Требования к технологическому процессу и его содержание
Технологический процесс должен обеспечить получение детали или изделия, отвечающих требованиям чертежа и технических условий, при наименьших затратах труда и материальных ресурсов, возможных в условиях данного предприятия.
Технологический процесс устанавливает рациональный для конкретных условий порядок обработки, определяет, на каком оборудовании и с применением какой оснастки должна вестись обработка, какие методы и средства контроля должны применяться для обеспечения заданных размеров и технических требований.
При разработке технологических процессов для вновь проектируемого предприятия в технологическом процессе назначается оборудование и оснащение, обеспечивающее максимальную производительность, с учетом заданной программы и возможности приобретения оборудования. При разработке технологии в условиях действующего предприятия следует учитывать наличный парк оборудования, возможность его пополнения и целесообразность замены, загрузку и точность отдельных станков и выбирать вариант, обеспечивающий минимальную трудоемкость.
Технологический процесс должен содержать все данные, необходимые для подготовки производства и изготовления изделия. Кроме схемы обработки, методов крепления и базирования, применяемого оборудования и оснастки, технологический процесс определяет размеры, последовательно придаваемые деталям на разных стадиях обработки, требования к чистоте и взаимному расположению поверхностей, режимы обработки и нормы времени, а также сведения о способе получения заготовки, материале, из которого она изготовлена, и обработке ее до поступления в цех.
Основным документом, на основании которого ведется разработка технологического процесса, являются рабочие чертежи изделия и технические условия на его изготовление.
Конструкция детали и ее технологичность оказывают решающее влияние на выбор технологического процесса. Под технологичностью конструкции понимают степень учета при конструкторском оформлении элементов машин факторов, влияющих на трудоемкость обработки, производительность труда, соблюдение заданных допусков и в конечном итоге на стоимость изготовления изделия.
В связи с этим важным элементом работы технологических служб предприятия является проверка технологичности конструкции, которая должна вестись одновременно с проектированием. Это позволяет значительно ускорить и удешевить подготовку производства и снизить трудоемкость изготовления изделий.
При проверке технологичности деталей надо согласовать с конструкторами способы простановки размеров, требования к точности и взаимному расположению отдельных элементов, при возможности исключить из конструкции элементы, затрудняющие подвод и выход инструмента, а также формы, очерченные сложными кривыми и излишние требования к точности и чистоте обработки.
При проектировании технологических процессов технолог должен ознакомиться с конструкцией всей машины.
Для разработки технологического процесса механической обработки нужно иметь чертеж заготовки, в котором должны быть указаны базовые поверхности, термическая обработка и требования к материалам. Чертеж заготовки является документом, связывающим технологические процессы заготовительного и обрабатывающего цехов.
Для правильного выбора технологического процесса надо знать годовую программу выпуска, а при выпуске небольшими сериями — также периодичность выпуска.
Необходимыми материалами для разработки технологических процессов являются данные об оборудовании: каталоги и паспорта, а для действующих предприятий также ведомости наличного оборудования и сведения о его загрузке.
При проектировании технологических процессов целесообразно широко использовать справочные и нормативные материалы.
