Общая информация об оборудовании
 Стальные хромированные прутки
Стальные хромированные прутки
Данные станки способны работать с различными заготовками – прутками, отливками, поковками и многими другими. Также их можно применять для деталей, которые прошли обработку на другом оборудовании. Токарно-револьверные агрегаты целесообразно использовать для выполнения высокотехнологических операций, которые подразумевают частую смену рабочего инструмента.
Такие широкие возможности оборудования достигаются его конструктивными особенностями. Все инструменты фиксируются в нужной последовательности и определенном положении в специальном приспособлении. Это револьверная головка, которая способна совершать поворот после выполнения определенных рабочих операций.
Также она позволяет в определенный момент использовать конкретный инструмент, который необходим именно сейчас. Чтобы ограничить перемещение применяемых режущих элементов, револьверная головка оснащена специальными упорами. Они необходимы для того, чтобы ограничить подачу инструмента в определенных направлениях.
Токарно-револьверные станки с ЧПУ или даже те модели, которые не имеют программного управления всеми процессами, предоставляют возможность обработки деталей при помощи рабочих элементов разного типа. При этом все происходит без проведения дополнительных операций. Во время обработки заготовок не нужно вносить никаких изменений в настройки.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
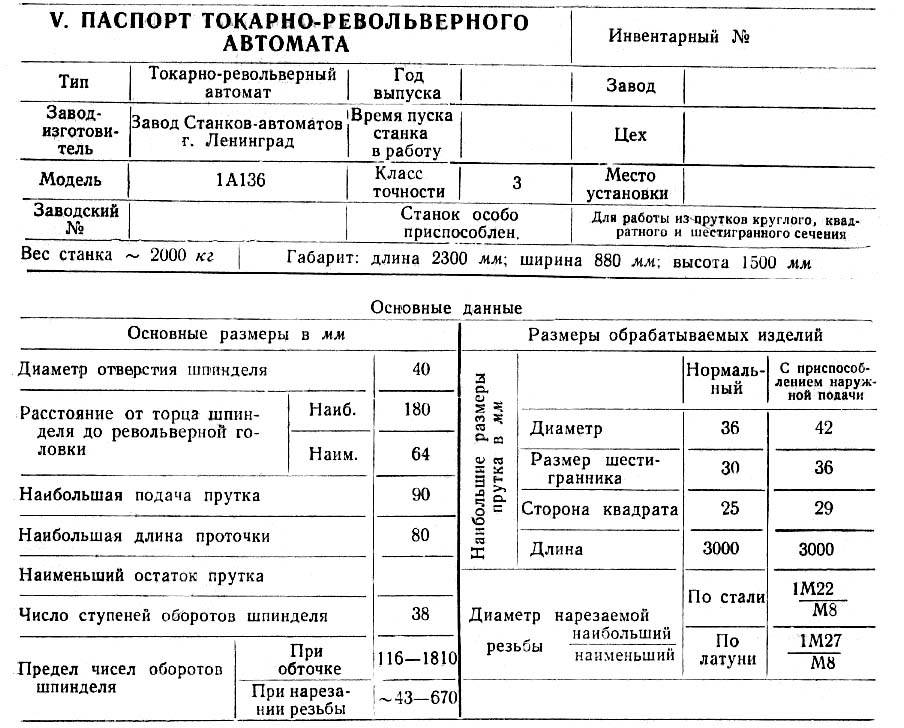
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Разновидности
Токарные револьверные станки по своим техническим характеристикам подразделяются на:
- станки с поперечным механизмом вращения;
- устройства с суппортом, перемещающимся в продольном направлении.
На станках последней разновидности чаще всего выполняют операции по развертыванию заготовок, нарезке резьбы, сверлению и обтачиванию. Кроме того, оборудование этого типа может использоваться для выравнивания торцевой части деталей либо ее подрезки. Станки с поперечным механизмом вращения предназначены для работы с деталями, имеющими фасонные поверхности.
Помимо обычного на современных производствах часто используется такое оборудование, как станок токарный настольный. Преимуществом этого вида считаются в основном довольно-таки компактные размеры. Станки данного типа удобно использовать в небольших авторемонтных мастерских, учебных заведениях и т. д. Предназначено оборудование этой разновидности в основном для изготовления деталей малых размеров.
Станок токарный настольный может выполнять все те же функции, что и обычный. Управляются эти устройства в большинстве своем электроникой, что практически исключает возможность выпуска брака. Крепится станок этой разновидности на стол или специальную подставку.

Токарно-револьверный станок 1341
Токарно-револьверный станок 1341 относят к оборудованию токарной группы. Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ:
- проточку наружных и внутренних поверхностей, канавок;
- засверловку;
- обработку зенкером для получения точных размеров и уступов;
- при использовании разверток получать качественную поверхность;
- накатку;
- резьбонарезание;
- обработку фасонных поверхностей.
Их используют при изготовлении деталей с большим количеством операций технологического процесса.
Токарно-револьверный станок 1341
Особенности конструкции
Отличие токарно-револьверного станка 1341 от токарных станков универсального типа заключается в отсутствии задней бабки и ходового винта. Это компенсируется наличием суппорта и головки с револьверным расположением инструмента. Головку используют, размещая набор режущего инструмента в её гнёздах.
Закрепление различных их видов в каждом из гнезд доступно при использовании специфических многорезцовых державок. Настройкой (при помощи державки) обеспечивают получение заданного по чертежу размера.
Типаж станков предусматривает револьверные головки с осью их вращения:
- горизонтальной (1341);
- вертикальной.
Вертикальная ось головки требует дополнительной установки поперечного суппорта.
Настройка величины хода инструмента обеспечивается переставными кулачками, которые автоматически отключают подачу. Наличие сменяемого инструмента сокращает время на обработку.


