Варим в аргоне алюминий
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Сварочные выпрямители
Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ.
Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост.
Достоинство выпрямителя – возможность эксплуатации в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют. Также он отлично подходит для выполнения сложных сварочных работ, таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам.
Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Электроды
Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80):
ЭВЧ – чистый вольфрам без специальных добавок;
ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%);
ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%);
ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.
| Диаметр электрода, мм | Постоянный ток, полярность | Переменный ток, А | |||||||
| прямая | обратная | ||||||||
| ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | |
| 2 | 80 | 180 | 120 | 20 | 25 | 25 | – | – | – |
| 3 | 230 | 380 | 300 | 35 | 50 | 30 | – | 150 | 180 |
| 4 | 500 | 620 | 590 | 60 | 70 | 60 | 180 | 170 | 220 |
| 5 | 720 | 920 | 810 | – | – | 70 | – | 210 | 270 |
| 6 | 900 | 1500 | 1000 | 100 | 120 | 110 | 250 | 250 | 340 |
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.
А – постоянный ток прямая полярность;
Б – постоянный ток обратная полярность; В – переменный ток;
В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 – 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм.
Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них.
Заточка W-электрода
Расход электродов диаметром 8 – 10 мм при беспрерывной работе в течение 5 часов:
ЭВЧ – 8,4 г/час, ЭВЛ – 1,2 г/час, ЭВИ – 0,18 г/час, ЭВТ – 1,4 г/час. Чтобы уменьшить расход электрода, подачу инертного газа следует начинать до включения сварочного тока, а прекращать после выключения тока и остывания электрода.
Циркониевые и гафниевые электроды используют в горелках для плазменной сварки. Сварка графитовым электродом используется очень редко – главным образом для получения сварных соединений неответственного назначения при изготовлении изделий из низкоуглеродистой стали, заваривании дефектов на чугунном литье и при сварке меди в азоте на постоянном токе прямой полярности.
Лучшие сварочные инверторы с аргонодуговой сваркой
Чтобы варить некоторые цветные металлы, а также качественно стыковать отдельные стальные заготовки, необходимо иметь защитную атмосферу. Эту роль успешно выполняет инертный газ аргон. Такие инверторы имеют более сложную конструкцию и высокую цену
Профессионалы предлагают обратить внимание на следующие модели.
Aurora INTER TIG 200 AC/DC Pulse
Рейтинг: 4.9

Одним из самых популярных инверторов с аргонодуговой сваркой является аппарат Aurora INTER TIG 200 AC/DC Pulse. Модель предназначена для профессионалов, она оснащена всеми необходимыми настройками и регулировками. Хоть прибор и отличается от конкурентов самой высокой ценой, зато ему под силу соединять металлические детали толщиной до 10 мм. Инвертор способен работать в широком диапазоне входного (187-253 В) и рабочего (18-28 В) напряжения. Продолжительность работы на максимальном токе составляет 60 %.
Эксперты учли положительные отзывы потребителей и отдали аппарату первое место в рейтинге. Он удобен в работе, имеет приятный внешний вид, не доставляет сварщику особых проблем.









- качественное изготовление;
- удобство в работе;
- эстетичный внешний вид;
- широкий диапазон настроек.
высокая цена.
Wester TIG 220
Рейтинг: 4.8

Сварочный аппарат Wester TIG 220 высоко оценили профессиональные мастера, с ними солидарны и наши эксперты. В первую очередь стоит выделить ценовую доступность модели, которая прекрасно сочетается с отличными техническими характеристиками. Сварочный ток достигает отметки 220 А, что выше чем у конкурентов, похвастаться может аппарат и длительностью работы на максимальном токе (70 %). Производитель оснастил устройство рядом полезных функций, например, антиприлипание, форсаж дуги и горячий старт. Для настройки инвертора имеется ЖК-монитор, который позволяет регулировать ток с точностью 1 А.
