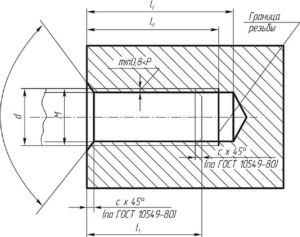
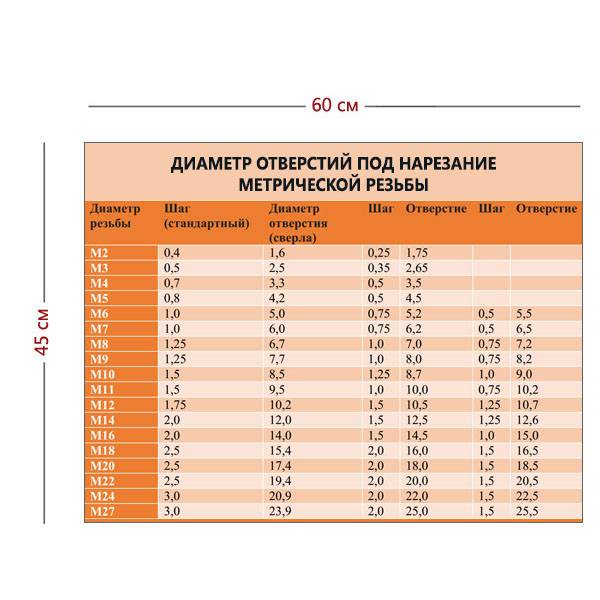
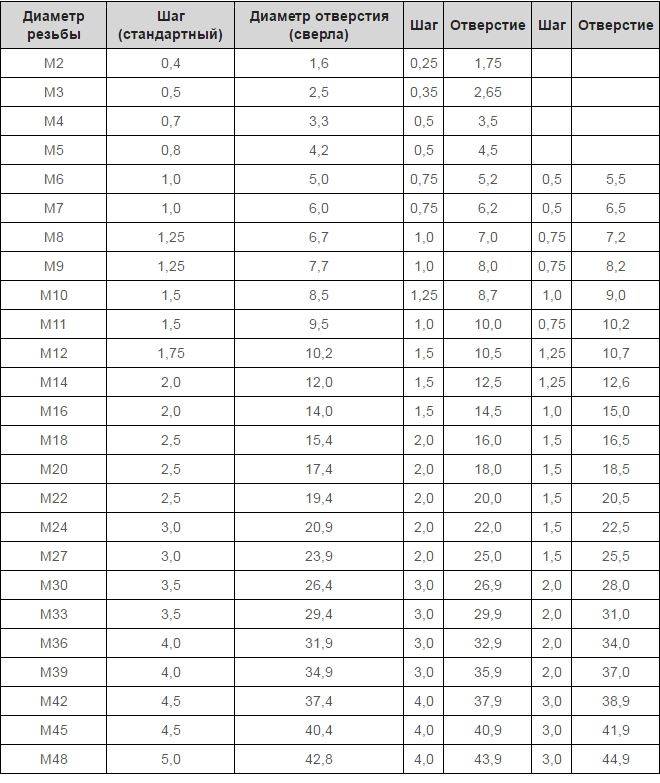
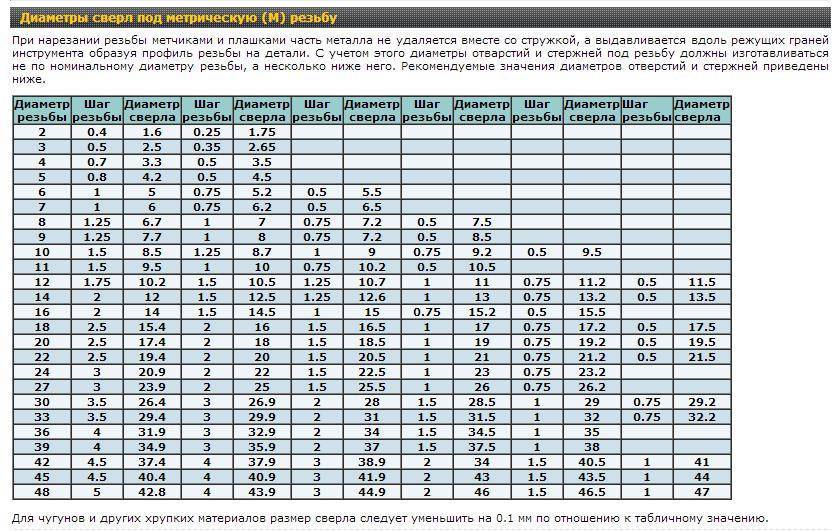
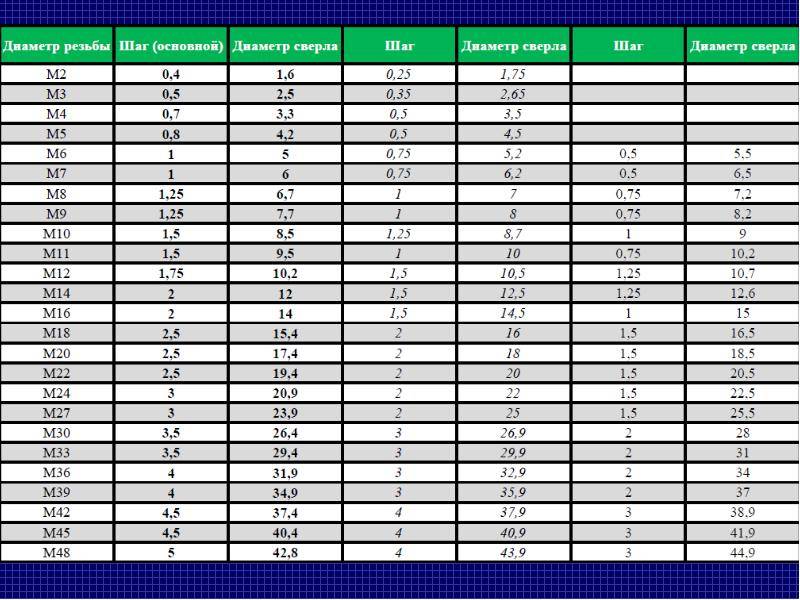
