Устройство самодельного агрегата
- Основание (параллелепипед, внутри прикреплен механизм перемещения, выключатель, розетка, регулятор оборотов, в основном корпус изготавливают из металлических пластин).
- Выключатель (позволяет включить устройство для работы, и выключить его).
- Держатель дрели (металлическая конструкция определенного диаметра, куда вставляется дрель).
- Ручка перемещения.
- Ручка регулятора оборотов (позволяет увеличить или уменьшить скорость сверления отверстий).
- Подставка (прямоугольник, где крепится вся конструкция).
- Колонка (соединяет основание инструмента с подставкой).
Cхема присадочнго станка
Станок сделать нетрудно. Для этого не нужно приобретать в магазине специальные детали, достаточно старого инструмента, который имеется практически у каждого в гараже.
Характеристики известных моделей сверлильно-присадочных станков
Ниже мы представим обзоры наиболее популярных у мебельщиков моделей таких станков, чтобы вы могли сделать правильный выбор.
Характеристика модели Vitap ALFA 21 Classic
Такая модель производится в Италии и включает в себя большое количество разных функций. В частности, это горизонтальное и сквозное сверление. Станок оснащен сверлильной головкой и шпинделем (его размер равен 21). Им можно обрабатывать заготовки с параметрами 80 на 30 см, а при сверлении отверстие может иметь глубину до 7 см. Станок имеет электродвигатель мощностью в 2 кВт.
В числе дополнительных функций:
- можно менять глубину и высоту сверлильной головки (есть 8 позиций);
- можно менять скорость сверления.
Стоимость оборудования — от 5500 у.е.
Описание станка марки Griggio
Данный станок, как и предыдущий, тоже производится в Италии и является одним из лидеров на рынке сверлильно-присадочных конструкций. Под этим брендом производятся модели как для индивидуального, так и промышленного применения. Для использования по назначению потребуется дополнительно приобрести лубрикатор.
Одна из популярных моделей этой марки — это GF 21, которая используется для выполнения отверстий в фурнитуре различных мебельных конструкций. Она оснащена одной сверлильной головкой и шпинделем, а также столешницей размером в 90 на 38 см. Можно сделать отверстие глубиной до 8,5 см, вес конструкции составляет 302 кг, а мощность двигателя — 1,5 кВт.
Дополнительные опции:
- автоматическая настройка глубины сверления;
- цифровой индикатор для определения толщины конструкции.
Стоимость оборудования — 3200 у.е. и выше.
Более совершенная модель такого станка — это GF 2З. Преимущественно по своим техническим характеристикам она не отличается от предыдущей. Количество шпинделей здесь 23. Кроме того, первый шпиндель расположен на расстоянии 70,4 см от последнего. Это позволит обрабатывать более крупные детали.
Такое оборудование обойдется в 3600 у.е.
Свойства сверлильно-присадочного устройства MZ 7121
Данная модель производится в Китае, ее преимущества такие:
- обеспечение высокой точности работы;
- высокая производительность;
- надежность;
- возможность применения на крупных предприятиях или на малых.
Характеристики таковы:
- имеется одна сверлильная головка и шпиндель 21;
- есть столешница 125 на 120 см;
- можно делать отверстия до 6 см в глубину;
- электродвигатель весом 202 кг имеет мощность 1,5 кВт.
Минимальная стоимость модели — 2500 у.е.
Модель MZ 7121a является модификацией предыдущей и отличается более длительным сроком эксплуатации.
Особенности модели Maggi Boring System 21
Данное оборудование может делать отверстия в соответствии с технологическими требованиями к производству мебели и фурнитуры. Оно оснащено столешницей 78, 5 на 37, 5 см. Максимальная глубина отверстий — 6,5 см. Двигатель весом в 275 кг имеет мощность 1,5 кВт. Ориентировочная стоимость — порядка 2500 у.е.
В наше время трудно представить мелкое или крупное предприятие по производству мебели без станков данного типа
Очень важно правильно выбрать такое оборудование, зачастую это бывает очень сложно, поскольку обязательно следует учитывать технические характеристики модели, которые непосредственно влияют на качество работы
https://youtube.com/watch?v=PNP_LDEE4I0
Классификация и принцип действия
В мебельном производстве сверлильно-присадочное оборудование предназначается для подготовки установочных мест шурупов, штифтов, винтов, ручек, шарниров, петель под последующую стандартизированную сборку цельных изделий.
