Экономическая часть
Сверление отверстий Ø22 мм, в рамном рельсе и остряке производится электрическим сверлильным станком СТР-2.
Сверление производят монтёры пути 4 разряда в количестве двух человек.
Для питания станка электричеством используется бензоэлектростанция АБ-4, которую обслуживает один монтёр пути 4 разряда.
Для ограждения места производства работ задействован монтёр пути сигналист 3 разряда.
Работа производится под руководством дорожного мастера.
Для сверления отверстий требуется сверло укороченное — на 10 отв. — 1 шт., а также пластинки твердосплавные в количестве 4 шт.
Изготовление штепсельных соединителей производит токарь, за 8 часов изготавливает 50,0 шт. из круглого стержня Ø22 мм.
Для изготовления одного соединителя требуется образец массой 300 гр.
В дистанции пути ежегодно производятся работы по замене ремонтных комплектов стрелочных переводов в объёме – 102 штук.
Экономия на материальных ценностях
Для сверления отверстий требуется сверло укороченное — на 10 отв. – 1 шт., а также пластинки твердосплавные в количестве 4 шт.
102 шт. ремкомплекта * 3 отв. = 306 отв /год
306/10 = 31 сверло укороченное.
30,6*4 = 122 шт. пластинки твердосплавные.
Сверло укороченное – 901р*31 = 27931 рублей
Пластинка твердосплавная – 115,62р*122 = 14105,64 рублей
Расход топлива АБ-4
2,6 л/ч – 0,44 л/1 отв.
306 отв.*0,44 л = 134,64 л
Бензин АИ-92 – 25,0р*134,64 = 3366 рублей