Даже начинающему сварщику сложно будет вывести прибор из строя, т. к. он имеет систему принудительного охлаждения, а в случае перегрева устройство выключит термозащита.
- доступная цена;
- отменные технические параметры;
- богатое функциональное оснащение.
короткие силовые провода.
Сварог PRO TIG 200 DSP (W207)
Рейтинг: 4.8

Высокое качество аргонодуговой сварки способен обеспечить инвертор Сварог PRO TIG 200 DSP (W207). Эксперты включили его в тройку победителей рейтинга благодаря сбалансированности аппарата. Модель оснащена сенсорной панелью управления, широкими возможностями в области дуговой и аргоновой сварки. Совсем немного уступает аппарат лидерам в таких параметрах, как диапазон входных напряжений (187-253 В), максимальный сварочный ток (180 А для ММА). Зато в компактности и легкости он выглядит предпочтительнее. Инвертор имеет все современные функции, начиная с антиприлипания и заканчивая горячим стартом.
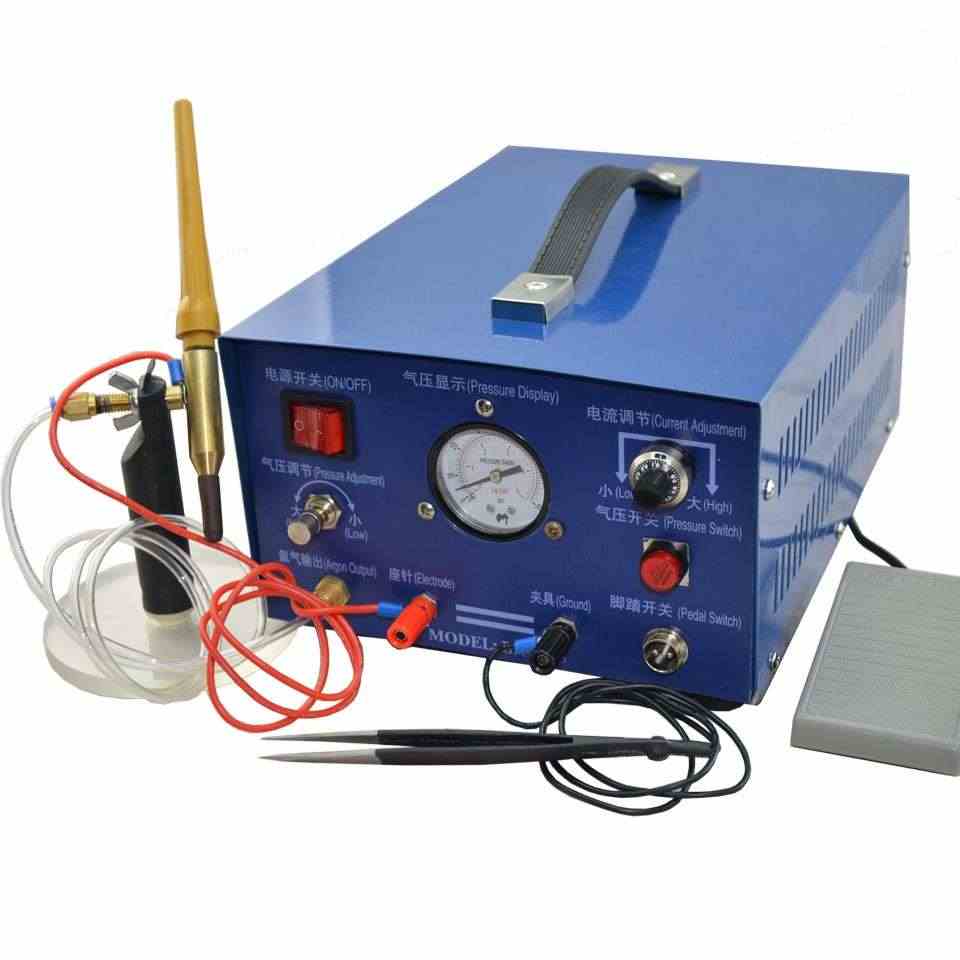
Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.
