Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, – предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Разъединение деталей
По местам, размеченным кернером, проводиться рассверливание до того момента пока весь металл не будет удалён в точке соединения.
Высверливать можно поверх лакокрасочного покрытия либо зачистить металл наждачной бумагой для получения ровной поверхности. По накерненным местам точечной сварки проводиться растачивание металлического элемента при помощи дрели.
Наборы (инструмент обработки сталей) для проведения такого вида работ не являются специализированными. Всё это можно приобрести в магазинах, торгующих электроинструментом.
Комплекты для сверления металла имеют различные диаметры. Всегда можно выбрать подходящий вариант исполнения. Есть в продаже и специализированная продукция, но стоит она обычно дороже.
Высверливать точечную сварку необходимо на низких и средних оборотах. Особое значение имеет угол заточки сверла. На торце делают острие, что позволит легко, быстро вести рабочий процесс, удаляя точечное соединение. Периодически электроинструмент необходимо останавливать, давая некоторое время на охлаждение.
В зависимости от площади контактной точки необходимо подбирать сверло, обычно оно может быть диаметром 6-8 мм
Если сварочная точка труднодоступна на конструкции, то такие места требуют более осторожной обработки
Можно для этого использовать специальную насадку на дрель, чтобы высверливать сварку под определённым углом.
Кузовные автосервисы хорошо, быстро проводят такие технологические процессы, используя пневматические дрели, подача воздуха проводится от электрического компрессора.
Инструмент, питаемый от сети электроснабжения, также имеет функции регулировки оборотов. При проведении работ можно всегда опытным путём выставить необходимую частоту вращения шпинделя электроинструмента.
Ruman › Блог › Как правильно высверлить точечную сварку. Инструменты и приспособления
Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу. Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Для того, чтобы снять порог я использую:
— болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной), — клещи, — тонко заточенное зубило, — коронку для высверливания точечной сварки, — дрель, — керн, — сверло диаметром 2мм (можно 3) это не существенно, — шуруповерт.
Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.
Итак, начинаем снимать порог Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки. Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки». Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Почему коронка, а не сверло?
Как вам сказать? Тут на любителя, что ли, и к тому же, есть один нюанс – направляющее острие на сверле, не всегда прорезает закаленную часть точечной сварки, и нужно просверлить ее другим сверлом, чтобы это, углубилось до того, что срежет верхнее железо. Сумбурно? Ну как смог…
Цена фирменной коронки более тысячи рублей, китайские (тайваньские) от 130 рублей. Работал я и теми, и другими, и скажу вам по секрету, что отдал предпочтение китайским
Фирменные — более острые и дольше держат заточку, но более хрупкие и ломаются при малейшем неосторожном движении (перекосе)
Китайские же, не так подвержены крошению, да и заточку держат не плохо. Есть один недостаток, это заедание направляющего стержня. Но если у вас было фирменное, как у меня, то впоследствии можно на хвостовик, просто, ставить китайские коронки. К слову, они есть (оказывается) в продаже отдельно от хвостовика. На фото это 9,5 мм, есть у меня и 8 мм, меньше я не встречал. Само это приспособление разборное – коронка снимается (отвинчивается – резьба обычная) и как вы уже заметили режущая кромка с обеих сторон, при повреждении одной стороны, перевернули и работаем дальше.









В центре впереди, направляющий штырь, он на пружине, при надавливании утопает. Не пугайтесь, если вдруг начнете сверлить, а кромка не достает, до металла из-за штыря – он регулируемый. В хвостовике есть болт под плоскую отвертку (на фото ниже отмечен стрелкой), с его помощью отрегулируйте штырь так, чтобы кромка погружалась в металл на глубину толщины одного слоя. Технология высверливания
Схема самодельного сварочного аппарата
Для бытовых потребностей покупать сварочный аппарат будет не резон, тем более его можно сделать своими руками.
Габариты такого устройства будут напрямую зависеть от потребностей. Удобнее собирать устройство средних размеров. Ниже представлена схема точечного сварочного аппарата.
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
Работа сварочного аппарата основывается на физическом законе Ленца-Джоуля.
Смысл закона состоит в том, что проводник начинает вырабатывать тепло, пропуская через себя электрический ток, в количестве, пропорциональном сопротивлению материала проводника, квадратному значению тока и времени, которое затрачивается на «прохождение» тока.
Провода выбираются с учетом этого закона.
Поскольку контактная точечная сварка происходит за счет электрического импульса, то для создания устройства потребуется трансформатор, соединять который с источником питания напрямую не рекомендуется.
Для правильного соединения требуется выпрямительный мост с тиристором.
Ток собирается, импульс создается с помощью конденсатора.
Мост первого трансформатора замыкается тиристором, который выступает в качестве катода.
Открытым он будет до того момента, пока конденсатор не будет полностью разряжен. «Импульс» является началом и окончанием работы сварочного аппарата.