По выполняемым функциям станки подразделяют:
- Универсальные. Выполняют полный набор последовательных операций, включая токарные и фрезерные. Применяются в серийном производстве и индивидуальном конструировании.
- Специализированные. Относятся к автоматизированным устройствам с широким диапазоном возможностей, выполняющих заданный программой набор операций. Настройка последовательности производится оператором.
Специальные. Имеют ограниченный узко настроенный функционал под конкретную заготовку. Перенастройку делают специализированные организации.
Все присадочные станки действуют, как агрегатные установки, в которых разное количество шпинделей с закрепленным инструментом от края, последовательно сверлит и обрабатывает отверстия, пазы. Головки применяют как одношпиндельные, так и многошпиндельного исполнения. По их количеству различают: позиционные, полуавтоматы, с ЧПУ, под петли.
Пример действий
Выполненная по габариту заготовка позиционируется на столе по направляющей линейке, ограничивается упорами, крепится прижимами. При нажатии кнопки «Пуск», головка с исполнительным инструментом выдвигается к краю поля, начинает сверление глубиной 4 – 9 см, скорость продвижения в рабочей зоне 5 – 10 м/мин. По окончании – возвращается в исходное положение.
Многофункциональный принцип работы учитывает необходимость обработки скошенных ребер. Узел со шпинделями может подходить к плоскости под углом до 90°, подаваться снизу.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
Сверление по пласти и торцам изделия
На фото показано положение шпиндельной головки при вертикальном сверлении; для сверления торца изделия необходимо изменить положение шпиндельной головки на горизонтальное. Пневматические прижимы для быстрого фиксирования заготовки любой толщины приводятся в действие пневмопедалью и исключают необходимость ручной регулировки.
Широкие возможности шпиндельной головки
На фото показано положение шпиндельной головки для сверления под углом 45°. Пневматический наклон шпиндельной головки от 0 до 90° позволяет производить сверление под любым углом, что значительно расширяет ассортимент выпускаемой продукции.
Конструкция шпиндельной головки станка Griggio GF 21 предполагает использование широкого диапазона сверл различного вращения и длины, диаметром от 1,5 мм до 40 мм (сверла ф1,5 – 3 мм используются со специальным переходником). Это позволяет сверлить глухие и сквозные отверстия необходимой глубины и диаметра.
Быстрая настройка глубины сверления
Станок Griggio GF 21 оснащен запатентованным устройством «QUICK DEPTH», которое является эксклюзивной разработкой производителя и предназначено для быстрой настройки глубины сверления. С помощью специальной шкалы, учитывающей толщину заготовки и длину используемого сверла, выставляется максимальный ход сверлильной головки в горизонтальном или вертикальном направлении.










голоса
Рейтинг статьи
Преимущества многошпиндельных головок
Несколько вертикально расположенных головок с набором режущего инструмента, горизонтальный шпиндель для работы по торцам, требуют автоматических контроллеров и регулировки скорости вращения. Фиксирование детали обеспечивают пневматические зажимы. Устройство привода обеспечивает одновременную работу узлов.
Компоновка оборудования дает такие преимущества одновременной обработки:
- точные настройки программируются, дополнительные (поправочные) значения вносятся быстро с пульта;
- серийность (повторяемость) операций по действию в 2 плоскостях;
- изменение угла наклона сверла;
- нарезка правого и левого винта;
- возможность применения в конвейерных линиях при оснащении автоматами выгрузки/подачи сырья.

Количество шпинделей варьируется, чаще всего из 21 или 27 шт. Соответственно, по центрам крайних сверлильных мест будет 64/83,2 см. Патроны устанавливаются под хвостовики Ø 5 мм, Ø 10 мм. Максимальный Ø на сверлильно-присадочные центры 12 мм. Сверла изготавливаются из твердых сплавов для интенсивных условий работы.