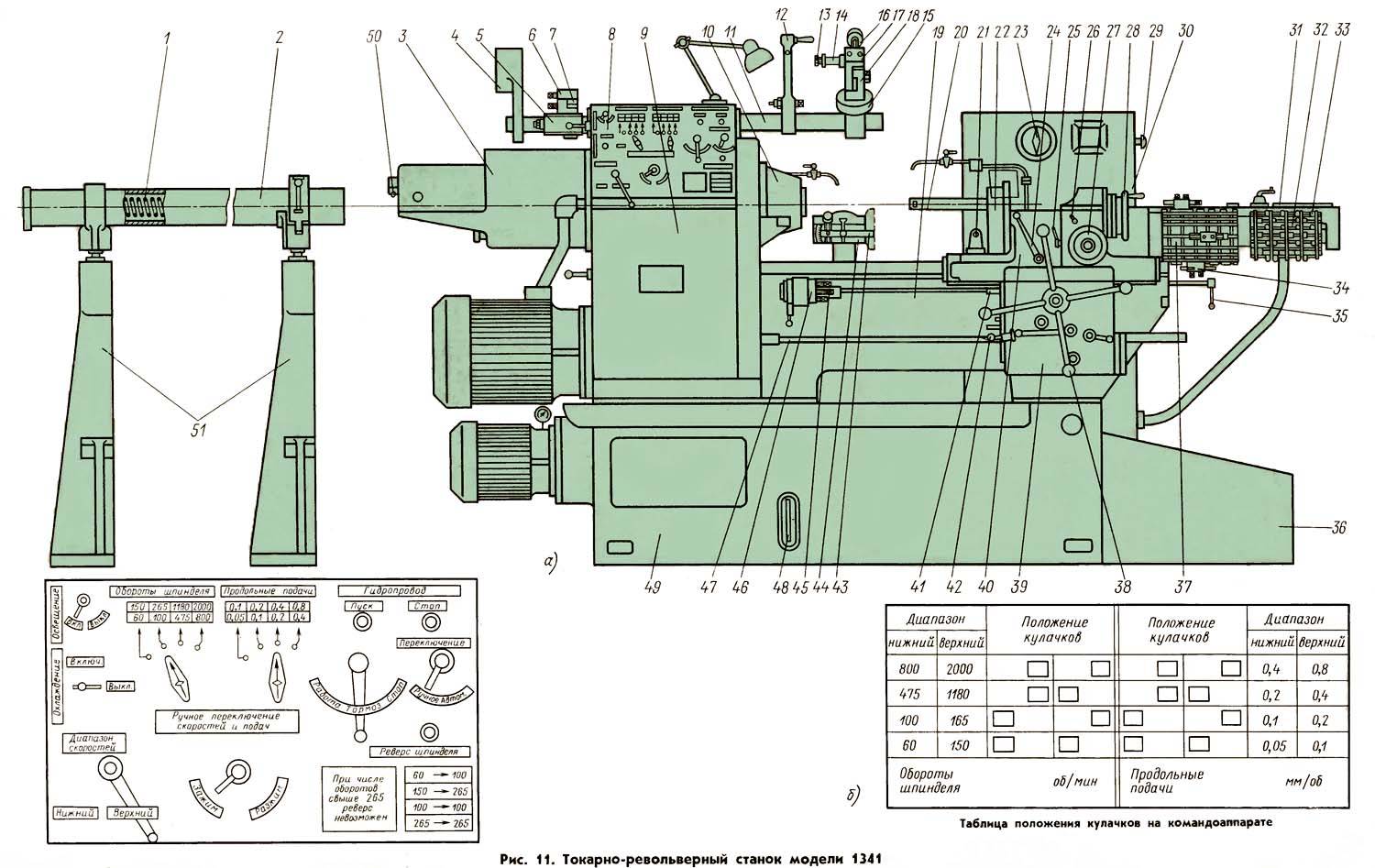
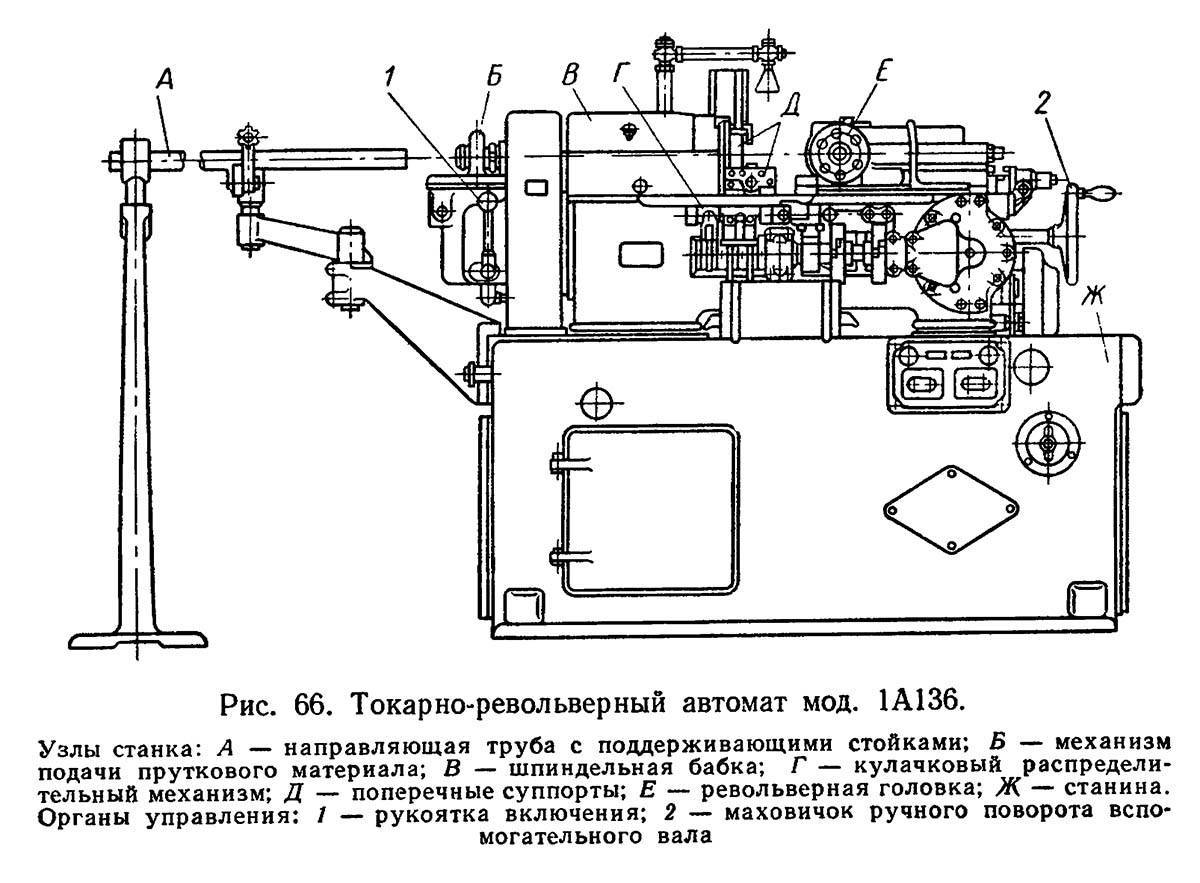
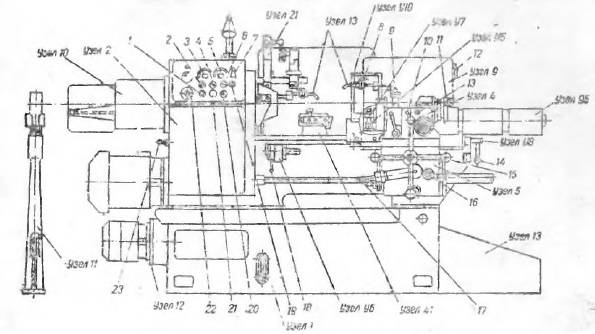
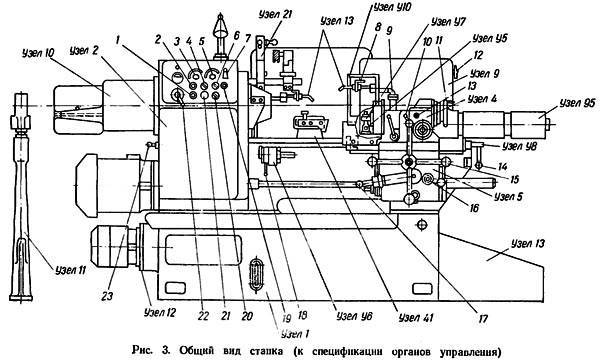
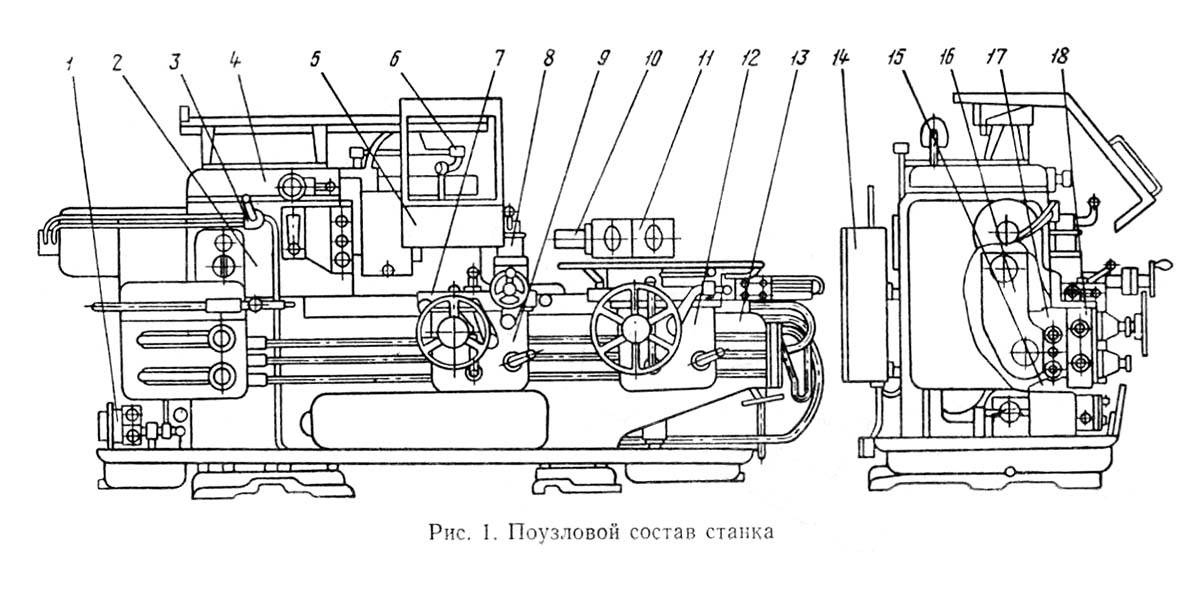
Составные части модели 1341
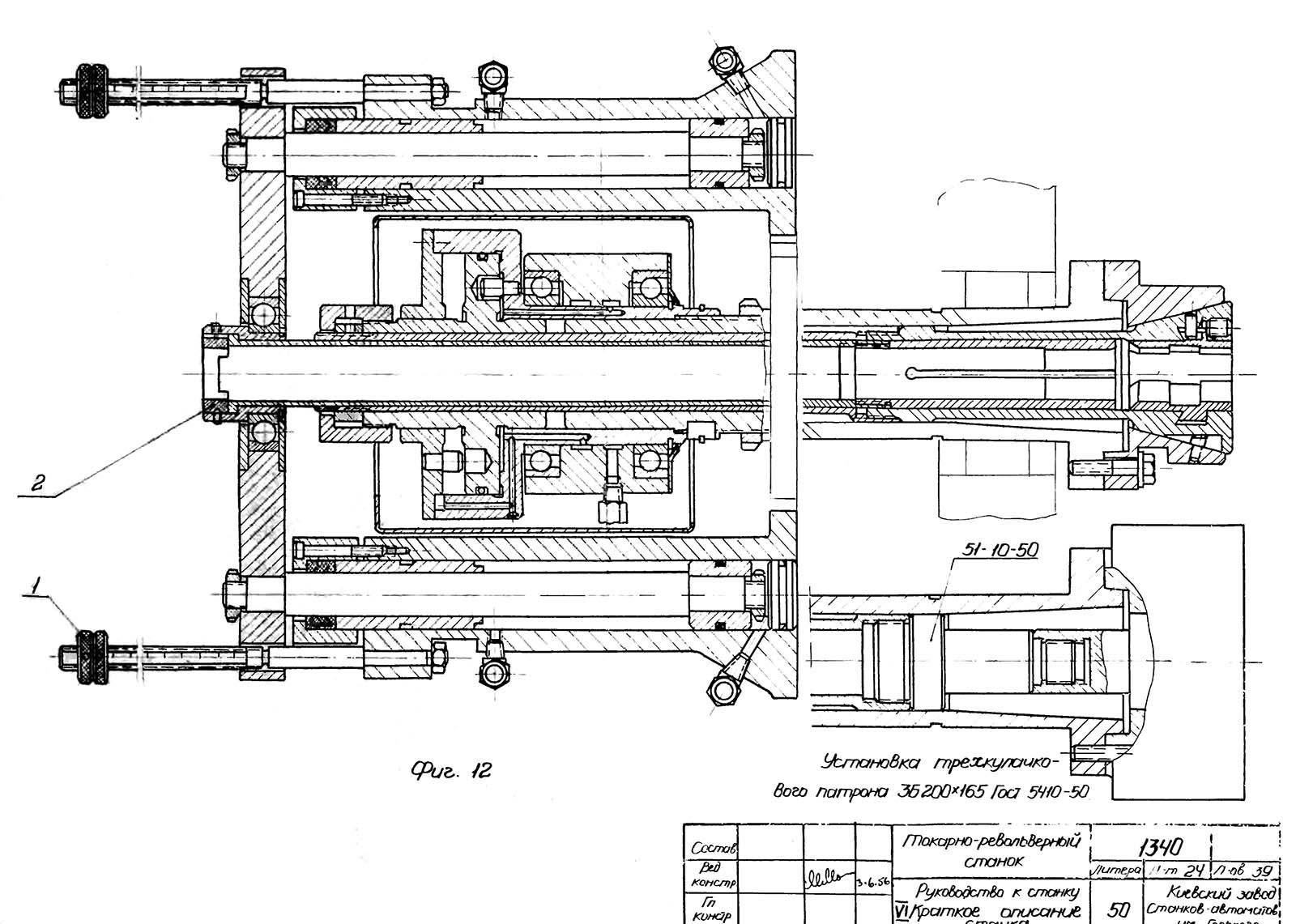