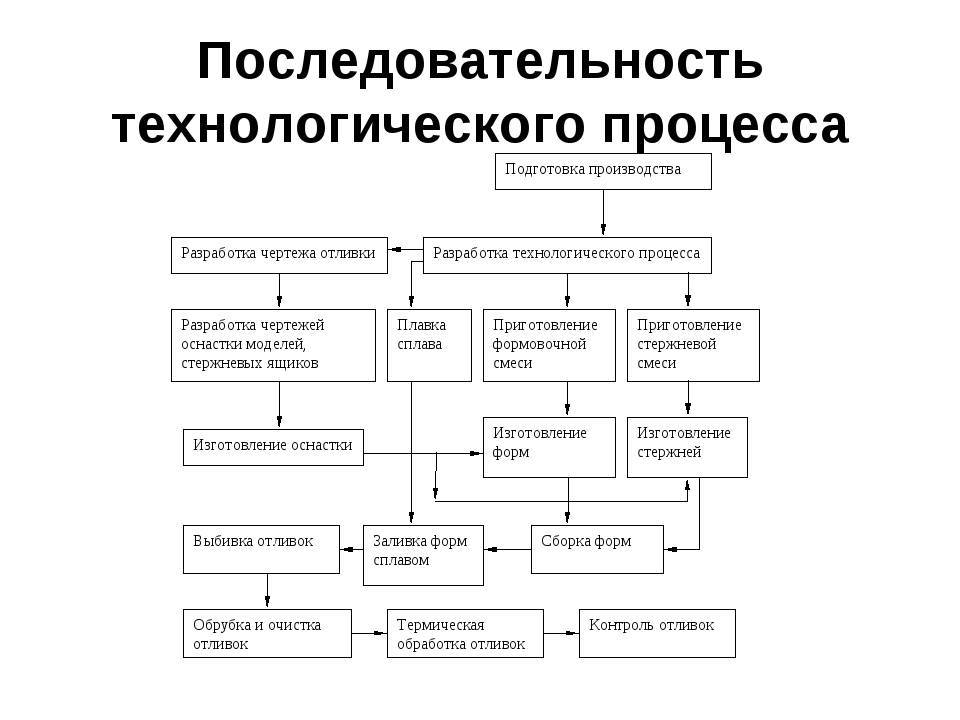
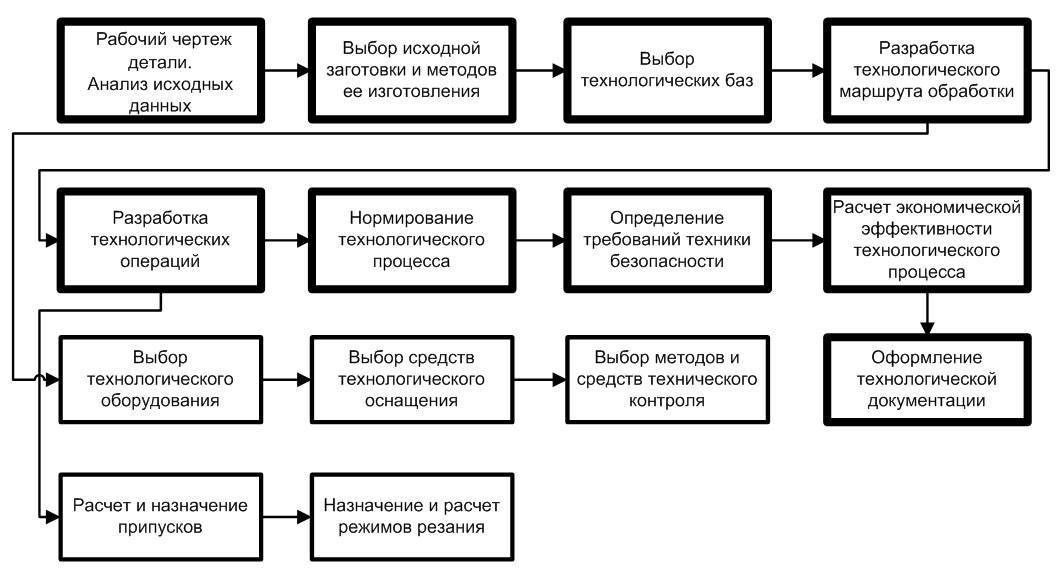
Последовательность разработки технологических процессов примерно следующая:
- Определяют такт выпуска или размеры партии.
- Определяют вид и размеры заготовки, величину припусков на обработку.
- Устанавливают технологический маршрут — рациональную последовательность выполнения операции.
- Выбирают способы установки заготовки, базовые поверхности и способы закрепления заготовки на каждой операции.
- Назначают станки для выполнения всех операций.
- Выбирают универсальные приспособления и принципиальные схемы специальных приспособлений.
- Расчленяют операции на переходы и проходы, устанавливают операционные размеры, допуски и припуски.
- Подбирают типы и размеры режущего инструмента.
- Устанавливают режимы резания, производят техническое нормирование и расчеты экономичности выбранной схемы технологического процесса.
10. Оформляют технологические карты.
