Правила сверления
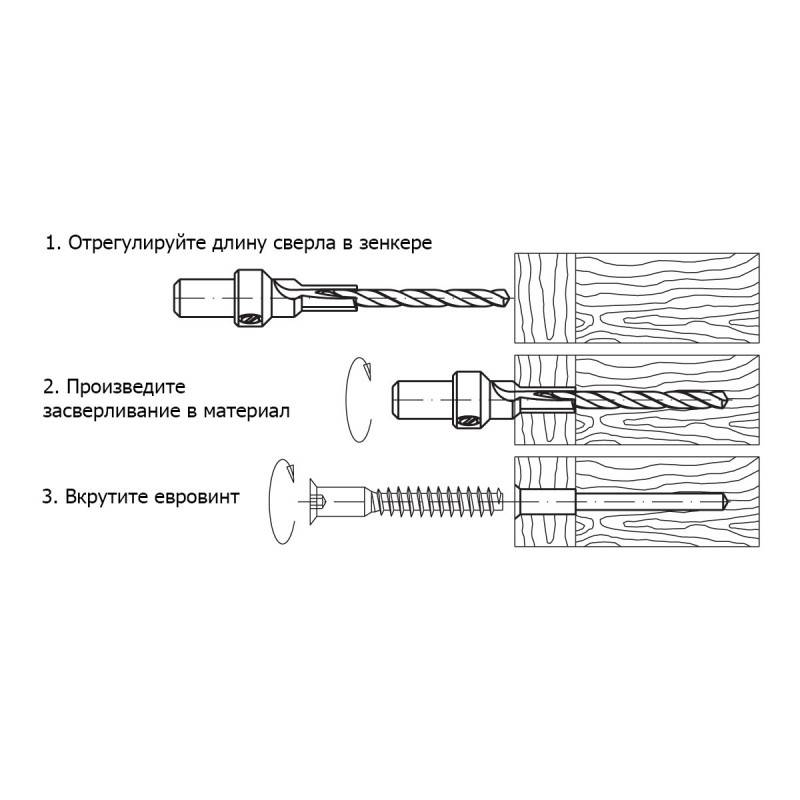
Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Порядок и правила сверления заключаются в следующем:
- Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам.
- Сделать точную разметку на деталях с учетом припусков.
- Зафиксировать одну либо обе обрабатываемые детали в нужном положении.
- Сверлить отверстие, контролируя положение инструмента.
Хорошим помощником в работе станет приспособление для сверления. Подобные универсальные изделия есть в продаже, но можно и сделать их самостоятельно. Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению.
Очень удобно использовать универсальные устройства для присадки мебельных деталей. Используют их для выполнения предварительных отверстий меньшего диаметра.
Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно в итоге получается выигрыш по времени, а главное по точности отверстий.
Необходимый инструмент
Если человек задумал начать работать с данными фиксаторами, необходимо запастись следующими инструментами:
- рулетка;
- карандашик;
- шило;
- бита;
- шуруповерт, различные сверла;
- и конечно, евровинты.
Глубина и ширина отверстия
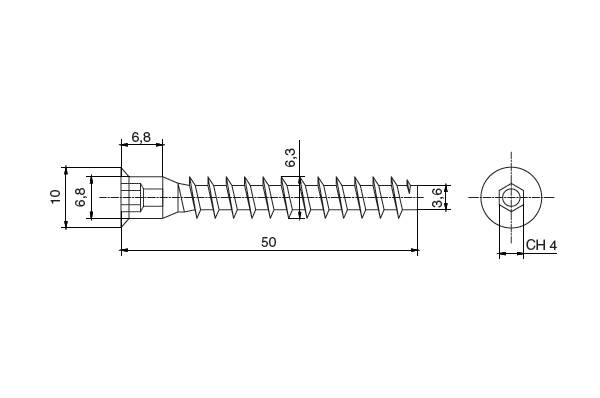
Самое популярное изделие размером 6,4 (диаметр с резьбой, а без нее — 4,4 мм) на пятьдесят. Вывод: нормальная глубина с таким шурупом — пятьдесят миллиметров, а ширина четыре с половиной или пять.
Ввинчивается он с предварительным сверлением отверстия.
Если сделать немного больше по размерам — крепеж будет плохо справляться с фиксацией, если отверстие сузить — деталь может расколоть образец.
Разметка мест сверления
Надежность и качество соединения, выполняемого при помощи конфирматов, во многом зависят от точности разметки будущих отверстий для них. На элементе, который будет накладываться на торец другого элемента мебельной конструкции, делают два типа разметки:
- глубина сверления (5–10 см);
- центр будущего отверстия (если толщина стыкуемой детали составляет 16 мм, он должен находиться на расстоянии 8 мм от края плиты).