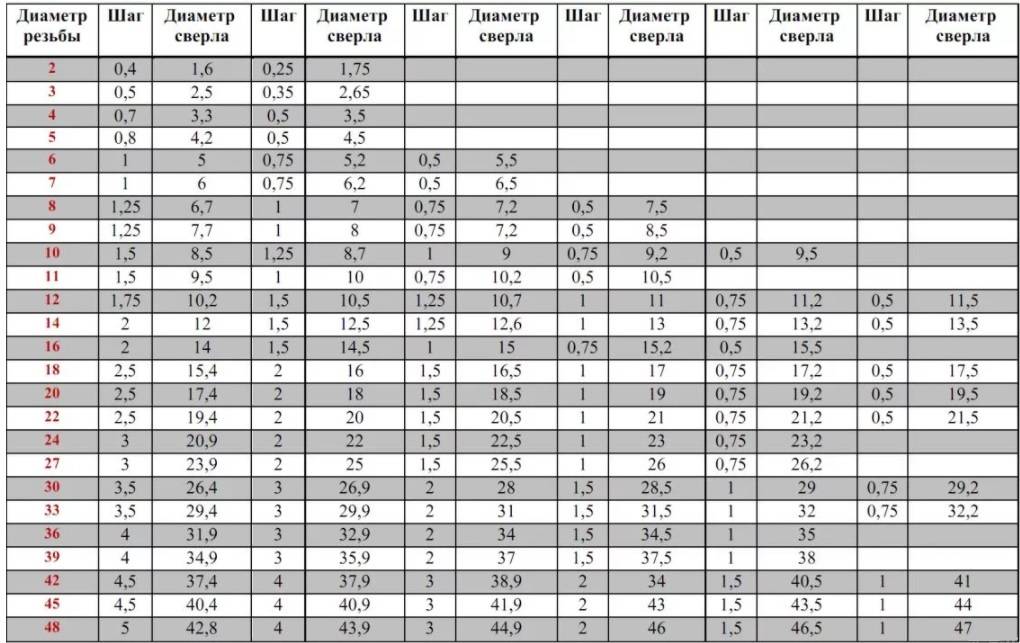
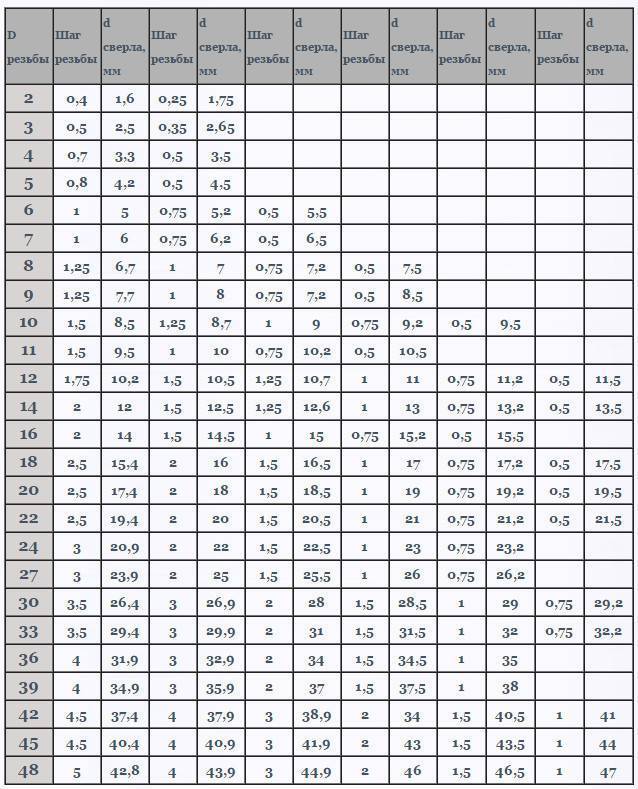
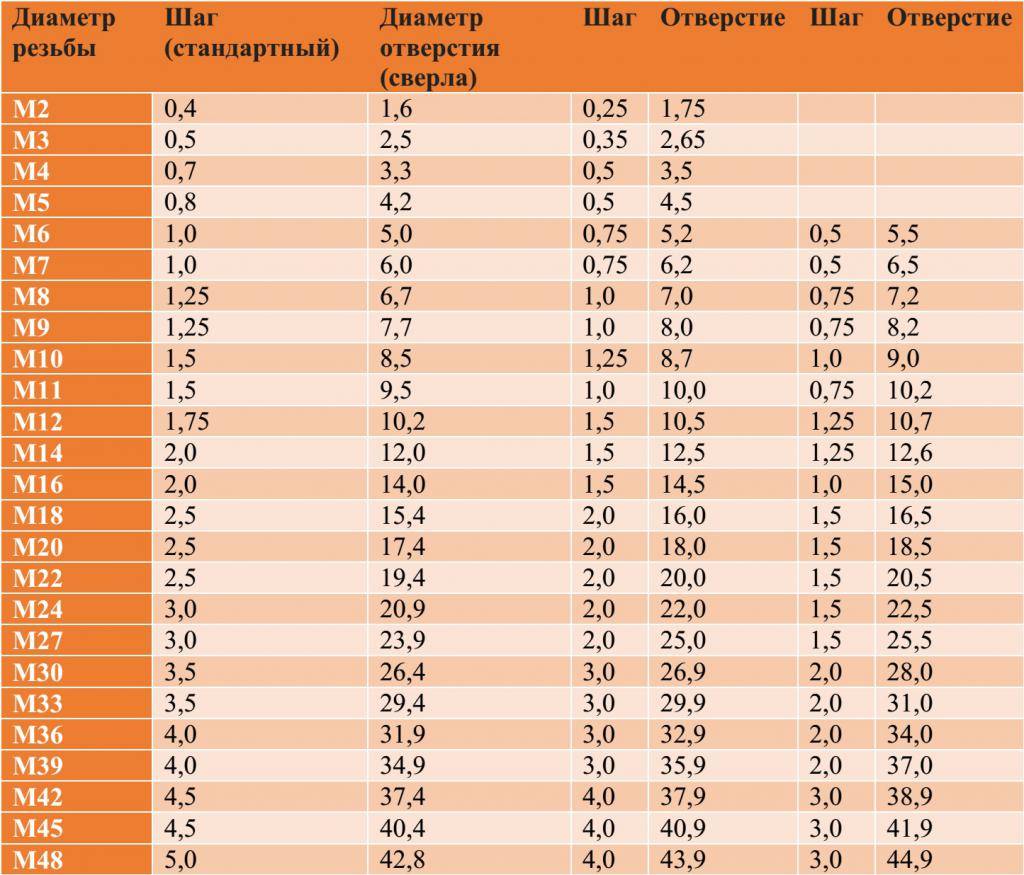
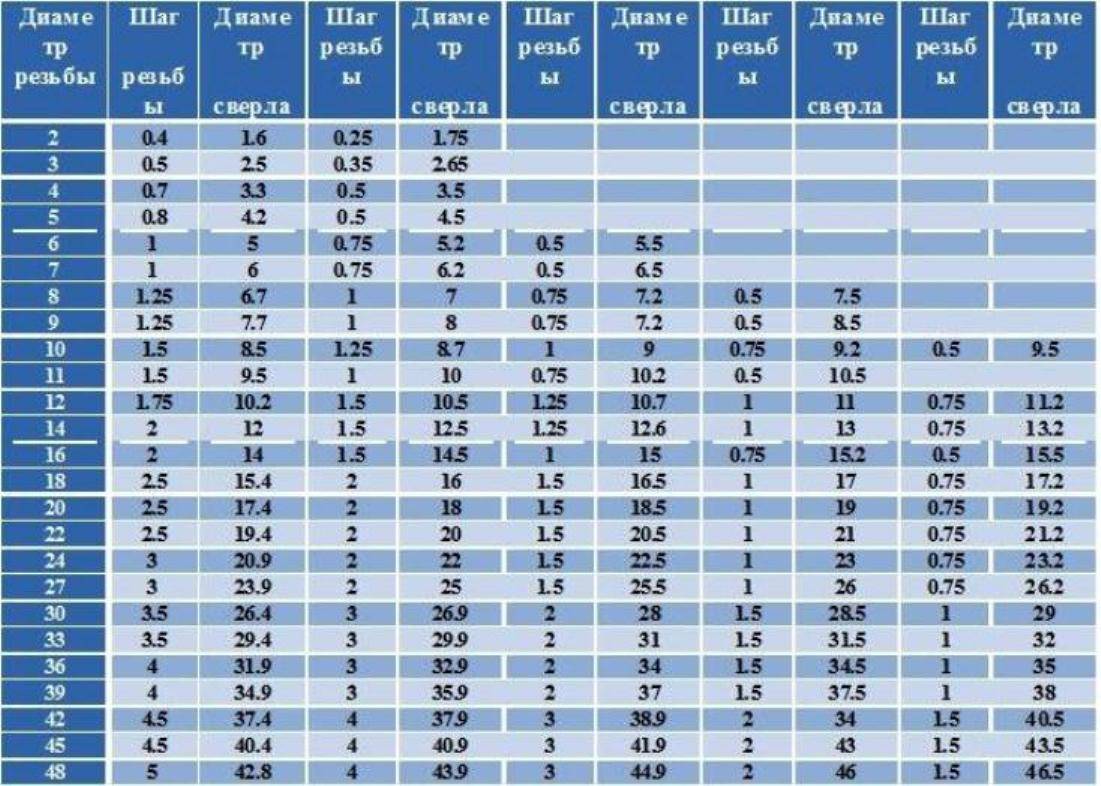
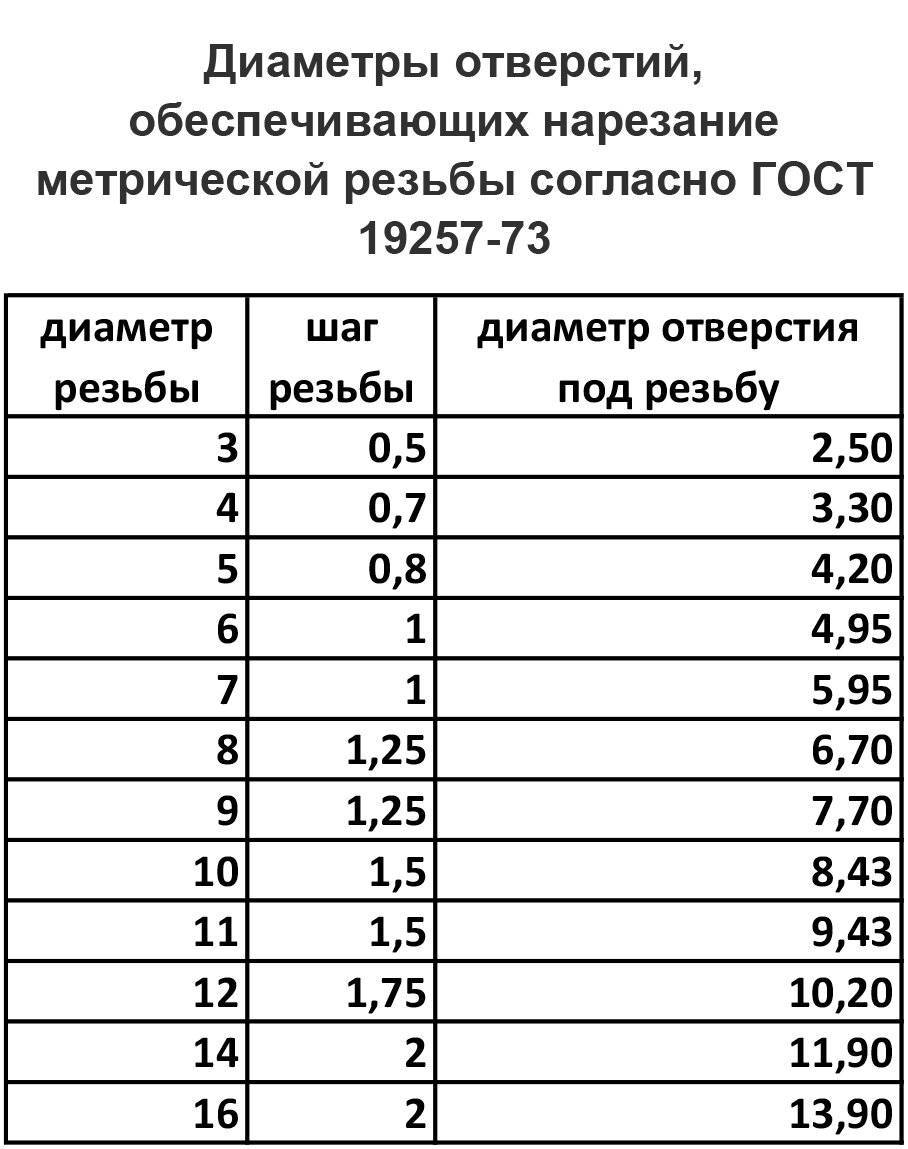
