Особенности защитного газа
MIG/ MAG сварка осуществляется в среде защитных газов, которые позволяют получить качественный и прочный сварной шов. Главная задача защитного газа состоит в предохранении расплавленного металла от атмосферного воздействия – кислород вызывает сильное окисление, а азот и влага из воздуха делают структуру шва пористой. Кроме этого они способствуют нормальному разжиганию сварочной дуги.

Тип защитного газа обеспечивает следующие важные условия:
- Регулирует скорость плавления;
- Оказывает влияние на уровень проникновения сварочной дуги;
- Предотвращает сильное разбрызгивание при сварочном процессе;
- Обеспечивает правильную форму;
- Улучшает механические свойства сварного соединения.
При проведении сварочного процесса специалист должен применять определенное количество защитных газов, которые смогут обеспечить стабильность электрической дуги. Используемый состав оказывает влияние на то, как расплавленный металл передается от присадочной проволоки к области сварной ванны.
При проведении сварки по технологии MIG/ MAG могут применяться следующие типы защитных газов:
- Чистая двуокись углерода или двуокись углерода с аргоном или с сочетанием из аргона и кислорода, эта смесь обычно используется для сваривания стали. При использовании первого вида газа – двуокиси углерода, можно получить высокую скорость плавления, хороший уровень проникновения дуги, прочны и выпуклый профиль сварного шва. Однако при использовании чистой двуокиси углерода происходит образование больших нестабильных капель, они передаются в область сварки случайными движениями. Кроме этого он образует сильное испарение. Все это может негативно отразиться на качестве шва, по этой причине могут применяться дополнительные примеси;
- Аргон, гелий и аргонно-гелиевая смесь. Данные виды защитных газов используются для сваривания цветных металлов и их сплавов. Смеси обеспечивают более низкую скорость плавления, низкий показатель проникновения и позволяют получить узкое сварочное соединение. Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;
- Универсальная газовая смесь для сваривания углеродистой стали. Она состоит из 75 % аргона и 25 % двуокиси углерода. Во время ее использования образуется небольшое количества брызг, снижается вероятность прожига через тонкие металлические основы.
Полуавтоматическая сварка
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Что представляет собой сварка MIG/MAG полуавтоматом
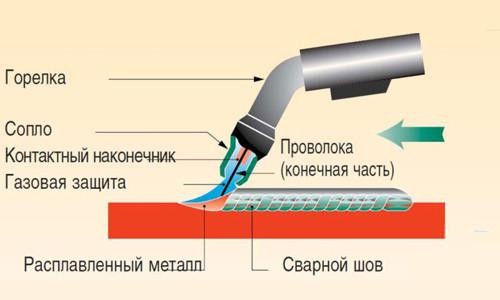
В отличие от обычного MMA инвертора, сварка которым осуществляется исключительно плавящимся электродом с покрытием, принцип работы полуавтоматической сварки несколько другой. Основными расходными материалами здесь выступает защитный газ и проволока, которая намотана на бобину и подаётся автоматически при работе полуавтомата.

Во время сварки проволока проходит через пистолет с газом. В момент появления дуги она плавится и заполняет расплавленным металлом сварочную ванну. Газ, который также подаётся вместе с проволокой, защищает расплавленный металл от отрицательного воздействия окружающей среды.