Расход материала для изготовления штепселей:
Металлический стержень Ø22 мм, масса 0,3 кг.(0,1 м)
На 1 ремкомплект – 0,9 кг. (0,3 м)
102 шт. ремкомплекта * 0,9 кг (0,3 м) = 91,8 кг (30,6 м)/год
Цена металлического стержня Ø22 мм – 100 рублей
Экономия на заработной плате
Техническая карта № 2.4
Норма выработки на 10 отв. = 1,7 ч
10,2 мин = 1 отв.
4 разряд – 3 чел.
Тариф – 85,56 руб. – 14,55 р/1отв * 3 отв. * 3чел = 130,95 р/1 ремкомплект.
3 разряд – 1 чел.
Тариф – 73,79 руб. – 12,54 р/1отв * 3 отв. = 37,62 р/1 ремкомплект.
Дорожный мастер – 1 чел.
Оклад – 30000 р/166ч = 188,72 р/ч – 30,72 р/1отв * 3 отв. = 92,16 р/1 ремкомплект.
Токарь – 1 чел. – За 8 часов изготавливает 50 шт. штепселей.
1 штепсель – 9,6 мин.
Итого: 27931+14105,64+3366+9180 = экономия составит – 54582,64 рубля
Больше рационализаторских предложений ⇒⇒⇒
Также на эту тему Вы можете почитать
Регулировка ширины рельсовой колеи, рационализаторское предложение
Вырезка выплесков, рационализаторское предложение
Перевозка рельсов, рационализаторское предложение
Порядок резки и сверления рельс
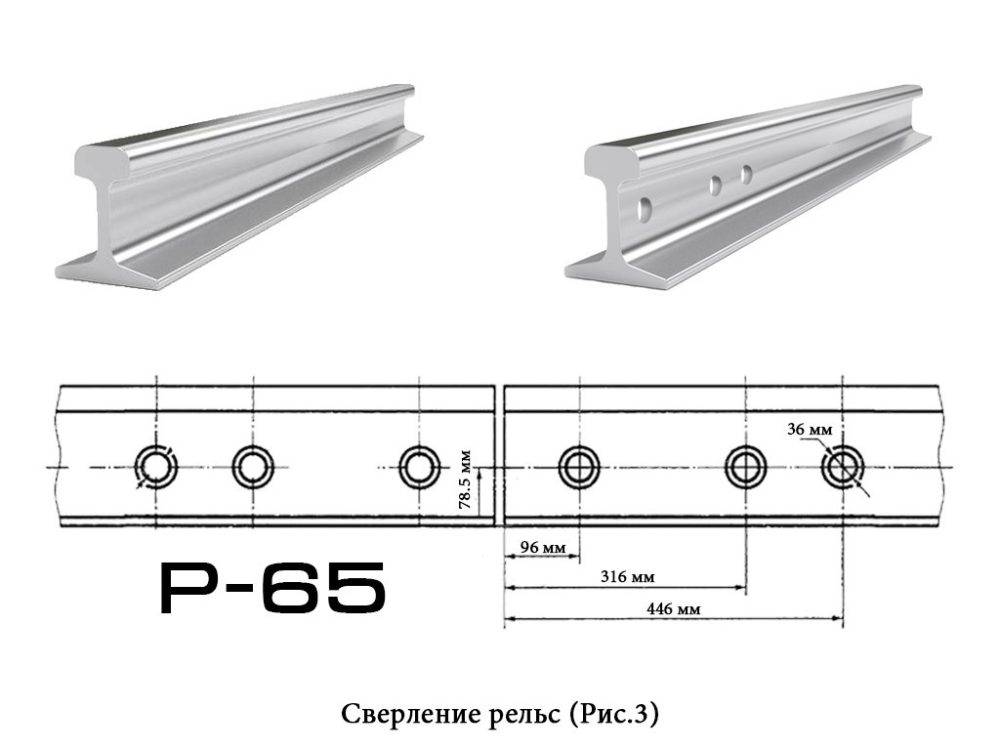
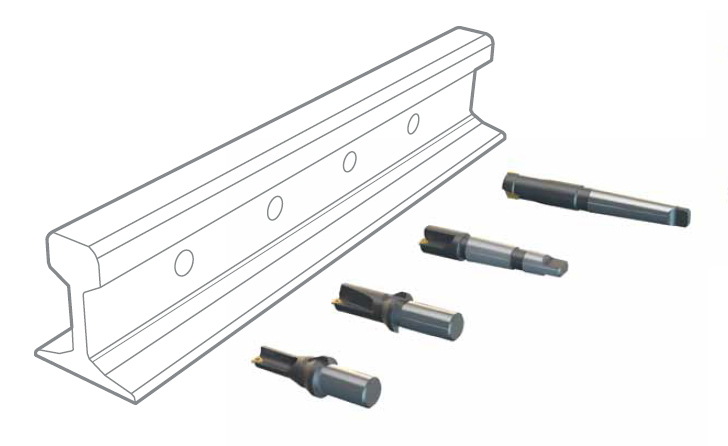
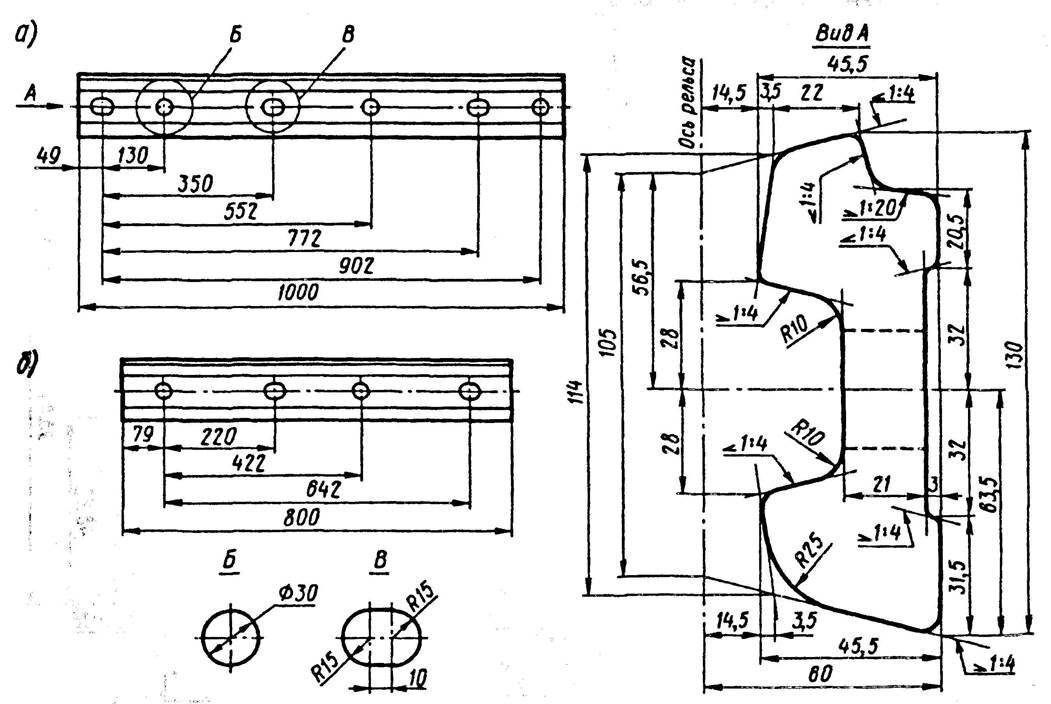
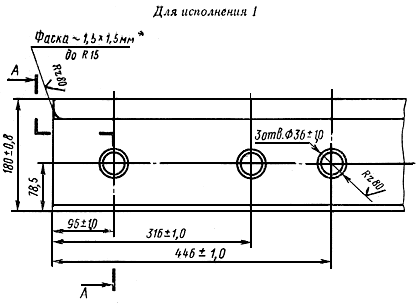
На Рис.3 показан пример сверления отверстий рельсы Р-65. Одно отверстие имеет диаметр 36 мм, а маленькие (если они предусмотрены в схеме укладки) на 22 мм.