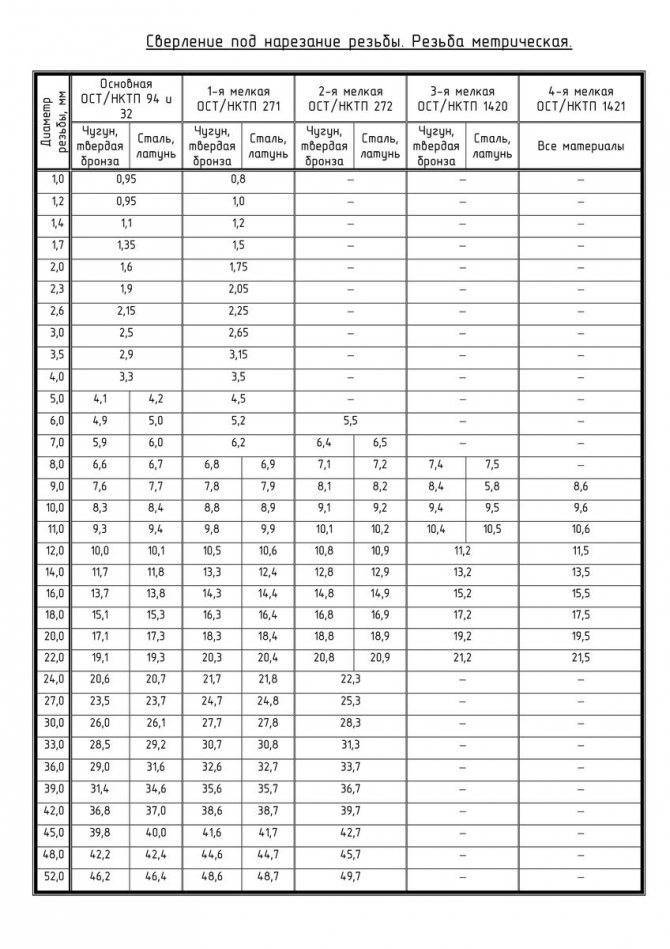
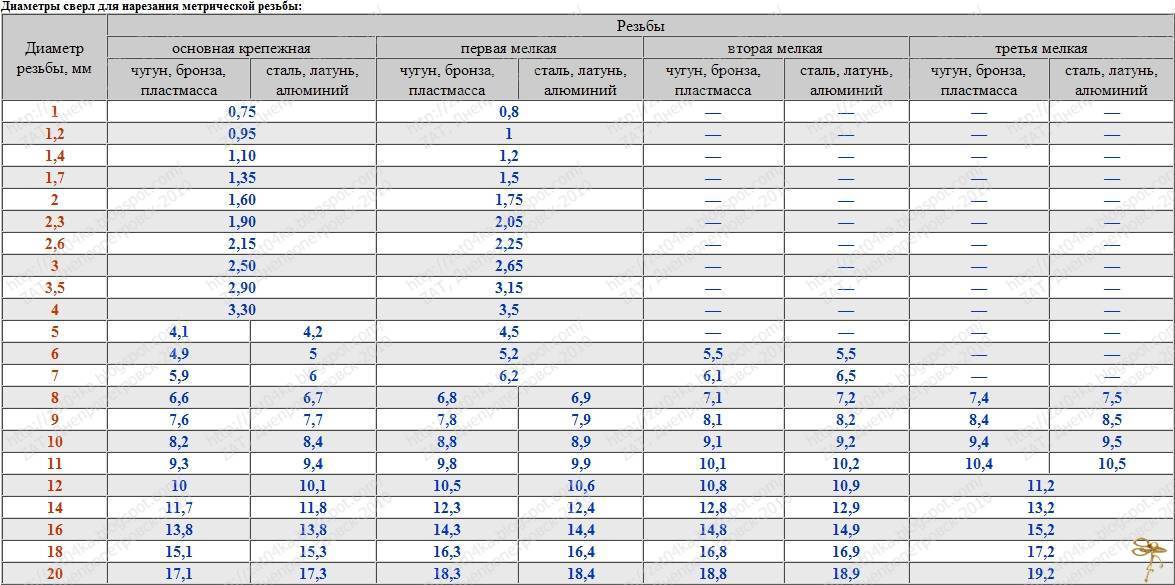
Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150,
ГОСТ 24705 с допусками по ГОСТ 16093 в сером чугуне по ГОСТ 1412,
в сталях по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 10702, ГОСТ 5632 (кроме сплавов на никелевой основе),
в алюминиевых литейных сплавах по ГОСТ 1583,
в меди по ГОСТ 859.