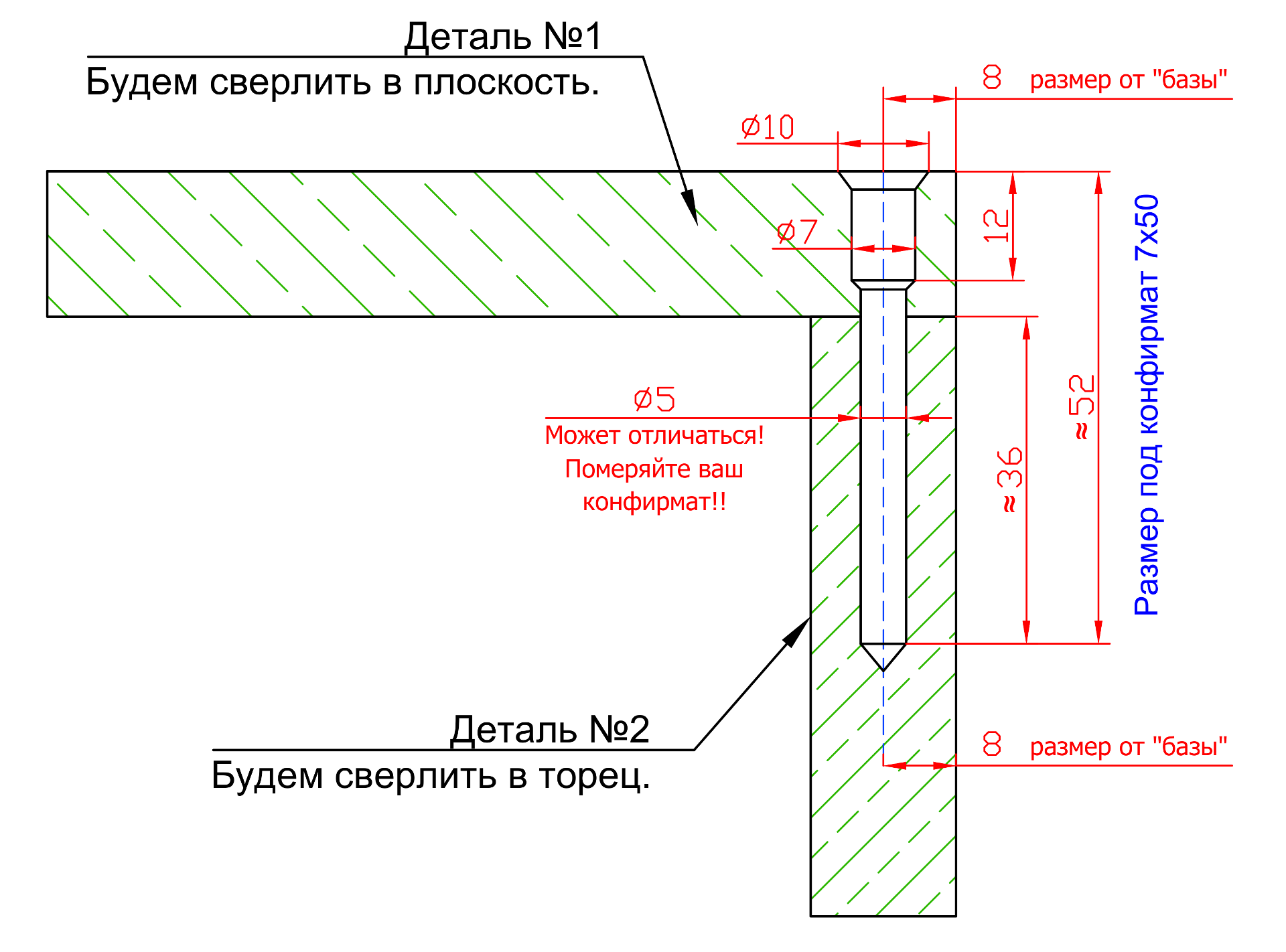
Схема сверления отверстий под евровинт
Чтобы выполнить разметку мест сверления максимально точно, можно воспользоваться следующим несложным приемом: в накладываемой детали после предварительной разметки выполняют сквозное отверстие, через которое, приложив первую деталь ко второй, вращающимся сверлом намечают место расположения второго отверстия под еврошуруп.
Выполнение отверстий
Чтобы максимально качественно выполнить отверстия под размещение конфирматов, желательно следовать нижеприведенным рекомендациям.
