
Какие есть фрезерные приспособления?
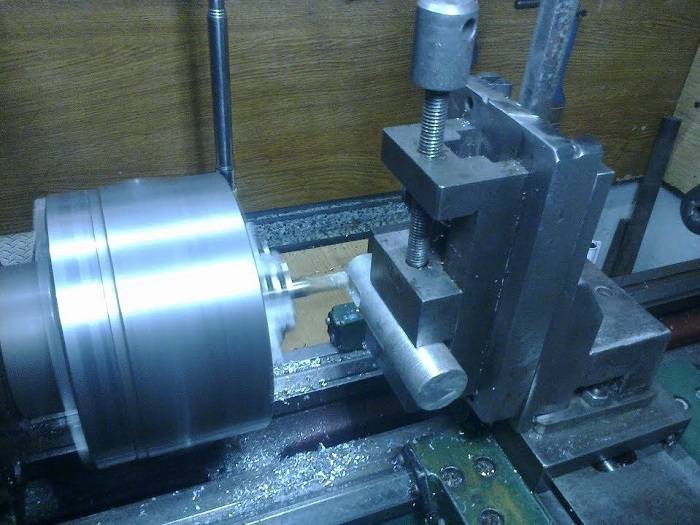
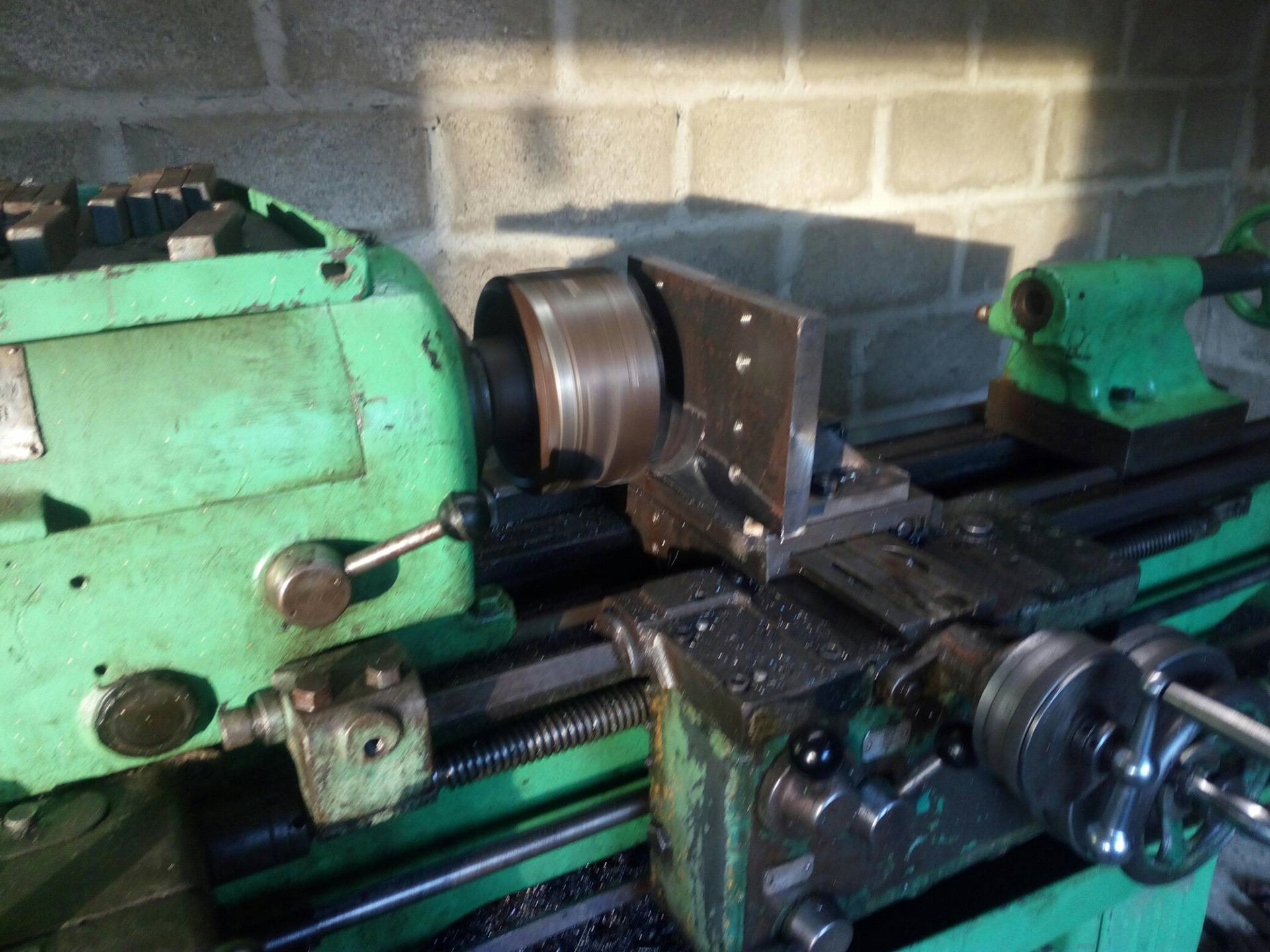
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
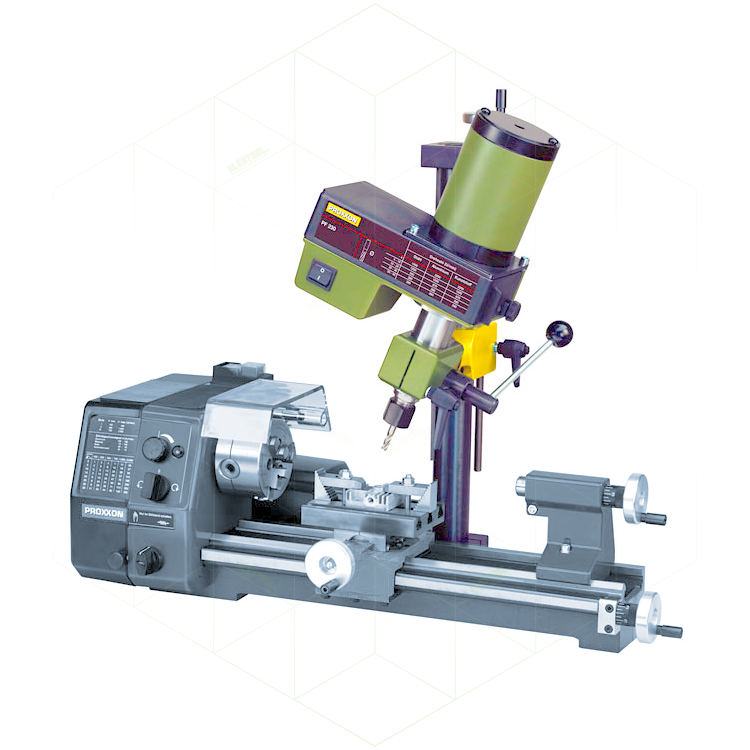
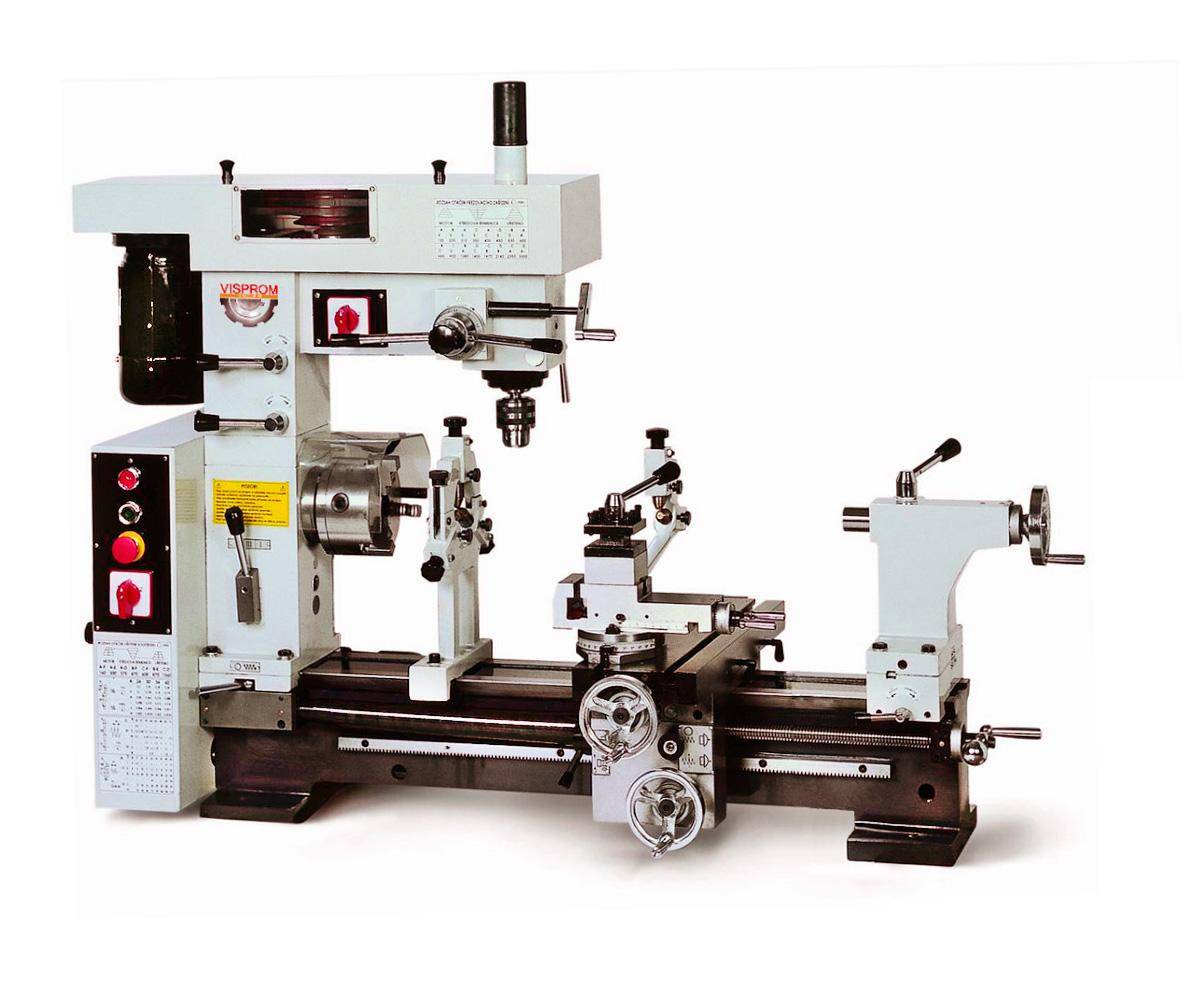
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
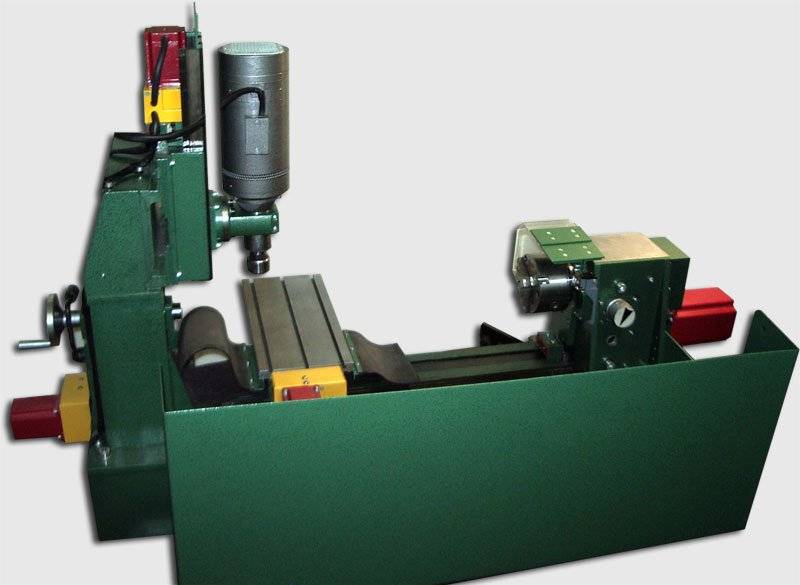
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Обзор видов
Все токарно-фрезерные агрегаты имеют свой шифр в виде цифр и букв. По нему можно узнать возможности и составить описание того или иного оборудования. Обычно в таком шифре содержится три-четыре знака: первая цифра – это группа, к которой относится стан, вторая – это тип аппарата, третья и четвертая – это описание одного из главных параметров стана или материала, с которым предстоит работать. Если после первого обозначения находится буква, то она указывает на то, насколько усовершенствована или нет была базовая модель. Буква же после всей цифровой части говорит о классе точности, особенностях и варианте модификации базовой модели.
Еще в СССР была создана определенная классификация станков для работы с заготовками из металла, где все оборудование разделили на девять групп, каждая из которых делится еще на несколько подгрупп.


По конструкции фрезерная аппаратура довольно разнообразна, в общем же ее можно разделить на два основных типа:
- станы общего назначения, или универсальные, – сюда относятся вертикально-, горизонтально- и продольно-фрезерные;
- станы специализированные – это шпоночно-, карусельно-, шлицефрезерные, фрезерные с копиром и другие.


Токарно-винторезный
Этот вид токарного стана считается универсальным, именно поэтому он используется при производстве единичных деталей и деталей, выпускаемых сериями. С его помощью можно создавать винтовую нарезку модульного, метрического и дюймового типов, а также производить обработку металлических деталей.

Токарно-карусельный
Оборудование карусельного типа обычно используется для обработки заготовок больших размеров. Используются:
- для работы с заготовками в форме цилиндров и конусов;
- для создания пазов разных конфигураций;
- для фрезеровки, шлифовки и подрезки торцевых частей;
- для создания винтовой нарезки.
Конфигурация данного станка включает специальный стол с планшайбой, стойки и суппорты.

