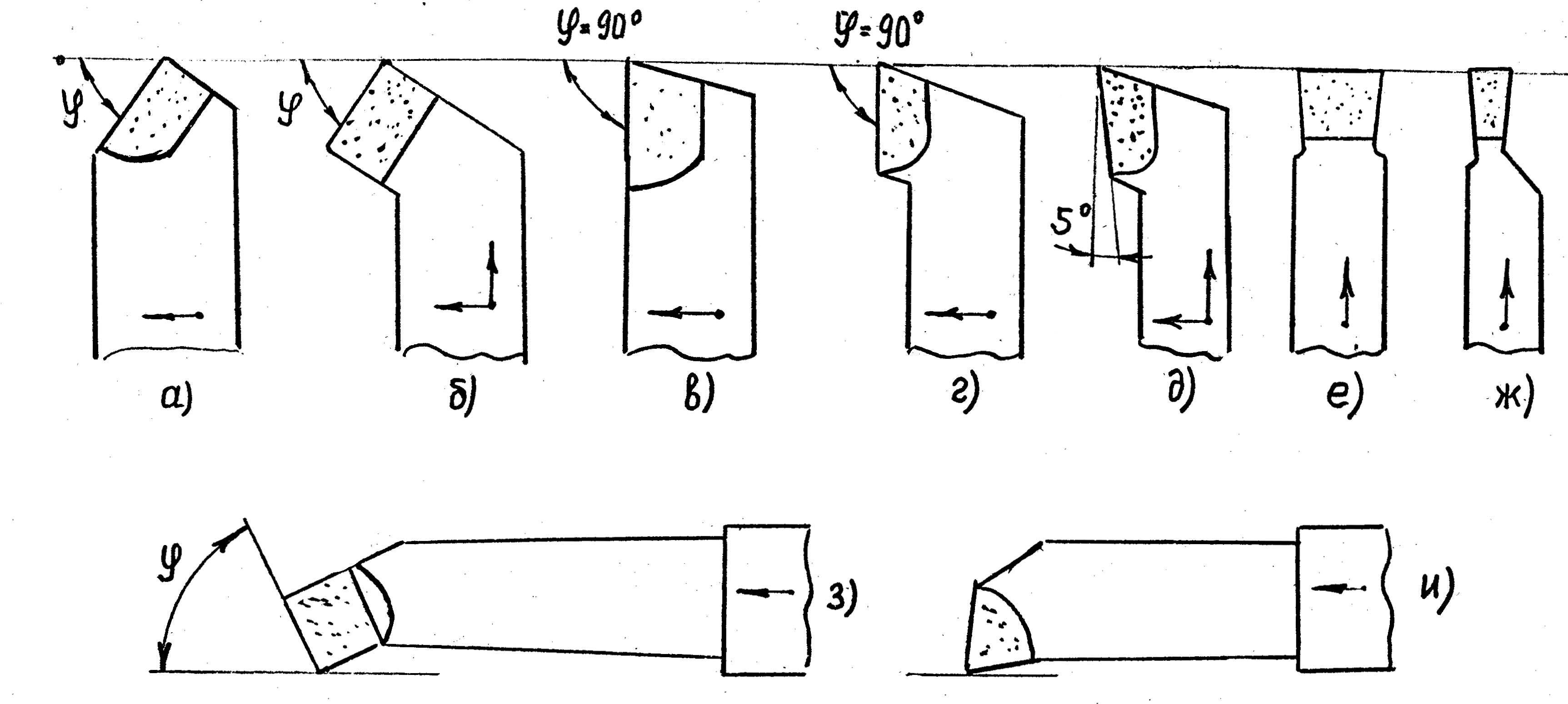
Прямые проходные резцы используются для продольного точения. Отогнутыми инструментами можно обрабатывать торец заготовки, а также легко делать фаски. Выбрать резец по направлению движения во время обработки можно следующим образом. Положить свою руку на инструмент. Большой палец должен указывать на режущую кромку. Если направлению соответствует палец на правой руке, значит, резец правого направления.