Размеры и предельные отклонения диаметровотверстий резьб с крупным шагом
(размеры в мм)
| Номинал | Отклонения | ||||
| 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 13,90 | 13,95 | ||||
| 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 17,35 | 17,40 | ||||
| 19,35 | 19,40 | ||||
| 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 23,85 | 23,90 | ||||
| 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 3,5 | 29,30 | 29,35 | |||
| 4 | 31,80 | 31,85 | |||
| 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 46,70 | 46,80 | ||||
| 5,5 | 50,20 | 50,30 | |||
| 54,20 | 54,30 | ||||
| 6 | 57,70 | 57,80 | |||
| 61,70 | 61,80 |
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
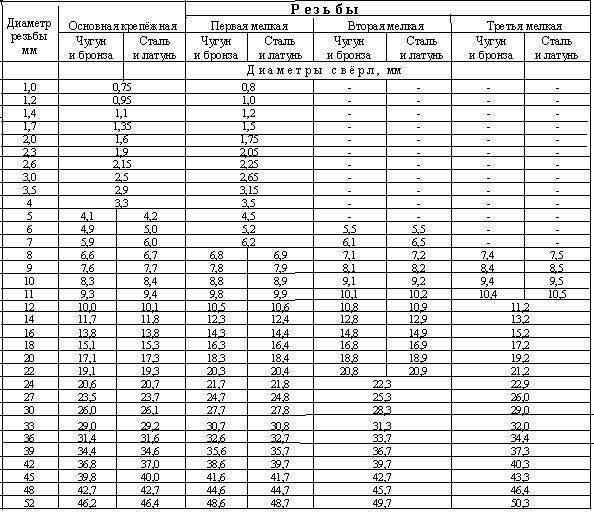
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинал | Отклонения | ||||
| 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 2,65 | 2,67 | ||||
| 3,15 | 3,17 | ||||
| 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,00 | 4,02 | ||||
| 4,50 | 4,52 | ||||
| 5,00 | 5,02 | ||||
| 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 |