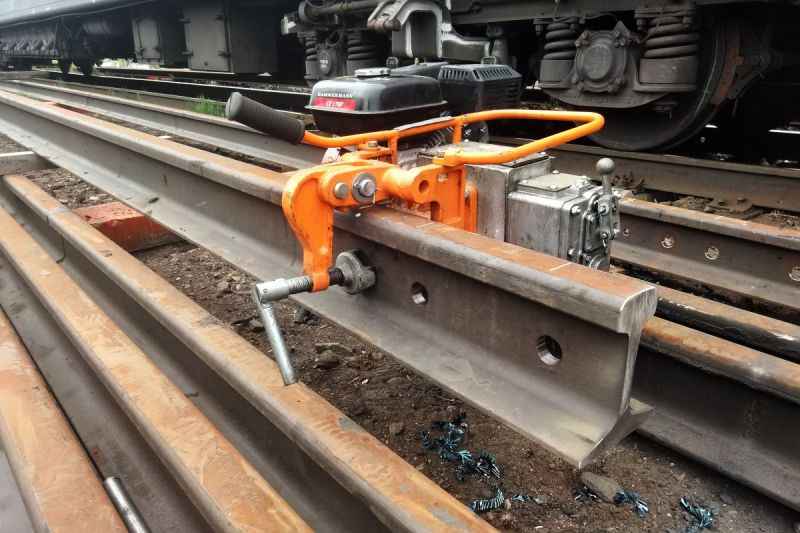
На Рис.4 наглядный пример, когда в процессе сборки или реставрации устанавливают рельсы без отверстий. Вертикальные риски наносят мелом с использованием шаблона — зачастую деревянная рейка с метками из краски.
Ось крайней шпалы всегда расположена возле стыка рельсы между двумя первыми отверстиями. Не всегда рельсу сверлят на 3 отверстия — зависит от типа подкладок, которыми будут сболчивать звенья между собой.
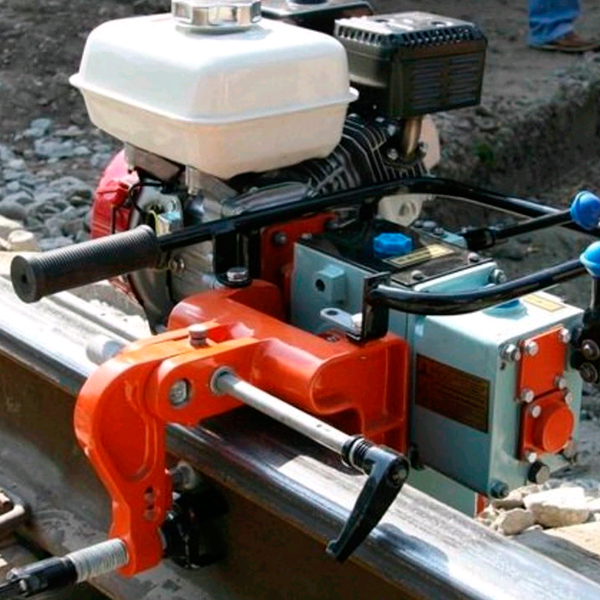
Чтобы нормально установить станок 1024В, нужно первые две шпалы сдвинуть в сторону от стыка, как показано на Рис.4. Также и с бензиновым рельсосверлильным инструментом. Центр сверла обязательно должен совпадать с риской.









Важно!
Каким бы вы опытным монтером пути не были — самостоятельно ставить метки под резку и сверление отверстий не рекомендуется. Этим должен заниматься бригадир или мастер околотка — они также за это получают заработную плату, и выставлять метки входит в их обязанности.
Если отверстия не совпадут из-за неисправного сверлильного станка либо метки неправильные — лишают премии либо выписывают денежный штраф, закрепляя приказом по предприятию, который вычитают с зарплаты монтера пути.
Никогда не ставьте метки и не сверлите рельсы на стрелочных переводах, когда рядом отсутствует бригадир или мастер — если в первом случае лишитесь премии, то с СП придется полностью возместить стоимость стрелочного перевода.