- Перед сверлением детали необходимо подложить под нее кусок ненужного ДСП: это позволит избежать появления сколов на выходе создаваемого отверстия.
- Формированием мест под шейку и шляпку конфирмата в уже выполненном отверстии можно заниматься, держа обрабатываемую деталь на весу.
- Выполняя сверление как в пласте детали, так и в ее торце, сверло располагают строго перпендикулярно. Это позволит получить качественный результат и не повредить деталь.
- При одновременном сверлении двух деталей их необходимо надежно зафиксировать в требуемом положении, для чего можно использовать струбцины и другие зажимные приспособления. Это наиболее точный и быстрый способ создания отверстий для конфирматов.
- При сверлении отверстий под шканты используемый инструмент желательно оснастить ограничителем глубины, что позволит не испортить обрабатываемые детали, просверлив их насквозь.
Сверление в пласт детали
Первое, что необходимо, сделать отверстие восемь миллиметров (от края). Под образец подложите часть старой доски. Потом сверлом, держа дрель перпендикулярно земле, делаем сквозной проем. Перед тем как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП, так вы предотвратите появление сколов на обратной стороне.
Сверление в торце детали
Торцевое сверление подразумевает, что дрель необходимо поставить в перпендикулярное положение к торцу предмета. Таким образом оборудование нормально фиксируется, и образец не будет испорчен. Пробуйте работать в несколько заходов, при этом выбивая стружку.
Главное правило – при сверлении в торце, сверло должно находится строго перпендикулярно по отношению к торцу детали.
Сверление в двух деталях одновременно
Плотно фиксируем изделие (в тиски), и сверлим. Это самый точный способ, причем заметная экономия времени при работе.
Такой вариант считается самым точным и, к тому же, самым быстрым.
Технология применения конфирмата
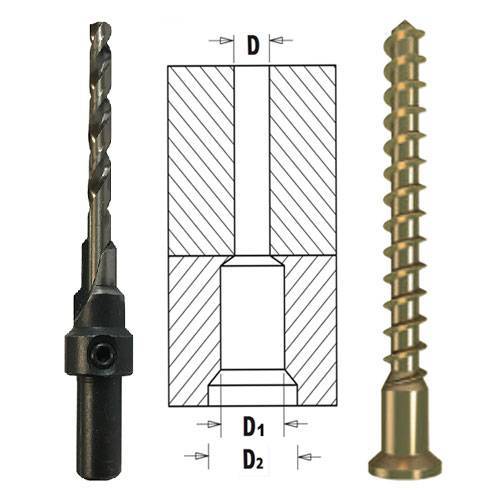
Следует сказать, что под конфирмат размеры отверстия разные. Их обязательно сверлят тремя отличными диаметрами — под резьбу, под головку и под потай. Поэтому есть две технологии создания отверстий:
В первом случае можно использовать обычное сверло, но придется брать три разных диаметра. Сначала нужно сверлить на всю длину стяжки под резьбу, затем чуть большим диаметром под головку и, наконец, под фланец шляпки. Диаметр каждого сверла, естественно, зависит от размеров конкретного конфирмата. Этот способ неудобен и занимает много времени, хотя может подойти для малых объемов работ.
Второй вариант более профессиональный и принят на вооружение квалифицированными Существует специальное сверло под конфирмат с фрезой ступенчатого типа. Такой инструмент одновременно сверлит все отверстия и делает выборку под потай. Требуется применение электрической дрели в режиме высоких оборотов.
Евровинтами соединяют детали под углом в 90 градусов. Для того чтобы сделать стык, необходимо скрепить две детали вместе при помощи так, как они должны быть соединены по схеме. Затем следует просверлить отверстие под винт-конфирмат через плоскость одной детали в торец другой. Далее необходимо вкрутить стяжку шуруповертом. Вот соединение и готово.
Размеры отверстий под конфирмат
На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
Небольшой обзор волшебного сверла, если делать мебель своими руками это самая необходимая вещь. С ним присадка намного быстрее и удобнее. И цена в 141р. совсем не страшная.
Комментарии 44
В 97 ом заказывали такие сверла, и тупо выкинули деньги на ветер, баксов по 10 стоили.Переходы выкинули за ненадобностью и неудобством, оставили только сами сверла пятерки, натуральные тогда были немецкие, не теперешний Китай.Из таких комбинированых только тройка с зенковкой нужна.Остальное развод на бубулины и ненужный хлам
Когда покупал мебельные евровинты, то продавец предлагал данный девайс.
Говно это сверло, и бабаян жуткий- лет десять ему.