Благодаря тому, что весь процесс сварки практически автоматизирован, данная сварка и получила такое созвучное название — полуавтоматическая. В отличие от ручной дуговой сварки, здесь нет необходимости каждый раз менять электрод. Также отсутствуют и многие другие операции, без которых не проходит процесс сваривания деталей электродом.
Скорость сварки и потока защитного газа
Дуговая сварка в среде защитных газов должна выполняться правильно в соответствии с основными принципами
Особое внимание стоит обращать на показатели скорости сварочного процесса, под ними подразумевается скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком
Скорость движения сварочной горелки должна осуществляться только под строгим контролем специалиста, она должна соответствовать скорости подачи присадочной проволоки и напряжению электрической арки. Проволоку и арку требуется выбирать в зависимости от толщины свариваемого металла и формы сварного соединения.
При проведении электродуговой сварки в среде защитных газов важно добиться правильной скорости. Слишком высокие ее показатели могут привести к чрезмерному разбрызгиванию расплавленного металла
Защитная газовая смесь может попасть в состав быстрозастывающего расплавленного металла и приводит к появлению пор. Медленная скорость сварочного процесса может привести к чрезмерному проникновению дуги в свариваемую металлическую основу.
Важно! Скорость сварки оказывает влияние на качество и форму сварного шва. Многие опытные специалисты определяют, с какой скоростью необходимо двигать горелку при сварочном процессе в зависимости от толщины и ширины шва
На качество ручной дуговой сварки в среде защитных газов оказывает влияние скорость потока защитного газа. Этот показатель должен строго соответствовать скорости подачи проволоки. Слишком медленный поток не сможет обеспечить полноценную защиту от окисления, а чрезмерно высокая подача защитной газовой смеси в результате создаст завихрения, которые могут помещать полноценной защите.
Всевозможные отклонения в скорости подачи защитного газа вызывают образование пор в структуре шва. По этой причине обязательно нужно создать ровный поток воздуха, без завихрений. На это может оказывать влияние наличие застывших брызг на области насадки.
Сварочная проволока
В большинстве случаев на вопрос, что такое MIG MAG, приходится слышать ответ, что это сварка при помощи электродной проволоки, хотя роль проволоки здесь не основная. Главное — газовая атмосфера. Но и от качеств проволоки зависит немало. В сварочных аппаратах полуавтоматического действия используются различные виды проволоки, всего их четыре:
- алюминиевая;
- стальная (нержавейка);
- омедненная;
- порошковая.
Два последних вида — самые удобные в применении и, следовательно, самые распространенные. Они обеспечивают сварку без брызг, достаточно высокую скорость и купить их можно без особых проблем. Порошковая проволока очень востребована как в любительской, так и в профессиональной сварке.

 Алюминиевая сварочная проволока
Алюминиевая сварочная проволока
Наличие внутри специального порошка, состоящего из антиокислителей (различные руды, ферросплавы, сложные химические соединения), позволяет сваривать металлы без газа — его роль выполняет сгорающий в дуге порошок.
В отличие от покрытия электрода в ММА сварке он практически не выделяет ядовитых испарений, так как находится в проволоке в объеме от 15 до 40% от общего объема материала. Проволока, по сути, полая гибкая трубка, заполненная порошком. Ее необходимо предохранять от деформаций — сломанная проволока непригодна для сваривания. Порошковую проволоку можно использовать для MAG-сварки. В этих условиях дуга горит особенно мягко и стабильно.
Информация в статье представлена в виде краткого обзора. У Вас есть дополнения и более широкая информация о том, что такое MIG/MAG сварка, как ее правильно использовать и для каких работ она применяется? Нас и наших читателей интересует практический опыт. Пишите — самые интересные письма будут непременно опубликованы под именем автора.
Сварка ММА – что это такое, варианты сваривания
Ручная дуговая сварка наиболее популярна и доступна. Суть технологии сводится к расплавлению, соединению и застыванию металла в местах контакта соединяемых заготовок под действием электрической дуги. Она образуется при помощи металлического стержня – электрода, покрытого специальным веществом.
Процедура сваривания осуществляется по следующему алгоритму:
- Одни провод от аппарата подсоединяется к заготовке, другой – к электроду, зажатому в держатель.
- В момент касания электрода в месте контакта свариваемых заготовок зажигается дуга – так как электрическая цепь замыкается.
- Нагретый металл заготовок и самого стержня плавится, образуя варочную ванну.
- По мере продвижения по траектории сваривания металл остывает, формируя неразрывное прочное соединение.
При этом электрод участвует в образовании шва, подводит ток, а его обмазка образует газовую атмосферу для защиты расплава от окисления воздухом. Набор букв «ММА» в названии данной разновидности сварки имеет такую расшифровку – «manual metal arc», что в дословном переводе означает «ручная металлическая дуга».