Общие понятия
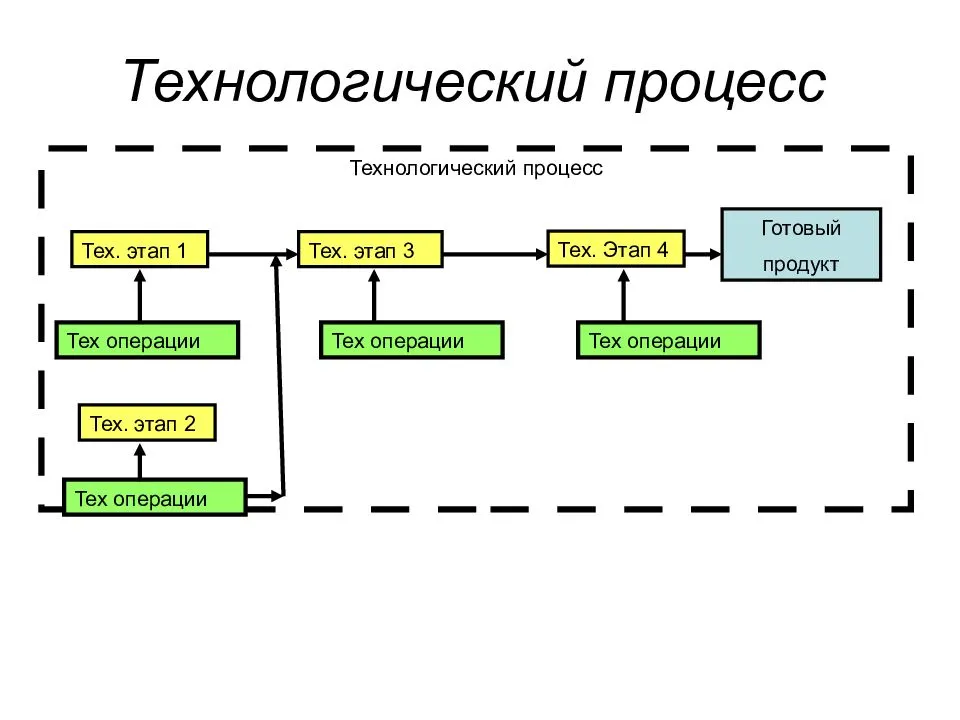
- Технологический процесс — это часть производственного процесса, содержащая действия по изменению состояния предмета труда. К предметам труда относятся заготовки и изделия.
- Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
По степени подробности описания технологического процесса употребляется:
- Маршрутное описание технологического процесса (маршрутный техпроцесс) — это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
- Операционное описание технологического процесса — это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов, с выполнением иногда необходимых эскизов.
- Маршрутно-операционное описание технологического процесса — это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
По организации производства технологические процессы и операции подразделяются на:
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства, т. е. персональный техпроцесс на конкретный сварной узел.
Типовой технологический процесс — это процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Например, технологический процесс изготовления гаек, болтов, пайка, сварка или зачистка группы однотипных деталей.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками, например трубопроводы гидросистем для экскаватора, разные по конфигурации, расположению гибов, разной длины, но у всех них на концах привариваются ниппели шаровые, и т. д.
Типовая технологическая операция — это операция, характеризуемая единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками.
Групповая технологическая операция — это операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Раскрой металла — это разделение металла на отдельные заготовки, иногда разные по форме, размерам, но одинаковой толщины — по комплектности на одну единицу изделия, на машинокомплект.
Технологический переход — это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Технологический режим — это совокупность значений параметров технологического процесса в определенном интервале времени работы. К параметрам режима сварки относится сила тока, диаметр электрода, скорость сварки, напряжение на дуге и т. д.
Техническое нормирование, технологическая норма — это установление технически обоснованных норм расхода производственных ресурсов, например, расход сварочных и основных (на изделие) материалов, электроэнергии, вспомогательных материалов и т. п.
Алгоритмы разработки
В реальной производственной системе первоочередной организационно-технической задачей является разработка такой технологии, которая способна обеспечить необходимую скорость и качество изготовления изделий (при наименьших потерях).
На первом этапе проводится скрупулезное и тщательное изучение всей конструкторской документации и параметров последующего использования изделия в эксплуатации (что отразится в технологической инструкции процесса). Помимо этого, требуется учесть предполагаемые масштабы выпуска (уточнить фактическую программу изготовления и предполагаемую производственную мощность), учесть и проанализировать сведения о технологическом оборудовании и инструменте.