Лоботокарный
На лоботокарном оборудовании проходит обработка деталей цилиндрической и конической форм, лобовых заготовок. Главное отличие – ось вращения расположена в горизонтальной плоскости.

Токарно-револьверные
Револьверная группа станов используется для работы с деталями из калиброванного прута. Такое название оборудование получило благодаря тому, как крепятся в нем инструменты: фиксируются в статическом или приводном держателе. Эта особенность наделяет оборудование множеством возможностей: расточка, точение и фасонное точение, сверление, создание резьбы, развертывание, фрезеровка.

Токарно-фрезерный обрабатываемый центр
Для точения используются металлорежущие резцы, зафиксированные во фрезерной головке. Благодаря этому увеличивается количество функций станка.

Автомат продольного точения
Используется на серийном производстве деталей маленьких размеров из прутов, профиля и проволоки, изготовленных из легированной стали, меди и других металлов. В состав оборудования входят подвижные и неподвижные бабки.

Многошпиндельные токарные станки
Станки этого вида используются для работы со сложными деталями из холоднотянутых прутов или труб различного диаметра сечения. Высокая мощность привода и жесткая конструкция обеспечивают высокую работоспособность оборудования.

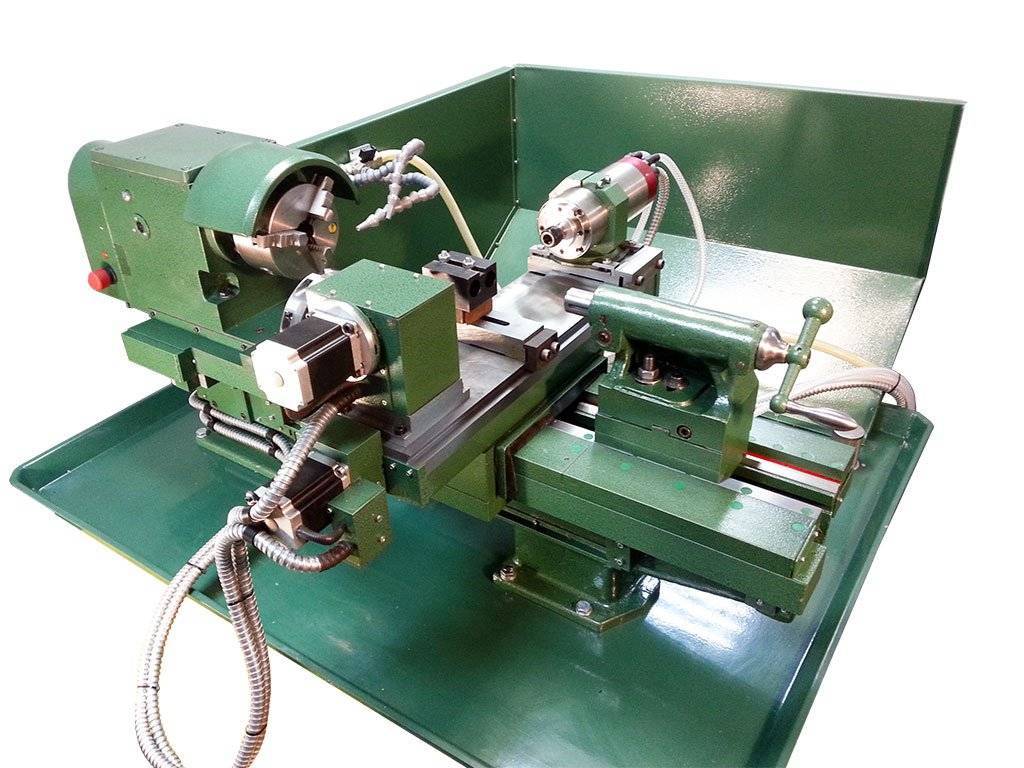
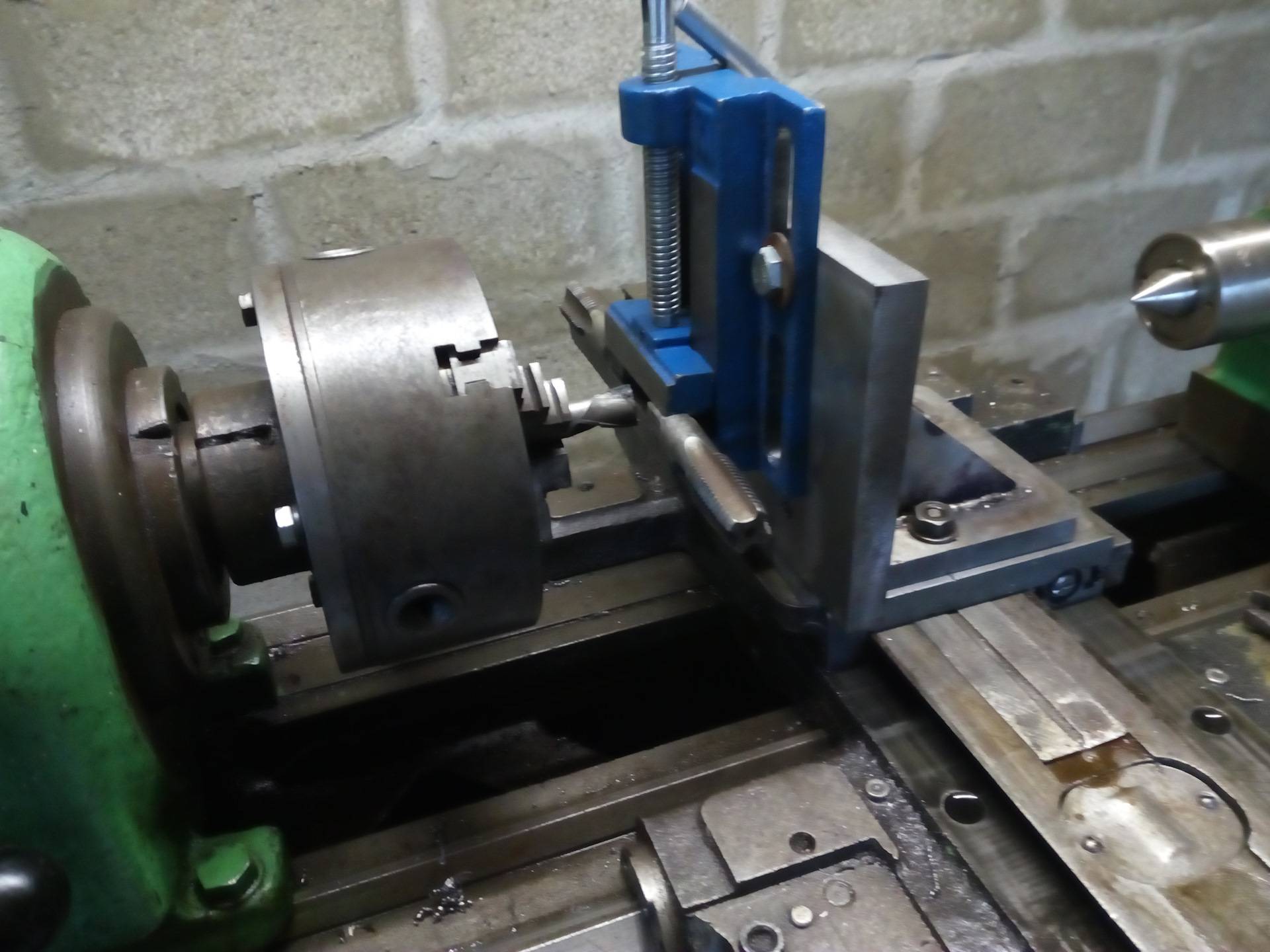
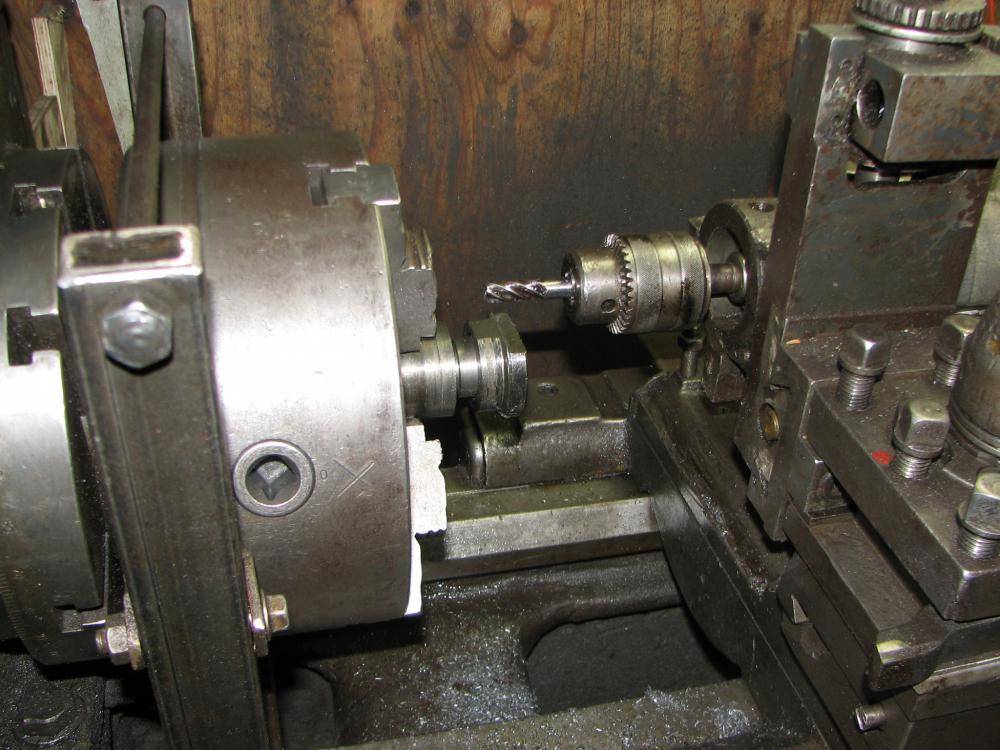
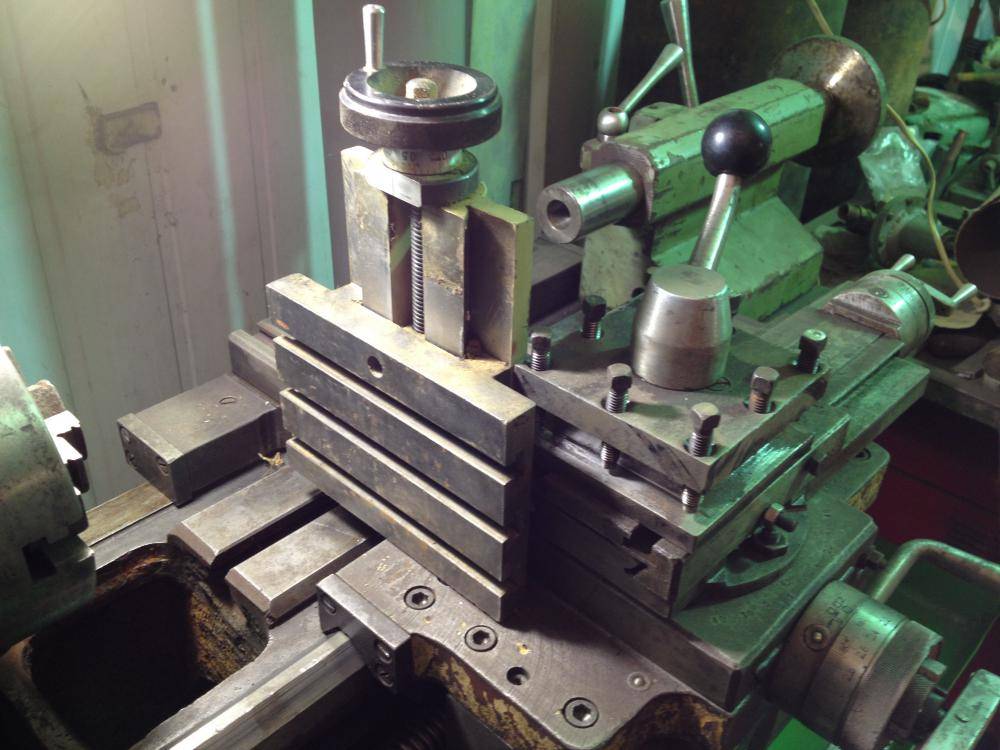
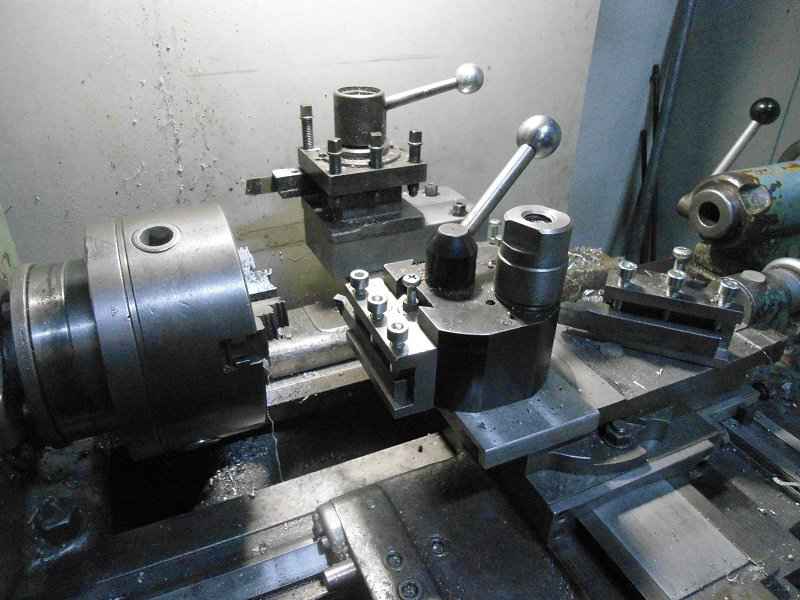
Приспособления для фрезерования и шлифовки
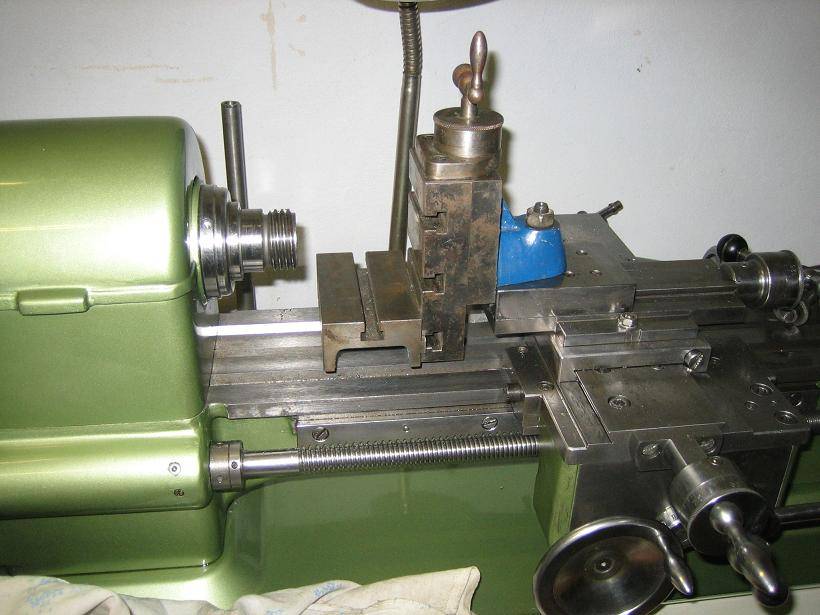
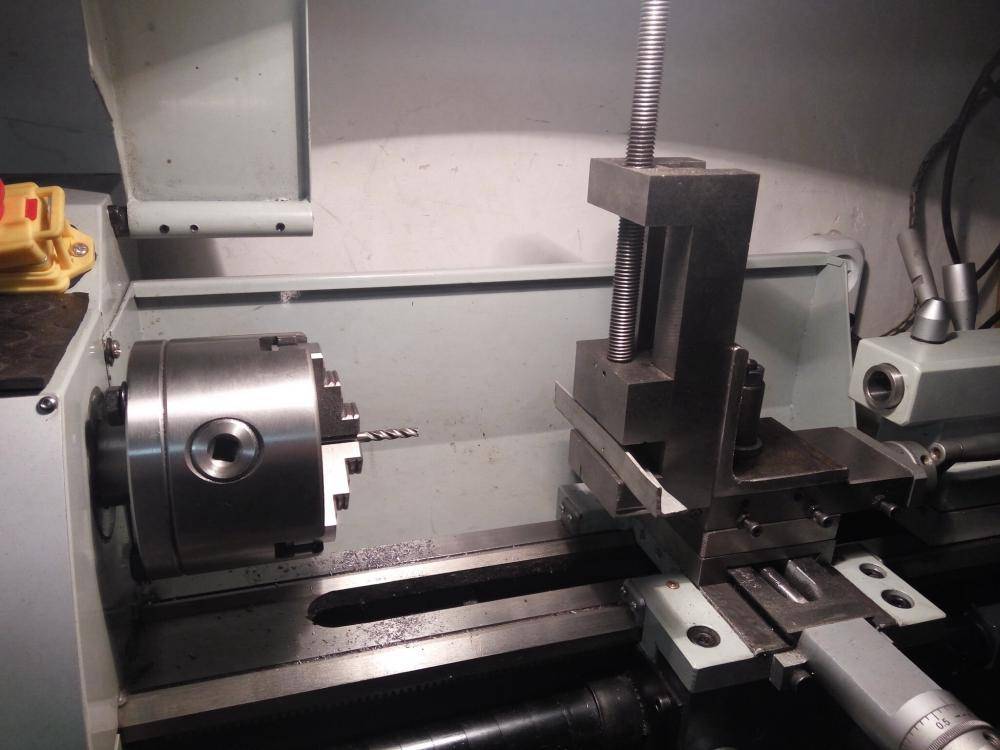
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно!
