Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
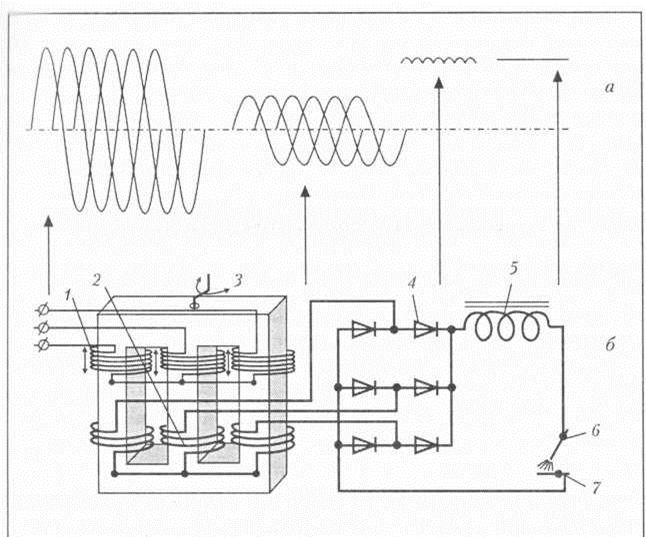
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
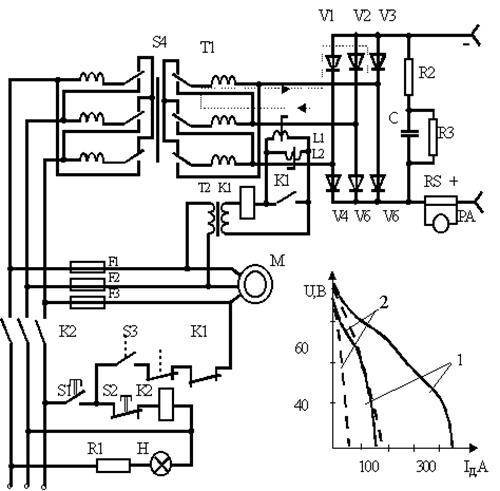
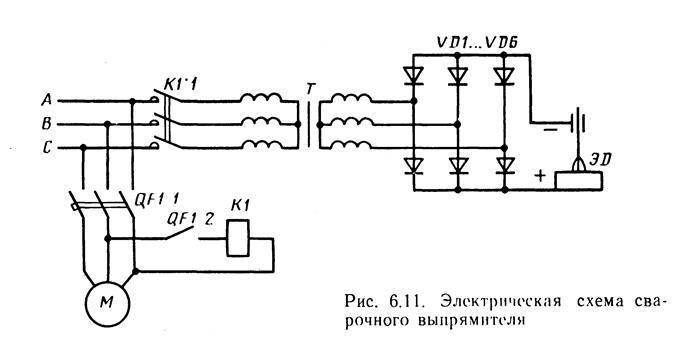
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
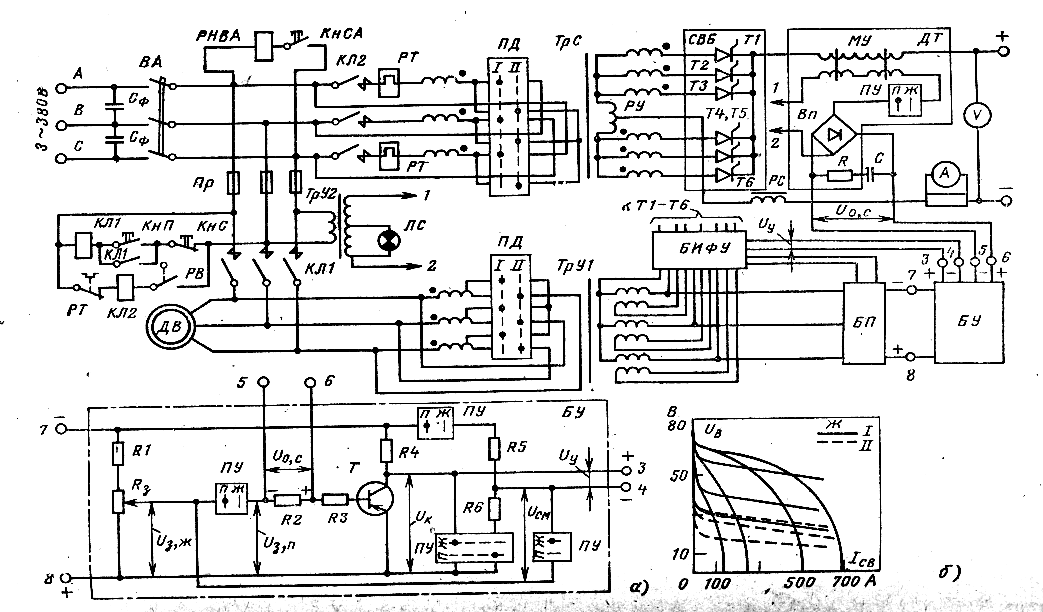
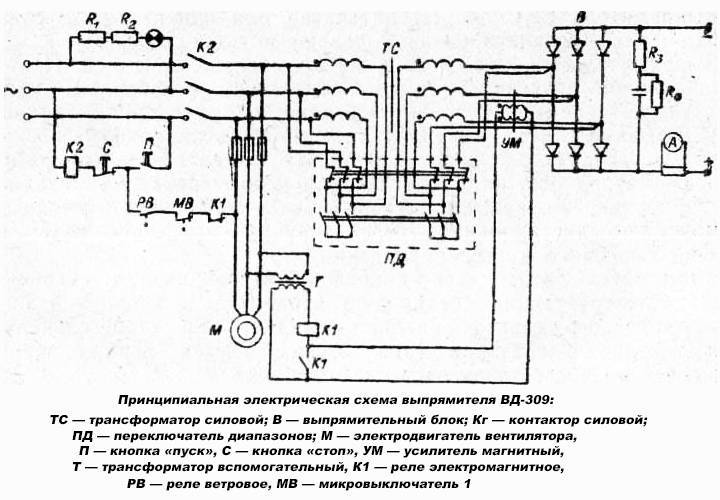
Устройство и принципиальная схема выпрямителя
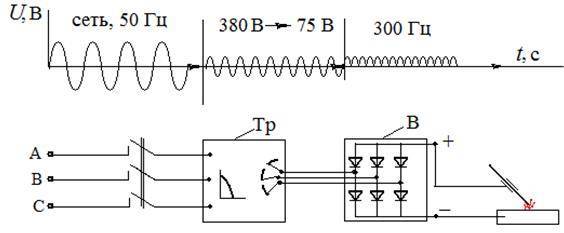
Электрическая цепь прибора включает следующие компоненты:
- Силовой трансформатор. По принципу действия он схож с преобразователем, работающим с переменными параметрами.
- Выпрямительный узел с полупроводниками. Для превращения переменного тока в постоянный в схему включают кремниевые диоды (неуправляемые переключатели), тиристоры (регулируемые вентили).
- Пусковой блок. Устройство автоматически отключает сварочный агрегат при выходе выпрямителя из строя.
- Панель управления. Включает средства регулировки параметров, измерительные приборы.
- Блок защиты от токовых перегрузок. Препятствует выходу аппарата из строя по причине перегрева. Подобные ситуации часто возникают из-за несоблюдения сварщиком технологии работ.
- Охлаждающая система. Схема этого блока содержит вентилятор и несколько радиаторов. Для поддержания нормальной температуры в корпусе выпрямителя после включения агрегата охлаждающая система периодически запускается на некоторое время.
Рекомендуется включать в электрическую цепь трехфазный выпрямитель, снабженный соответствующим трансформатором. В таком случае скачки напряжения будут менее выраженными, это повысит коэффициент полезного действия сварочного оборудования, улучшит качество шва.