Аппараты для полуавтоматической сварки MIG/MAG
Сварка МИГ/МАГ называется полуавтоматической, поскольку шов ведется при помощи горелки, но проволока внутри подается от специального механизма с катушки. Принцип действия похож на ММА, только вместо держателя предусмотрена компактная горелка. Металл соединяется за счет электрической дуги (кабель массы подключается к изделию, а «плюс» остается на проволоке).
Аппарат для полуавтоматической сварки — MIG/MAG.
Применение. Благодаря непрерывной подаче присадки можно создавать длинные, аккуратные швы. В сварочной ванне нет шлака, поэтому сварщику лучше ее контролировать. Защитой от внешней среды служит газ, подаваемый от баллона через сопло горелки. Такой вид сварки быстрый и позволяет соединять металл толщиной от 0.6 до 20.0 мм. В зависимости от типа устанавливаемой проволоки можно сваривать черный металл, нержавейку, алюминий. Но за собой требуется возить баллон. Еще при ветре и работе на улице сварочная ванна становится беззащитна (подаваемый газ сдувается).
Схема процесса полуавтоматической сварки.
Смотрите видео о сварочных полуавтоматах MIG/MAG:
Защита сварщика
Сварочный процесс сопровождается большим количеством опасных и вредных факторов: высокой температурой раскаленного металла и шлака, ярким свечением дуги в видимом, инфракрасном и ультрафиолетовом диапазонах, выделением токсичных газов и аэрозолей. При работе с электрическими аппаратами несоблюдение правил техники безопасности чревато риском поражения электрическим током. Поэтому необходимо позаботиться о приобретении маски и защитной одежды.
Сварочная маска или щиток. Это самый необходимый элемент, предназначенный для защиты глаз и лица. Изготавливается чаще всего из пластика или электрокартона (фибры). Щиток приходится держать одной рукой, маска крепится на голову. В конструкцию фильтра согласно ГОСТу должны входить защитное стекло и подложка из оргстекла. В качестве фильтра применяется либо затемненное стекло, либо фильтр «хамелеон», автоматически затемняющийся при возникновении дуги. «Хамелеон» гораздо удобнее, но и стоит дороже. В зависимости от условий сварки применяются стекла различной степени затемненности, в «хамелеоне» она почти всегда регулируется. Для сложных условий работ изготавливаются маски с фильтрами для дыхания или системой подачи воздуха снаружи, а также с возможностью крепления каски и наушников.
Одежда и другие средства защиты. Одежда и перчатки должны быть изготовлены из слабогорючих и нетлеющих тканей вроде брезента, прорезиненных материалов или кожи. Обувь тоже желательна «погрубее», ведь кроме искр и капель металла, на ногу можно случайно уронить железку. Наиболее практичны для этой цели ботинки из толстой кожи или резиновые сапоги. Вся одежда при работе должна быть застегнута и пригнана с таким расчетом, чтобы исключить попадание капель расплавленного металла в ее складки и защитить все участки кожи от вредного воздействия сварочной дуги. Для обеспечения электробезопасности используются коврики из резины или подобных диэлектрических материалов.
Не нужно забывать также и о других средствах защиты — исправность оборудования, наличие заземления, надежная фиксация сварочных проводов в аппарате и целостность их изоляции, надежный электрический контакт обратного провода на детали и т.п. Наконец, не стоит упускать из виду и надежное закрепление свариваемых деталей. Если правильно организовать рабочее место и работать, сообразуясь со своими возможностями и без спешки, тогда и работа, и результат будут только радовать.
Эксплуатация аппарата
Вторая часть нашей статьи посвящена эксплуатации сварочного инвертора. Представим, что вы уже выбрали и купили свой первый сварочный аппарат и хотите приступить к работе. Если у вас достаточно времени и терпения, можете прочесть эту статью. Там мы подробно рассказываем обо всех нюансах, связанных с использованием инвертора. Здесь же мы приведем краткую выжимку из той статьи.