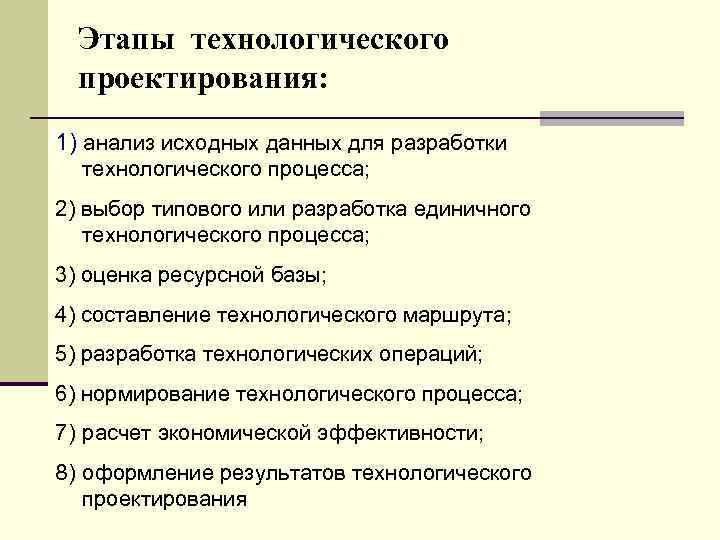
В общем виде алгоритм разработки новой технологии можно представить в виде такого списка:
- Анализ исходных данных рассматриваемой технологии.
- Изучение особенностей производства (определение коэффициента специализации или закрепления операций).
- Выбор уже существующего аналогичного процесса (для сокращения времени проектирования).
- Выбор материала, заготовки (комплектующей) и метода ее получения.
- Определение положения в пространстве предмета труда (анализ базы).
- Создание последовательности операций (разработка маршрута).
- Выбор необходимого оборудования.
- Детализация операций процесса.
- Выбор технологической оснастки.
- Нормирование процесса.
- Тарификация элементов.
- Определение требований охраны труда.
- Оформление технологической документации.
- Расчет основных производственных параметров.
- Производственное планирование (определение технико-экономических параметров цеха).