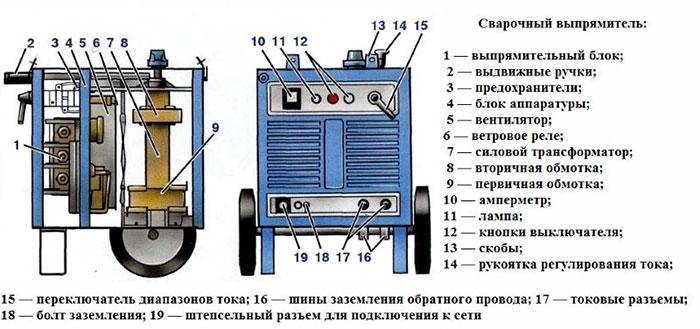
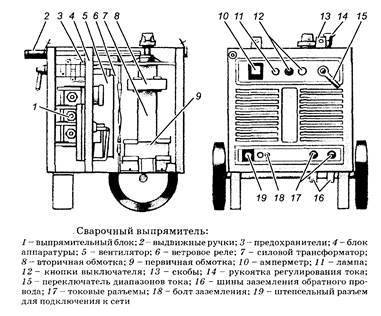
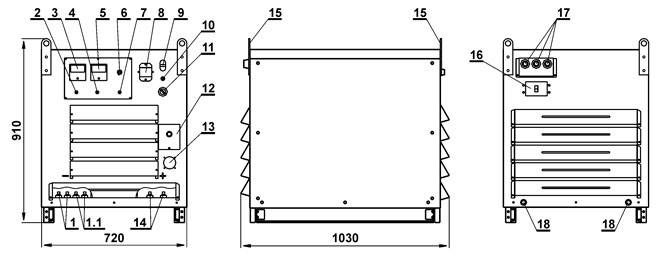
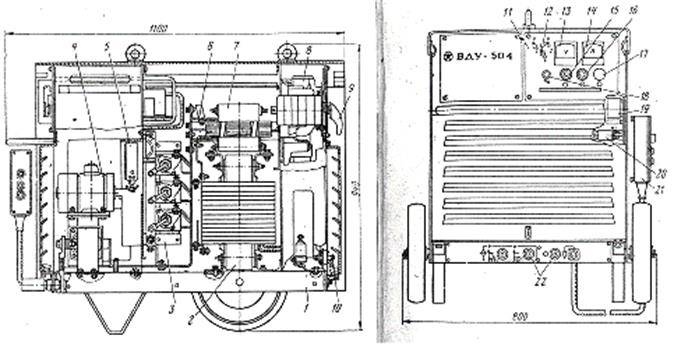
Устройство СВ.
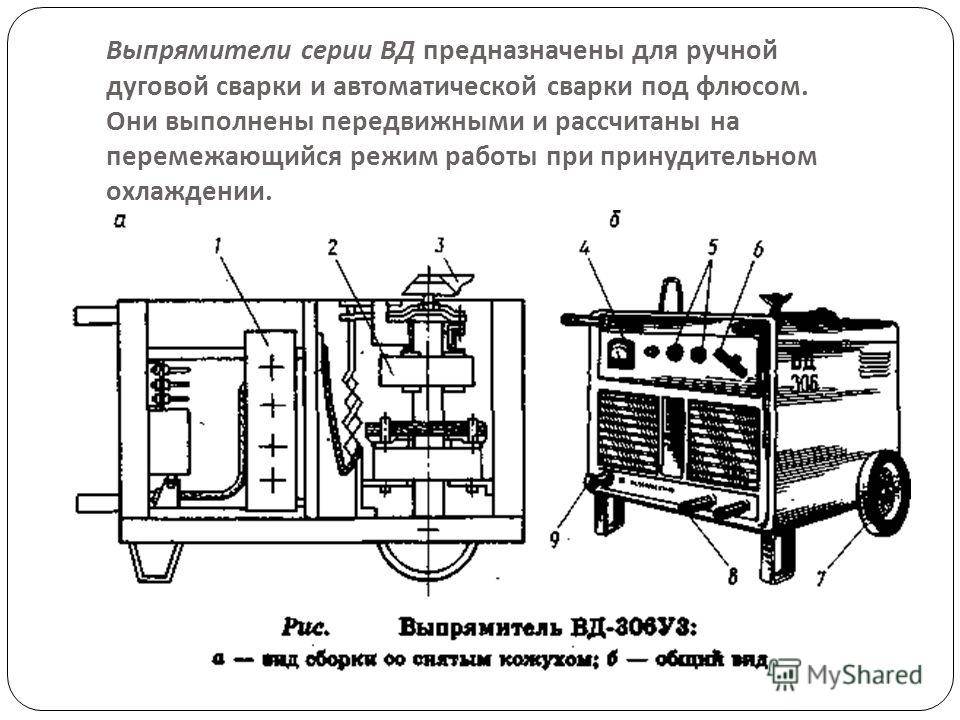
2 Конструктивные особенности и принцип работы
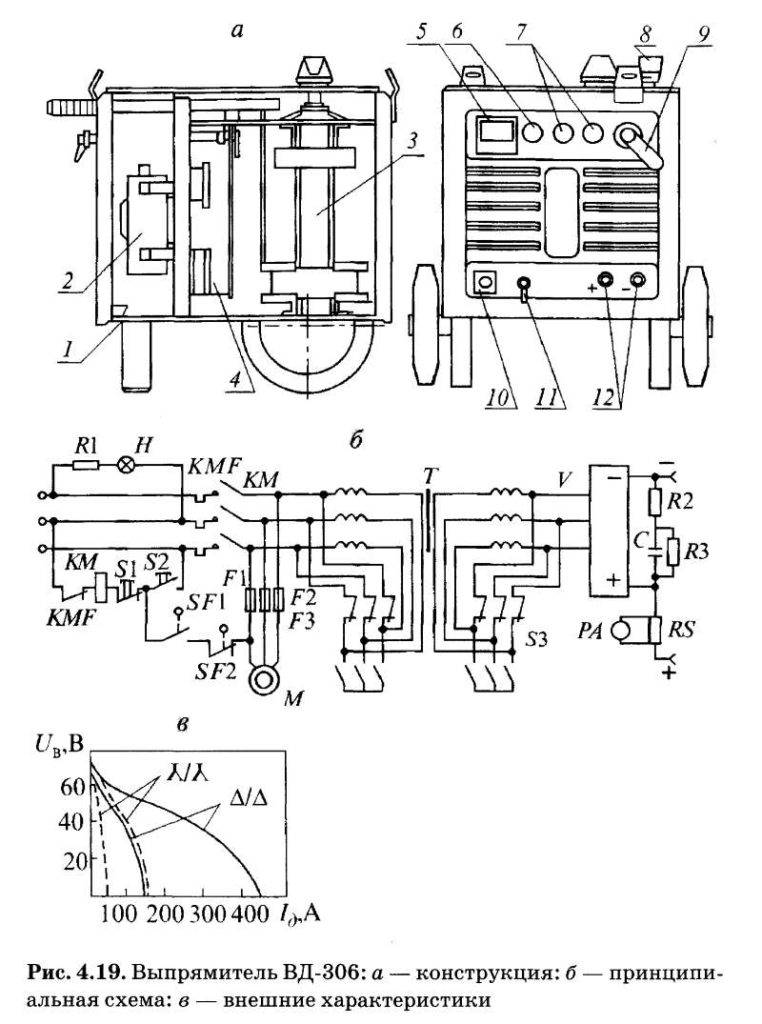
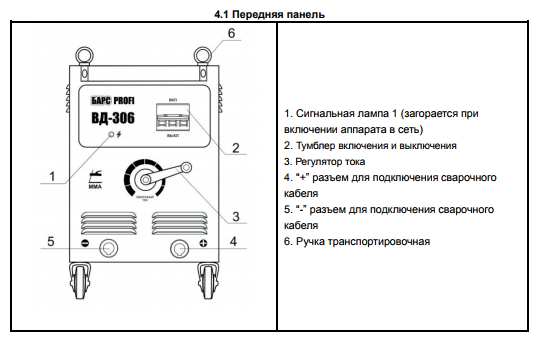
Сварочный выпрямитель ВД 306 является цельнокорпусным передвижным агрегатом.
Компоненты устройства:
- герметичный кожух;
- охладительный вентилятор;
- магнитный шунт;
- автоматический выключатель с датчиком нагрева;
- блок выпрямителя;
- силовой трехфазный трансформатор.
Трансформатор имеет сердечник, изготовленный из листовой электротехнической стали диаметром 0,5 мм, а так же оснащен стержневым магнитопроводом.
Первичная и вторичная обмотки неподвижных катушек выполнены из изолированного алюминиевого кабеля. Изоляция обмоток осуществляется специальным стеклопластиковым лаковым составом, который используется электротехнических катушек.
Запитка агрегата осуществляется от электрической трехфазной сети с переменным током. Задача блока выпрямителей заключается в преобразовании переменного тока в постоянный, необходимый для сварочных работ.