Были путейцы, когда мастер выставил им метки и ушел на время, а монтеры ленились раскрутить брус и подвинуть его — просверлили возле метки отверстия на 22 мм. В копейку не влетели, так как нашли место на перегоне под испорченный СП, но на год без премии остались. На перегоне, во время укладки, смены плетей, не ставьте метки и не режьте рельсы — этим занимается техотдел или начальник.
как просверлить рельсы
| Поиск: Loading… приколы видео орел и решка черногория русские молодые политика спорт музыка события факты звёзды Дота 2 женщины альтернатива КВН драки война мультики актёры кино онлайн масяня приколы наруто видеоклипы видеобитва машины видеореклама вконтакте однокласники видеоролик дня видеоролики 2018 видеоролики без смс казино АТО ДНР ополчение смешное видео youtube приколы дом2 драки стоп хам драки я приколы видео дом2 серии дорогой ты где был русские детективные сериалы бэк ту скул пранки над друзьями новые видеоклипы, Поздравления Денди Купить| Dendy Купить игровую приставку |
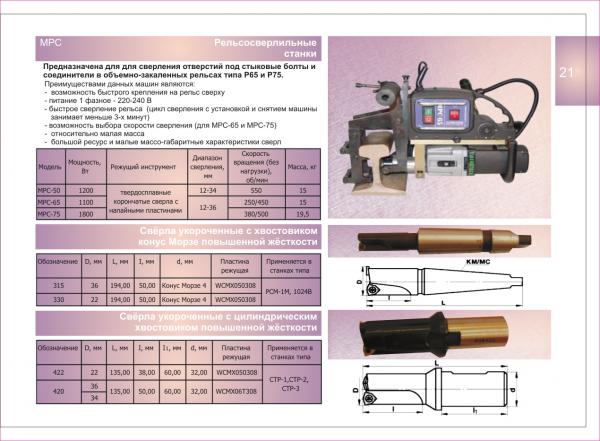
Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм2);
- высокоуглеродистой стали (с показателем 350 — 850 N/мм2);
- среднеуглеродистой стали (с показателем 450 — 700 N/мм2);
- низколегированной стали (с показателем 600 — 900 N/мм2);
- среднелегированной стали (с показателем 700 — 1000 N/мм2);
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм2);
- высокопрочной стали (с показателем 1200 — 1500 N/мм2);
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Твердосплавные сверла используются при работе с изделиями из сверхтвердой стали, что позволяет значительно повысить срок эксплуатации инструмента с одновременным повышением производительности проводимых операций. Сверла производятся более короткими по сравнению со стандартными с уменьшением длины на 20-35%, что обусловлено возможностью ограничения циклов переточки непосредственно зависит от длины пластин. В данном типе сверл используется угол винтовой канавки равный от 20° до 60°. Большинство сверл при изготовлении подвергается термической закалке до твердости HRC 56-62 и осуществляется одновременно с напайкой твердосплавных пластин. Для производства пластин используется твердые сплавы марок ВК 6, ВК 8, а также вольфрамокарбидной группы. Данный тип сверл более эффективен по сравнению с быстрорежущими сверлами, что позволяет сократить время, когда требуется просверлить отверстия в обрабатываемом изделии.
Твердосплавные режущие инструменты обладают рядом преимуществ:
- высокой устойчивостью к разрушению;
- высокой точностью;
- более высокой скоростью подачи;
- хорошими показателями ведения и центрирования.
Использование твердосплавленных сверл позволяет производить обработку рессоры с наименьшими усилиями и за короткий временной период.
Для определения необходимой скорости сверления металла можно воспользоваться формулой:
Для повышения прочности режущих кромок производятся сверла с пластинками из твердых сплавов. Данный тип сверл может использоваться для обработки автомобильных рессор. На промышленных предприятиях производятся сверла с пластинами из твердых сплавов:
- прямыми канавками;
- косыми канавками;
- винтовыми канавками.
Для обработки рессор можно использовать сверла, с винтовыми канавками позволяющие производить операции с наибольшей эффективностью.
Необходимый инструмент
В первую очередь необходимо выбрать подходящее сверло. Специалисты рекомендуют брать спиральные модели – на вертикальном стержне сделаны две закручивающиеся канавки. Последние образуют режущую кромку.
При выборе сверла по каленой стали важно обратить внимание на следующие моменты:
Для работы часто используют победитовое сверло. Победит представляет собой смесь вольфрама и кобальта
Оно хорошо справляется с закаленной сталью, так как обладает высокой прочностью.
В основном продают сверла малого диаметра, так как сверла большого диаметра требуют больше материала при изготовлении.