Более подробную информацию касательно этапов проектирования можно получить в технологических инструкциях по ГОСТу.

Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.




За долгое время были выработаны основные принципы построения технологических процессов.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
https://youtube.com/watch?v=q73DFW4JGac
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
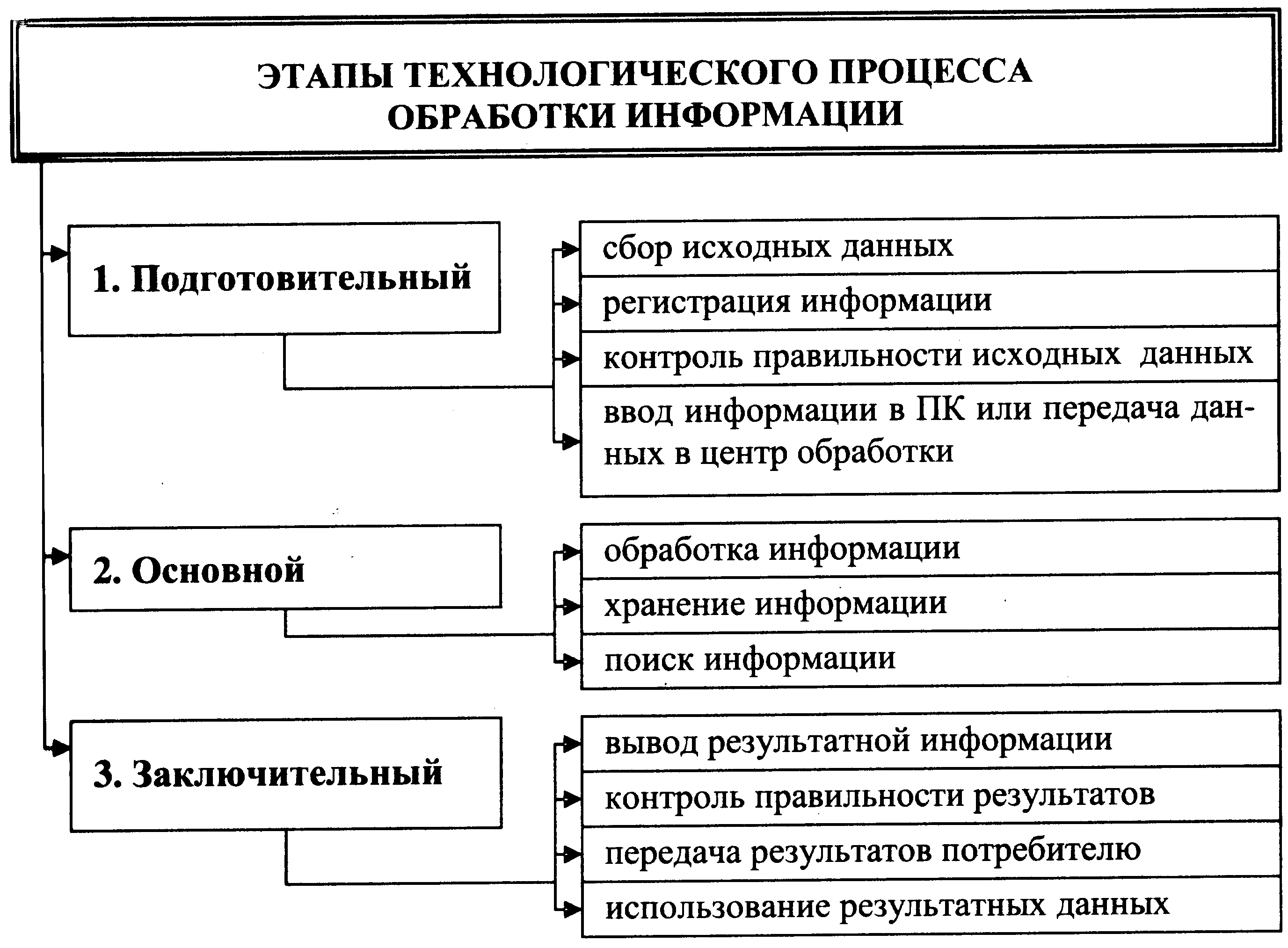
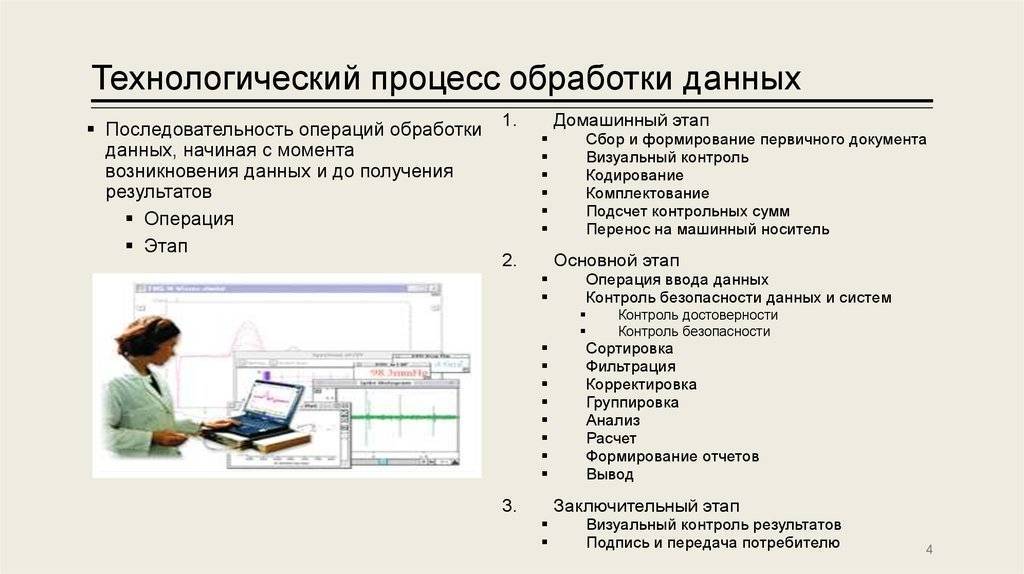
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Обработка дерева и металла
Технологический процесс изготовления деталей из дерева и металла существенно отличается. Работа с древесиной включает в себя следующие этапы и особенности:
- Проверка влажности. В случае отклонения параметров от нормальных, материал направляется в сушильную камеру и доводится до рабочих показателей.