Внутреннее устройство аппарата
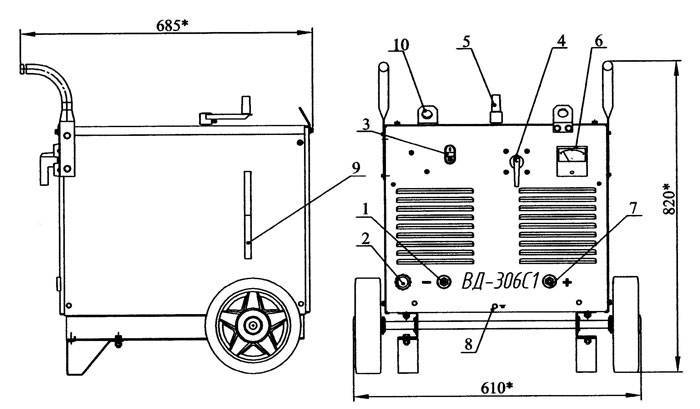
Сила тока сварочного аппарата регулируется с помощью рукояти, размещенной на передней панели. Рукоять при вращении смыкает или размыкает магнитный шунт.
Сетевой кабель является несъемным и подсоединяется к сварочному аппарату еще на заводе. Сварочный кабель присоединяется к разъемам, помеченным символами «+» и «-».
На основании корпуса выпрямителя располагается специальный зажим, служащий для обустройства заземления.
2.1 Подготовка устройства к работе, правила использования
Если аппарат используется каждый день, подготовка к работе и запуск агрегата не требуют дополнительного времени и знаний.
Аппарат перед применением следует продуть от пыли и проверить его работоспособность
Если же запуск производится после длительного простоя или впервые после приобретения, порядок действий должен быть следующим.
- Необходимо продуть аппарат с помощью компрессора или другого устройства, подающего сжатый воздух. Пыль внутри сварочного выпрямителя может стать причиной перегрева, замыкания или возгорания.
- Перепроверить все контактные зажимы. Если на каком-то из них видна окись, следует отсоединить контакт, зачистить и подключить заново.
- Зажать вторичную цепь.
- Обустроить заземление.
- Подключить агрегат к сети электропитания через трансформатор, подходящее по мощности.
- Включить агрегат и убедиться в его рабочей готовности. Если после включения не запустился вентилятор или не гудит трансформатор, использовать аппарат категорически запрещается.
2.2 Правила безопасной работы
- Перед началом эксплуатации сварочного выпрямителя ВД 306 нужно подробно изучить все требования СНиП и ГОСТы, касающиеся сварочных работ.
- Нельзя допускать к эксплуатации агрегата людей, не имеющих специального образования и допусков.
- Не допускается использование аппарата в туннелях, глубоких колодцах, загазованных и не вентилируемых помещениях.
- Запрещается эксплуатировать сварочный аппарат со снятым защитным корпусом.
- Нельзя перемещать агрегат, подключенный к электросети.
- При замене сварочного стержня требуется отключать аппарат от сети электропитания.
- Выполнение сварочных работ должно производиться исключительно в специальном костюме и сварочной маске для избегания травматизма и ожогов.
Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
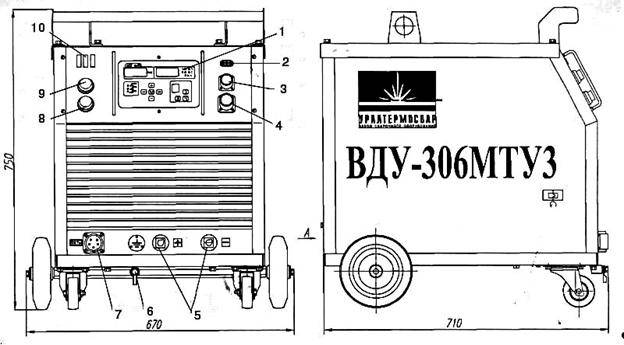
ВДУ-306МТ «Трасса»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.