Для создания более мощного устройства схема немного изменяется: необходимо добавить полупроводниковый тиристор, реле времени.
Ruman › Блог › Как правильно высверлить точечную сварку. Инструменты и приспособления

Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу. Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Для того, чтобы снять порог я использую:
— болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной), — клещи, — тонко заточенное зубило, — коронку для высверливания точечной сварки, — дрель, — керн, — сверло диаметром 2мм (можно 3) это не существенно, — шуруповерт.
Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.
Итак, начинаем снимать порог Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки. Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки». Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Почему коронка, а не сверло?
Как вам сказать? Тут на любителя, что ли, и к тому же, есть один нюанс – направляющее острие на сверле, не всегда прорезает закаленную часть точечной сварки, и нужно просверлить ее другим сверлом, чтобы это, углубилось до того, что срежет верхнее железо. Сумбурно? Ну как смог…
Цена фирменной коронки более тысячи рублей, китайские (тайваньские) от 130 рублей. Работал я и теми, и другими, и скажу вам по секрету, что отдал предпочтение китайским
Фирменные — более острые и дольше держат заточку, но более хрупкие и ломаются при малейшем неосторожном движении (перекосе)
Китайские же, не так подвержены крошению, да и заточку держат не плохо. Есть один недостаток, это заедание направляющего стержня. Но если у вас было фирменное, как у меня, то впоследствии можно на хвостовик, просто, ставить китайские коронки. К слову, они есть (оказывается) в продаже отдельно от хвостовика. На фото это 9,5 мм, есть у меня и 8 мм, меньше я не встречал. Само это приспособление разборное – коронка снимается (отвинчивается – резьба обычная) и как вы уже заметили режущая кромка с обеих сторон, при повреждении одной стороны, перевернули и работаем дальше.
В центре впереди, направляющий штырь, он на пружине, при надавливании утопает. Не пугайтесь, если вдруг начнете сверлить, а кромка не достает, до металла из-за штыря – он регулируемый. В хвостовике есть болт под плоскую отвертку (на фото ниже отмечен стрелкой), с его помощью отрегулируйте штырь так, чтобы кромка погружалась в металл на глубину толщины одного слоя. Технология высверливания








Вставляете это приспособление в дрель, дрель для высверливания точечной сварки, лучше использовать с регулятором оборотов или ту, которая обладает большой мощностью при малых оборотах.
znak Не спешите сразу сверлить! Сначала найдите все сварочные точки и накерните. Бывает, что направляющий штырь выскакивает из накерненной точки, что зачастую приводит к поломке коронки.
Высверливаем точечную сварку
Кузов любого транспортного средства не является монолитным, а включает большое количество элементов, объединенных между собой в одну конструкцию, причем это производится благодаря точечной сварке. Если требуется снять тот или иной элемент, то прибегают к специальному сверлу, рассчитанному на точечную сварку.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Эффективное удаление точечной сварки
Проще всего высверлить точечную сварку, так как данная технология является одной из наиболее удобных и довольно аккуратных методов, связанных с разъединением точечно сваренных деталей. Фреза должна идти только на минимальных оборотах, так как при их повышении коронки будут нагреваться чересчур быстро, станут затупляться. Тупое сверло прекратит нормально работать, вместо этого оно будет скользить по металлу.
Стоит отметить, что максимальный диаметр сверла в данном случае находится в промежутке от 7 до 9,5 мм. Для высверливания точечной сварки следует брать сверло, имеющее довольно большой кончик — это позволяет с первого раза удалить провар, а отверстие в дальнейшем заваривается довольно легко.
Еще одним положительным качеством широкого кончика является не слишком высокая точность работы, потому что подобное сверло держать строго перпендикулярно просверливаемой поверхности совершенно необязательно. Кроме того, оно не требует регулярной заточки.
Сверлом с тонким кончиком обычно пользуются опытные автомеханики, так как оно нуждается в более осторожном подходе к выполнению работ, к тому же максимальный высверливаемый диаметр в данном случае составляет всего лишь 2–3 мм. Это довольно удобно в случае, когда сварка осуществлялась небольшими прикосновениями, соответственно, просверливать отверстия значительного диаметра не возникает необходимости. В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно
Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков
В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно. Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков.
Когда точечная сварка будет полностью удалена, начинают демонтировать сам кузовной элемент. Проделать такое не слишком сложно: достаточно срезать заклепки, удалить «бабочки» и открутить болты. После этого деталь отойдет сама по себе.
Стоит отметить, что в последнее время вместо высверливания пользуются плазменной резкой. Благодаря ей участки точечной сварки попросту прожигаются по всей толщине железных элементов. Стоит отметить, что данная технология довольно дорогая, поэтому используют ее только в исключительных случаях: большинство специалистов, которые специализируются на кузовных работах, все-таки отдают предпочтение сверлу.