Во первых не стоит крепить боковину шириной 100мм
на 2 еврея если задняя стенка ВНИМАНИЕ из стеновой 6 мм. Нет смысла
В данной конструкции низ и верх(горизонты) служат для того чтоб боковины не разъезжались. На горизонты нет нагрузки вообще.Во вторых лично на своем опыте скажу, что в цехе работать аккумуляторным шуруповертом не удобно и не выгодно, у нас их только мертвых уже 4 шт. это постоянный гемор с зарядкой аккумов, для этого мы приобрели ВНИМАНИЕ СЕТЕВОЙ ШУРУПОВЕРТ ШТУРМ на видео он синий, и для всякого рода сверления у нас есть ДРЕЛЬ и, поверьте на слово, не одна.В третих сверлим мы ВНИМАНИЕ ПРИСАДОЧНЫМ СТАНКОМ он сверли под все и везде, и под конфермат, и под эксцентрик, и под петлю, и под ручки, и под замки, ВСЕ СВЕРЛИМ НА НЕМ. А сверло это на всякий случай для монтажей…






Как правильно установить шканты?
В детали Б сверлим отверстие под шкант. Затем в это отверстие вставляем наколку. После этого деталь со вставленными наколками совмещаем с деталью А, на то место, где должна находиться деталь Б. После точной установки ударяем по торцу детали Б, так чтобы острие метчика оставило вмятину на поверхности детали А.
Ставят их в рабочее положение так: С торцевой стороны деталей сначала размечают, а потом сверлят отверстия на нужную глубину. Такие же отверстия проделываются в столешницах. Они должны совпасть; В торцевое отверстие устанавливается цилиндрический крепеж, верхний конец выступает на расстояние, равное глубине отверстия накрывающей детали; Чтобы укрепить шкант в отверстии его обильно смазывают клеем, фиксируя в нужном положении.
Как просверлить отверстие под евровинт
Конфирмат вворачивают в заранее нарезанное отверстие. От того, насколько аккуратно будет выполнена операция, зависит качество фиксации деталей, устойчивость предмета обстановки, длительность его эксплуатации. Перед сверлением подготавливают следующий перечень инструментов и материалов:
- электрическая дрель или шуруповерт;
- бита нужного размера;
- конфирматное сверло;
- линейка или строительная рулетка;
- шило;
- карандаш.
- Схема сверления отверстий под евровинт
Разметка места
Качество и прочность сборки зависит от того, насколько тщательно будет выполнена разметка будущих отверстий под еврошурупы. На накладываемой на торец детали выполняют 2 замера: по длине и от края. Первый составляет 5-10 см, второй – 0,8 см при толщине плиты 1,6 см. На перпендикулярно расположенной детали точку сверления отмечают на торцевой части. Здесь соблюдают такое же расстояние по длине (5-10см) и центру (0,8 см).
Разметка должна быть максимально точной, иначе при состыковке на плитах могут появиться лишние выступы или зазоры. Более простым способом получить отверстия считается просверливание 1 детали насквозь, затем через просвет намечают сверлом место для конфирмата в торцевой части 2-й детали.
- Для облегчения разметки и выдерживания строго перпендикулярного положения сверла используют шаблон для сверления отверстий под конфирмат
В пласт элемента
От края потребуется отметить расстояние, равное 0,8 см, и просверлить отверстие насквозь. Для предупреждения образования сколов под основу следует подложить невостребованный фрагмент ДСП. Далее деталь передвигают, чтобы край находился на весу, затем готовят место, где будут находиться шейка и шляпка евровинта. Дрель в процессе нужно удерживать строго под прямым углом относительно поверхности.
В торце детали
При высверливании прохода под еврошуруп сверло устанавливают перпендикулярно по отношению к поверхности торцевой части детали. При несоблюдении этого правила возможно отклонение сверла от заданного направления и его выход наружу. Для предотвращения накапливания стружки сверло во время рабочего процесса несколько раз вытягивают вверх.
- Сверло устанавливают перпендикулярно к поверхности.
В двух одновременно
Самым точным считается метод, при котором 2 детали обрабатываются одномоментно. Но даже малейший сдвиг в ту или иную сторону приведет к нарушению геометрии готового изделия. Для подстраховки закрепляют детали при помощи зажимов, струбцин и прочих приспособлений.
Под шканты
Диаметр сверла для отверстий под шканты должен быть 0,8 см, желательно дополнительно воспользоваться ограничителем глубины, тем самым предупреждая просверливание насквозь. Глубина сверления детали составляет примерно 1 см, в торцевой части этот показатель не должен превышать 2-2,5 см. В процессе необходимо следить за положением инструмента. Если перпендикулярный угол не выдерживать, то в будущем при соединении элементов конструкции могут возникнуть проблемы.