При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику; плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений; дистанционное регулирование сварочного тока на расстоянии до 30м; выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях; режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва; режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов; функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание; ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в: РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |
При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
Виды выпрямителей
Существует несколько видов выпрямителей:
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
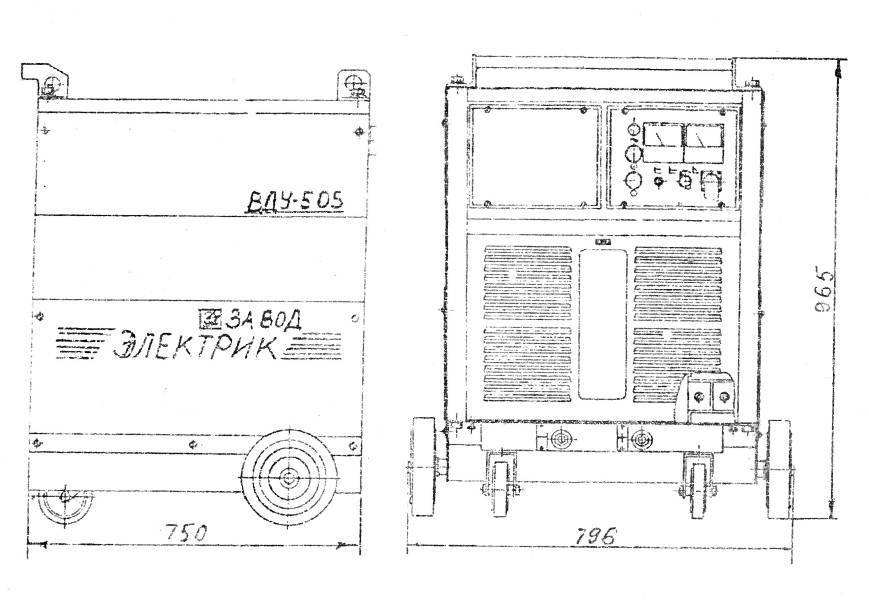
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
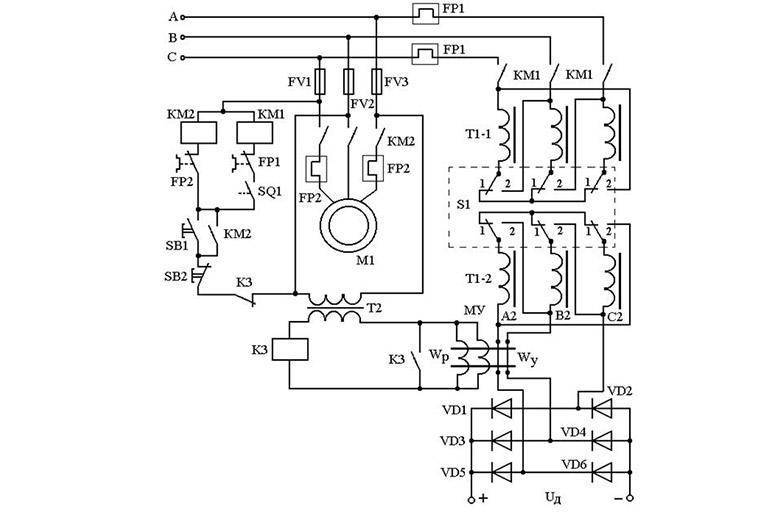
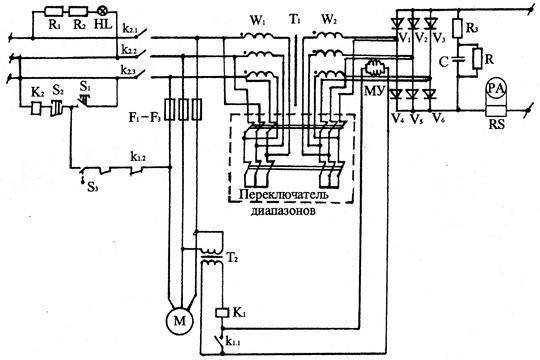
Схема: Дроссельный выпрямитель
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.
Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
![Сварочный выпрямитель [принципиальная схема, характеристики]](https://snabkz.ru/wp-content/uploads/9/5/8/95860550f37745bc53ad60fb6c5a2f09.jpeg)

Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Рекомендуем к прочтению Как сделать сварочный аппарат самостоятельно
Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
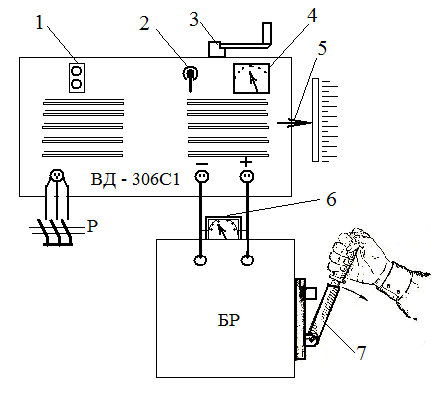
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
Параллельное соединение секций позволяет оптимально комбинировать работу каждой, что очень важно для сварочного аппарата, которым выполняются соответствующие работы. Шаг регулировки силы тока обычно находится в диапазоне от 5 до 10 А
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Отличия выпрямителей от устройств с переменным током
При работе стандартного трансформатора возможна избыточная пульсация выпрямленного тока, чего не происходит при использовании выпрямителя.