Рассчитывать технологические операции на присадочном станке необходимо по 2 возможным путям: а) увеличивать число шпинделей в исполнительном органе; б) применять большее число головок. Это значит, вместо 1 станка на 35 шпинделей, ставят 2 агрегата на 21 (но нужно учесть максимально возможный габарит заготовки для оборудования).
Самодельный присадочный станок
Своими руками можно сделать из любой дрели присадочный станок. Для этого необходимо:
- стойка для дрели (любой конструкции и производителя);
- лист толстой фанеры или стружечной плиты;
- саморезы;
- две болта с гайками-барашками.
Ход работ по изготовлению самодельного станка.
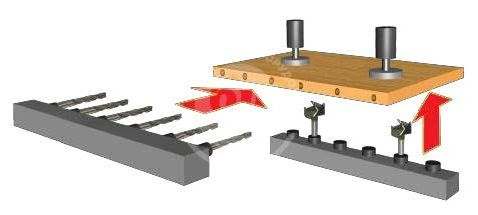
- Вырезаем своими руками основание из фанеры 20 х 40 см.
- В левом ближнем углу просверливаем отверстие для жестко фиксирующего болта, справа проделываем паз (до середины основания) для второго болта. С его помощью можно будет изменять высоту.
- Своими руками с помощью саморезов прикрепляем стойку для дрели на основание и просверливаем отверстие под сверло. Самодельный присадочник готов.
Минус самодельных конструкций в том, что используется только одно сверло, а разметку для отверстий необходимо делать заранее вручную.
Самодельный станок в видеоролике:
Сверлильная многошпиндельная головка
многошпиндельная головка
Присадочный станок любого типа непременно содержит этот элемент.
Головка состоит из шпинделей, установленных в ряд с одинаковыми промежутками — 3,2 см. Это стандарт для мебельного оборудования, которого придерживаются практически все производители.
Отличия возможны для специальных аппаратов, например, выполняющих отверстия под фасадные петли. Параметры сверления зависят от особенностей петель.
Движение от электромотора поступает через шестеренки, находящиеся внутри головки. Головка в зависимости от количества шпинделей может оснащаться парой электромоторов. Подобная схема определяет вращение шпинделей в разные стороны. Поэтому в качестве исполнительных органов могут быть сверла с правым и левым винтом. Шпиндели, вращающиеся от одного двигателя, отмечают одним цветом.
Скорость движения шпинделей выдерживается в пределах 2700 оборотов в минуту. Чаще всего многошпиндельные головки содержат 21 или 27 шпинделей. Промежуток между крайними сверлами в таких аппаратах составляет 64 и 83,2 см. Сверла поперечником 5 мм и 10 мм легко вставляются в патроны.
Общие сведения о сверлильно-присадочных станках
Первое время деревянные элементы скрепляли между собой при помощи шиповых соединений. Что же касается отверстий, то для их создания использовали коловорот или ручную дрель. Когда же большое распространение получили плитовые элементы, при изготовлении мебели возникла необходимость в создании большого количества отверстий, которые бы позволяли соединять элементы. Естественно, на тот момент уже нельзя было вручную выполнить множество отверстий. И, начиная с 50-х годов XX столетия, в серийном производстве мебели стал распространенным такой термин, как карта присадки. В прошлые годы слово «присадка» подразумевало соединение деталей между собой. В наши дни под этим термином понимаются созданные путем сверления отверстия. Если говорить о карте присадки, то под ней подразумевают чертеж расположения точек, которые должны быть просверлены.
Действие сверлильно-присадочного оборудования сводится к выполнению точных замеров и созданию отверстий, чтобы впоследствии соединить с их помощью деревянные элементы.
Сверлильная головка
У каждого присадочного станка есть элемент, который называется сверлильной головкой. В ней размещены шпиндели, расположенные через равное расстояние. Это стандартное оборудование для изготовления мебели, его обязательно включают в комплект все изготовители присадочных станков. Отличия могут быть только у агрегатов специального назначения, к примеру, у тех, которые подготавливают отверстия для крепления фасадных петель. Характеристики сверления могут быть разными, в зависимости от свойств петель.