Стоит обратить внимание на угол заточки, назначение сверла и другие характеристики. Они должны соответствовать работе. Лучше покупать сверла известных фирм
Лучше покупать сверла известных фирм
Они более качественные и будут служить дольше. Но если требуется просверлить всего несколько отверстий, можно остановиться и на более дешевых китайских вариантах.
На всех сверлах должна стоять маркировка, по которой легко определить диаметр будущего отверстия, материал изготовления и другие характеристики.
При сверлении закаленной стали можно использовать следующие насадки:
- На базе стали Р18. Эти сверла производили еще в Советском Союзе до 70-х годов. Содержание вольфрама в них достигает 18%, что делает инструмент высокопрочным, не подверженным быстрому износу и перегреву. Вариант подходит для работы на высоких скоростях, но встречается нечасто.
- Сталь «Р6М5К5». Еще один российский вариант. Содержание вольфрама – 6%, кобальта – до 5%. Это обеспечивает сверла высокой прочностью и хорошей сопротивляемостью тепловым нагрузкам.
- Сталь «HSS-Co». Это иностранная сталь, ее состав похож на состав предыдущей марки.
Также можно использовать сверла для керамогранита, но в процессе работы их необходимо подтачивать. Подходят сверла по стеклу и керамике. Работать с ними можно на невысоких скоростях и со слабым нажимом, также место сверление придется смазывать.
Еще один вариант – универсальные сверла для работы с любыми материалами, например, насадки «Bosch multi construction». У них есть наконечники из твердого сплава, которые хорошо пробивает твердые заготовки.
Самодельное сверло
Многие не желают тратить слишком много денег на профессиональные сверла для каленого металла, если требуется сделать всего пару отверстий. В этом случае можно изготовить сверло самостоятельно из имеющегося. Для этого нужно выбрать сверло, в состав которого входят кобальт и вольфрам – иными словами, взять победитовое сверло. Оно достаточно прочное и хорошо справится с работой. Чем выше содержание указанных металлов, чем прочнее будет сверло.
Далее действуют по схеме:
- Прочно закрепляют сверло в тисках, чтобы оно не выпало.
- Для заточки используют алмазный диск – другие материалы не справятся.
- Торец затачивается так, чтобы получилась поверхность как у плоской отвертки.
- Режущие кромки затачиваются до получения острого конуса.
Процесс сверления
Перед началом сверления каленой стали стоит учесть несколько нюансов. Они связаны с твердостью материала.
Перед тем, как просверлить каленый металл в домашних условиях, стоит учесть следующие особенности:
- При работе выделяется большое количество тепла. На место работы желательно подавать жидкость для охлаждения.
- Сверло, особенно непрофессиональное, может быстро тупиться. Его необходимо затачивать при помощи алмазного круга.
Перед началом работы необходимо проверить прочность крепления на самом инструменте, а также прочно ли зафиксирована деталь. Если деталь из полированной или хромированной стали, на тиски надевают прокладки из ткани или кожи, чтобы не поцарапать. Работать рекомендуется в защитных очках и прочной одежде.
Также стоит выполнять следующие правила:
- Сперва необходимо включить сверло на низких оборотах, затем поднести его к заготовке, иначе оно быстро затупится.
- Выводить сверло нужно также постепенно, уменьшая скорость, но не останавливая его полностью.
- Сверлить нужно на низких оборотах, не более 1000 оборотов в минуту. Проверить это легко: при вращении канавки должны быть различимы. Если они сливаются в одно целое, скорость лучше сбавить.
- Перед тем, как просверлить отверстие в закаленном металле, требуется проверить прочность металла, особенно если сверло не уходит вглубь. Для этого используют напильники разной прочности. Если на поверхности не остается следов, стоит выбрать более твердое сверло или с алмазным наконечником, и работать на небольших оборотах.
- При сверлении глубоких отверстий на сверло стоит насадить небольшой кусочек спрессованного пенопласта. Это позволит заглублять сверло до нужной отметки и обеспечит сдувание стружки.
- При работе с полированной поверхностью на основание насадки стоит надеть фетровую шайбу, чтобы избежать контакта патрона и поверхности.
- Если сверло слишком тонкое и плохо крепится в патроне, его хвостик необходимо обернуть латунной проволокой, добавив объема.
Мощность дрели рассчитывается, исходя из технических характеристик прибора.
Дополнительная подготовка
Чтобы процесс сверления прошел быстрее и проще, по возможности стоит подготовить поверхность. Для этого ее необходимо размягчить.