Варианты сварки
Выделю 2 варианта ручной сварки:
Переменным током.
Характеризуется нестабильностью дуги – в момент падения напряжения горение прекращается. Затем розжиг происходит за счет процессов ионизации. Хотя внешне процесс выглядит непрерывным.
Ввиду такой специфики происходит сильное разбрызгивание металла. Единственный способ устранить недостаток и улучшить стабильность дуги – максимально повысить частоту тока.
Постоянным током.
В данном случае варить можно 2-мя способами, переключая полярность:
- Прямой – когда «+» подключается к электроду.
- Обратной – положительный контакт идет на деталь.
Выбор того или иного варианта я всегда подбираю в соответствии с заданными характеристиками процесса. Так, если требуется, чтобы быстрее плавился электрод, то выбираю 1-ый способ, а когда наоборот – контактирующие стыки заготовок – подключаю по обратной полярности.
Новичкам рекомендую еще в начале карьеры запомнить, чем различаются между собой популярные типы сварки – MIG, MAG, TIG и MMA:
MMA – ручная дуговая, которую мы рассматриваем в данном обзоре.

- TIG – разновидность дуговой сварки в среде защитного газа, например, аргона, но неплавящимся электродом, как правило, вольфрамовым. При этом присадка в виде прутка подается отдельно. Ее также называют аргонной сваркой.
- MIG/MAG – вид сварной технологии в инертной среде. В качестве электрода выступает плавящаяся проволока. Причем непрерывная присадка подается из самого сопла. Используется специальный аппарат – полуавтомат.
Сварочный аппарат Tig против Mig:
Сварка TIG и сварка MIG используются в качестве электрической дуги для сварки.
Основные различия между сваркой TIG и сваркой MIG перечислены ниже.
Разнообразие:-
Причина широкого использования mig сварка в процессе сварки это разновидности выбора рабочих мест. Сварка TIG может использоваться только для тонкого металлического листа толщиной около 6 мм, тогда как процесс сварки MIG может использоваться для толстого металлического листа толщиной до 40 мм. Материалы, которые используются в методе сварки MIG, — это стали, цветные металлы и алюминий, а материалы, которые используются в методе сварки TIG, — это цветные материалы, такие как магний, медные сплавы и алюминий, нержавеющая сталь.
Самым большим преимуществом метода сварки MIG является то, что подача проволоки работает не только как электрод, но и как присадочный металл. В результате, более толстые куски легко могут быть сплавлены вместе без воздействия на них тепла на всем пути прохождения. Для двух различных боевых типов сварочного процесса сварка MIG легко может выполняться на заготовке.
Скорость:-
Скорость метода сварки MIG больше, чем метод сварки TIG. Сварочный пистолет процесса сварки MIG предназначен для работы в течение очень долгого времени без остановки, что делает его более производительным и эффективным, чем его аналог. На крупных промышленных предприятиях очень необходима высокая производительность, в этом конкретном случае процесс сварки mig очень полезен. Широко используется в автомобильной промышленности в качестве сварочного процесса и в домашних проектах в качестве метода сварки MIG DIY.
Расходы:-
В процессе сварки MIG производство продукта может быть произведено очень быстро за короткое время, по этой причине сварка MIG дает большую прибыль в любой области промышленности, где, как процесс сварки TIG, производство продукта не может быть произведено очень быстро за короткое время. По этой причине TIG-сварка не может обеспечить такую прибыль, как MIG-сварка.
Комфорт:-
В методе сварки MIG не требуются высококвалифицированные операторы, по этой причине метод работы процесса сварки MIG проще, чем процесс сварки TIG, тогда как в методе сварки TIG для работы требуются высококвалифицированные операторы.
Плюсы и минусы
Главное положительное отличие ММА-сварки от MIG/MAG и TIG-вариантов заключается в универсальности и возможности применения практически в любых бытовых условиях. Кроме того, выделю еще такой ряд плюсов:
- Возможность варки любых металлов.
- Неограниченность технологии в пространственном положении.
- Нечувствительность по отношению к условиям окружающей среды.
- Доступность оборудования и расходных материалов.
- Легкость применения в домашних условиях.