При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора.
Разновидности оборудования
Вне зависимости от разновидности, все фрезерные станки работают по одному и тому же принципу. Классифицируются они на основании различий, заключающихся в наличии дополнительных элементов, повышающих их функциональность. К примеру, некоторые установки оборудованы устройствами в виде долбежной головки, приспособления для нарезания гребней и пр.




https://youtube.com/watch?v=yjV5dwtuREs
Вертикально-фрезерные агрегаты
Вертикально-фрезерный станок позволяет обрабатывать все существующие типы металлов и производить сверлильные операции. Такие агрегаты выпускаются в двух исполнениях:
- консольном;
- бесконсольном.
Отсутствие конструкции консоли в вертикально-фрезерном станке компенсируется установкой на основании направляющих. Именно по ним передвигается рабочий стол. В головке шпинделя расположена коробка скоростей, регулирующая скорость его вращения. В консольных установках перемещение гильзы и головки возможно вдоль оси.
Горизонтально-фрезерные машины
Горизонтально-фрезерные станки отличаются горизонтальным расположением шпинделя и предназначены для обработки крупногабаритных элементов. Возможность использования различных типов фрез позволяет проводить самые разнообразные операции. В стандартную комплектацию не входит лишь устройство для операций с винтовыми поверхностями.
Горизонтально-фрезерный станок устанавливается на стол. Все механизмы агрегата размещены в его основании. Внутри расположена только коробка скоростей.
Сверлильно-фрезерные агрегаты