Это обусловлено тем, что последние, как правило, выполняются трехфазными. Кроме этого преимущества, у сварочного оборудования происходит равномерная нагрузка фаз питающей сети. Выходные характеристики сварочной дуги также получаются более стабильными. Улучшается качество сварного шва (даже при глубоком проваре). Вопреки заблуждению, стоимость выпрямителей мало отличается от цены на устройства для переменного тока, при этом не страдает надежность, долговечность и простота обслуживания.
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты — рабочий костюм, рукавицы, сварочную маску.

Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
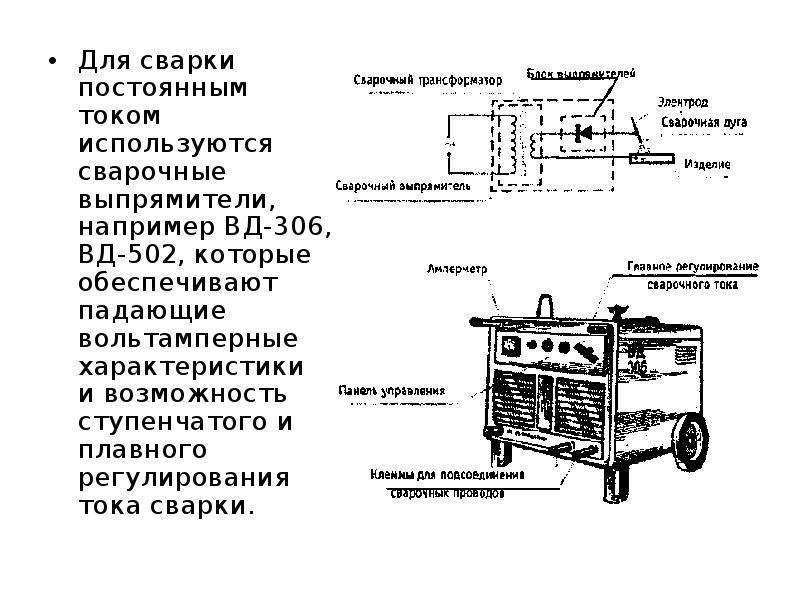
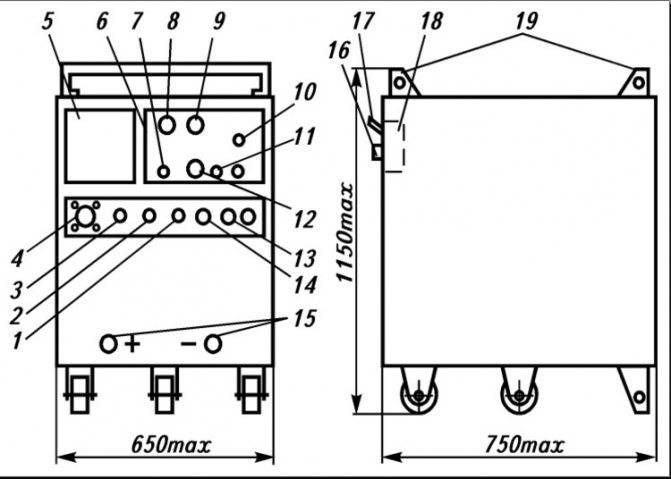
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
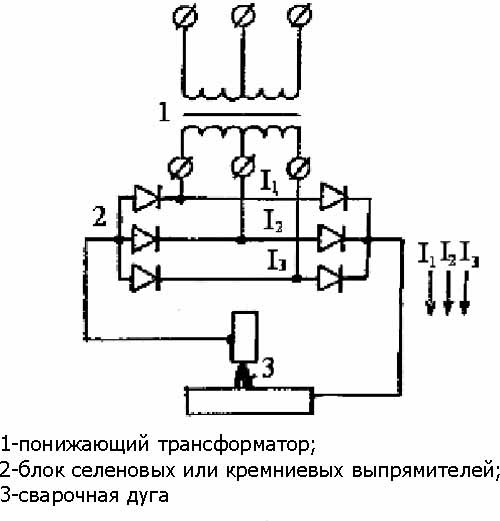