Правила сверления
Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.
Если отверстие одновременно выполняется в двух сопряжённых деталях, то они должны быть надёжно зафиксированы, например, с помощью струбцин, чтобы избежать смещений. Под одиночную заготовку при сквозном сверлении необходимо подкладывать ненужный предмет из дерева или ДСП. Это уменьшит вероятность образования сколов на поверхности ЛДСП в месте выхода сверла.
И, наконец, недопустимо сверлить углубления под евровинты обычным сверлом. Если его диаметр будет соответствовать гладкой части конфирмата, то при его вкручивании не будет нарезаться резьба, и такое соединение ничего не удержит. Если же диаметр инструмента будет подобран под резьбу, при закручивании евровинта ЛДСП может лопнуть под давлением гладкой части крепления.
При конструировании и сборке мебели, конфирмат — это основной крепежный мебельный элемент. Именно с его помощью соединяют основные детали из ДСП то, что мы запроектировали на бумаге.
Как подбирать сверло?
Решающее значение имеют два обстоятельства – размеры сверла и производитель. Начнём с последнего.
В продаже часто встречаются свёрла под конфирматы китайского производства. При внешне привлекательной цене такой инструмент не отличается стабильной стойкостью. Причины – в несоответствии марки стали условиям, при которых она будет работать, и нарушение режима термической обработки материала.
Китайское сверло под конфирмат может быть изготовлено из ЛЮБОЙ инструментальной стали (хорошо ещё, если из 9ХС, но встречается оснастка, произведённая из стали типа У7 или У8). Такое сверло при работе достаточно быстро отпускается, в результате его твёрдость (первоначально вроде бы и соответствующая указанным выше значениям) снижается, а инструмент затупляется. Работающий инстинктивно увеличивает силу нажатия на инструмент, но результатом может стать выкрашивание, а то и разрушение материала в зоне отверстия. Несоответствующий требованиям режим термообработки приводит к вероятному изгибу сверла при работе, причём проявится это не сразу, а при попытке последовательно получить несколько отверстий для конфирмата. Поэтому надёжнее приобретать свёрла под конфирмат отечественного производства (котируются изделия Тульского инструментального завода, а также продукция от ООО «БСИ-инструмент»), либо изготовленные в Америке (торговая марка DeWalt) или Швейцарии (бренд «Archimedes»)

Цены на рассматриваемые товары следующие: для отечественных свёрл под конфирмат, в зависимости от диаметра и длины – от 150 до 220 руб., для импортных – от 520 руб.
Выбирая сверло под конфирмат, стоит обращать внимание и на его технологические характеристики:
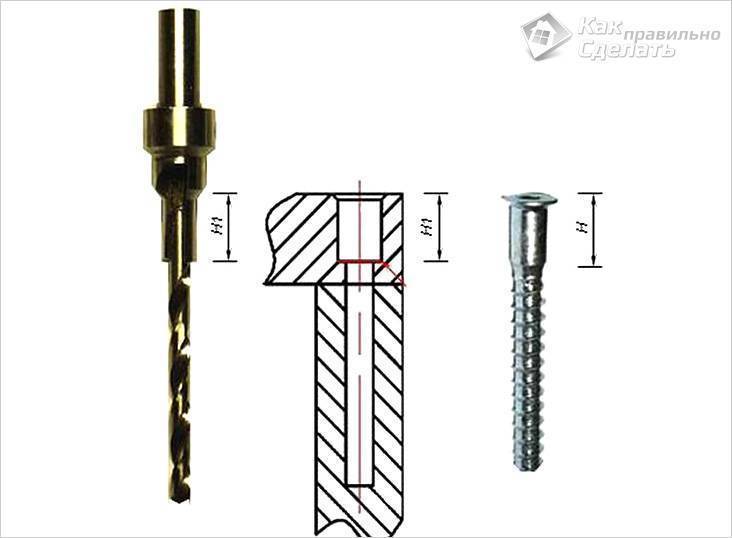
- Глубина посадочной части сверла должна соответствовать размеру гладкой части стержня конфирмата.
- Угол зенковочной части упора должен быть равен 45°, с небольшим радиусным переходом к резьбовой части сверла.
- Перьевая часть должна обладать минимальной шероховатостью.
- Сверло под конфирмат может иметь разборное и неразборное исполнение (в последнем случае сверло запрессовывается в упор). На качество отверстия это не повлияет, но неразборный вариант менее универсален. В свою очередь, крепление разборного сверла периодически следует подтягивать стопорным винтом.