Сергей Одинцов
Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
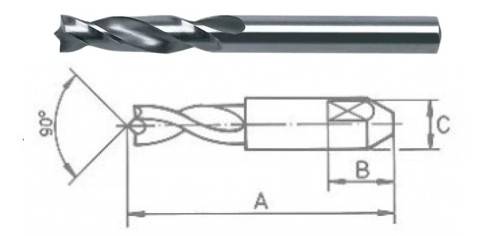
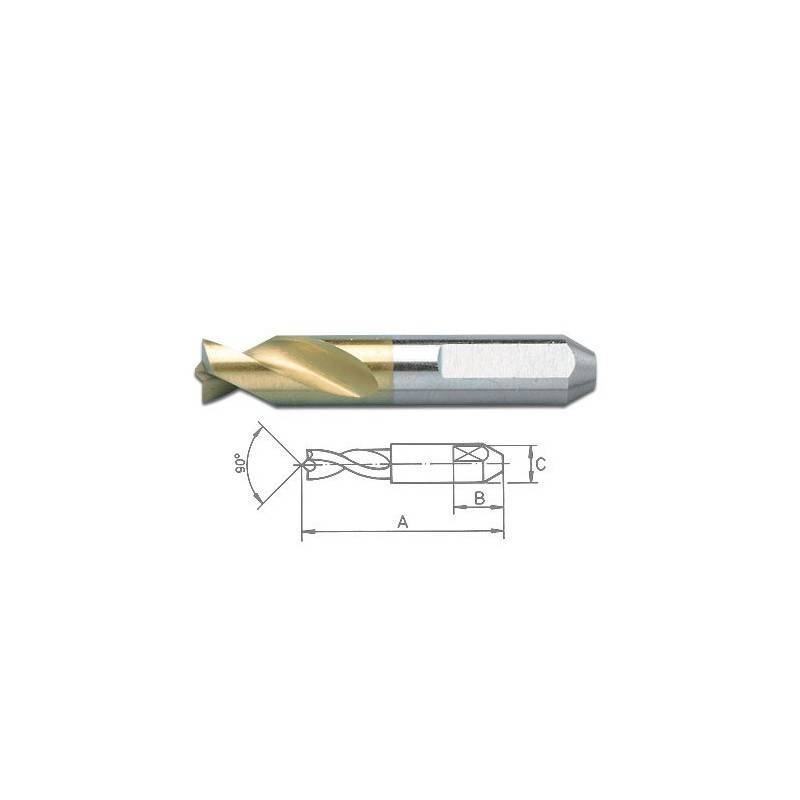
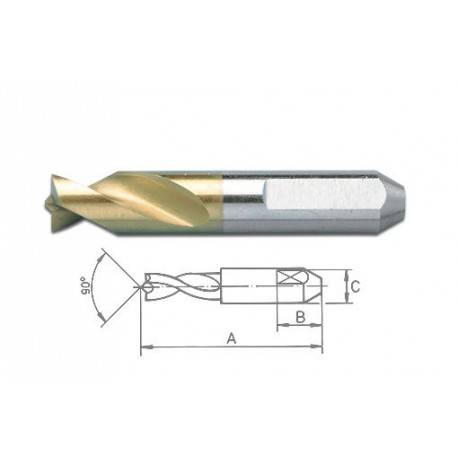
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.








При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Как использовать
В отличие от сверла, инструмент можно использовать простой — бытовую дрель. Хорошо если у неё маленькая мощность и скорость (количество оборотов в минуту).
Это может быть электродрель с возможностью вручную регулировать скорость оборачивания. Так дрель не деформируется во время того, как вы будете удалять сварное соединение.
Вставьте сверло, которое вы выбрали (не важно, обычное или заточенное) в инструмент и проверните пару раз. Обязательно удостоверьтесь, что сверло хорошо село и не выпадет во время работы. Перед тем, как вы начнете сверлить, накерните точки сварки
Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров
Перед тем, как вы начнете сверлить, накерните точки сварки. Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров.
Это короткое действие уменьшит степень деформирования заготовки, когда вы будете окончательно высверливать ее.
Если вы всё подготовили правильно, настроили дрель, закрепили сверло и обработали сварочные точки приступайте к высверливанию шва самодельным или специальным сверлом.
Время, которое вы потратили на подготовку, «окупится», благодаря тому, что сам процесс высверливания длится несколько секунд.
Дрель с возможностью ручной регулировки желательно настроить так, чтобы она не выдавала больше 800 оборотов в минуту, чтобы не столкнуться с её поломкой.
Во время работы держите инструмент параллельно по отношению к конструкции, стараясь ни в коем случае не наклонять её слишком сильно. Само сверло должно чётко вертикально упираться в элемент, который вы высверливаете.