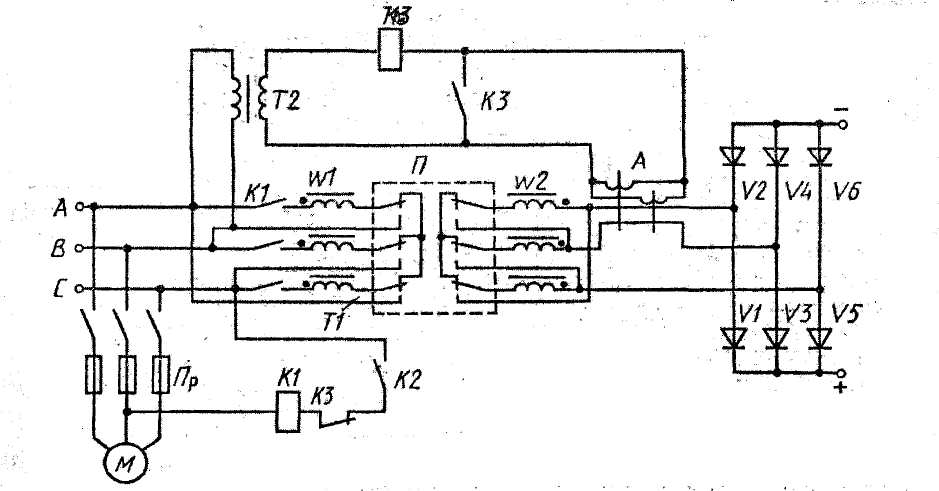
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
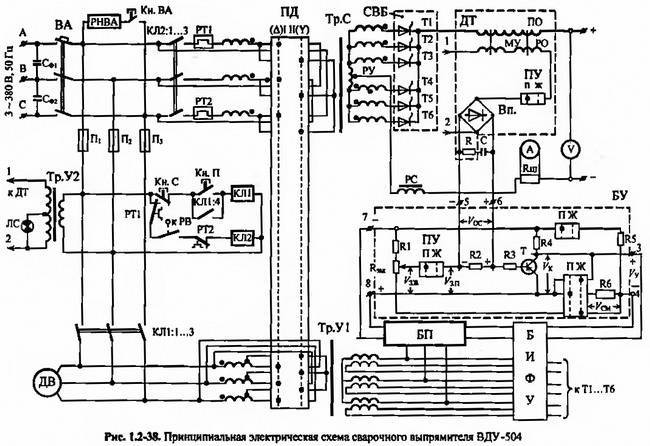
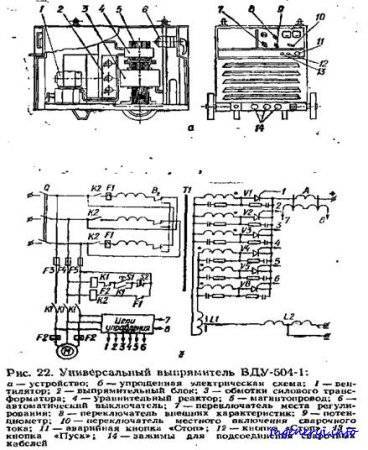
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
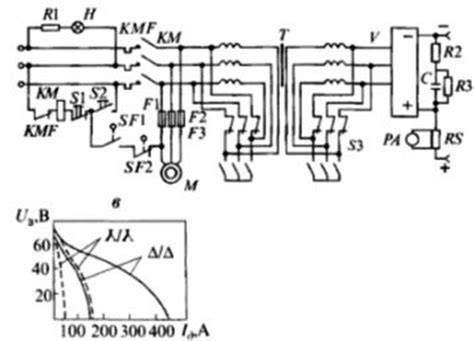
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше
Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично
Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта
Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Несмотря на все трудности, выпрямитель — это очень стабильный и надежный аппарат. Он без проблем переносит небрежное хранение и регулярную работу. В том числе при атмосферных осадках (хотя мы не рекомендуем производить сварку при плохих погодных условиях).
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.