- Для работ с конфирматными свёрлами необходим только высокооборотистый инструмент.
Другие виды петель
Итак, все виды петель можно классифицировать разными способами. Так, выделяют различные типы по конструкции, по назначению, по методу фиксации и наложения. В целом, существует несколько десятков видов мебельных петель, какие-то распространены больше, какие-то меньше, но практически все находят себе применение в различных вариантах мебельных конструкций. Помимо четырехшарнирных, рассмотрим еще несколько вариаций петель, которые могут встретиться мастерам по сборке мебели или же людям, купившим новые предметы интерьера и решившим собрать их самостоятельно.
Карточная петля
Карточные петли считаются самыми старыми. Их прародительница – кованая навесная петля, имеющая длинную накладку. Внешне они напоминают обычную дверную петлю, только размером несколько поменьше. Конструкция представляет собой две металлические планки, соединенные параллельно при помощи тонкого стержня, выполняющего роль шарнира. Сейчас они используются редко, но незаменимы при изготовлении мебели в стиле «ретро».
Дверные петли «бабочка»
Петли маятникового типа или барные петли дают возможность открывать дверцу на 180 градусов. Выходит что-то похожее на то, как открываются двери на входе в салун в старых вестернах.
Петля барная
Антресольные конструкции-петли созданы для того, чтобы крепить горизонтально ориентированные дверцы, которые будут открываться вверх. Петли имеют пружинный механизм, а также позволяют фиксировать дверцу в открытом состоянии. Напоминают обычные накладные вариации петель.
Антресольная петля MK01
Ломбертные конструкции применяются для так называемых откидных дверей. Они будут монтироваться с обоих торцов шкафа, не требуют врезки, но может понадобиться небольшая фрезеровка (до 2 мм). Тогда створку можно открывать на 180 градусов. Это идеальный вариант петли для раскладного стола.






Петля для откидных элементов
Секретерные конструкции похожи на описанные выше карточные, имеют осевой шарнир и пластины. Дают возможность открыть фасад вниз и удержать его в горизонтальном положении. Могут сопровождаться специальным кронштейном, который оказывает поддерживающую функцию. Обычно устанавливаются в тех шкафах, где предусмотрен бар.
Петли секретерные
Глухие петли, иначе называемые штольными, применяются для дверей с той стороны шкафа, которая примыкает к стене. Ими можно прикрепить дверцу к фальш-панели.
Штольные петли
Пяточные изделия крайне редко применяются, потому что рассчитаны только на легкие двери. Но зато установить их можно на фасады с любым типом открывания. Монтаж производится в нижней и верхней части створки.
Пяточные петли для мебели
Для стеклянных створок идут особые петли. Они тоже бывают разных типов, но их достоинство в том, что они могут выдерживать значительную нагрузку, притом выглядят очень красиво.
Петля для стекла
И сравнительно недавно в продаже появились петли с 8-ю шарнирами, восьмишарнирные. Чтобы их установить, не нужно прибегать к фрезеровке или резке. Это усовершенствованная вариация обычной четырехшарнирной петли. Правда, ставить их сложнее, а потому, несмотря на отсутствие необходимости проводить какую-то подготовку, такие петли используются редко.
Петля 8-ми шарнирная
Особенности и преимущества

Конфирмат представляет собой винт с потайной головкой со шлицами двух типов – под шести- и четырехгранный инструмент.
Его стержень имеет тупой конец, оснащен массивной, широко выступающей резьбой, нижние витки которой конические с зазубринами, предназначены для нарезания резьбы в материале.
Под головкой винта стержень имеет гладкий, без резьбы участок.
Изготавливаются евровинты из высококачественной углеродистой стали, оснащаются никелевым, цинковым или латунным покрытием.
Используемая для производства евровинтов сталь пластична, поэтому они гнутся, но не ломаются при неправильно выполненном монтаже, что позволяет легко удалить их из материала.
Одноэлементная стяжка предназначена для соединения деталей из древесины и материалов, созданных на основе продуктов деревообработки, – панелей ДСП и МДФ.
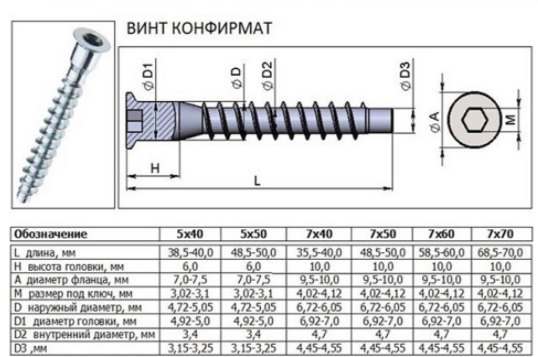
Размерный ряд этого крепежа представлен в следующих соотношениях наружного диаметра резьбы и длины винта (мм): 5х40, 5х50, 6,3х40, 6,3х50, 7х40, 7х50, 7×60, 7х70.