Движение от электродвигателя к головке передается через шестерни, которые размещены в головке. В зависимости от числа используемых шпинделей, головка может работать от 2 электродвигателей. Такое устройство используют для вращения шпинделей в противоположные стороны. В этом случае, можно использовать сверла как с левой, так и правой нарезкой.
Сверлильно-присадочные станки и их задача
Когда-то деревянные части мебельных конструкций скреплялись друг с другом шиповыми соединениями, а отверстия создавались с помощью ручной дрели или коловорота. Когда же начали набирать популярность плитовые элементы, то возникла потребность в большем количестве отверстий для соединения элементов мебели. Вручную такое количество сделать было невозможно, именно поэтому при серийном производстве мебели появилось понятие как «карта присядки». Под присядкой понималось соединение деталей друг с другом. В наше время так называются отверстия, создание сверлильным методом. А под картой присядки понимается чертеж размещения точек, которые потребуется просверлить.
Сверлильно-присадочное оборудование имеет следующие функции:
- выполнение точных замеров;
- выполнение отверстий, которые будут соединены посредством деревянных элементов.
Сверлильно-присадочный центр с ЧПУ проходного типа CNC 1000 GRIGGIO (Италия)
ОПИСАНИЕ СТАНКА:
- Рабочее поле – обрабатываемые детали:
- — Х = без ограничений
- — Y = 1000 мм (900 мм для фрезерования)
- — Z = 60 мм
- Скорости осей:- Перемещаемое зажимное устройство = 25 м/мин- Y = 50 м/мин
- — Z = 20 м/мин
ОПЦИИ:
Электрошпиндель 3,3 кВтСкорость вращения 1 000 — 18 000 об/минИнвертер – «статический преобразователь частоты»Скорость вращения инструмента управляется с NCАвтоматический контроль функции торможения инструментаЗащита от перегрузки и короткого замыканияВизуальная диагностика неисправностей с отображением на мониторе
Использование фрезерной группы ограничено выполнением операций фрезерования (отверстия для светильника, петель, стяжек и др. фурнитуры) – нельзя отрезать часть детали (большой целый обрезок), необходима переработка в стружку.










Рольганг на входе, холостые ролики, размер 600 х 1000 мм
Рольганг на выходе, холостые ролики, размер 600 х 1000 мм
- Воздушное охлаждение для электрического шкафа
- Считывание штрих-кода при ручной загрузке деталей в станок.Комплектуется программным обеспечением и устройством считывания
Офисная версия MASTERWORK
Содержит те же функции, что и станочная версия, но может быть использована в офисе для создания программ и как единственная рабочая станция для всех аналогичных станков. В комплект включен 1 ключ защиты.
Программа MASTER CABINET – уровень 1:
Данный программный пакет предназначен для создания корпусов.- проектирование происходит в трехмерной графической среде с широким набором библиотечных элементов для легкого и быстрого проектирования элементов для дальнейшего их изготовления- возможность использования существующей библиотеки и/или создания новых персональных библиотек- библиотеки изделий мебели, фурнитуры и т.д.- возможность разделять корпус на одиночные компоненты с последующим автоматическим генерированием программ обработки- инструкции по использованию MASTER CABINET выводятся непосредственно на экран компьютера станка
* зажимные устройства не включены
Проектирование:
Проектирование происходит непосредственно в 3D формате, используя команды, находящиеся в интерфейсе программирования, простая система позволяет быстро размещать фурнитуру
Виды:Проект может быть визуализирован под любым углом и представлено в каркасном или в закрашенном виде Различные виды существующей мебели:- для кухни- обеденная комната- ванная комната- спальня- магазин- офис
- Создание программы обработки:
- Различные виды существующей фурнитуры:
- Библиотека:
- Библиотеки для кухонных дверей, фурнитуры, ручек, стяжек в базовой комплектации.
После того, как мебель спроектирована, посредством единственного нажатия кнопки CAM, MASTER CABINET способен, разбивая корпус на одиночные элементы, автоматически создать все одиночные программы обработки.Никакие дальнейшие корректировки не нужны при передаче программ из MASTER CABINET в MASTERWORK (пока это необходимо при передаче DXF файлов из других программ).- шканты- эксцентрики- соединительные муфты- шурупы- вырез под 45 градусовОбширная библиотека легко и быстро определяемых элементов позволяет использовать существующие библиотеки и/или создавать собственные библиотеки.