Подрезные резцы перемещаются в поперечном направлении. При малом вылете заготовки из токарного патрона обработка прямым резцом невозможна. Применяются модели с отогнутыми или изогнутыми державками.
Для отделения изделия от заготовки используются отрезные резцы. Процесс отрезания происходит при условии размещения режущей кромки под прямым углом к заготовке. Кроме основных резцов, у которых ось проходит через весь инструмент, применяются резцы с оттянутой головкой. Головка может быть смещена вправо или влево относительно оси.
Резьбовые резцы выполняются в двух вариантах: для нарезания наружной резьбы и внутренней. Форма резцовой головке придается согласно типу и профилю нарезаемой резьбы.
Как изготовить режущий инструмент своими руками?
Создавая подобные элементы, можно обойтись и без дополнительных финансовых затрат. Для обработки металлов или же древесины в домашних условиях, достаточно взять старые рашпили или напильники, которые уже достигли определенной степени износа, не позволяющей в дальнейшем применять их по назначению.
Изначально самодельные элементы потребуется заточить – в работе важно следить, чтобы угол не превышал 50-60 градусов. Угол не должен быть острым
Исключение составляет плоский косой резец – изначально поверхность «скашивается» на 40 градусов, после чего затачивается с обеих сторон.
Своими руками можно сделать следующие элементы, используемые для выполнения работ по металлу:
- Отрезной – затачивается с каждой из сторон для первичной обработки и выравнивая детали.
- Косой плоский – используется для закругления сторон заготовок, подрезания углов и основания (изделие, получившее самое широкое распространение).
- Проходной – подходит для вторичной обработки, а также для создания небольших выемок круглой формы.
- Полукруглый – резец небольшого размера, который используется для создания миниатюрных заготовок сложной формы.
Самостоятельное изготовление режущего инструмента, предназначенного для токарного станка, обойдется на порядок дороже, чем приобретение аналогичных изделий в уже готовом варианте. Но при этом, подобные резцы прекрасно подходят для работы и оптимальны для применения в домашних условиях.
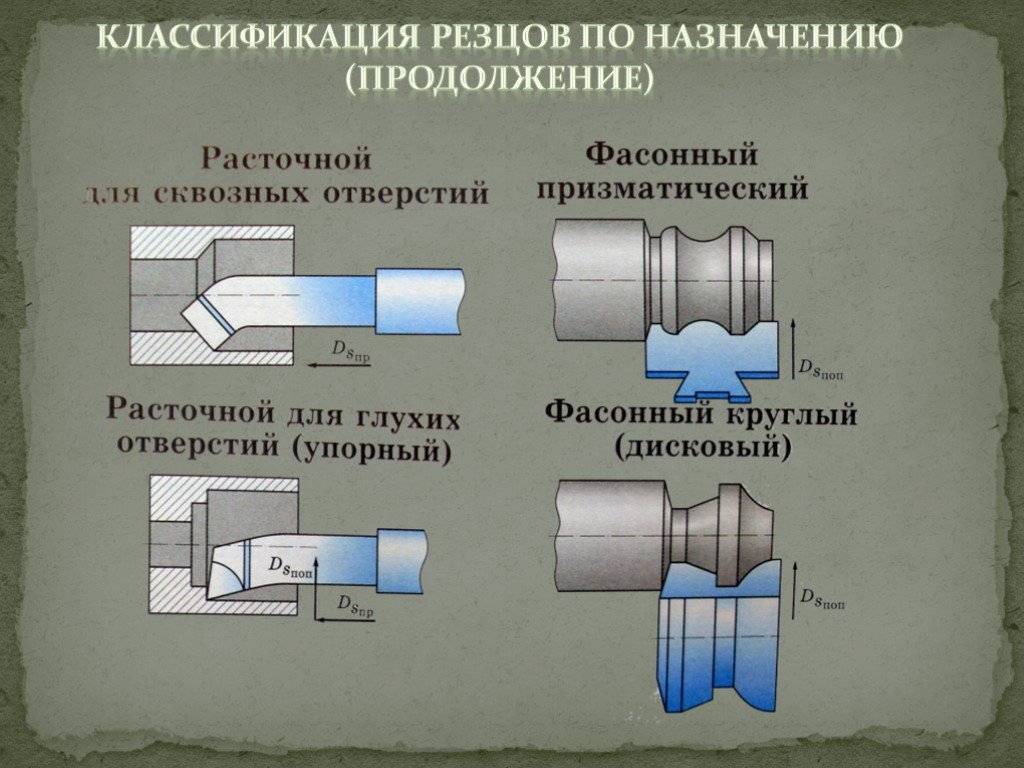
Расточной резец
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.






Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
Как сделать своими руками резцы по дереву для токарного станка
Многие мастера предпочитают не приобретать резцы в магазине, а изготовить инструменты для резьбы по дереву своими руками. Изготовить мейсер и рейер несложно. Для этого можно воспользоваться отработанным материалом в виде напильников и рашпилов. Данные изделия имеют необходимые размеры, прочность, качество материала и марку стали. Для придания напильнику необходимой формы используется заточной станок. Затем на изделие набивается выточенная ручка, оснащенная крепежным кольцом.
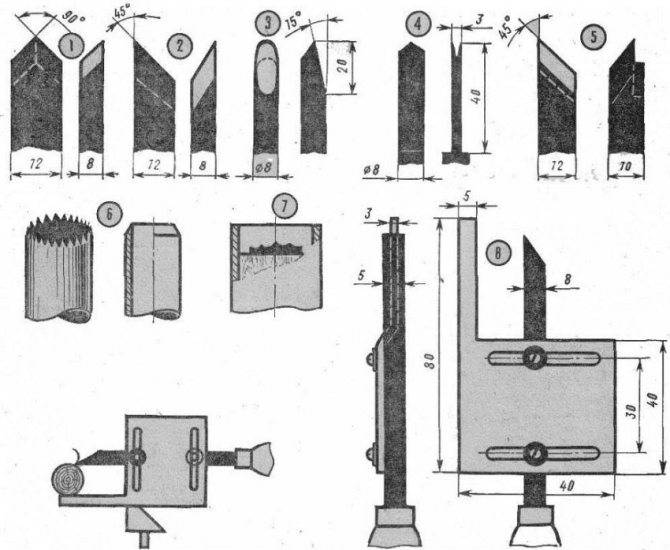
Самодельные токарные резцы по обработке древесины: 1 — для глубокой обработки, 2 — для чистой обработки, 3— фасонного точения, 6 —отрезной, 5— расточной, 6 — для точения шариков, 7— для торцевого фасонного точения, 8 — резец с ограничителем
Своими руками резцы по дереву можно сделать из автомобильных рессор или прутков арматуры. Эти материалы имеют необходимую твердость. Однако с данным инструментом необходимо быть предельно осторожным при дальнейшей его эксплуатации. Испытание следует проводить вначале на мягких породах древесины типа тополя или липы. Далее проводится визуальный осмотр инструмента на наличие трещин и сколов. Если они отсутствуют, тогда выполненные своими руками резцы по дереву для токарного станка можно использовать для твердых пород древесины.
При изготовлении инструмента для работы с деревом важно соблюдать определенные рекомендации. Выбор длины тела должен быть основан на возможности полноценного его захвата кистью руки, упора на подлокотник
Здесь также следует учитывать расстояние между подлокотником и заготовкой и запас на затачивание и износ. Оптимальной считается длина от 20 до 30 см. Длина хвостовика должна быть рассчитана таким образом, чтобы исключить вероятность его вырывания из рукоятки.






Каждый человек сможет изготовить самодельные резцы, которые станут незаменимым помощником для обработки поверхностей
Толщина рабочей части инструмента должна рассчитываться с учетом того, чтобы не допустить в процессе обтачивания заготовки его повреждения
Поэтому данное значение должно быть максимальным, что особенно важно для заготовок большого диаметра. Рукоятка резца должна быть не менее 25 см
Если это значение будет меньше, то при выполнении процесса точения инструмент будет тяжело держать в руках, что негативно повлияет на качество работы. Более подробно изучить процесс, как сделать резец по дереву своими руками можно на специализированных сайтах в сети интернет.