На токарно-револьверном станке 1341 обработку деталей производят в автоматическом и полуавтоматическом режимах. Полуавтоматический режим используется при обработке штучных заготовок. Их закрепляют тремя кулачками патрона вручную. В автоматическом режиме используют стальной пруток, фиксируемый патроном типа цанги. Закрепление прутка производит гидравлическое устройство.
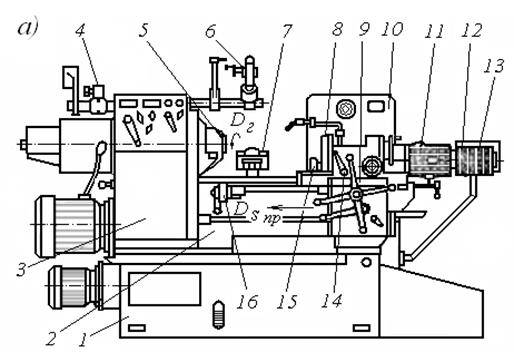
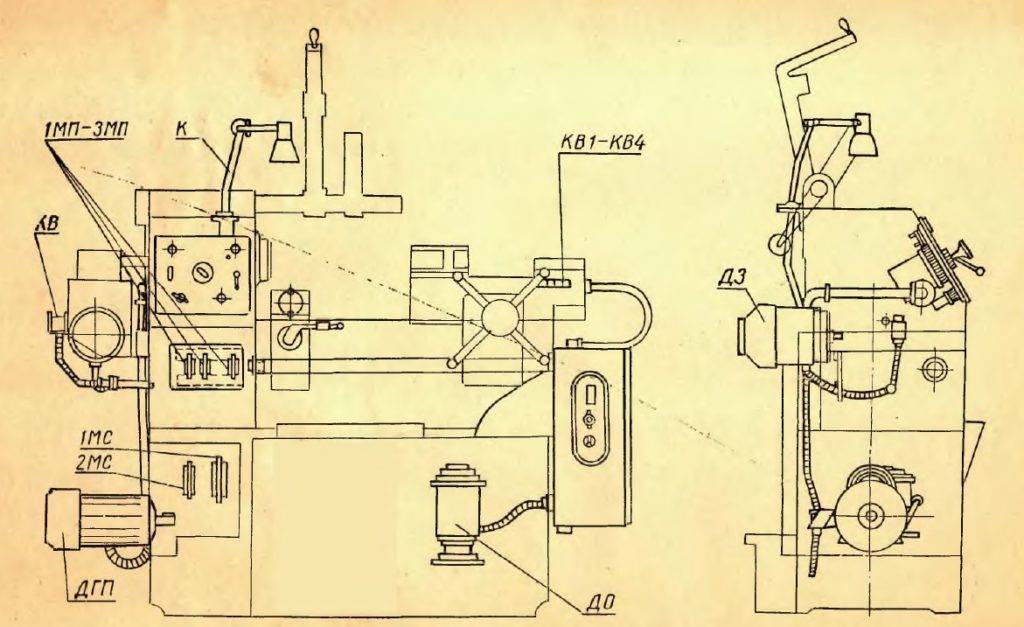
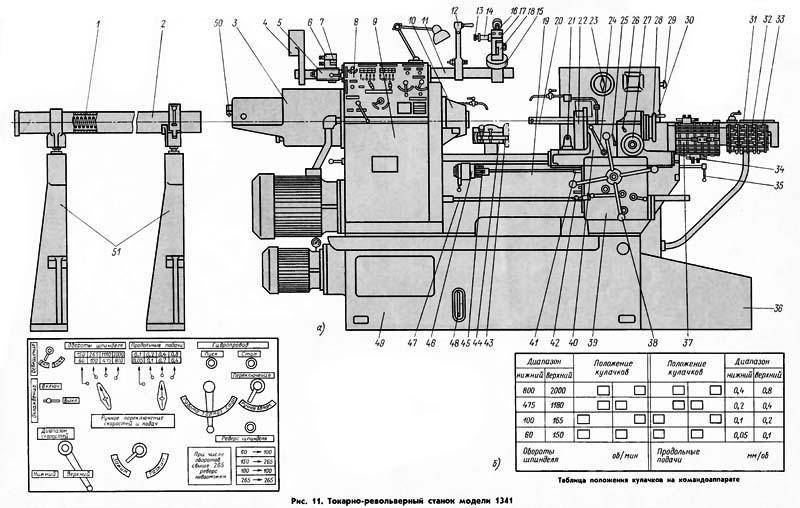
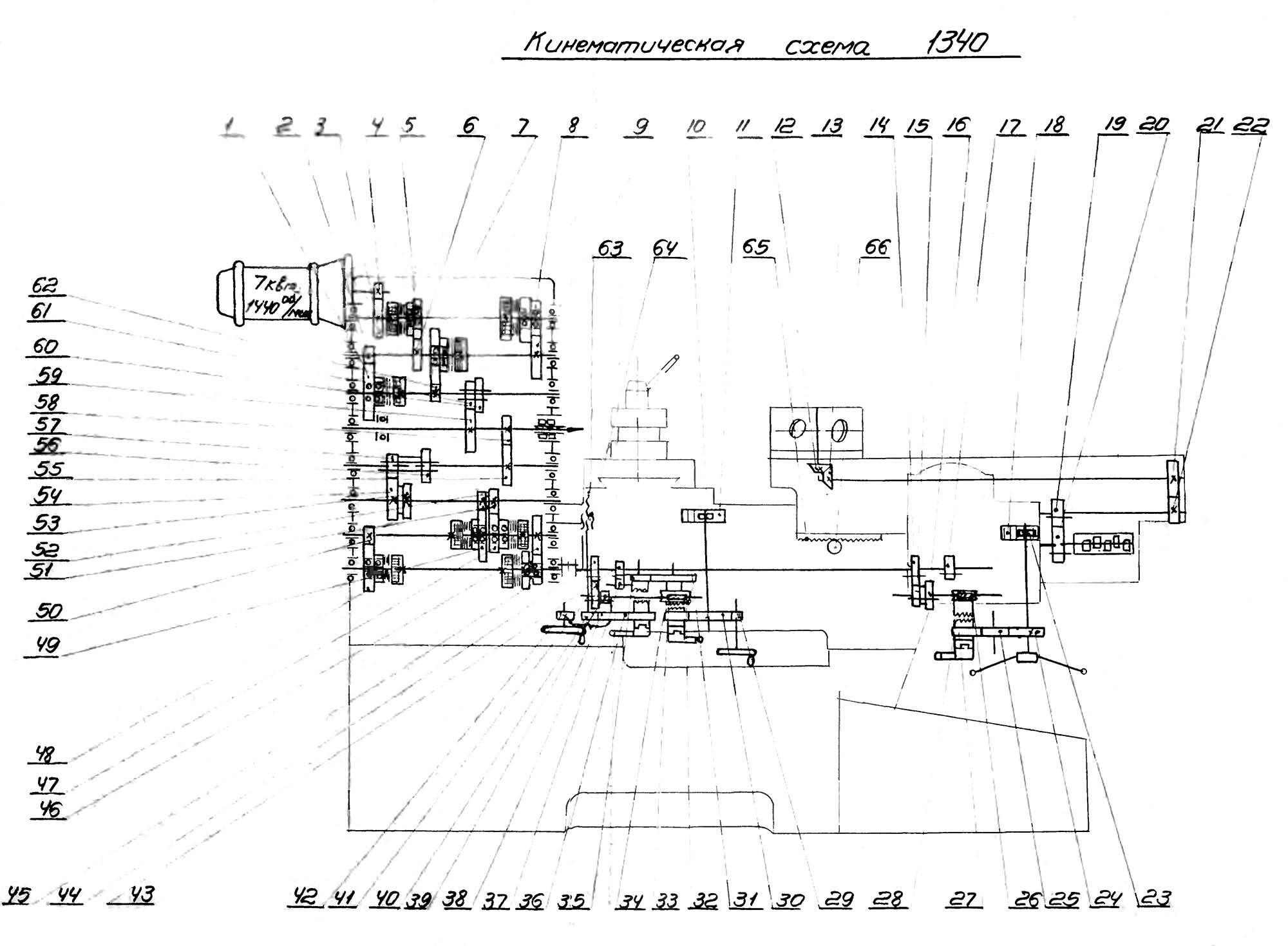
Кинематическая схема токарно-револьверного станка 1341
К важнейшим узлам станка 1341 причисляют:
- нижнюю и вспомогательную станины;
- коробки:
- устройство для продвижения, фиксирования прутка;
- суппорт с головкой, напоминающей револьверный барабан;
- командоаппарат;
- барабан упоров;
- резьбонарезное устройство;
- пульт управления.