Самодельный присадочный станок
Своими руками можно сделать из любой дрели присадочный станок. Для этого необходимо:
- стойка для дрели (любой конструкции и производителя);
- лист толстой фанеры или стружечной плиты;
- саморезы;
- две болта с гайками-барашками.
Ход работ по изготовлению самодельного станка.
- Вырезаем своими руками основание из фанеры 20 х 40 см.
- В левом ближнем углу просверливаем отверстие для жестко фиксирующего болта, справа проделываем паз (до середины основания) для второго болта. С его помощью можно будет изменять высоту.
- Своими руками с помощью саморезов прикрепляем стойку для дрели на основание и просверливаем отверстие под сверло. Самодельный присадочник готов.
Минус самодельных конструкций в том, что используется только одно сверло, а разметку для отверстий необходимо делать заранее вручную.
Самодельный станок в видеоролике:
Разновидности сверлильно присадочных станков
для одной детали
Основу конструкции первых образцов таких станков образовывала станина со столом и сварная рама, которая служила местом размещения шпинделей. В момент запуска электродвигателя станок начинал работу, рама опускалась, в результате шпиндели выполняли необходимые отверстия. В нашей стране не было машиностроительных предприятий, которые выпускали подобное оборудование, из-за чего каждому мебельному производству приходилось заниматься их созданием самостоятельно. Надо сказать, что этот процесс был довольно продолжительным, причем на каждую отдельную деталь приходилось изготавливать свой определенный станок.
По этой причине через некоторое время было решено отказаться от подобных станков и использовать вместо них многошпиндельные станки для различных деталей. В наши дни подобное оборудование является высоковостребованным для небольших мебельных фабрик, поскольку самодельные сверлильно-присадочные стоят намного дешевле по сравнению с заводским оборудованием.
Начиная с конца XX столетия, мебельные предприятия начинают переходить на использование многошпиндельных станков со сверлильной головкой. Последняя предусматривала определенное количество отверстий, которые использовались для установки различных сверл. Эти отверстия располагались на расстоянии 1,5 дюйма относительно друг друга. Двигаться головку заставлял электродвигатель, используемый совместно с ремневыми, шестеренными или цепными передачами. Ремневые передачи служат крайне недолго, поскольку их приходится очень часто менять.
Особенностью конструкции станков, предназначенных для индивидуального изготовления мебели, является наличие одной шпиндельной головки, для которой отводится место в горизонтальной или вертикальной плоскости. Точное расположение определяется отверстием, которое нужно создать. Многошпиндельные сверлильно-присадочные станки с одной головкой могут применяться для выполнения ряда операций:
- выполнение вертикальных отверстий;
- изготовление горизонтальных отверстий.
Конечно, можно создать все отверстия разом, однако это требует смещения детали, а это становится причиной нарушения геометрии при сверлении.
На фоне многошпиндельных головок более привлекательными являются станки-половинки, которые превосходят первые в плане функциональности и практичности
Важной особенностью является наличие одной боковой горизонтальной сверлильной головки и двух вертикальных, располагающихся снизу. При использовании станков-половинок возникает меньше проблем в эксплуатации, нежели при работе со сверлильными головками. Дело в том, что с их помощью можно выполнить придаточные отверстия в три-четыре приема
Подобное оборудование представляется отличным выбором для индивидуального применения
Дело в том, что с их помощью можно выполнить придаточные отверстия в три-четыре приема. Подобное оборудование представляется отличным выбором для индивидуального применения.
В конструкции автоматических сверлильно присадочных станков предусмотрены вращающиеся головки, за счет которых появляется возможность для изготовления отверстий, имеющих разные размеры и сложные карты присадки. Их можно использовать для изготовления серийной продукции. Среди минусов, которыми обладает подобное оборудование, следует выделить долгую настройку. В тех случаях когда возникает задача по изготовлению деталей с нестандартными размерами, калибровка станка потребует настройки его течение всего дня.