Этот вид фрезерных станков отличен от собратьев наличием сверлильно-фрезерной головки. Такая особенность предоставляет возможность обрабатывать наклонные и угловые поверхности, а также пазы негабаритных деталей. Вращение рабочей головки может осуществляться в противоположных направлениях.
Описание оборудования универсального типа
Универсальный фрезерный станок предназначен для обработки любых металлических элементов, вне зависимости от их конфигурации. По этой причине такие агрегаты наиболее востребованы в частных мастерских. Их закупают предприятия малого бизнеса, занимающиеся ремонтом.
Использование фрезерных станков универсального типа оправдано при необходимости выполнения каких-либо действий с деталями, имеющими большой размер. Их можно устанавливать горизонтально или вертикально. Не станет преградой и спиралевидная поверхность.
Этому способствует наличие горизонтальных и вертикальных направляющих, по которым передвигаются консоль и рабочий стол. Важные узлы и механизмы агрегата надежно спрятаны во внутренней части основания.
Возможности настольных агрегатов
Настольные фрезерные станки устанавливаются в домашних мастерских, в учебных заведениях и производственных цехах, которые не специализируются на выполнении работ подобного рода.
Отличительной особенностью настольных фрезерных станков по металлу является универсальность. В стандартную комплектацию входят различные виды фрез, позволяющих обрабатывать самые разные заготовки. С помощью такого устройства удастся выполнить и другие операции, к числу которых относятся сверление, нарезание резьбы и прочее.
Агрегаты с ЧПУ
В эту категорию включаются:
- фрезерные станки с числовым программным управлением;
- обрабатывающие центры с числовым программным управлением;
- настольные механизмы с числовым программным управлением.