К наиболее ходовым относятся конфирматы длиной 50 и 70 мм с диаметром резьбы 7 мм.
Евровинты с обычной шляпкой требуют дополнительного зенкования отверстия для размещения шляпки заподлицо, но они выпускаются также с небольшим зубом под шляпкой, который обеспечивает отверстие фаской нужного размера просто при монтаже.
Если конфирмат монтируется со стороны лицевой поверхности корпуса мебели, то для маскировки шляпок винтов сегодня предлагается богатый выбор декоративных заглушек и наклеек, которые можно подобрать в соответствии с декором материала мебели.
Нюансы крепежа
При всей универсальности данного крепежного элемента и простоте работы с ними требуется определенный навык, связанный, главным образом, со знанием особенностей того или иного материала, подлежащего монтажу.
Выполнить отверстия под конфирматы можно с помощью сверл диаметром 4,5-5 мм под стержень винта , а под шляпку отверстие делается специальной ступенчатой фрезой, закрепленной на сверле.
 Последний вариант максимально удобен, так как позволяет подготовить отверстия за один проход.
Последний вариант максимально удобен, так как позволяет подготовить отверстия за один проход.
Чтобы выполнить качественное отверстие, лучше использовать высокооборотистый инструмент. На малых оборотах сверло может потянуть древесину и забьется стружкой, которая не будет полностью извлечена из отверстия.
Фрезой выполняются идеальные отверстия, сверло при извлечении оставляет небольшие сколы по краю отверстий, что в данном случае не критично, так как их закроет шляпка винта.
Евровинты обеспечивают более надежные соединения в сравнении с другими видами крепежа благодаря широко выступающей резьбе, прочно врезающейся в материал.
Устанавливаются конфирматы при помощи шуруповерта или дрели с соответствующими битами или ручных ключей.
 Новичкам лучше производить установку вручную, чтобы контролировать процесс, и в случае чрезмерного сопротивления винта при монтаже вовремя извлечь крепеж, не допуская механических повреждений материала.
Новичкам лучше производить установку вручную, чтобы контролировать процесс, и в случае чрезмерного сопротивления винта при монтаже вовремя извлечь крепеж, не допуская механических повреждений материала.
А на этом все.
До встречи в следующих статьях.

Виды конфирматов и отверстий под них
Поскольку данный вид крепежа применяется исключительно для слоистых материалов типа ДВП, фанеры или ламината, особое значение имеет точность размеров соответствующего отверстия, а также перпендикулярность его оси опорной поверхности. Несмотря на то, что ГОСТа на конфирматы пока нет, крепёж уже имеет свои особенности и размерный ряд, которого негласно придерживаются производители. Это:
- Специальная асимметричная резьба под дерево на стержне, с увеличенным, против обычного шагом.
- Отсутствие острой кромки на торце стержневой части.
- Увеличенная головка, состоящая из невысокого цилиндрического подголовка и развитого усечённого конуса, на торце которого высаживается отверстие под внутренний шестигранник (иногда такое отверстие выполняется и в идее крестообразного шлица).
- Стержень конфирмата должен состоять из гладкой цилиндрической части, которая примыкает к подголовку (она обеспечивает центрирование крепежи и придаёт соединению повышенную жёсткость) и резьбовой части.
- Особый угол профиля резьбы (45°), который обеспечивает надёжное соединение материалов между собой.
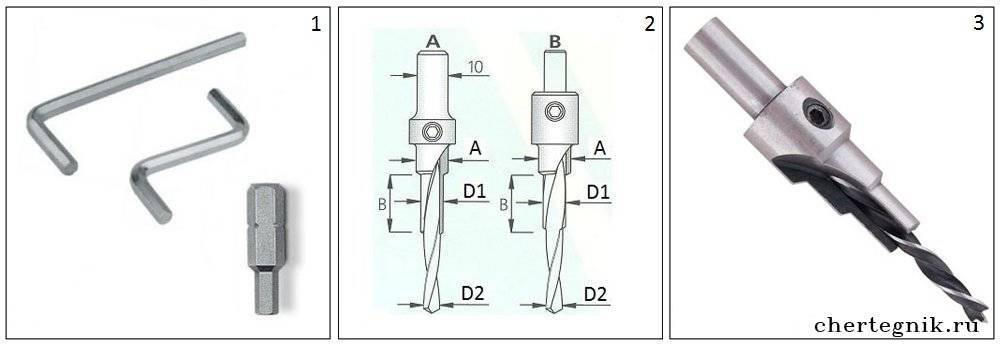
Конфирматы выпускаются из оцинкованной стали типа сталь 08 по ГОСТ 1050 и – реже – из анодированного алюминия. К крепежу обычно прилагается изогнутый торцевой ключ.