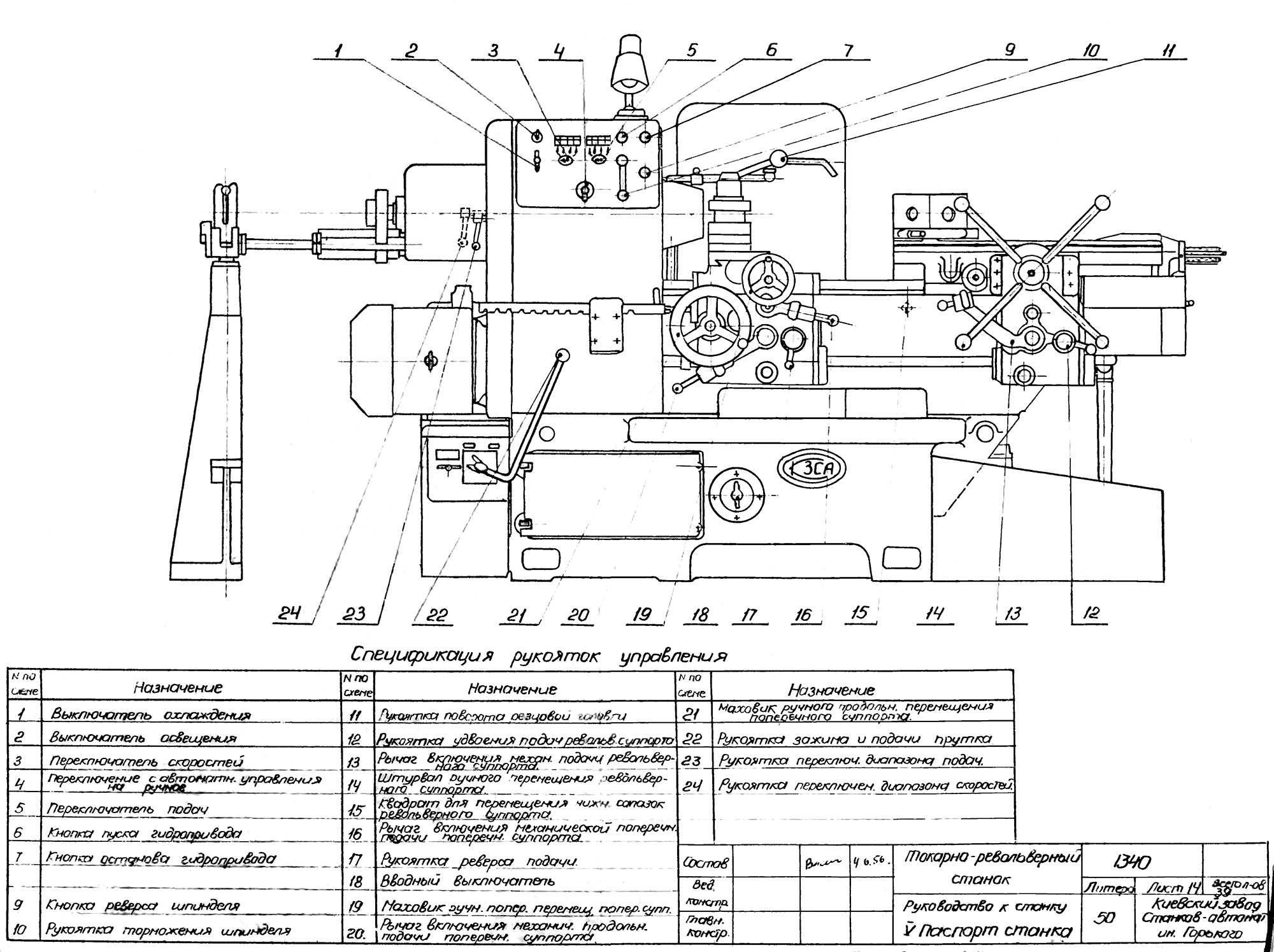
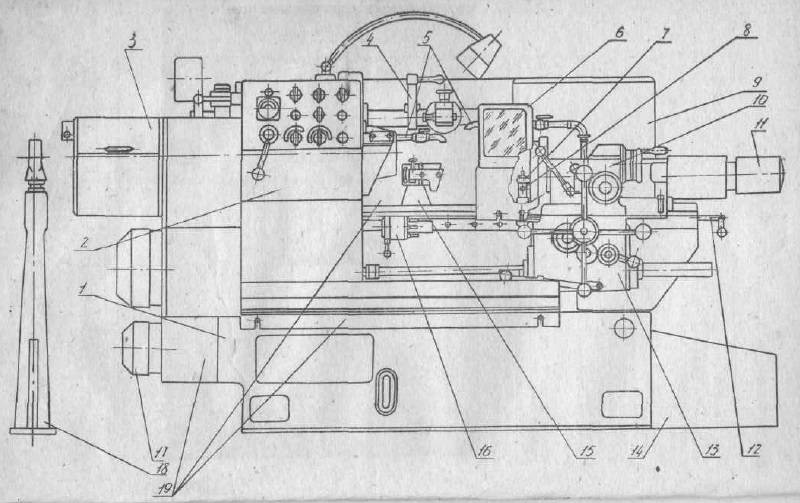
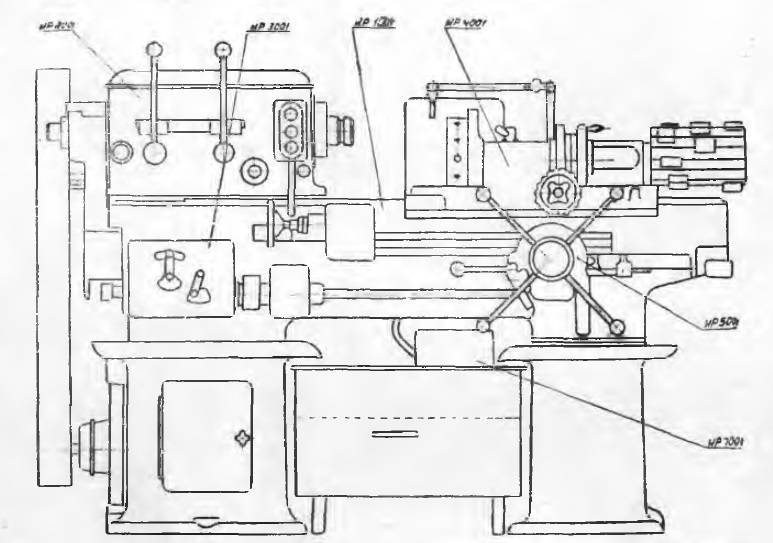
Внешний вид станка 1341
Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
- разработку: технологии изготовления детали;
- карты наладки;
карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
- обороты шпинделя;
величину подачи;
проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
производят окончательную наладку станка по полученным результатам обработки 2 деталей.