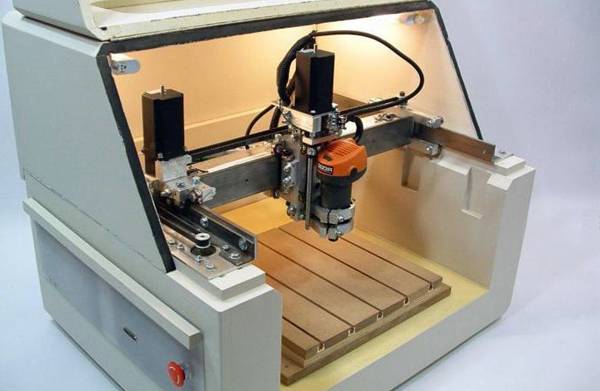
Фрезерный станок с ЧПУ
Работа оборудования с ЧПУ контролируется специальной компьютерной программой. Поэтому в процессе обработки исключается возможность проявления человеческого фактора. А сами агрегаты отличаются высокой стоимостью и востребовано лишь на крупных промышленных предприятиях, специализирующихся на производстве определенного вида деталей.
Настольный вариант фрезерных станков с ЧПУ заслуживает отдельного внимания. Хотя они отличаются небольшими габаритами, с их помощью можно придать заготовке любую форму. Установки с ЧПУ в настольном исполнении позволяют выполнять самые разные технологические операции с металлом, в том числе растачивание, сверление и зенкерование.
Широкоуниверсальные устройства
Такой фрезерный станок по металлу снабжен дополнительной рабочей головкой. Но главная особенность заключается в ее подвижности, что позволяет работать с заготовкой, располагая ее под любым углом.
Для обработки металлических элементов, имеющих сложную конфигурацию, предусмотрена возможность установки на поворотный шпиндель накладной головки. Также существуют бесконсольные модели с кареткой, для передвижения которой предусмотрены горизонтальные направляющие.
Чем отличается токарное оборудование от фрезерного
Прежде чем говорит об отличиях токарного станка от фрезерного, важно определить, как происходит обработки деталей у каждого из этих видов оборудования. Токарная обработка или точение – обработка деталей, которые представляют собой тела вращения
Токарная обработка или точение – обработка деталей, которые представляют собой тела вращения.
Фрезерование – процесс механической обработки, во время которой режущий инструмент совершает вращательные движения, а заготовка двигается поступательно.
Таким образом, основное отличие представленных процессов заключается в способе обработки детали.
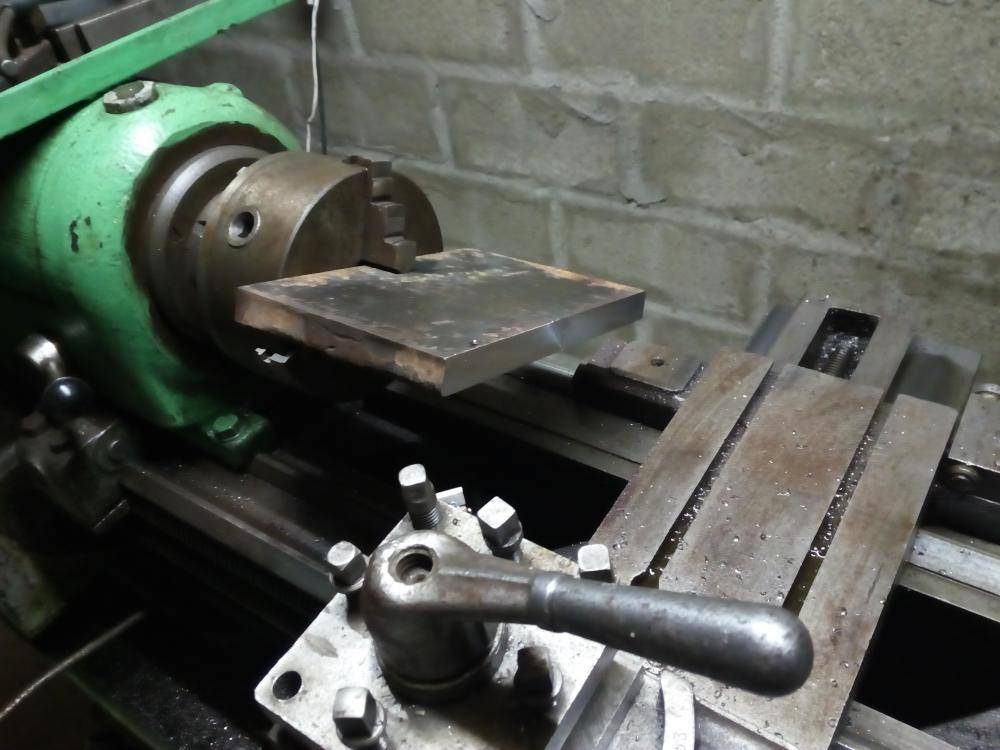
При токарной обработке, заготовка закрепляется в патрон станка. После этого ее приводят во вращательное движение, затем подводят режущий инструмент и обрабатывают деталь.
При фрезерной обработке, заготовка закрепляется на столе станка, который, с определенной скоростью (подачей) движется по направлению к режущему инструменту (фрезе). В зависимости от типа станка, стол может перемещаться по салазкам и в вертикальном, и в горизонтальном положении. Фрезе же передается лишь вращательное движение.
На токарном станке деталь точится или обтачивается, иными словами, происходит процесс равномерного удаления материала с поверхности детали, а на фрезерном станке заготовка режется или сверлится.
На фрезерном станке можно обрабатывать детали различных форм, а на токарном станке выполняется обработка исключительно деталей – тел вращения (цилиндр, конус).
4 Популярные модели и их отличительные особенности
Особого внимания заслуживает продукция всемирно известного европейского производителя TRENS. Универсальный станок этого бренда укомплектован очень прочной наклонной станиной. Такие машины прекрасно зарекомендовали себя на средне- и крупносерийном производстве. Особенно актуально это приобретение, если необходима обработка деталей нестандартной формы.
Модель SBL 300 превосходно справится с основными фрезерными процедурами. С помощью такого станка вы без труда нарежете резьбу, проведете обработку и доводку сложных элементов. К преимуществам еще следует отнести шпиндель высокой прочности. Благодаря этому свойству вы можете эксплуатировать оборудование длительный период без остановок. Также стоит отметить и скорость обработки, а особая система фиксации и С-ось обеспечивают мгновенное переключение режимов и великолепный крутящий момент.








 Модель SBL 300 для основных фрезерных процедур
Модель SBL 300 для основных фрезерных процедур
Станок SBL 500А представляет собой более сложный агрегат, в отличие от предыдущей модели, и с его помощью можно обрабатывать элементы весом более тонны. Устройство оснащено электрическим приводом фирмы Siemens либо Fagor. А числовое программное управление позволяет легко наладить все настройки. Также внимания заслуживает гидравлический механизм для фиксации деталей. Это оборудование позволяет произвести не только ряд стандартных операций, но и внеосевое сверление.