Перед тем, как сверлить закаленную сталь, ее можно подготовить при помощи:
- Сварочного аппарата. Необходимо нагревать место сверления, чтобы металл стал мягче.
- Пробойника. Он позволяет сделать небольшое углубление, что упростит сверление.
- Кислоты (серной, хлорной или любой другой). Необходимо сделать вокруг места сверления бортик, чтобы кислота не испортила всю поверхность, налить туда жидкость и оставить на несколько часов.
В процессе работы возникает сильное трение, насадки начинают сильно нагреваться и деформироваться. С этим можно справиться при помощи специальной смазки, но подойдет и машинное масло. Ее используют в различных моментах:
- Перед началом работы наносят несколько капель на точку сверления.
- На режущую кромку сверла наносят немного масла, в процессе работы его добавляют, так как масло расходуется.
- Во время работы стоит время от времени делать перерыв, чтобы инструмент остыл.
Эти меры предосторожности помогут увеличить срок службы инструмента и сохранить сверла в целости. Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Сверление рессор
Для того чтобы просверлить лист рессоры необходимо использовать разнообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это специальный инструмент, наиболее часто используемый для проведения различных работ при ремонте. Питание дрелей осуществляется от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях используются электродвигатели мощностью 500 — 1200 Вт, а для изменения скорости применяются переключатели скорости вращения вала и регулятор оборотов.
При возникновении необходимости, когда требуется просверлить отверстие в рессоре машины в условиях мастерской для осуществления операций, могут использоваться различные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Наиболее часто для выполнения операций по сверлению отверстий используются вертикально-сверлильные станки, которые обеспечивают необходимую скорость обработки и точность.
Лист рессоры производится из металла обладающего высокой прочностью и для обработки требует выполнения специальной технологии и использования особо прочных свёрл.
Процесс сверления рессоры в домашних условиях разбивается на несколько операций:
- На лист с помощью фломастера наносится точка, где будет производиться сверление и с помощью керна делается насечка.
- Для того, чтобы сделать отверстие в рессоре необходимо использовать 3 сверла, имеющие разный диаметр, например, для отверстия 10 мм необходимо использовать сверла с диаметром – 3, 6, 10 мм, что значительно упрощает трудоемкость операции и снижает возможность перегрева. При сверлении необходимо периодически сверло и место на металле, где производится обработка необходимо смазывать машинным маслом, что позволяет снизить нагрузку и одновременно охладить соприкасающиеся рабочие поверхности.
Сверление рессоры ручной дрелью
При использовании электродрели необходимо подбирать модель имеющую мощность 1 — 1,2 кВт и оснащенную регулятором скорости вращения зажимного патрона. Рекомендуемые обороты, необходимые для сверления листа находятся в пределах 500 — 1000 об/мин. Для того, чтобы просверлить лист можно использовать также шруповерт имеющий низкую скорость вращения рабочего вала. Необходимо также прилагать умеренную силу при давлении на дрель при сверлении. В ходе рабочего процессе затупившиеся сверла необходимо своевременно затачивать, для снижения нагрева и ускорения сверления. Для облегчения заточки сверл лучше использовать специальное приспособление с обязательным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к образованию отверстия большего диаметра, чем необходимо. Кромки должны быть обязательно одинакового размера. Угол заточки должен соответствовать 120°, что подходит для работы с большинством материалов.
- Перед тем как просверлить лист необходимо в обязательном порядке произвести его жесткую фиксацию в зависимости от используемого оборудования с помощью тисков, струбцин или специальных зажимов.
Для снижения нагрузки на оборудование и инструмент можно использовать также метод сверления, когда лист рессоры предварительно нагревается. Для этого на лист рессоры наносится точная метка фломастером, где будет производиться сверление и с помощью керна делается насечка, далее лист рессоры нагревается с помощью газовой горелки докрасна и производится сверление отверстия требуемого диаметра. Для восстановления характеристик лист снова нагревается на горелке докрасна и охлаждается в ванне с маслом (закаливается).
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Процесс сверления
Перед началом сверления каленой стали стоит учесть несколько нюансов. Они связаны с твердостью материала.
Перед тем, как просверлить каленый металл в домашних условиях, стоит учесть следующие особенности:
- При работе выделяется большое количество тепла. На место работы желательно подавать жидкость для охлаждения.
- Сверло, особенно непрофессиональное, может быстро тупиться. Его необходимо затачивать при помощи алмазного круга.
Перед началом работы необходимо проверить прочность крепления на самом инструменте, а также прочно ли зафиксирована деталь. Если деталь из полированной или хромированной стали, на тиски надевают прокладки из ткани или кожи, чтобы не поцарапать. Работать рекомендуется в защитных очках и прочной одежде.