| 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 |
| 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 |
| 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 |
| 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 |
| 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 |
| 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 |
| 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 |
| 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 |
| 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 |
| 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
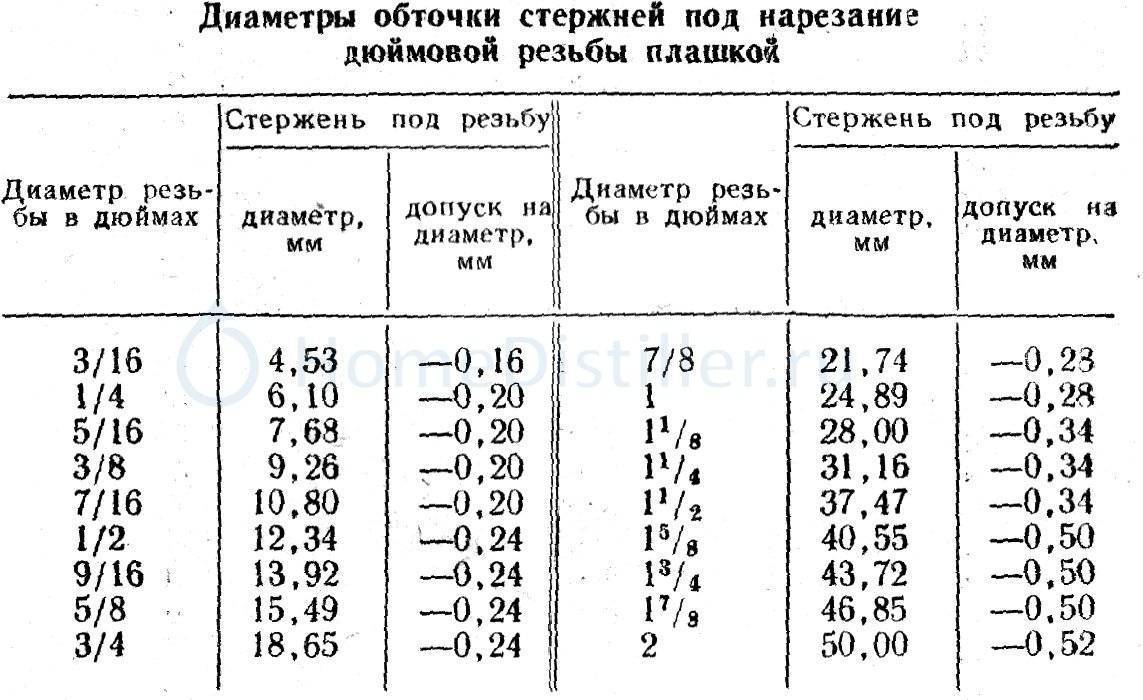
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
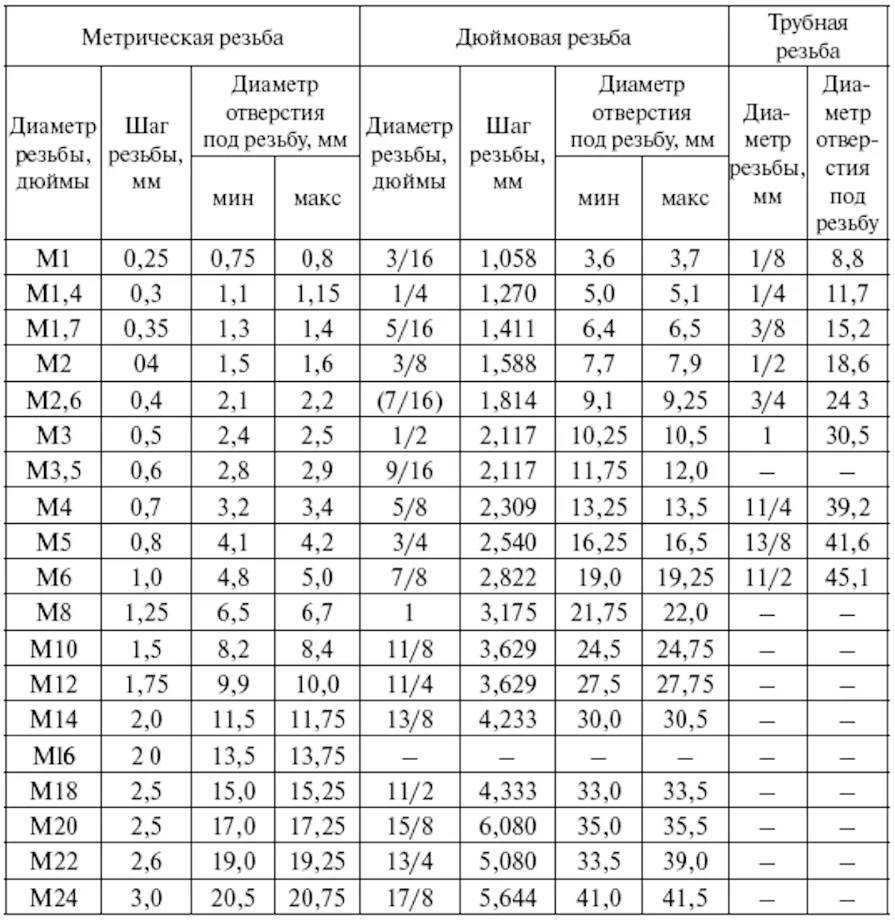
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
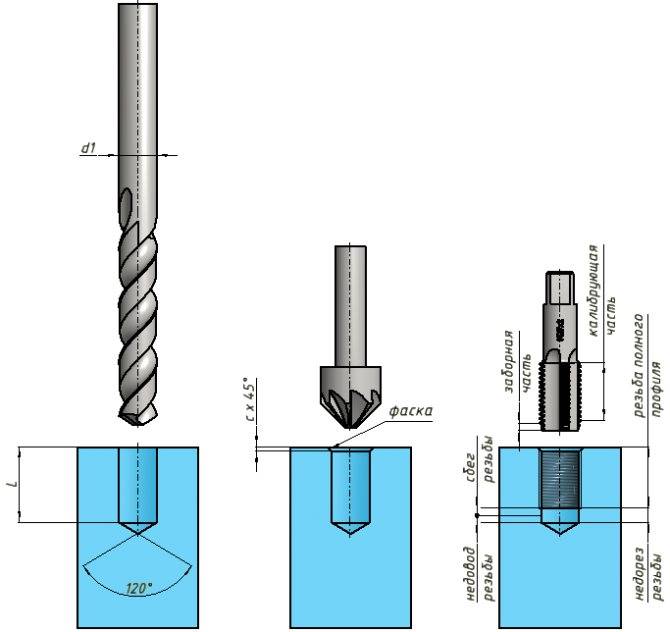
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.

Рекомендации по выполнению работ
Схема сверления металла.
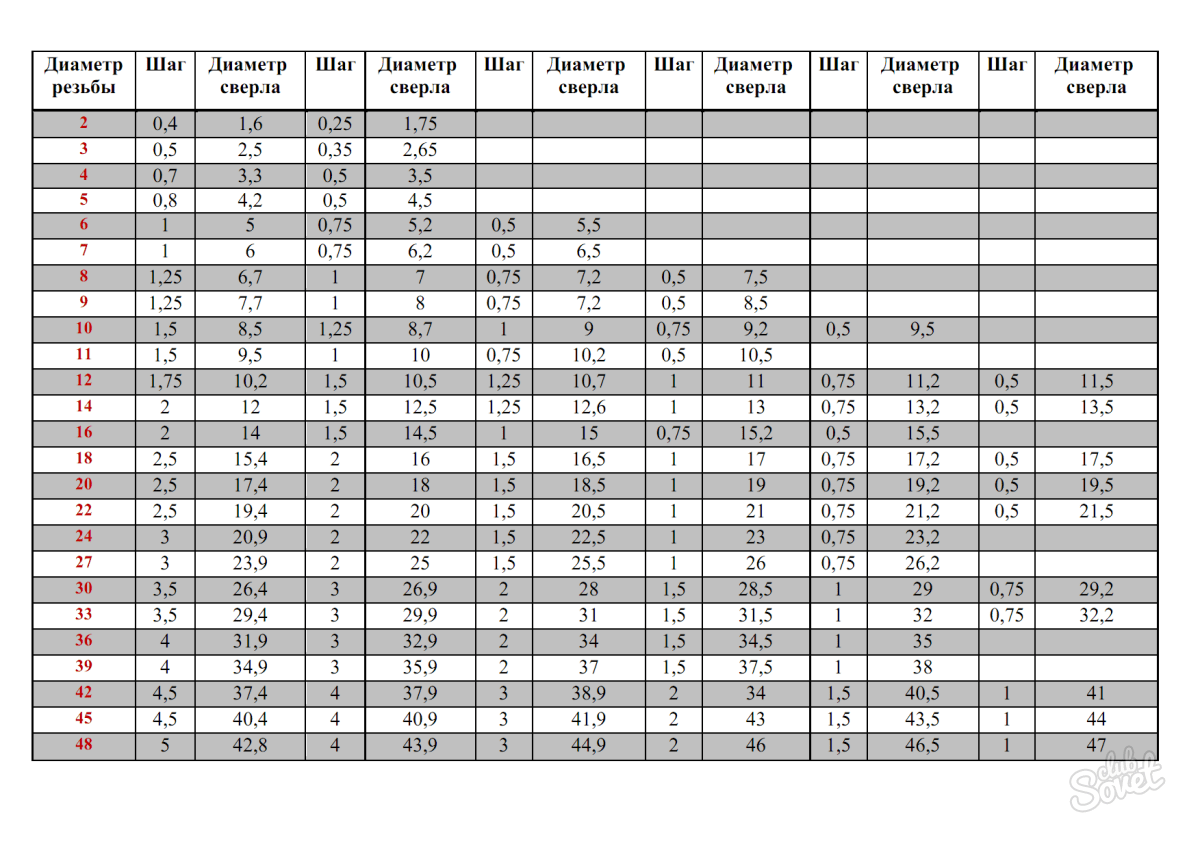
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
- Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
- Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
- Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
- Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
- Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Схема метчика.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Инструменты для выполнения внутренней резьбы
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
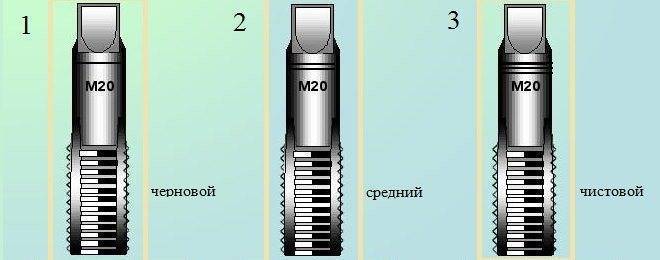
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
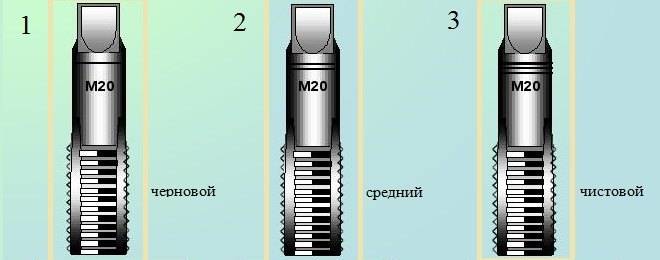
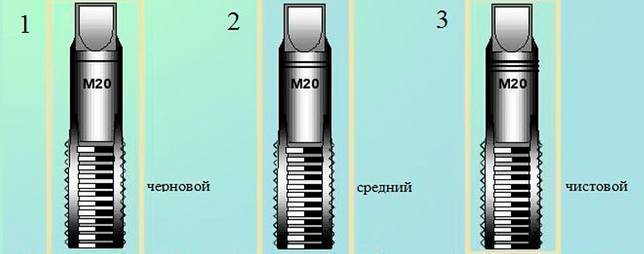
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
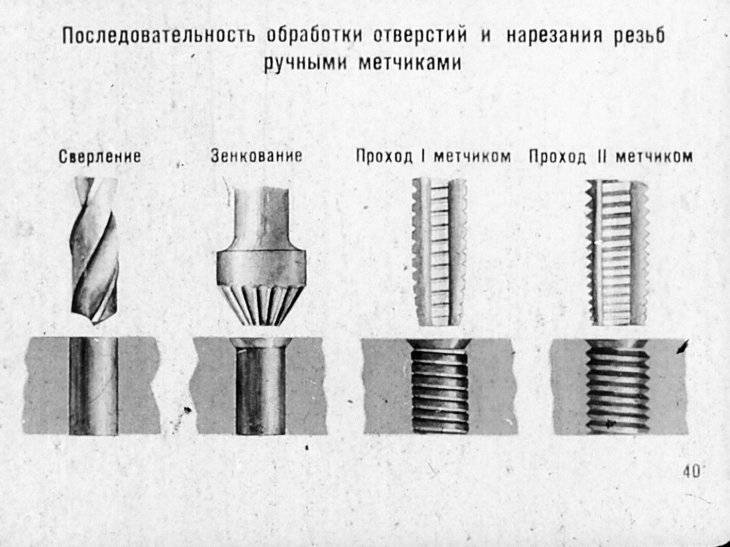
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Разновидности инструмента
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.
Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Особенности нарезки
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится .
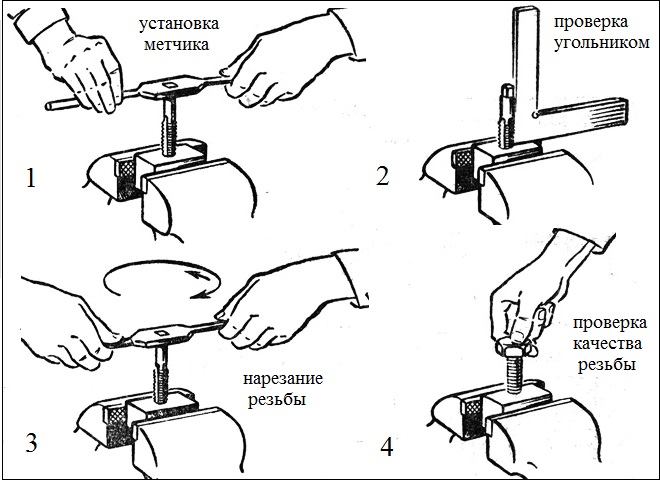
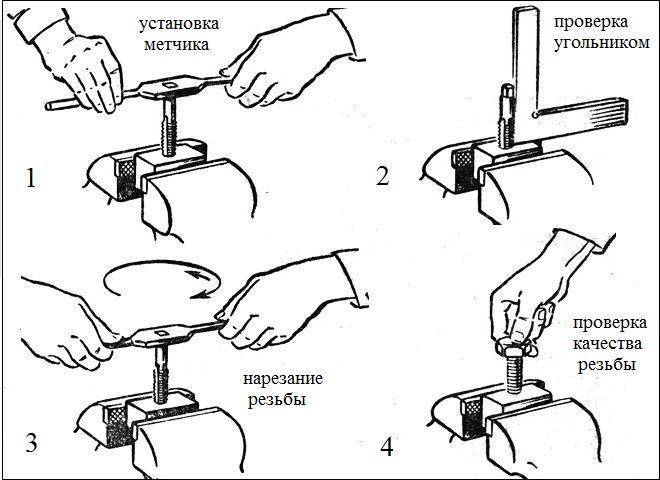
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Формула подбора сверлильного инструмента
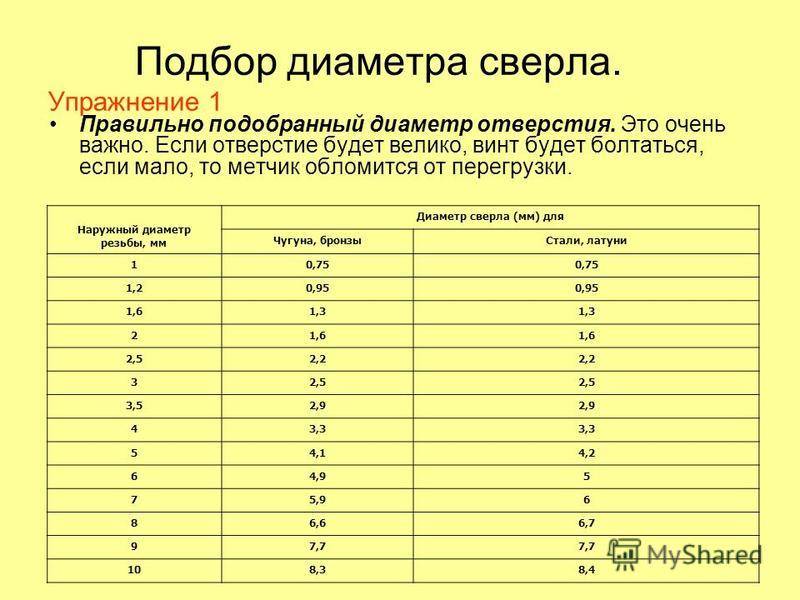
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.




Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Упрощенный подбор
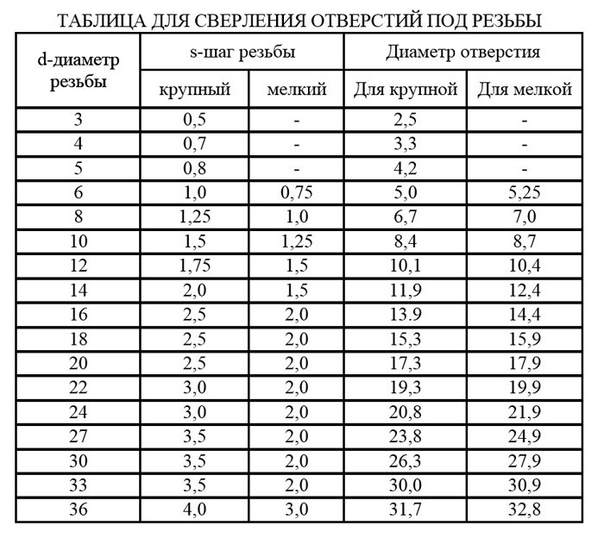
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения. В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Виды резьбы
Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Инструменты для выполнения внутренней резьбы
Чтоб сделать внутреннюю вырезку, нужен метчик — винтовый инструмент с наточенными канавками. Стержень может иметь форму конуса или цилиндра. Канавки идут вдоль и разбивают резьбу на участки, называемые гребенками. Конкретно края гребенок и являются рабочими поверхностями.
Чтоб канавка вышла незапятанной, металл снимается равномерно, слоями. Для этого нужен один очень длиннющий инструмент либо набор.
Единичные метчики тоже встречаются в продаже, их почаще употребляют для исправления сорванной резьбы. Для вырезки новейшей приобретают набор. Потому обычно продаются метчики парами: для предварительный и для чистовой работы. 1-ый прорезает неглубокую канавку, 2-ой зачищает и углубляет ее. Есть и трехпроходные инструменты. Тонкие, до 3 мм метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если приглядеться пристально, можно увидеть отличия формы:
- 1-ый метчик с очень обрезанными вершинами зубьев, наружный поперечник чуток меньше других инструментов в наборе;
- 2-ой метчик с более маленьким заборным сектором, более длинноватыми гребнями. Его поперечник чуток больше, ежели у первого;
- 3-ий метчик обладает полными гребнями зубцов, а его поперечник должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для вырезки резьбы снутри трубы и метрические — более всераспространенные.
Качество впрямую находится в зависимости от параметров метчика: он должен быть из неплохого металла и острым. Чтоб продлить срок использования инструмента и повысить качество резьбы, используют смазку. Обычно для приобретения устойчивого навыка вырезки требуется сделать 3 — 5 попыток.
Особенности нарезки
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Конструктивные особенности свёрл под конфирматы
Евровинты ставят как на изделия из твердых пород древесины, так и на мебель из ЛДСП и ЛМДФ. В этих случаях нагрузка на инструмент высокая. При выборе некачественных изделий происходит заметный износ режущей кромки. Нужно убедиться при покупке, что сверло под конфирмат имеет твердость 61−64 по Роквеллу. На упаковке уважающий себя производитель это значение указывает.
Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия. Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть также как и Р9М5 и Р18 это быстрорежущая сталь.

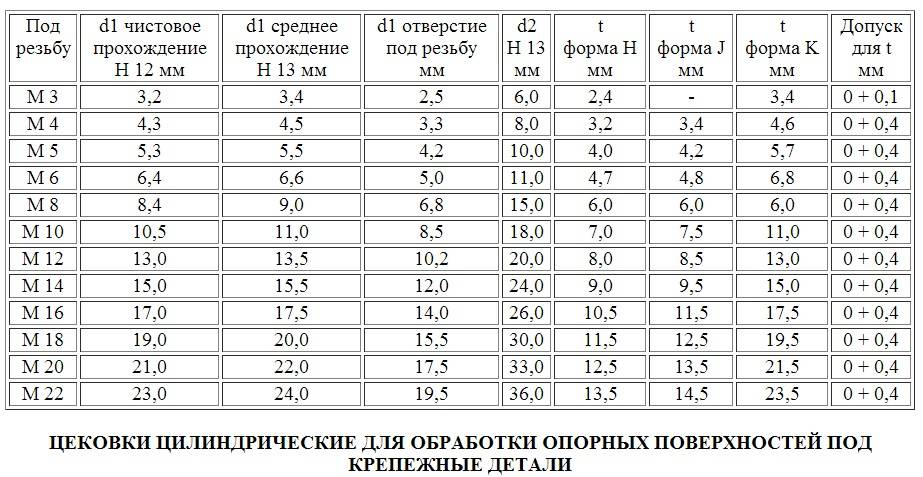
Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под конфирмат и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки. Конструкция повышает производительность работы в несколько раз.
Читать также: Проточный водонагреватель электрический отзывы для дачи
Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать. Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным.
Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.



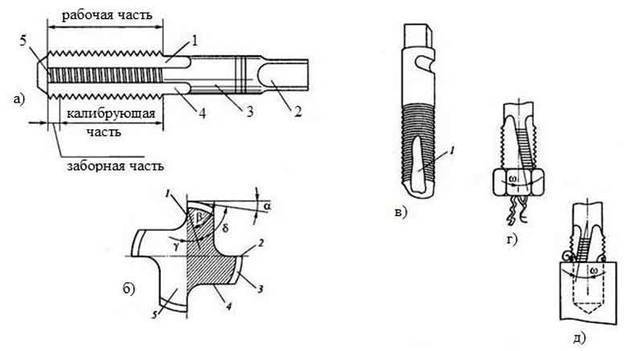
Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья);б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу;в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки;г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением;д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.
С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.

Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.

Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.
Общий вид метчиков из набора