Наилучшим выбором для предприятий, которые специализируются на выполнении индивидуальных заказов по изготовлению мебели, будут выступать сверлильно-присадочные станки с продольной подачей. Достоинством подобного оборудования следует назвать отсутствие сложностей в настройке, наличие вызываемых головок. При этом, чтобы обработать одну деталь, приходится затрачивать порядка 2 минут. Для предприятия, которое ориентировано на изготовление продукции в больших масштабах, это очень много.
К числу дорогостоящих сверлильно присадочных станков следует отнести оборудование с поперечной подачей. Его завышенная цена обусловлена высокими показателями КПД. Когда приходится создавать отверстия в детали, у специалиста есть возможность использовать только одно определенное сверло.
Какими преимуществами обладает автоматический сверлильный станок с ЧПУ?
Во многих мебельных фабриках работают с моделями сверлильных станков с ЧПУ F6, F8, F10. Они могут с высокой точностью производить сверление сквозных и глухих отверстий в заготовках при сборке корпусной мебели.
У таких станков много преимуществ, они востребованы не только из-за простоты в эксплуатации:
- за один проход заготовки могут производить сверление всех карт присадки;
- перенастройка оборудования на каждую заготовку не требуется, действует автоматическая подача заготовок, нужная программа выбирает и устанавливает другую заготовку;
- программой оптимизации максимально быстро выбирается вариант присадки;
- при обслуживании станка двумя рабочими обеспечивается проходной режим работы, а при одном – действует режим возврата панели на загрузку;
- заготовки надежно закрепляются при помощи пневматических тормозов;
- эргономичный пульт отображает все операции для управления станком.
- При эксплуатации оборудование оснащено регулировкой длины, ширины и толщины материала.
Сфера использования
Нужны присадки своими руками, чтобы сверлить аккуратные и точные отверстия в определенных точках. В них не будет вырванных волокон дерева или каких либо сколов. Качественные образцы оборудования позволяют производить этот процесс максимально быстро и практически полностью устранить возможность получения некачественных заготовок. При проектировании мебели любые ее части рассчитывают так чтобы они находились на заранее предназначенном для них месте, любые отклонения, затрудняют сборку готового изделия, а иногда делают это невозможным.
Допустимая погрешность для этого оборудования составляет 0,4 мм на 64 см.

Видео
Промышленность выпускает специализированные станки и приспособления для автоматизации процессов стыковки деталей. Однако часто подобное оборудование может простаивать длительное время, так как оно востребовано довольно редко. Поэтому на небольших мебельных производствах стремятся самостоятельно изготовить аналоги, способные выполнять определенные операции по сверлению присадочных отверстий.










Сверлильно-присадочные станки и их задача
Когда-то деревянные части мебельных конструкций скреплялись друг с другом шиповыми соединениями, а отверстия создавались с помощью ручной дрели или коловорота. Когда же начали набирать популярность плитовые элементы, то возникла потребность в большем количестве отверстий для соединения элементов мебели. Вручную такое количество сделать было невозможно, именно поэтому при серийном производстве мебели появилось понятие как «карта присядки».
Под присядкой понималось соединение деталей друг с другом. В наше время так называются отверстия, создание сверлильным методом. А под картой присядки понимается чертеж размещения точек, которые потребуется просверлить.
Сверлильно-присадочное оборудование имеет следующие функции:
- выполнение точных замеров;
- выполнение отверстий, которые будут соединены посредством деревянных элементов.
Общие сведения о сверлильно-присадочных станках
Первое время деревянные элементы скрепляли между собой при помощи шиповых соединений. Что же касается отверстий, то для их создания использовали коловорот или ручную дрель. Когда же большое распространение получили плитовые элементы, при изготовлении мебели возникла необходимость в создании большого количества отверстий, которые бы позволяли соединять элементы. Естественно, на тот момент уже нельзя было вручную выполнить множество отверстий. И, начиная с 50-х годов XX столетия, в серийном производстве мебели стал распространенным такой термин, как карта присадки. В прошлые годы слово «присадка» подразумевало соединение деталей между собой. В наши дни под этим термином понимаются созданные путем сверления отверстия. Если говорить о карте присадки, то под ней подразумевают чертеж расположения точек, которые должны быть просверлены.