Сварочные кабели и их подключение
При работе с инвертором нужно начать не с самого инвертора, а с правильной коммутации. Во время проведения работ вы должны использовать два кабеля, которые подключаются к разъемам «+» и «-» на задней стенке инвертора
Не важно, в какой разъем вы будете подключать каждый из кабелей. Просто наугад вставьте один кабель в плюс, а другой в минус
А далее все будет сложнее.
К одному кабелю нужно будет подключить держак, а к другому деталь
И здесь уже важно, к какому именно кабелю будут они подключаться — к плюсовому или к минусовому. Чтобы разобраться с этой задачей, определитесь с полярностью
Если будете варить на прямой полярности, то подключите к держаку минусовой кабель, а плюсовой — к детали. Если варите на обратной полярности, то выполните те же действия, только наоборот.
Учитывайте, что данные рекомендации применимы только к инверторам, работающим на постоянном сварочном токе. Инверторы на переменном токе нужно подключать иначе. Мы рекомендуем покупать инверторы на «постоянке», они лучше держат дугу и больше подходят для новичка.
Перед началом работ и во время их проведения следите за кабелями. Они должны быть надежно закреплены в гнезде. Если хоть один кабель будет отходить, то дуга будет гореть нестабильно или может вовсе оборваться в самый неподходящий момент. Что касается длины кабелей, то постарайтесь не использовать очень длинные кабели. Оптимальная длина — не более 2 метров. Обычно в комплекте со сварочным аппаратом идут штатные кабели, но мы рекомендуем заменить их на более качественные.
Подбор режима сварки
Подбор режима сварки — это целая наука. Вы можете купить дорогой инвертор, качественные электроды, посмотреть десятки видео-уроков в интернете. Но качество работ все равно будет зависеть от режима сварки. Неправильно подобранный режим может испортить все. Поэтому нужно подходить крайне ответственно.










Итак, что же такое режим сварки? Говоря простыми словами, это совокупность настроек, которые вы выбираете для своих сварочных работ. Для каждой сварки должен быть свой отдельный режим. Поскольку не существует двух совершенно одинаковых деталей (только если это не конвейер). Обычно к режиму сварки относят силу тока, его род, напряжение, выбор электрода и пр.
Сварка
Наконец, вы подключили кабели, настроили режим сварки и готовы к работе. Чтобы начать сварку, возьмите в одну руку держак (он же держатель для электродов) и вставьте в него электрод. Зачем зажгите дугу. Это можно сделать двумя способами: постучав концом электрода о поверхность металла или путем чирканья тем же электродом, словно спичкой. Первый метод проще, чем второй, и требует меньшего опыта.
Во время сварки электрод будет плавиться, и уменьшаться в размере. Поэтому, когда его длина достигнет всего 2-3 сантиметров, его нужно сменить. Чтобы заменить сварочный электрод остановите сварку и только после этого достаньте стержень из держателя. Вставьте новый и продолжайте работу.
Обслуживание
После приобретения сварочного инвертора вы должны не только научиться его использовать, но и понять, как его правильно обслуживать. Самое главное, что нужно выполнять регулярно — это очистка самого аппарата и его микросхем от пыли. Такая процедура проводится в любом сервисном центре. Опытные сварщики самостоятельно чистят свои аппараты, но мы не рекомендуем выполнять такие работы новичку. Профессионалы используют для очистки специальные приборы и сжатый воздух. Вряд ли у вас в гараже есть такое оснащение. Поэтому отдайте инвертор специалисту и спите спокойно.
Периодически сами проверяйте исправность всех кабелей. Особенного сетевого. Сетевым называют тот кабель, с помощью которого аппарат подключается к розетке. Не должно быть разрывов или заломов. Желательно проверять кабели раз в месяц.