- Методы и оснастка для распиловки определяются исходя из сорта древесины.
- Метод распила зависит от диаметра бревна.
- При наличии сучков в пиломатериале потребуется дополнительное оборудование для их высверливания и вклеивания обычной деревянной пробки.
- В линейке оборудования должны присутствовать шлифовальные, строгальные станки.
- Хранение готовых изделий возможно в складах с нормальной влажностью для исключения порчи готового продукта.
Современные и традиционные методы обработки металлов включают направления:
- Электрической обработки. Пример – перфорирование металлических листов.
- Механическая обработка – крупная группа методов. Токарные, фрезерные работы и подобные взаимодействия механического резца с металлом.
- Химическая обработка. Процесс взаимодействия с реагентами – кислотами, щелочами, иными компонентами.
- Обработка давлением. Оборудование действует по типу штамповки под высоким давление с разогреванием заготовки.
- Термическая обработка. Закаливание (упрочнение), отпуск (смягчение) – температурная обработка, меняющая характеристики металлических деталей.
Направление подбирается технологом исходя из особенностей производства.
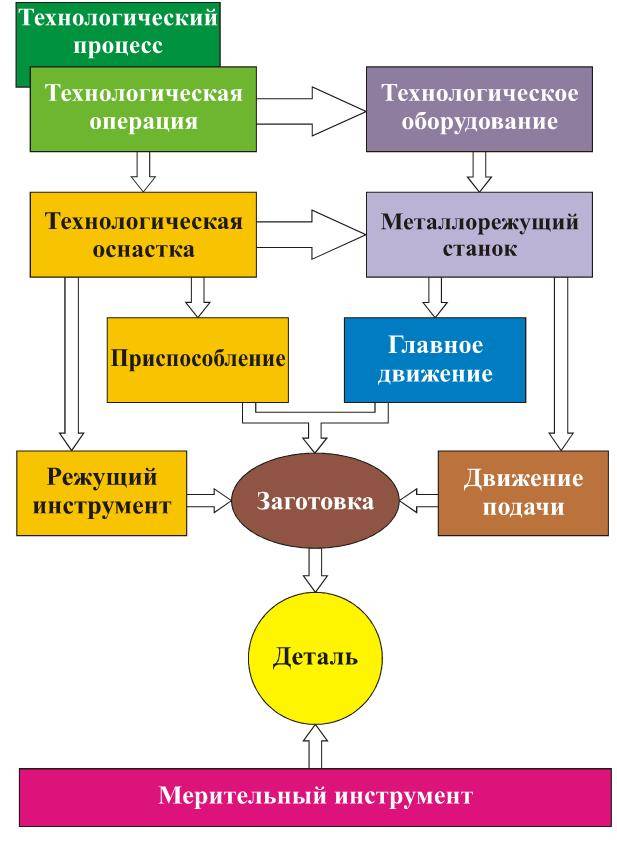
Операции, установы, позиции, переходы, рабочие и вспомогательные ходы и вспомогательные переходы.