Однако негативных моментов в использовании ручной дуговой сварки тоже достаточно. Среди основных минусов я бы выделил следующие:
- Низкая производительность, особенно если сравнивать с полуавтоматом.
- Зависимость качества шва от мастерства сварщика.
- Достаточно непростая техника – необходимо научиться разжигать и вести дугу. Кроме того, процесс осложняется риском залипания электрода.
- Вредное воздействие – испарения металлов и газы.

Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Технология
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.
Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.
Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.










Преимущества и недостатки
МАГ-сварка пользуется высокой популярностью среди многих профессиональных и начинающих сварщиков.
Повышенный спрос связан с наличием у данной технологии целого ряда положительных качеств:
- Процесс проводится в среде защитных газов, которые защищают сварную область от окисления. Газы предотвращают проникновение воздуха в рабочую область, они отлично изолируют сварную ванну от внешнего воздействия;
- Удобная эксплуатация. Сварка в защитных газах с использованием технологии MIG-MAG предоставляет возможность работать в любом положении;
- При проведении данной сварочной технологии можно визуально прослеживать процесс сварки, формировать сварное соединение и при необходимости можно править его;
- Сварка обеспечивает отличный результат. Сварной шов имеет ровную поверхность, в его структуре не наблюдается шлак. Это позволяет сэкономить время на проведении зачистки обработанной поверхности металла;
- Этот метод обладает высокой производительностью.
Важно! Дуговая сварка в защитном газе обладает уникальной особенностью – она позволяет создавать длинный шов без остановок и повторных разжиганий дуги. Именно использование технологии маг позволяет производить сцепление материалов данным способом
Однако у данного вида сварки имеются некоторые отрицательные качества. Для осуществления процесс требуется сварочный аппарат, который обладает громоздкими размерами. Его не получиться, просто так повесить на плечо, дополнительно с собой требуется брать газовый баллон и другие комплектующие компоненты.
Огромный аппарат и другие составляющие элементы не позволят просто переместиться с одного места на другое. Весь рабочий комплект необходимо будет устанавливать на рабочую передвижную тележку.
Технология сварочного процесса
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм
Электрод расплавляется постепенно, так как температура создается только на кончике стержня
Капли равномерно пополняют ванну расплава, образованную расплавленными кромками
Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.
Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.
Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
TIG
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
ММА
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Полуавтоматическая сварка
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Оборудование и комплектующие
Итак, для работы нам понадобится стандартный полуавтомат. Комплект сварочного оборудования состоит из полуавтомата, трансформатора (генерирующего ток), газа (к баллону нужно присоединить редуктор, чтобы регулировать давление), различных шлангов и кабелей, газовой горелки, оснащенной дополнительной системой подачи присадочной проволоки и механизма подачи.










MIG сварка — это, по сути, то же самое, что и сварка в защитных газах плавящимся электродом. Только вместо электрода здесь используется присадочная проволока. Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
Проволока наматывается на барабан и в автоматическом режиме подается в сварочную зону. Скорость подачи зависит от диаметра проволоки и параметра силы тока, который вы установите. Все, что от вас необходимо — это направить горелку в сварочную зону и нажать на кнопку.
Проволока начнет подаваться в сварочную зону сразу после того, как зажжется дуга. Вместе с тем газ начнет обдувать сварочную ванну, предотвращая окисление металла и образование дефектов. Проводя аналогии с другими типами сварки, в нашем случае газ играет роль покрытого электрода, как при стандартной MMA сварке. Только здесь газ подается извне, а при ММА сварке он образуется при плавлении электрода.
Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.

Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат — полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток
Все зависит от особенностей свариваемого металла
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки — MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями — при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах — с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.