Разновидность строгальных станков по металлу.
Строгальные станки по металлу представляют собой группу оборудования. В ее состав входят следующие станки:
- долбежные,
- протяжные,
- продольно-строгальные,
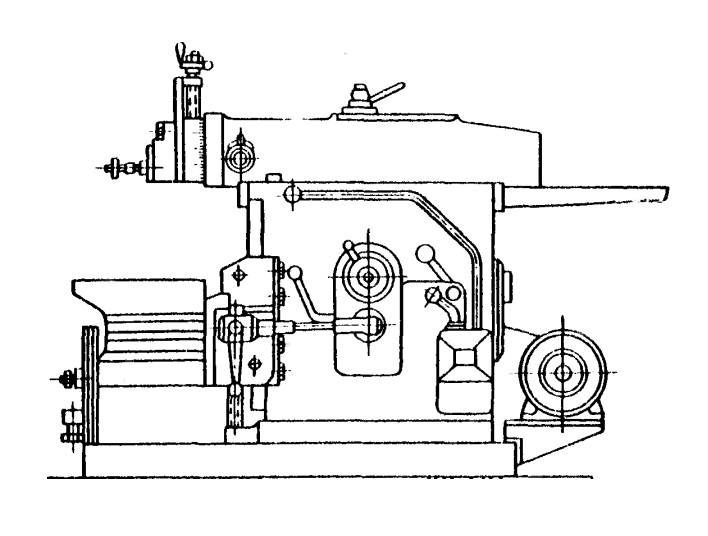
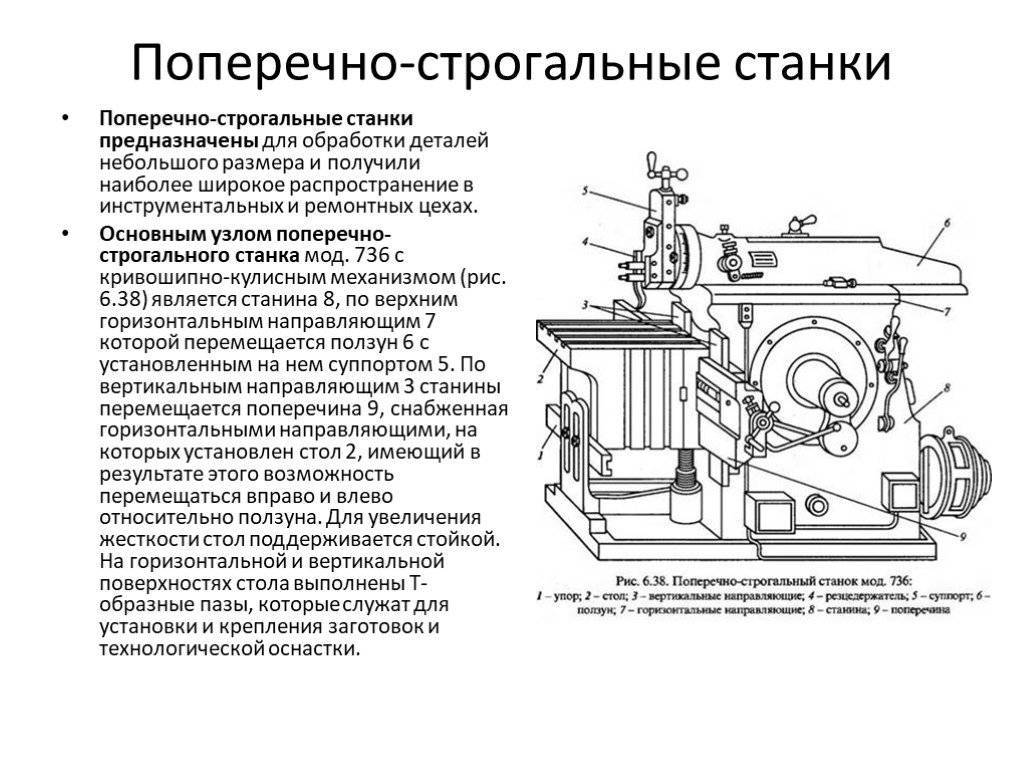
- поперечно-строгальные,
- фасонно-строгальные.