Также стоит выполнять следующие правила:
- Сперва необходимо включить сверло на низких оборотах, затем поднести его к заготовке, иначе оно быстро затупится.
- Выводить сверло нужно также постепенно, уменьшая скорость, но не останавливая его полностью.
- Сверлить нужно на низких оборотах, не более 1000 оборотов в минуту. Проверить это легко: при вращении канавки должны быть различимы. Если они сливаются в одно целое, скорость лучше сбавить.
- Перед тем, как просверлить отверстие в закаленном металле, требуется проверить прочность металла, особенно если сверло не уходит вглубь. Для этого используют напильники разной прочности. Если на поверхности не остается следов, стоит выбрать более твердое сверло или с алмазным наконечником, и работать на небольших оборотах.
- При сверлении глубоких отверстий на сверло стоит насадить небольшой кусочек спрессованного пенопласта. Это позволит заглублять сверло до нужной отметки и обеспечит сдувание стружки.
- При работе с полированной поверхностью на основание насадки стоит надеть фетровую шайбу, чтобы избежать контакта патрона и поверхности.
- Если сверло слишком тонкое и плохо крепится в патроне, его хвостик необходимо обернуть латунной проволокой, добавив объема.
Мощность дрели рассчитывается, исходя из технических характеристик прибора.
Дополнительная подготовка
Чтобы процесс сверления прошел быстрее и проще, по возможности стоит подготовить поверхность. Для этого ее необходимо размягчить.
Перед тем, как сверлить закаленную сталь, ее можно подготовить при помощи:
- Сварочного аппарата. Необходимо нагревать место сверления, чтобы металл стал мягче.
- Пробойника. Он позволяет сделать небольшое углубление, что упростит сверление.
- Кислоты (серной, хлорной или любой другой). Необходимо сделать вокруг места сверления бортик, чтобы кислота не испортила всю поверхность, налить туда жидкость и оставить на несколько часов.
В процессе работы возникает сильное трение, насадки начинают сильно нагреваться и деформироваться. С этим можно справиться при помощи специальной смазки, но подойдет и машинное масло. Ее используют в различных моментах:
- Перед началом работы наносят несколько капель на точку сверления.
- На режущую кромку сверла наносят немного масла, в процессе работы его добавляют, так как масло расходуется.
- Во время работы стоит время от времени делать перерыв, чтобы инструмент остыл.
Эти меры предосторожности помогут увеличить срок службы инструмента и сохранить сверла в целости. Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Виды сверл (Рис.2):
- со сменными твердосплавными пластинами — быстро сверлят, но пластины ломаются не медленнее (зависит от сплава);
- самокаленые — не требуют полива на них жидкости;
- спиральные — без полива и заточки под правильным углом тупятся, а также трескаются.
Бензиновый рельсосверлиный станок самопадающий и в него устанавливаются сверла со сменными насадками. Для сверления отверстий диаметром 22 мм со станком 1024В требуется съемный конусный хвостовик.
Для рельсорезных станков используют круг или полотно. РМ5ГМ не только тяжелый, но и трудный в обслуживании. После установки, полотна, как и сверла, нуждаются в обильном поливе жидкости (специальный раствор или обыкновенная вода). Давить на ручку необходимо не сильно, иначе разрез получиться дугообразный.
Круги не любят влаги, их нужно хранить в сухом месте, где нет сырости. Если намокнут, то выкрутит. После установки на рельсорезный станок, круг обязательно простукивают молоточком и проверяют на наличие трещин. Не стоит пренебрегать защитной маской, потому что круги разлетаются на куски и могут навредить человеку.
Проблематика сухого сверления
Как было сказало ранее, отсутствие пыли в процессе работы – одно из главных достоинств алмазных технологий. Однако невозможность подавать воду в рез создаёт сразу ряд проблем:
- Образование всепроникающей пыли
- Перегрев кольцевого сверла приводит к снижению эффективности работы вплоть до полной остановки («замыливание» сегмента), так же возможен выход из строя дорогостоящей оснастки.
- Продукты сверления забивают коронку, что приводит к её заклиниванию в отверстии.
Таким образом получился замкнутый круг: все плюсы технологии становятся её недостатками, а ключевые аспекты функционирования неисполнимы.
Отдельно расскажем про т.н. «замыливание» или «зализывание» сегмента. В процессе работы алмаз снимает обрабатываемый материал своими острыми рёбрами и углами, одинаково эффективно расправляясь и с бетоном, и с железной арматурой. Со временем режущая поверхность скругляется («зализывается») и перестаёт выполнять свою функцию. В условиях нехватки воды этот процесс значительно ускоряется: старые «потёртые» алмазы замыливаются быстрее, чем успевают вскрыться новые, острые. Получается, что коронка вращается, двигатель и оператор ревут от натуги, а отверстие не углубляется – на коронке нет рабочих поверхностей.