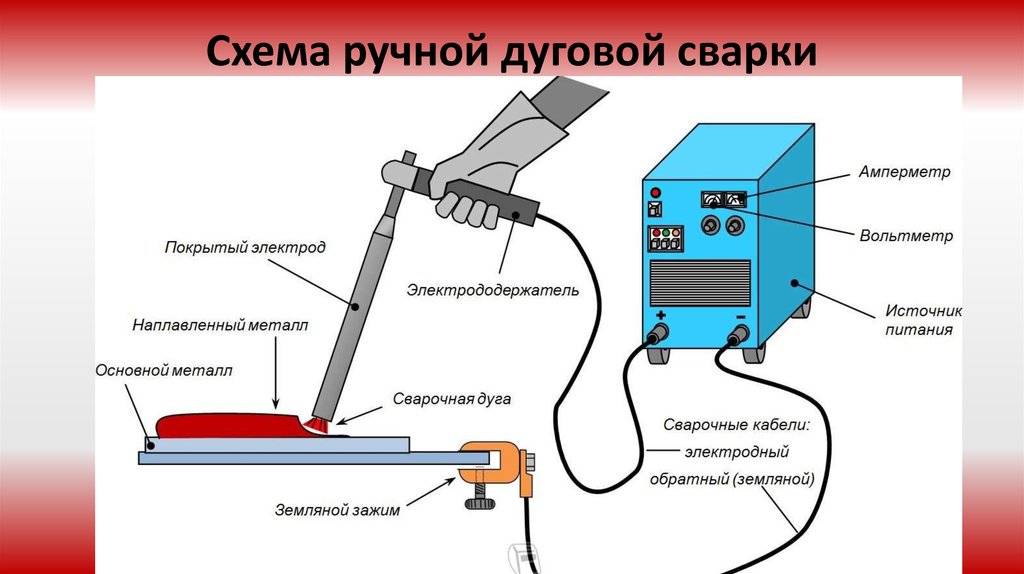
Разновидности сварочных аппаратов
Сварочные аппараты необходимы для образования очень высокой температуры, под воздействием которой металлы формируют прочные межатомные соединения. Необходимый температурный режим достигается благодаря электрической дуге. Дуга представляет собой короткое замыкание, которое может образовываться между двумя электродами, но чаще всего разжигается между электродом и свариваемой поверхностью.
Именно от дуги, конкретнее – от ее стабильности – зависит качество соединения
И для начинающего сварщика, и для профессионала важно, чтобы шов не имел дефектов, был равномерно проплавлен и впоследствии хорошо переносил воздействия внешней среды. Хороший сварочный аппарат должен обеспечить оптимальные характеристики тока для предполагаемых работ
И продвинутый сварочник, и бытовой сварочный прибор производят ряд преобразований электрической энергии, которая была получена из сети. Прежде всего, у нее снижается напряжение, в то время как сила тока растет. Некоторые модели преобразуют переменный ток в постоянный или изменяют частоту тока. В зависимости от способа преобразования энергии, сварочные приборы бывают:
- Трансформаторными;
- Инверторными;
- Выпрямительными;
- Полуавтоматическими.
Особенности и сложности сварки алюминия
Прочные и качественные сварочные швы
Оксидная пленка представляет собой не единственную сложность, которую приходится учитывать при сварке алюминия. Есть и другие:
- необходимость использования теплоотводящих подкладок из-за высокой текучести металла;
- сваривать его рекомендуют только аргоном;
- перед сваркой необходимо учитывать усадку, которая наступает при застывании из-за высокого коэффициента линейного расширения алюминия;
- риск образования трещин из-за водорода, который во время сварки выходит наружу;
- не всегда получается определить марку металла.
Мало того, следует учитывать, что варить алюминий можно только при воздействии высоких электрических разрядов.
Алюминий можно варить только при воздействии высоких электрических разрядов
Подготовка помещения
При выборе помещения, где будет производиться сварка, необходимо учитывать следующее:
- полная чистота и отсутствие пыли;
- отсутствие сквозняков, даже простого движения воздуха — скорость ветра не должна превышать 0,2 м/с;
- сварка алюминия не приемлет грязи, поэтому заготовки и присадочную проволоку тщательно очищают;
- оборудование и горелку промывают спиртом и прочищают перед работой и несколько раз — в процессе.