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ

Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
Коробка скоростей
Её кинематика учитывает передачу вращения от вала электрического двигателя через шестерни:
- шпинделю;
- коробке подач;
- устройствам фартука суппорта по его перемещению с заданной подачей;
- устройству нарезки резьбы.
Суппорт двигается по направляющим дополнительной станины с применением зубчатой планки.
На суппорте размещаются:
- револьверная головка;
- командоаппарат;
- барабан упоров;
- фартук.
Головка фиксируется к валу, размещенному на суппорте. Вал крутится на шарикоподшипниках. Инструмент прикрепляют в отверстия головки с применением державок. Державки предоставляют жесткость крепления, точность монтажа и регулировки инструмента.
Данный же вал служит для крепежа командоаппарата, барабана упоров. Головка поворачивается после любого рабочего хода, подавая такой инструмент к зоне обработки. Командоаппарат обеспечивает автоматическое включение необходимых величин оборотов шпинделя, подачи, соответствующих данному виду инструмента.
За командоаппаратом размещен барабан упоров, обеспечивающий автоостановку суппорта при достижении необходимой величины перемещения инструмента. Выключение подачи выполняется кулачками, устанавливаемыми в пазах барабана, при достижении ими откидного упора.
Токарно-револьверный станок 1341
При помощи влияния кулачков обеспечивается включение заданных электро-магнитных муфт в коробках скоростей, подач. Это дает возможность получить заданные для данной процедуре величины скорости вращения шпинделя, подачи.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.
Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
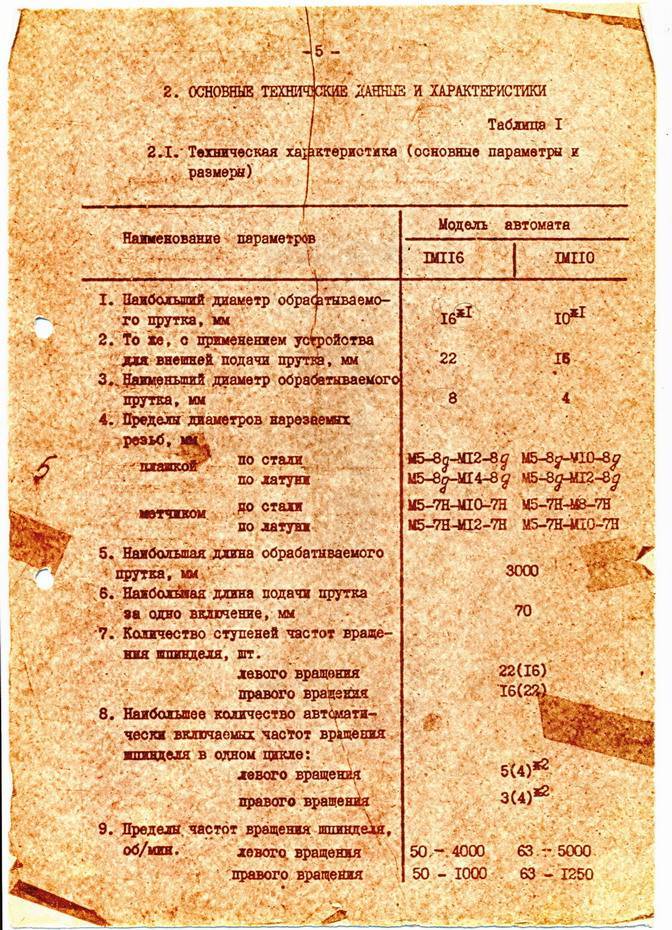
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров
Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.

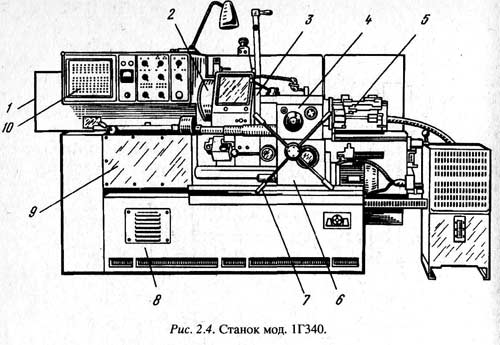
1Г340П, 1Г340 станок токарно-револьверный с горизонтальной осью револьверной головки. Назначение и область применения
Станок токарно-револьверный 1Г340П заменил в производстве устаревшую модель , а на основе станка 1Г340П спроектирован целый ряд моделей с программируемым управлением: 1Г340ПЦ, 1Г340ПФЦ, .
Токарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340П и 1Г340 является универсальным токарно-револьверным станком и предназначен для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Принцип работы и особенности конструкции станка 1Г340П
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки 1Г340П изготовляются в двух исполнениях:
- для обработки прутковых материалов шестигранного и круглого сечения диаметрами 25…40 мм
- для обработки штучных заготовок диаметрами до 200 мм в трехкулачковом патроне.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом. Наибольшее допускаемое колебание сечения прутка ± 1 мм, а диаметра штучных заготовок ±3 мм.
Токарно-револьверный станок 1Г340П может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т. п.). Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью различных державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную подачи.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.
Особенности токарно-револьверных станков 1Г340п и 1Г340:
- автоматический гидрофицированый механизм зажима круглых (20-40 мм) и шестигранных (S = 19-32 мм) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
- автоматический гидрофицированный цанговый механизм подачи прутка;
- задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
- автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
- обработка в режиме отключения подач на жестком упоре позволяет достичь 7-8 квалитета точности;
- по спецзаказу станок может поставляться с копировальным, резьбонарезным устройством, устройством наладки инструмента вне станка.