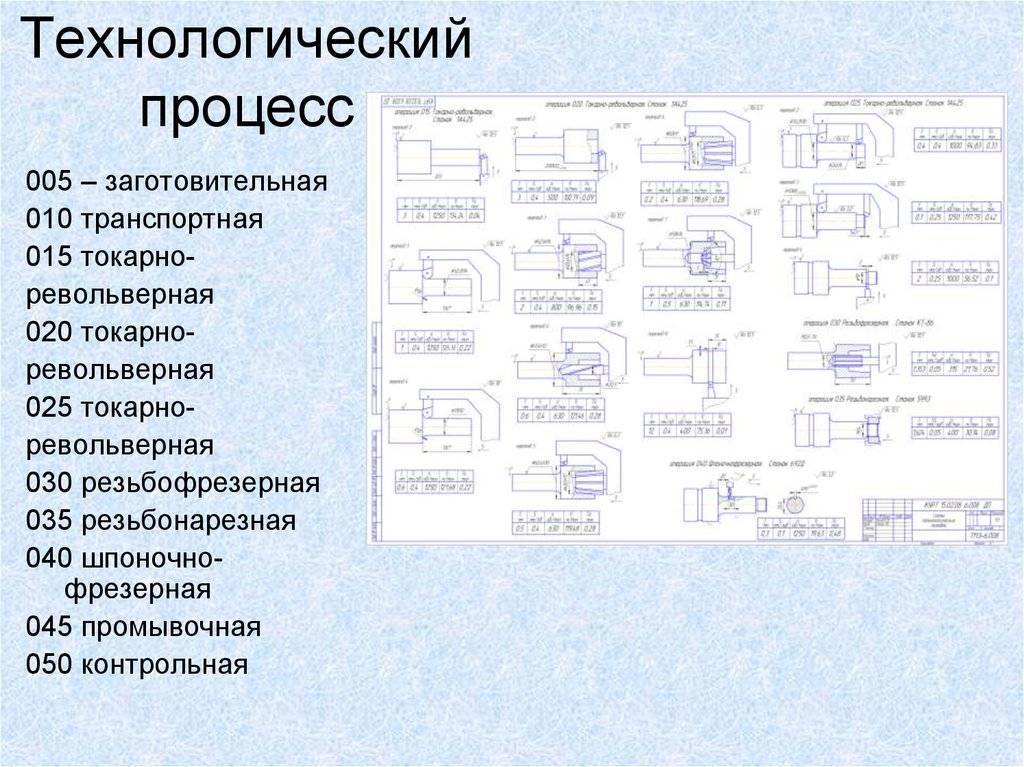
Технологический процесс
расчленяется на операции, установы, позиции, переходы, рабочие и
вспомогательные ходы и вспомогательные переходы.
Технологической
операцией называют законченную часть технологического процесса,
выполняемую на одном рабочем месте и охватывающую все действия
рабочего и оборудования, производимые с одной или несколькими
одновременно обрабатываемыми деталями. Обработку другой детали или
другой поверхности в партии одинаковых деталей считают новой
операцией. Например, шлифование одной плиты на одном
плоскошлифовальном станке с двух сторон выполняют за одну операцию.
Если же шлифуют по одной плите партию плит сначала с одной стороны, а
затем с другой, то при этом выполняются две операции.
Установом называют
часть технологической операции, выполняемой при неизменном
закреплении обрабатываемой заготовки или группы одновременно
обрабатываемых заготовок. Съем детали со станка с последующим
закреплением считается новым установом.
Позицией называется
фиксированное положение, занимаемое неизменно закрепленной
обрабатываемой заготовкой совместно с приспособлением относительно
инструмента или неподвижной части оборудования, для выполнения
определенной части операции.
Технологическим
переходом называют законченную часть технологической операции,
характеризующуюся постоянством применяемого инструмента и
поверхностей, образуемых обработкой. Следовательно, переход от
обработки одной поверхности заготовки к другой поверхности является
следующим переходом.



Рабочий ход —
это законченная часть технологического перехода, состоящая из
однократного перемещения инструмента относительно заготовки,
сопровождаемого изменением формы, размеров, шероховатости или свойств
заготовки.
Вспомогательный переход — законченная часть технологической операции, состоящая из
действий человека и оборудования или одного оборудования, которые не
сопровождаются изменением формы, размеров и шероховатости
поверхностей, но необходимы для выполнения технологического перехода
(пуск станка, останов станка, включение подачи и т. д.).
Вспомогательным ходом называют законченную часть технологического перехода, состоящую
из однократного перемещения инструмента относительно заготовки, не
сопровождаемого изменением формы, размеров, шероховатости поверхности
или свойств заготовки, но необходимого для выполнения рабочего хода.
Типы машиностроительных производств и характеристика их технологических признаков
Различают три вида производства: единичное, серийное и массовое. Следует отметить, что на одном и том же предприятии и даже в одном и том .цехе могут быть различные виды производства. Так, например, на предприятиях тяжелого машиностроения, выпускающих изделия единичного производства, мелкие детали, требующиеся в большом количестве, могут изготовляться по принципу серийного или даже массового производства.
Единичным называют такое производство, при котором выпуск каждого наименования изделий производится в очень небольших количествах.