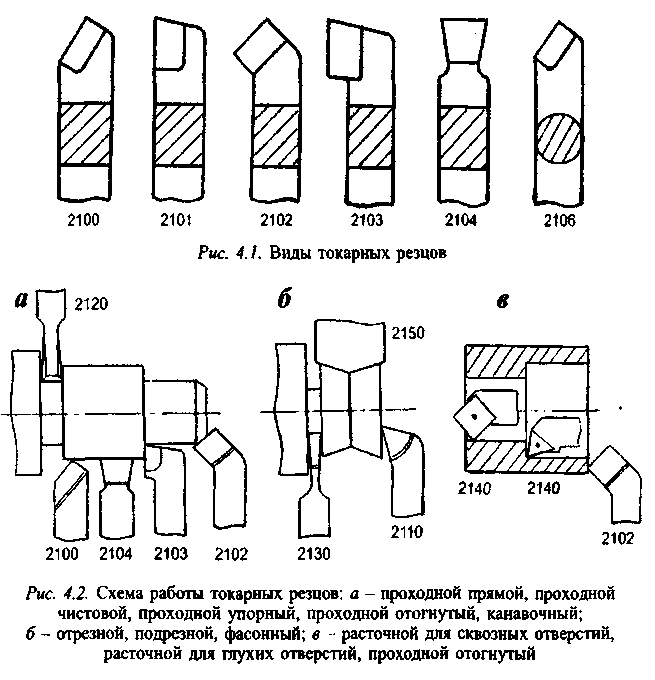
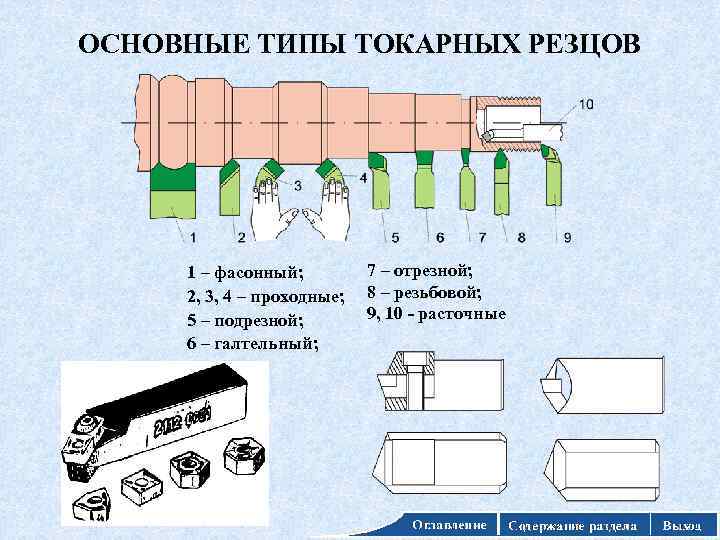
2 Классификация резцов для токарного оборудования
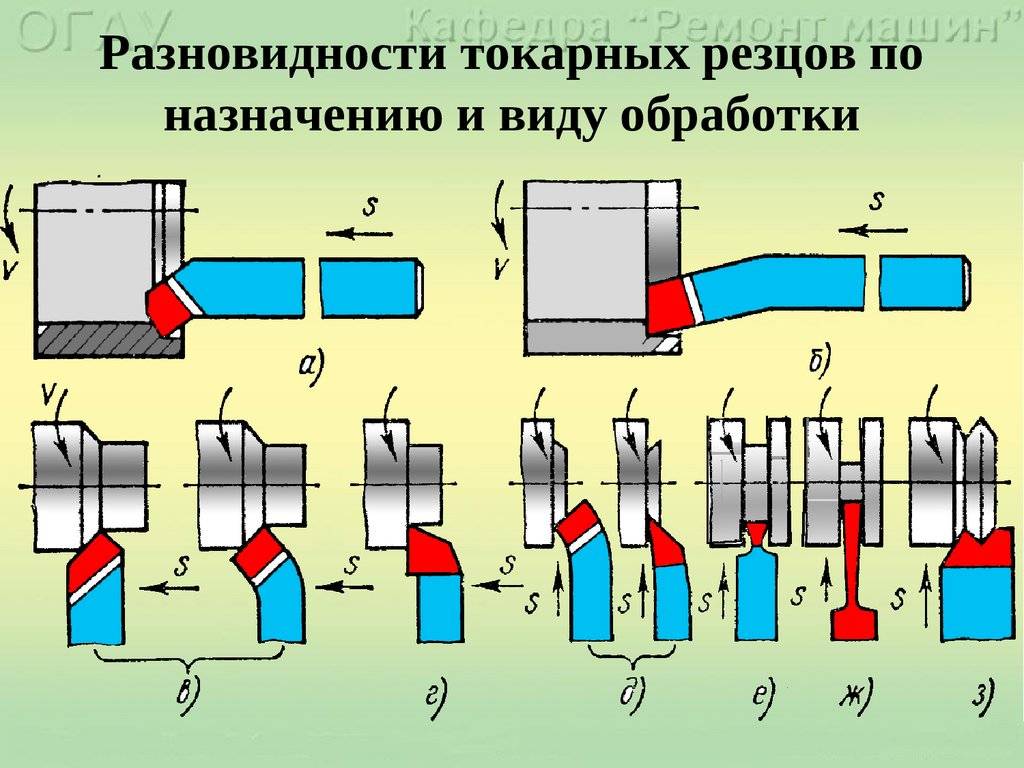
Токарные резцы делят на различные типы. По виду обработки они могут быть:
- расточными – применяются для получения отверстий (изготавливаются по ГОСТ 10044, 9795, 18872, 18063, 18062, 28981 и др.);
- проходными – для обработки деталей вдоль их оси вращения (ГОСТ 18869, 18878, 18868, 18877, 18870);
- канавочными – для формирования канавок на поверхностях (внутренних и внешних) цилиндрической формы (ГОСТ 18874 и 28978);
- фасочными – с их помощью производится снятие с заготовок фасок (ГОСТ 18875);
- подрезными – для торцевания либо уменьшения уступов (ГОСТ 29132, 28980, 18871, 26611, 18880);
- резьбонарезными – они предназначены для нарезания резьбы с помощью токарного станка (ГОСТ 18885 и 18876);
- фасонными – используются при выполнении специфических и индивидуальных металлообрабатывающих работ.
Также широко применяются отрезные токарные резцы, которые позволяют выполнять узкие канавки на заготовках и отрезать детали под прямым углом. Они производятся по ГОСТ 28987 (сборные пластинчатые) и ГОСТ 18874 (сделаны из быстрорежущей стали). По подаче резцовый инструмент относят к левому или правому. Левыми резцами осуществляют обработку по направлению к задней бабке станка, правыми – к передней.
Режущая часть интересующего нас токарного инструмента может изготавливаться из металлокерамического, быстрорежущего, алмазного либо твердосплавного материала. Токарные резцы из твердых сплавов используются для обработки на агрегатах с большой скоростью подачи цветных и черных металлов. Быстрорежущие больше подходят для токарного оборудования относительно малой мощности.
При отсутствии ударной нагрузки рекомендуется применять инструменты с пластинками из металлокерамики. Ими обычно обрабатывают стальные и чугунные заготовки. А алмазные приспособления предназначаются для растачивания и тонкого точения деталей из сплавов на основе цветных металлов. Головки токарных резцов по металлу имеют две разные формы. Исходя из этого, инструмент делят на отогнутый и прямой.
Также токарные резцы относят к сборным либо напайным (наварным) по виду соединения их стержня и металлорежущей части. Проще изготавливать сварные инструменты для токарного станка, но их рабочий потенциал обычно меньше, чем у сварных резцов. Отметим, что быстрорежущий инструмент всегда выполняется при помощи сварки, а другие токарные резцы могут быть и сборными, и наварными.