Чаще всего рабочее место очищают посредством химической очистки, сварочную проволоку, которой не удалось сразу найти применение, кладут после сушки в сухой шкаф с плотно закрывающимися створками.
Fubag ir 200
Третье место по популярности у пользователей в нашем рейтинге занимает Fubag ir 200. Он получает «бронзу».
Аппарат относится к серии IR. В эту серию входят инверторные источники питания, которые зарекомендовали себя, как надежные, обеспечивающие высокое качество сварки. Инверторы предназначены для ручной дуговой сварки покрытым электродом в диапазоне сварочных токов 30 …200А и пользуются спросом у строителей и ремонтников, а также у просто любителей сварки. В интернете есть видеоролик, где представительный джентльмен рассказывает на немецком языке (на который накладывается русскоязычный перевод) о преимуществе устройств с индексом IR и достоинствах техники Fubag в целом. После просмотра ролика может сложиться неверное представление, что оборудование, выпускаемое под данной торговой маркой, производится в Германии. Однако, это не так, место размещения производственных мощностей – Китай, точно так же, как и в случае с первыми двумя «конкурсантами», получившими «золото» и «серебро», Ресантой и Сварогом соответственно.
Зарегистрирован бренд Фубаг, по заверениям продавцов, в Германии. Может быть, но мы не стали проверять. Если вы склонный к сутяжничесту, можете самостоятельно отправить запрос по соответствующему адресу, тем не менее, не факт, что вы получите скорый ответ.
Вспоминается история с инвертором Herz, на картонной коробке которого для убедительности был указан следующий адрес: SCHLINCKSTRASSE,5 D-21207 HAMBURG, GERMANY. На самом же деле на SCHLINCKSTRASSE находится центр Генри Мюллера, который занимается логистикой, а про Herz там никто никогда не слышал. С подобной нестыковкой вы можете столкнуться и при попытке узнать «родословную» Fubag. Что абсолютно точно известно, производится инвертор Фубаг на заводе HUGONG welders и, по некоторым данным, оригинальное его название СARiARC 200.
Флагманом серии IR является Fubag ir 200 vrd. Индекс «vrd» означает, что аппарат снизит напряжение холостого хода до безопасного во время работы в помещениях с повышенной влажностью, колодцах и т.д. Функция отключаемая, так как влияет на стабильность дуги и простоту поджига электрода, поэтому в нормальных условиях ей обычно не пользуются.
Отзывы по поводу качества сварки инвертором Fubag ir 200 положительные. Варят они очень хорошо: сварочный процесс легко управляем, мягкий, дуга не рвется даже если держать электрод на большом расстоянии, поджиг электродов производится одним-двумя касаниями (это относится и к электродам с основным покрытием, но только при условии, что вы варите по чистой поверхности, зачищенной от загрязнений, ржавчины, лакокрасочных покрытий). Все это благодаря функциям HOT START, ARC FORC. А вот функция ANTI STIC в аппарате не работает, при залипании не происходит сбрасывания тока, а электрод начинает греться.
Управление аппаратом осуществляется путем вращения одной-единственной ручки, с ее помощью также задается величина сварочного тока. Значения тока отображаются на трехзначном дисплее, это очень удобно в том плане, что можно запомнить точный режим и в дальнейшем вернуться к нему и воспроизвести его с минимальной погрешностью. Оптимальный электрод для работы с данным инвертором – «тройка». «Четверку» тоже можно использовать, но непродолжительное время. То же самое с резкой – «четверкой», но недолго. По маркам, лучше всего для черных сталей брать ОК 46.00.
Байонетные разъемы инвертора обеспечивают быстрое подключение сварочного кабеля, который, кстати, хорошо весит – это хороший признак – значит на сечение кабеля и на меди не сэкономили (алюминий металл легкий). Электродержатель и клемма массы среднего качества изготовления, но, в случае, когда они комплектуются производителем, это всегда «расходные материалы».