Проблематика сухого сверления
Как было сказало ранее, отсутствие пыли в процессе работы – одно из главных достоинств алмазных технологий. Однако невозможность подавать воду в рез создаёт сразу ряд проблем:
- Образование всепроникающей пыли
- Перегрев кольцевого сверла приводит к снижению эффективности работы вплоть до полной остановки («замыливание» сегмента), так же возможен выход из строя дорогостоящей оснастки.
- Продукты сверления забивают коронку, что приводит к её заклиниванию в отверстии.
Таким образом получился замкнутый круг: все плюсы технологии становятся её недостатками, а ключевые аспекты функционирования неисполнимы.
Отдельно расскажем про т.н. «замыливание» или «зализывание» сегмента. В процессе работы алмаз снимает обрабатываемый материал своими острыми рёбрами и углами, одинаково эффективно расправляясь и с бетоном, и с железной арматурой. Со временем режущая поверхность скругляется («зализывается») и перестаёт выполнять свою функцию. В условиях нехватки воды этот процесс значительно ускоряется: старые «потёртые» алмазы замыливаются быстрее, чем успевают вскрыться новые, острые. Получается, что коронка вращается, двигатель и оператор ревут от натуги, а отверстие не углубляется – на коронке нет рабочих поверхностей.






Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм 2);
- высокоуглеродистой стали (с показателем 350 — 850 N/мм 2);
- среднеуглеродистой стали (с показателем 450 — 700 N/мм 2);
- низколегированной стали (с показателем 600 — 900 N/мм 2);
- среднелегированной стали (с показателем 700 — 1000 N/мм 2);
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм 2);
- высокопрочной стали (с показателем 1200 — 1500 N/мм 2);
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Твердосплавные сверла используются при работе с изделиями из сверхтвердой стали, что позволяет значительно повысить срок эксплуатации инструмента с одновременным повышением производительности проводимых операций. Сверла производятся более короткими по сравнению со стандартными с уменьшением длины на 20-35%, что обусловлено возможностью ограничения циклов переточки непосредственно зависит от длины пластин. В данном типе сверл используется угол винтовой канавки равный от 20° до 60°. Большинство сверл при изготовлении подвергается термической закалке до твердости HRC 56-62 и осуществляется одновременно с напайкой твердосплавных пластин. Для производства пластин используется твердые сплавы марок ВК 6, ВК 8, а также вольфрамокарбидной группы. Данный тип сверл более эффективен по сравнению с быстрорежущими сверлами, что позволяет сократить время, когда требуется просверлить отверстия в обрабатываемом изделии.
Твердосплавные режущие инструменты обладают рядом преимуществ:
- высокой устойчивостью к разрушению;
- высокой точностью;
- более высокой скоростью подачи;
- хорошими показателями ведения и центрирования.
Использование твердосплавленных сверл позволяет производить обработку рессоры с наименьшими усилиями и за короткий временной период.
Для определения необходимой скорости сверления металла можно воспользоваться формулой:
Для повышения прочности режущих кромок производятся сверла с пластинками из твердых сплавов. Данный тип сверл может использоваться для обработки автомобильных рессор. На промышленных предприятиях производятся сверла с пластинами из твердых сплавов:
- прямыми канавками;
- косыми канавками;
- винтовыми канавками.
Для обработки рессор можно использовать сверла, с винтовыми канавками позволяющие производить операции с наибольшей эффективностью.
Вам также могут быть интересны статьи:
Как просверлить каленую сталь в домашних условиях Как просверлить отверстие в стекле в домашних условиях Сверление отверстий в металле и дереве
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Источник
Сверление железобетона с микроударом
Однако потребность сверлить монолит насухо толкнула производителей оборудования и оснастки на поиски, исследования и изобретения. В 2017 г отечественный производитель алмазного инструмента разработал коронки серии «Даймонд Хит», позволяющие бурить железобетон без воды. Связка сегмента спроектирована таким образом, что постоянно разрушается от микроударов производимых с частотой 22000 Гц – которые сообщает ей установка – вскрывая новые, острые алмазы. Энергия ударов настолько мала, что, несмотря на название, характер работы так и остался безударным. Таким образом применяя специальные коронки и установки с импульсным режимом работы («Pulse Tech») стало возможным проводить полноценное алмазное сверление армированного железобетона без воды.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.