Техническая характеристика станка:
- Наибольший диаметр прутка.. 40 мм;
- Наибольшая длина прутка.. 3000 мм;
- Наибольший диаметр заготовки, устанавливаемой над станиной.. 400 мм;
- Наибольшая подача прутка.. 100 мм;
- Расстояние от переднего торца шпинделя до револьверной головки.. 128-630 мм;
- Число частот вращения шпинделя: прямое.. 12;
- Число частот вращения шпинделя: обратное.. 6;
- Частота прямого вращения шпинделя: прутковое исполнение.. 45—2000 об/мин;
- Частота прямого вращения шпинделя: патронное исполнение.. 36—1600 об/мин;
- Частота прямого вращения шпинделя: скоростное исполнение.. 56—2500 об/мин;
- Число подач револьверного суппорта: продольных.. 12 (0,035—1,6 мм/об;)
- Число подач револьверного суппорта: поперечных.. 12 (0,02—0,8 мм/об).
Класс точности станков:
- Модели 1Г340 — Н по ГОСТ 8—77
- Модели 1Г340П — П по ГОСТ 8—77
Суппорт
Суппорт движется по направляющим вспомогательной станины с использованием зубчатой рейки.
На суппорте размещаются:
- револьверная головка;
- командоаппарат;
- барабан упоров;
- фартук.
Головка крепится к валу, расположенному на суппорте. Вал вращается на шарикоподшипниках. Инструмент закрепляют в отверстия головки с использованием державок. Державки обеспечивают жесткость крепления, точность монтажа и регулировки инструмента.
Этот же вал служит для крепления командоаппарата, барабана упоров. Головка поворачивается после каждого рабочего хода, подавая следующий инструмент к зоне обработки. Командоаппарат обеспечивает автоматическое включение нужных величин оборотов шпинделя, подачи, соответствующих этому виду инструмента.
За командоаппаратом расположен барабан упоров, обеспечивающий автоматическую остановку суппорта при достижении нужной величины перемещения инструмента. Выключение подачи производится кулачками, устанавливаемыми в пазах барабана, при достижении ими откидного упора.

Токарно-револьверный станок 1341
Посредством воздействия кулачков обеспечивается включение заданных электромагнитных муфт в коробках скоростей, подач. Это позволяет получить заданные для этой операции величины частоты вращения шпинделя, подачи.
УГ9326 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки уг9326
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный модели 0,37 кВт; 1365 об/мин
- S1 — датчик углового положения инструментальной головки
- 1 — ПГК-6 переключатель герконовый для головки УГ9321
- 5 — ПГК-10 переключатель герконовый для головки УГ9324
- 6 — ПГК-12 переключатель герконовый для головки УГ9325
- 7 — ПГК-8 переключатель герконовый или УГ9324.0200.000 для головки УГ9326
- 8 — Фотодатчик для головки УГ9326-6
- S2 — Микровыключатель конечный контроля сцепления муфт — ВП61-21-А111112-00УХЛ3,2
- R-C — R-C цепочка — УГ9321.0200.000
Датчик S1 состоит из литого алюминиевого корпуса, контактного устройства, флажка с постоянным магнитом, вала, установленного в подшипник скольжения и крышек.
В качестве коммутирующих контактов в датчике применены герконы. При вращении вала магнит проходит мимо герконов, расположенных в корпусе, приводя к их поочередному срабатыванию и отпусканию, тем самым осуществляется выдача информации о позиции головки в любой момент времени вращения диска. При этом зона срабатывания очередного контакта находится за зоной отпускания предыдущего контакта, т. е. контакты срабатывают без перекрытия.
К двигателю подключен блок R-C цепочек УГ9321.0200.000
1Г340П, 1Г340 станок токарно-револьверный с горизонтальной осью револьверной головки. Назначение и область применения
Станок токарно-револьверный 1Г340П заменил в производстве устаревшую модель , а на основе станка 1Г340П спроектирован целый ряд моделей с программируемым управлением: 1Г340ПЦ, 1Г340ПФЦ, .
Токарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340П и 1Г340 является универсальным токарно-револьверным станком и предназначен для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Принцип работы и особенности конструкции станка 1Г340П
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки 1Г340П изготовляются в двух исполнениях:
- для обработки прутковых материалов шестигранного и круглого сечения диаметрами 25…40 мм
- для обработки штучных заготовок диаметрами до 200 мм в трехкулачковом патроне.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом. Наибольшее допускаемое колебание сечения прутка ± 1 мм, а диаметра штучных заготовок ±3 мм.

Токарно-револьверный станок 1Г340П может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т. п.). Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью различных державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную подачи.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.
Особенности токарно-револьверных станков 1Г340п и 1Г340:
- автоматический гидрофицированый механизм зажима круглых (20-40 мм) и шестигранных (S = 19-32 мм) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
- автоматический гидрофицированный цанговый механизм подачи прутка;
- задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
- автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
- обработка в режиме отключения подач на жестком упоре позволяет достичь 7-8 квалитета точности;
- по спецзаказу станок может поставляться с копировальным, резьбонарезным устройством, устройством наладки инструмента вне станка.
Техническая характеристика станка:
- Наибольший диаметр прутка.. 40 мм;
- Наибольшая длина прутка.. 3000 мм;
- Наибольший диаметр заготовки, устанавливаемой над станиной.. 400 мм;
- Наибольшая подача прутка.. 100 мм;
- Расстояние от переднего торца шпинделя до револьверной головки.. 128-630 мм;
- Число частот вращения шпинделя: прямое.. 12;
- Число частот вращения шпинделя: обратное.. 6;
- Частота прямого вращения шпинделя: прутковое исполнение.. 45—2000 об/мин;
- Частота прямого вращения шпинделя: патронное исполнение.. 36—1600 об/мин;
- Частота прямого вращения шпинделя: скоростное исполнение.. 56—2500 об/мин;
- Число подач револьверного суппорта: продольных.. 12 (0,035—1,6 мм/об;)
- Число подач револьверного суппорта: поперечных.. 12 (0,02—0,8 мм/об).
Класс точности станков:
- Модели 1Г340 — Н по ГОСТ 8—77
- Модели 1Г340П — П по ГОСТ 8—77