Деление станков на поперечно-строгальные и продольно-строгальные зависит от движения самой детали или режущего инструмента. В продольно-строгальных станках основные движения выполняются заготовкой, которая закреплена специальным образом. Они предназначены для работы с небольшими заготовками. Резцы в нем двигаются с определенной скоростью.
Поперечно-строгальное оборудование по металлу предполагают работу со средними размерами заготовок. Также их функцией является проделывание отверстий, выемок и каналов.
https://youtube.com/watch?v=qgQHoIeL1YE
Классификация строгальных станков по металлу
Выделяют два основных вида оборудования:
· Поперечно-строгальные станки;
· Продольно-строгальные станки.
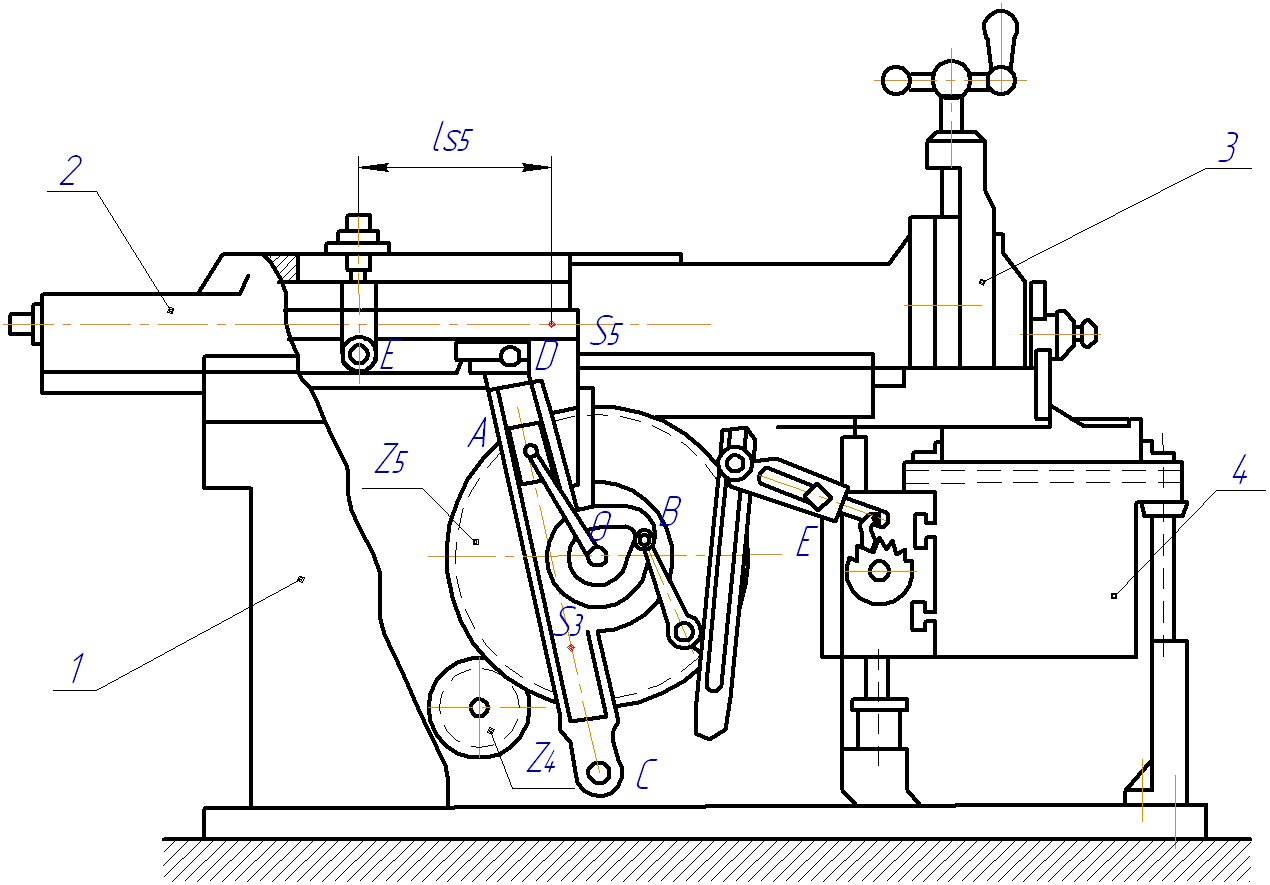
Они отличаются между собой по характеру обрабатывающего движения. Основному резцу поперечно-строгального станка, который закрепляется в суппорте, сообщается прямолинейное возвратно-поступательное движение. У продольно строгального станка по металлу движется сам стол, на котором закрепляется изделие. Фактически процесс резания можно разделить на два шага – рабочий и холостой ход. Сначала резец продвигается вперёд, а затем возвращается в исходное положение.