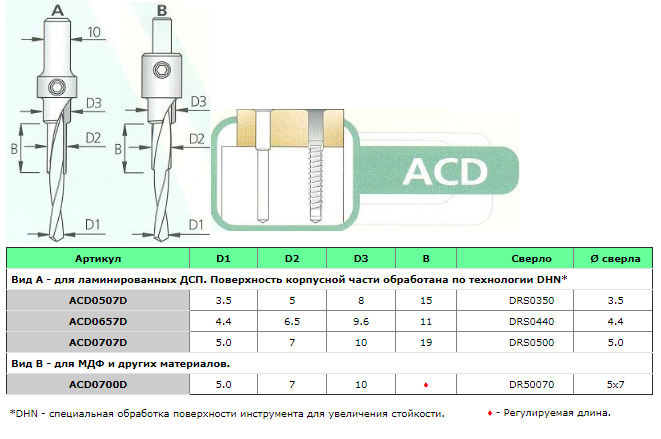
Отверстия, изготавливаемые в ламинированных/шпонированных панелях, должны соответствовать следующим размерам серийно производимых свёрл:
Аббревиатура HSS (High-Speed Steels) означает, что для изготовления свёрл под конфирмат должны применяться быстрорежущие инструментальные стали. Наиболее подходящими марками из отечественных сталей этого класса считаются Р18 и Р9М5, а ближайшим зарубежным аналогом является сталь марки HSS 4341.

Особенности сверла для конфирмата
Применяются метизы типа винта конфирмат для того, чтобы стягивать мебельные щиты и надежно их скреплять между собой в заданном положении. Но среди достоинств здесь выделяется и то, что потайная головка практически вровень с плоскостью изделий оказывается. Но без правильно сформированного отверстия это невозможно устроить.
Шляпка имеет нестандартную форму в сравнении с привычными вариантами. Именно для этого мастера выбирают специальные сверла под конфирмат. Оно точно повторяет форму мебельной стяжки и формирует отверстие со всеми нужными диаметральными параметрами, включая конусообразное основание головки. В теории можно его заменить парой классических сверл и двумя зенковками, но проще и быстрее выполняется работа с одним правильно подобранным специализированным вариантом.

Критерии выбора инструмента
Главный критерий выбора каким сверлом сверлить под конфирмат – типоразмер выбранного евровинта. У последнего определяющим параметром является наружный диаметр резьбовой части. Второй показатель – длина стержня вместе головкой. Если производителем на упаковке не указаны размеры стяжки, то рассматривается вариант самостоятельного определения нужного сверла. Рассмотрим алгоритм действий на конкретном примере:
- есть евровинт с параметрами 7*50 мм;
- под цилиндрическую гладкую основу должно быть сформировано отверстие сечением 7 мм;
- под резьбовой стержень высверливается посадочное место диаметр 4,5 мм.
Мебельщиками используются чаще конфирматы с размерами 4*40(50), 6,2*50 и 6,4*50 или 7*40(50, 60, 70) мм. За ориентир у специализированного в сборке сверла принимается сечение центральной части. В частности, это 3,5, 4 и 4-4,5 мм соответственно. Саморезы по сути имеют стандартизированные физические параметры, поэтому ошибиться в выборе инструмента практически невозможно.

Касательно цилиндрической гладкой части евровинта для мебели существует всего 2 размера. Здесь поперечное сечение может быть равным 6 или 7 мм. У фрезы в заводском исполнении предусмотрено только одно решение – 7 мм. Это универсальный подход, который так или иначе на надежность скрепления деревянных заготовок влияния не оказывает. А небольшой люфт даже удобен бывает, когда нужно скорректировать положение деталей перед финишным затягиванием крепежа.
Производители и качество
Лучшим качеством, конечно, обладают изделия от немецкого бренда. Но в России имеется собственное производство АО «Металлист» в Ижевске и ряд менее крупных предприятий. Из группы китайских товаров стоит присмотреться к зарекомендовавшему старейшему производителю Haining Yicheng Hardware Co., Ltd.