Ремонтопригодность
Модель Fubag ir 200 ремонтопригодна в отличие от серий IN и IQ. Например, в инверторе FUBAG IQ 160 возникают проблемы с креплением радиодеталей к радиаторам, платы могут быть залиты компаундом из-за чего в них «ковыряться» никто не будет. Замена силового блока обходится дорого. С серией IR таких проблем не было замечено и их абсолютно точно принимают в ремонт. Поэтому при покупке главное не перепутать серии аппаратов. Серии IN и IQ скорее всего отработают свой гарантийный срок, после чего их можно будет со спокойной душей выкидывать на помойку.
Сварочное оборудование
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.








В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
Выбираем сварочный инвертор по техническим характеристикам
Перед тем как выбрать сварочный аппарат для дома и дачи на 200 в, необходимо определиться, для каких целей он будет использован. Если нужно собрать дачные ворота и калитку, или приварить петли, или сварить конструкцию для теплицы и так далее, то выбирается прибор из категории бытовых. То есть со знанием силы тока, не превышающего 200 ампер. Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
На что необходимо обратить внимание в первую очередь – на мощность агрегата, а точнее на номинальную силу тока. Эта характеристика обязательно производителем указывается в паспорте изделия
Что обозначает данное значение – максимальную силу тока, при котором прибор будет работать корректно, не перегреваться. Конечно, с учетом периода постоянной работы и времени отдыха.
Характеристики сварочного аппарата Источник www.krin.kz
К примеру, если свариваются стальные заготовки толщиною 3-4 мм электродом диаметром 3 мм. Для этого подойдет сварка аппаратом, у которого сила тока – 120 ампер. Но не стоит сразу приобретать его. Все дело в том, что:
- сварочный инвертор в этом случае будет работать на пределе своих возможностей, а это приведет к быстрому снижению эксплуатационного его ресурса;
- перепады напряжения в частных домах и на дачах – дело обычное, и в этом случае вместо 220 вольт напряжения на выходе, вы получите всего 180 в, а значит, номинальное значение сварочного тока будет ниже заявленной в паспорте.
Поэтому рекомендуется приобретать сварочный инвертор мощностью на 30% выше. То есть, если по расчетам вам потребуется прибор со сварочным током 120 А, то лучше купить агрегат на 160 А.
Внимание! Сварочные кабели длиною свыше 4 м также снижают силу сварочного тока. И это надо учитывать в обязательном порядке
Для выполнения бытовых сварочных работ лучше приобретать аппараты с силой тока не меньше 160 А. В любом случае не прогадаете.
Как надо настраивать сварочный инвертор Источник nashprorab.com
Сетевое напряжение
Это следующий шаг в выборе сварочного инвертора. Казалось бы, что может быть проще, ведь бытовые сварочные инверторы работают от обычной розетки, где напряжение 220 вольт. Надо отметить, тот факт, что инверторы бытового типа будут стабильно работать, если напряжение в сети будет в пределах 188-254 В. Это заложено производителями.
К сожалению, на загородных участках и дачах напряжение питающей сети оставляет желать лучшего. И оно может отличаться от номинального на 20% и выше
И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
- может ли он подключаться к генератору, с помощью которого повышается напряжение в сети;
- или каков диапазон рабочего напряжения, будет ли он совпадать с понижением на 20%.
Если таких пометок нет, то такой прибор для дачи лучше не приобретать. Такие агрегаты подойдут для работы в городе, где напряжение более или менее стабильно.
И еще один момент. Опытные сварщики знают, что от качества сварочного инвертора зависит качество самой сварки. Поэтому свое предпочтение они отдают серьезным производителям, давно зарекомендовавших себя на рынке. Поэтому идем дальше, и, отвечая на вопрос, как выбрать сварочный инвертор, переходим к рейтингу агрегатов.