Для единичного производства характерны следующие основные технологические признаки:
применение универсального оборудования, применение универсальных приспособлений и стандартного режущего инструмента; разработка технологических процессов, как правило, по наиболее простым формам (маршрутные карты); расстановка станков группами по типам и размерам; применение пригоночных работ при сборке; высокая квалификация рабочих и др. Серийным называется производство, при котором изготовление изделий данного наименования периодически повторяется.
В зависимости от величины партии или серии различают мелко-, средне- и крупносерийное производство. Основные технологические признаки серийного производства: проведение на одном рабочем месте одной или нескольких операций; обработка заготовок по технологическому процессу, разделенному на отдельные операции; применение универсального оборудования, специальных и специализированных станков для изготовления основных деталей: расстановка оборудования соответственно технологическому процессу обработки деталей с учетом характерных направлений грузопотоков; широкое применение специальных приспособлений и инструментов: различная квалификация рабочих; взаимозаменяемость и в связи с этим небольшой объем пригоночных работ.
Массовым называется такое производство, при котором одинаковые изделия изготавливают в большом количестве в течение длительного времени. Производство, при котором операции обработки заготовок (или сборки машин) закреплены за рабочими местами, расположенными в порядке выполнения операций, а обрабатываемые заготовки или собираемые узлы машин последовательно перемещаются с одного рабочего места на другое, называется поточным. В основу массового производства положены следующие основные технологические признаки:
закрепление за каждым рабочим местом одной постоянно повторяющейся операции;
обработка заготовок и сборка машин по непрерывно поточному методу;
широкое применение агрегатных, автоматических и специальных станков, а также автоматических линий;
расстановка оборудования соответственно технологическому процессу обработки деталей; высокая степень оснащенности специальными приспособлениями, инструментами и автоматическими измерительными устройствами; полная взаимозаменяемость;
невысокая квалификация рабочих на операционных станках;
Технология механической обработки деталей в автоматизированном производстве.
В условиях автоматизированного производства от каждой операции зависит надежность работы всей линии, поэтому здесь нет главных и второстепенных операций. В автоматизированном производстве все элементы технологического процесса — подача заготовки, ее ориентирование и закрепление, обработка, снятие готовой детали, контроль, межоперационное транспортирование и т. п. — решаются комплексно. Как правило, почти все технологические процессы, изготовления деталей в неавтоматизированном производстве при переходе к автоматизированному требуют коренной переработки.
Основными отличительными особенностями технологии автоматизированного производства являются: применение экономической заготовки, высокая степень концентрации операций, применение высокопроизводительных режущих инструментов с высокой стойкостью, синхронизация технологических операций, высокая стабильность технологических процессов, меньшая трудоемкость и сокращенный цикл изготовления детали, высокое качество готовых деталей. Технологические процессы, разработанные для автоматических линий, дают значительный экономический эффект за счет увеличения производительности труда, повышения качества продукции, ее стабильности, сокращения длительности производственного цикла, облегчения условий труда и др.
Операционная технология мехобработки: специфика разработки
При выборе оптимального варианта очередности механообработки металлоизделия необходимо учитывать два основных фактора:
- тип производства;
- требования, которым должно соответствовать качество обработанной детали.
На предприятиях, специализирующихся на выпуске единичной продукции, технологические операции включают множество переходов и установов. Этим обуславливается необходимость часто сменять металлорежущий инструмент и настраивать его, что ведет к увеличению вспомогательного времени и другим последствиям.
Для предприятий, выпускающих детали сериями, характерны техпроцессы, в которых одноименные операции разделяются на основные и вспомогательные переходы. В одной операции не предусмотрена переустановка заготовки, а режущий инструмент меняется минимальное количество раз, из-за чего сокращается время на его подналадку.
Оценить требования, предъявляемые по отношению к качеству готовой детали, при создании техпроцесса мехобработки детали удастся, если учитывать ряд аспектов. К примеру, техпроцесс должен подчиняться структурной схеме. Каждый этап операционной технологии неразрывно связан с методом механической обработки и ее точностью. При необходимости получить поверхностный слой детали с твердостью более HRC 35 нужно в ходе работ сменить лезвийный инструмент абразивным. Перейти к списку статей >>