Скорость движения остаётся постоянной, если используется гидравлический привод. На тех моделях, где установлен кулисно-кривошипный привод скорость резца меняется от нуля до максимальной.
Строгальный станок по металлу является одним из наиболее распространённых видов оборудование в своей области. Он применяется при обработке фасонных и плоских поверхностей. Продольно-строгальные станки предназначаются для обработки небольших заготовок. Особенность его конструкции заключается в обеспечении максимального удобства при работе.
Поперечно-строгальные станки в свою очередь активно используются работы с деталями средних размеров. Другими их функциями являются прорезание отверстий, пазов, каналов и выемок.
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. К примеру, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальное оборудование следует использовать в технологических кампаниях по обработке и производству разного типа деталей. Исходные разновидности заготовок проходят процесс многоэтапной обработки на станках определённого вида. В оборудовании, производящемся на предприятии машиностроительного типа, используются детали разных конфигураций и габаритов.
Оснастка
Срезка материала невозможна без острых стальных резцов, которыми оснащают оборудование. Прежде чем приступать к обработке заготовки, необходимо тщательно подойти к выбору оснастки. Мастера советуют учитывать при покупке резцов:
размеры;
область применения;
прочностные характеристики;
остроту.


Главное преимущество строгальных станков – простота эксплуатации. Выполнить монтаж нового резца можно без опыта и особых знаний об устройстве конструкции установки. Во время работы стоит позаботиться о грамотном использовании резцов, чтобы продлить срок службы комплектующих.

Принцип работы и конструкция станка
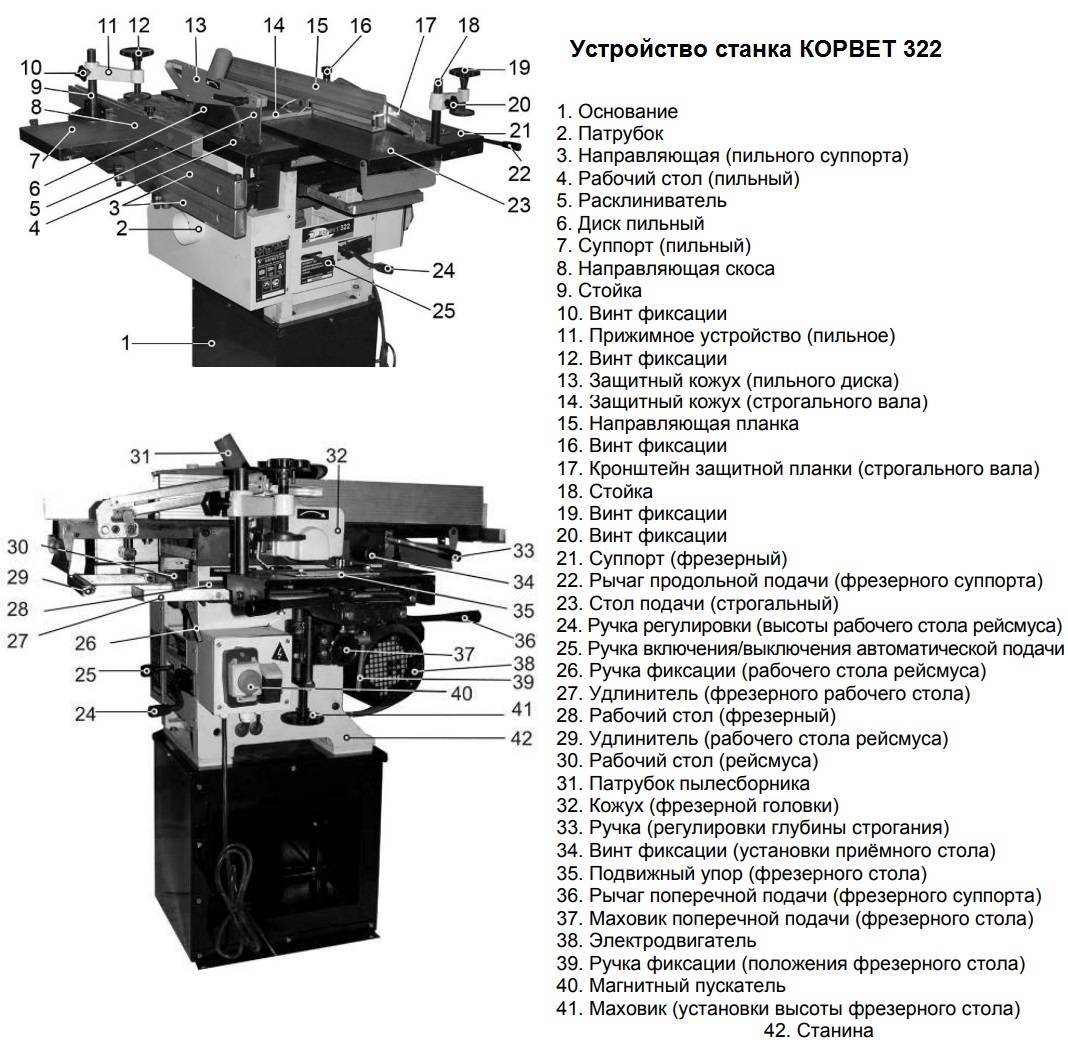
Строгальные станки используются в процессе производства паркета, багетов, карнизов, а также для распиловки «начисто». При помощи такого станка можно осуществить обработку любой линейчатой поверхности: горизонтальной, вертикальной, наклонной, расположенной под разными углами.
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
- настольные
- стационарные.
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Инструмент и приспособления для строгальных станков
Обработка металлов на строгальных станках называется строганием. Инструментами для строгания служат резцы, подобные токарным резцам. Резцы бывают черновые и чистовые. В зависимости от условий работы и обрабатываемой поверхности используют резцы разных размеров и конструкций.
По конструкции строгальные резцы бывают прямые и с отогнутыми головками. На рисунке ниже показаны основные виды строгальных резцов, применяемых для обработки различных поверхностей.
Строгальные резцы

а — проходные; б — подрезные; в — подрезные отогнутые; г — прорезной; д — прорезные отогнутые.
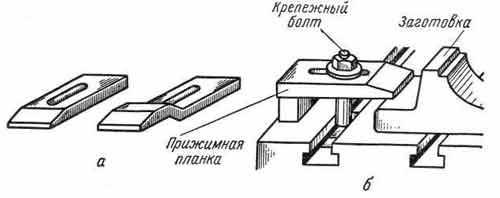
В качестве приспособлений при работе на строгальных станках широко используют машинные тиски, которые бывают простые и поворотные. Наиболее распространены поворотные машинные тиски.