Однако если вы желаете стать обладателем самого современного устройства этого производителя, то следует обратить внимание на модель SBL 700. На этом агрегате без особого труда можно обработать даже криволинейные заготовки, также не проблема и ступенчатый профиль
Производители постарались, и новое оборудование может работать с крупногабаритными деталями весом до 2,5 тонны. Безусловно, контролировать работу будет ЧПУ. Кроме того, вы сможете подключить станок к простому ПК и задать параметры обработки.
Оборудование Takisawa серии ТММ 250 оснащено парой токарных шпинделей и револьверных головок. Еще этот комбинированный станок укомплектован инструментальным магазином большой емкости (30 позиций, но при желании можно увеличить до 90). Работая на таком агрегате, нет необходимости делать переустановку деталей, за счет чего достигает отличная точность обработки. А благодаря сокращению вспомогательного времени, которое затрачивается на передачу детали, обеспечивается превосходная скорость. Устройство оснащено двумя 15-ти позиционными револьверными головками и приводом мощностью 3,7/5,5 кВт. Частота вращения достигает 6000 об/мин.
Наиболее востребованные станки с ЧПУ
Обрабатывающие центры TRENS
универсальные установки
Из наиболее востребованных моделей станков TRENS выделяются:
- SBL 500A. Он нужен для фрезерования и точения деталей весом до 1050 кг. Установка оснащена электроприводом марки Fagor или Siemens, противошпинделем, легкой в настройке, но мощной системой ЧПУ. У станка имеется гидропривод бабки и гидравлический механизм для фиксации деталей при обработке. Есть дополнительные возможности для выполнения особых операций, которые производятся за одну установку заготовки, например, внеосевое сверление.
- SBL 300. Данный станок является более простым, чем предыдущая модель. Он может произвести нарезку резьбы, выполнить основные фрезерные процедуры, обработать и довести сложные изделия, к примеру, фланцы, валы. Высоким уровнем жесткости отличается шпиндель устройства. Он может эксплуатироваться без перерыва довольно длительно, причем на максимальной скорости выполнения рабочих операций. С-ось станка отвечает за отличный крутящий момент и мгновенное переключение режимов работы благодаря особой системе фиксации дискового типа.
- SBL 700. Это самый современный на сегодняшний день обрабатывающий станок бренда TRENS. Он осуществляет обработку заготовок с криволинейным, ступенчатым, прямолинейным профилем весом до 2500 кг. Данный агрегат оснащен ЧПУ устройством от компании Siemens, безупречно контролирующее работу приспособлений, а также описывается простым 3D-программированием, дает возможность подключить станок к ПК.
Токарно-фрезерный центр 1728С
широкий спектр обрабатывающих операций
- Повышенной виброустойчивостью и жесткостью основных узлов.
- Подшипниками высокой точности.
- В нем находятся термосимметричные элементы, благодаря которым нивелируется воздействие температурных деформаций.
- Активными контролирующими органами, которые следят за работой инструмента.
- Качественной системой ЧПУ.
Данная модель осуществляет работу с заготовками, которые имеют размер до 40 сантиметров в диаметре и длиной до 3 метров. Оснащена шпинделем с величиной конца А8, патроном с сечением 40 см и отверстием 9,7 см.
Благодаря синтезу производимых работ, этот станок с ЧПУ позволяет существенно снизить затраты.
Другие центры с ЧПУ по обработке металла
серии LS, EX,LA, NEX
Модели 4500ТТ, 4500S и 4500ST пользуются особым спросом. Так как приобретение этих станков гарантирует осуществление фрезерных и токарных работ с максимальной точностью. Ведь агрегаты оборудованы двумя шпиндельными токарными узлами и фрезерным. Также снабжены магазином, в котором 90 позиций для рабочих приспособлений и револьверной головкой.
Испанские центры фирмы GMTK также являются популярными, особенно серия HR с модельным рядом станков 800, 1000, 1200, 1500. Они позволяют осуществлять обработку заготовок со сложной конфигурацией и высокой точностью. Такие устройства оснащены уникальной системой, способной стабилизировать температуру. Также имеются направляющие гидростатического типа, у которых оптимизированы показатели. Обеспечены сменщиком головок и инструмента.
Обычно испанские токарно-фрезерные станки покупают предприятия, специализирующиеся на выпуске по-настоящему сложных деталей. Эти обрабатывающие металл центры стали идеальными для таких условий производства.
Следующие агрегаты с ЧПУ по обработке металла также работают эффективно:
- Станки Victor принадлежат тайваньской компании, которая на протяжении белее чем 70 лет поставляет модели, отличающиеся высокой надежностью, на Российский рынок. Их модели имеют надежную и технологичную конструкцию, качественные комплектующие, станины из особого чугуна.
- Станки MULTICUT — это многооперационные центры с ЧПУ, оборудованные задней бабкой или правым шпинделем. Они позволяют выполнить фрезерную обработку по 5 координатам. Также способны растачивать, прорезать, точить, шлифовать, фрезеровать кулачки и делать множество других операций.
- Южнокорейские центры DMC являются высокопроизводительными обрабатывающими центрами класса люкс.
4 Настольные станки с дополнительными возможностями
Все настольные станки с ЧПУ имеют ограничение по максимальным габаритам обрабатываемых заготовок. Оно конструктивно заложено в устройство фрезерного оборудования и определяется размерами области обработки по осям X и Y, а также высотой расположения и ходом шпинделя по Z. Но это ограничение не распространяется на немецкие настольные агрегаты BZT серии PF.
Немецкий настольный агрегат BZT серии PF
На этих станках с ЧПУ можно обрабатывать заготовки с габаритами, превышающими значения параметров перемещения шпинделя по осям X, Y и Z. Для этого достаточно у оборудования BZT-PF по металлу снять его рабочий стол, на котором должно крепиться фрезеруемое изделие. Такой режим работы в этих станках предусмотрен конструктивно и программно. После этого можно обрабатывать заготовки:
- Гораздо большей высоты, чем предусмотрено с неснятым рабочим столом. Станок при этом надо устанавливать на дополнительные подставки, которые приподнимут его относительно обрабатываемой заготовки, зафиксированной, например, в поворотном патроне либо тисках слесарного стола.
- С любыми размерами поверхности. То есть полностью снимается ограничение на протяженность обработки по осям X и Y. При этом станок ставят непосредственно на саму заготовку, а затем перемещают по ней. Перед началом работ фрезеруемую поверхность программно разбивают на фрагменты (участки), по которым и передвигают последовательно, по мере обработки изделия, агрегат с ЧПУ.
Еще одна дополнительная возможность, которая предусмотрена далеко не на всех фрезерных настольных агрегатах с ЧПУ – отслеживание вероятных сбоев и корректировка при их возникновении работы станка непосредственно в процессе обработки изделия, что позволяет не допустить брак и значительно увеличить производительность. Эта функцию выполняют специальные сервоконтроллеры. Ими в настоящее время комплектуют только некоторые высокоточные станки с шаговыми двигателями, обычно фрезерно-гравировальные.