Действие сверлильно-присадочного оборудования сводится к выполнению точных замеров и созданию отверстий, чтобы впоследствии соединить с их помощью деревянные элементы.
Сверлильный станок с ЧПУ и автоматической сменой инструмента
Сверлильные станки с ЧПУ оснащены функцией смены рабочего инструмента без вмешательства оператора. Автоматическая замена сверлильного инструмента быстро выполняется автооператором, магазином инструментов, револьверными головками.
Автоматическая смена инструмента на сверлильных станках с ЧПУ помогает повысить производительность труда, сокращается при этом число простоев и время на смену сверлильного инструмента.
Большинство станков с системой ЧПУ быстро и с точностью выполняет весь комплекс сверлильных операций на заготовках для сборки мебели из различных материалов.
Сверлильно-присадочные станки и их задача
Когда-то деревянные части мебельных конструкций скреплялись друг с другом шиповыми соединениями, а отверстия создавались с помощью ручной дрели или коловорота. Когда же начали набирать популярность плитовые элементы, то возникла потребность в большем количестве отверстий для соединения элементов мебели. Вручную такое количество сделать было невозможно, именно поэтому при серийном производстве мебели появилось понятие как «карта присядки».
Под присядкой понималось соединение деталей друг с другом. В наше время так называются отверстия, создание сверлильным методом. А под картой присядки понимается чертеж размещения точек, которые потребуется просверлить.
Сверлильно-присадочное оборудование имеет следующие функции:
- выполнение точных замеров;
- выполнение отверстий, которые будут соединены посредством деревянных элементов.
Разновидности и принцип действия
В мебельном производстве сверлильно-присадочное оборудование предназначается для подготовки установочных мест шурупов, штифтов, винтов, ручек, шарниров, петель под последующую стандартизированную сборку цельных изделий.
По выполняемым функциям станки делят на:
- Универсальные. Выполняют весь набор последовательных операций, включая токарные и фрезерные. Применяются в серийном производстве и индивидуальном конструировании.
- Специализированные. Относятся к автоматизированным устройствам с широким диапазоном возможностей, выполняющих заданный программой набор операций. Настройка последовательности производится оператором.
- Специальные. Имеют ограниченный узко настроенный функционал под конкретную заготовку. Перенастройку делают специализированные организации.
Стандартный шаг между сверлами составляет 32 мм. Специальные модели (например, под фасадные петли) настраивают по спецификации к производимой продукции.
Все присадочные станки действуют, как агрегатные установки, где разное количество шпинделей с закрепленным инструментом от края, последовательно сверлит и обрабатывает отверстия, пазы. Головки применяют как одношпиндельные, так и многошпиндельного исполнения. По их количеству различают: позиционные, полуавтоматы, с ЧПУ, под петли.
Пример действий
Выполненная по габариту заготовка позиционируется на столе по направляющей линейке, ограничивается упорами, крепится прижимами. При нажатии кнопки «Пуск», головка с исполнительным инструментом выдвигается к краю поля, начинает сверление глубиной 4 – 9 см, скорость продвижения в рабочей зоне 5 – 10 м/мин. По окончании – возвращается в исходное положение.
Многофункциональный принцип работы учитывает необходимость обработки скошенных ребер. Узел со шпинделями может подходить к плоскости под углом до 90°, подаваться снизу.
Сфера использования
Нужны присадки своими руками, чтобы сверлить аккуратные и точные отверстия в определенных точках. В них не будет вырванных волокон дерева или каких либо сколов. Качественные образцы оборудования позволяют производить этот процесс максимально быстро и практически полностью устранить возможность получения некачественных заготовок. При проектировании мебели любые ее части рассчитывают так чтобы они находились на заранее предназначенном для них месте, любые отклонения, затрудняют сборку готового изделия, а иногда делают это невозможным.
Допустимая погрешность для этого оборудования составляет 0,4 мм на 64 см.
Это интересно: Создание деревообрабатывающего станка своими руками (видео)