Достоинства
Мини-фрезеры с программным управлением используют как индивидуальные мастера и небольшие мастерские, так и промышленные предприятия. Такое распространение они получили вследствие того, что:
- Компактное оборудование удобно для обрабатывания некрупных деталей из различных материалов.
- Для эксплуатации не требуются большие помещения, мощные фундаменты, высокая мощность электрооборудования.
- Возможно получать высококачественные трехмерные узоры и изготавливать сложные по форме детали.

- Высокая точность обработки заготовок – расхождение с требуемыми размерами не более 0,02…0,05 мм.
- Для работы на станке достаточно иметь представление о технологическом процессе, освоить управление основными операциями и инструментами.
- Автоматизация обработки материалов повышает производительность труда на 20-25%. Падает себестоимость, улучшаются основные производственные показатели.
- Станки мобильны, их можно перемещать.
- Стоимость их гораздо ниже больших промышленных агрегатов.
Производители для удобства потребителей выпускают наборы для сборки настольных станков своими руками с возможностью подобрать нужную комплектацию. Это удешевляет приобретение оборудования, а в случае необходимости можно дополнительно купить недостающие составляющие, например, числовое управление для 4 оси.
Настольные фрезерные станки с ЧПУ расширили перспективы в обработке материалов для небольших предприятий, цехов и мастерских. Функциональные возможности позволяют использовать их для изготовления объемных и сложных деталей, декоративных элементов и проведения высокоточной обработки изделий. Невысокая цена делает доступной мини-станки широкому кругу потребителей – от владельцев небольших предприятий до домашних умельцев. Разместить оборудование можно даже в гараже.
Рекомендации по выбору
При выборе модели токарно-фрезерного станка нужно учитывать ряд особенностей. По этому поводу, люди занимающиеся металлообработкой, дают такие рекомендации:
- Для серийного производства лучше использовать агрегаты с системой ЧПУ. Они позволяют изготавливать одинаковые детали.
- Если оборудование используется активно, нужно охлаждение.
- Существуют станки, подключаемые к сети 220V. Они используются в частных мастерских.
Оснастка выбирается зависимо от обрабатываемого материала. Фрезы и резцы должны быть прочнее используемого металла. При выборе токарно-фрезерного станка необходимо проверять устойчивость конструкции.
Обрабатывающие
Европейский бренд «TRENS» выпускает линию станков с наклонной станиной. Их уникальная конструкция обеспечивает высокую точность обработки за счет особой прочности инструментария. Станки ориентированы на крупное и среднее серийное производство и выпуск сложных профилей и деталей. Востребованы следующие модели станков TRENS:
- «SBL 500 A» ориентирован на детали до 1050 килограмм весом. Агрегат снабжен надежным приводом (Fagor, Siemens), фрезерование и расточку обеспечивает система ЧПУ с противошпинделем. Бабка имеет гидропривод и гидравлическую фиксацию заготовки. Предусмотрены специальные операции, например внеосевое сверление.
- «SBL 300» с С-осью выполняет стандартные операции фрезерования, в т. ч. доводку фланцев, валов и других сложных деталей, подходит для резьбовой нарезки. Особо жесткий шпиндель рассчитан на длительное высокоскоростное вращение и высокую производительность станка. С-ось имеет дисковую систему фиксации, что позволяет мгновенно переключать рабочие режимы.
- «SBL 700» самый сложный и технологичный, способен обрабатывать тяжелые (до 2500 кг) криволинейные, ступенчатые и прямолинейным профили. Контроль работы осуществляется от ЧПУ производства Siemens с 3D-программированием (возможно подключение к ПК через интернет).
Как работает программируемая ось C
Ось С – в токарных станках с ЧПУ – это программное управление углом поворота шпинделя и удержание его. Используется синхронно с приводным инструментом. Основной параметр – минимальный угол поворота шпинделя (обычно минимальный управляемый угол поворота 0,001°).





Ось C обеспечивает прецизионное двунаправленное перемещение шпинделя, которое полностью интерполируется с перемещением оси X и/или Z. Можно задать командой скорость вращения шпинделя от 0,01 до 60 об/мин.
Станки с осью С, соответственно, должны иметь 3-х координатную систему ЧПУ с возможность линейной и круговой интерполяции.
Привод оси С может осуществляться двигателем шпинделя или отдельным серводвигателем. На корпусе шпинделя крепится датчик углового положения.
Работа оси C зависит от массы, диаметра и длины обрабатываемой детали и/или зажимной оснастки (патрона).
В станках с осью С шпиндель работает в 2-х режимах:
- Режим главного движения (точение) – шпиндель приводится в движение главным приводом и вращается с заданной скоростью в соответствии с режимом точения. Скорость вращения задается УЧПУ.
- Режим ось C – шпиндель по команде УЧПУ поворачивается на заданный угол и фиксируется (осуществляется индексация оси C).
Управление осью С
Основные команды управления шпинделем и осью С:
- M03 подает команду шпинделю на вращение в прямом направлении
- M04 подает команду шпинделю на вращение в обратном направлении
- M05 подает команду шпинделю на остановку
- M154 включает ось C
- M155 выключает ось C
Токарный станок автоматически выключает тормоз шпинделя, если подана команда о движении оси C, а после снова включает его, если коды M по-прежнему активны.
Возможно относительное перемещение оси C с помощью адресного кода H, как показано в примере:
- G0 C90. (C-Axis moves to 90. deg.) ;
- H-10. (C-Axis moves to 80. deg. from the previous 90 deg position) ;
Типовая программа управления осью С
Команды в декартовых координатах преобразуются в движения линейной оси (движения револьверной головки) и движения шпинделя (вращение детали).
Интерполяция в декартовы координаты, пример 1.
- (1) Намеченная траектория резания;
- (A) Подача концевой фрезы 1″ в обрабатываемую деталь с одной стороны;
- (B) Ось C поворачивается на 180 градусов для выполнения контура дуги;
- (C) Подача концевой фрезы 1″ из обрабатываемой детали.
Пример декартовой интерполяции
- o51121 (CARTESIAN INTERPOLATION EX 1) ;
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is an end mill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G98 (Feed per min) ;
- M154 (Engage C Axis) ;
- G00 G54 X2. C90 Z0.1 (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- (BEGIN CUTTING BLOCKS) ;
- G01 Z-0.1 F6.0 (Feed to Z depth) ;
- X1.0 (Feed to Position 2) ;
- C180. F10.0 (Rotate to cut arc) ;
- X2.0 (Feed back to Position 1 ) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.5 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 Y0 (X & Y home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
Пример декартовой интерполяции 2
Пример декартовой интерполяции 2
- o51122 (CARTESIAN INTERPOLATION EX 2);
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is a drill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G19 (Call YZ plane) ;
- G98 (Feed per min) ;
- M154 (Engage C-Axis) ;
- G00 G54 X3.25 C0. Y0. Z0.25 ;
- (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- G00 Z-0.75 (Rapid to Z depth) ;
- (BEGIN CUTTING BLOCKS) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 1st hole) ;
- G00 C180. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 2nd hole) ;
- G00 C270. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 3rd hole) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.25 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 (X home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;