Поворотные машинные тиски

Они удобны тем, что верхнюю часть тисков вместе с обрабатываемой заготовкой можно повернуть в горизонтальной плоскости на требуемый угол. Средние и крупные заготовки, которые нельзя закрепить в тисках, крепят непосредственно на столе при помощи планок, болтов, скоб и прихватов, струбцин и других.
Прижимные планки (а) и способ крепления заготовки (6)
Вопросы
- Как называется обработка на строгальных станках?
- Что служит основным рабочим инструментом при строгании?
- Какие приспособления используют при строгании?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
Устройство
Для качественного выполнения порученных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станина;
- блока управления;
- суппорт с одним или несколькими резцедержателями;
- рама (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первая цифра обозначает номер группы по классификационной таблиц. Для строгальных станков — это цифра 7. Вторая цифра, указывает на тип станка (1 – одностоечный продольно-строгальный; 2 — двухстоечный продольно-строгальный; 3 – поперечно-строгальный; 4 – долбежные; 5- протяжные горизонтальные; и т.д). Третья и четвертая цифры обозначают наибольший размер обрабатываемой детали.
Особенности конструкции и эксплуатация строгальных станков по металлу
Помимо принципа работы и расположение резцов одним из главных особенностей, которым обладает строгальный станок по металлу, является количество ножей. Существует односторонние, двухсторонние и четырёхсторонние.
Естественно, что четырёхсторонний станок способен обеспечить максимальное качество обработки поверхности. Другими немаловажными факторами являются плавность рабочего хода, скорость движения резцов, надёжность работы и т.д. К тому же, четырёхсторонние строгальные станки по металлу способны обрабатывать деталь сразу с нескольких сторон. В свою очередь благодаря этому появляться возможность значительно повысить производительность и эффективность работы.
Строгальные станки по металлу применяются для обработки мелких и относительно крупных заготовок, также они подходят для работы с длинными и широкими поверхностями. Как правило, подобное оборудование больше востребовано для небольшого производства. На крупных предприятиях, где налажено крупносерийное производство, используются профессиональные фрезерные, протяжные и шлифовальные станки.
Сейчас на рынке представлено множество разнообразных моделей от тех или иных компаний. В зависимости от мощности, функциональности и других характеристик стоимость строгальных станков по металлу отличается. Цена начинается от 50-70 тысяч рублей за простые модели и достигает нескольких сотен тысяч за более продвинутые.
При выборе необходимо ориентироваться не только на стоимость оборудования, но и на его особенности. В любом случае станки должны полностью соответствовать поставленным задачам. В противном случае будут некоторые проблемы, в частности производительность оборудования будет недостаточной, либо наоборот, стоимость завышенной.
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.
Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.




Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
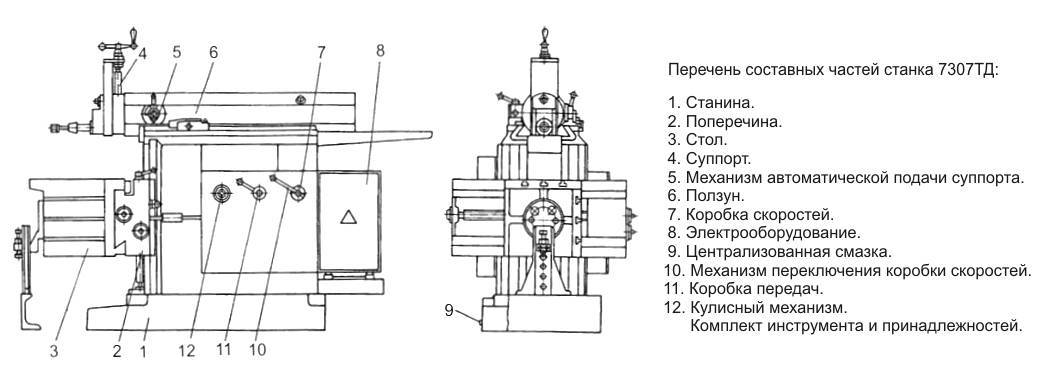
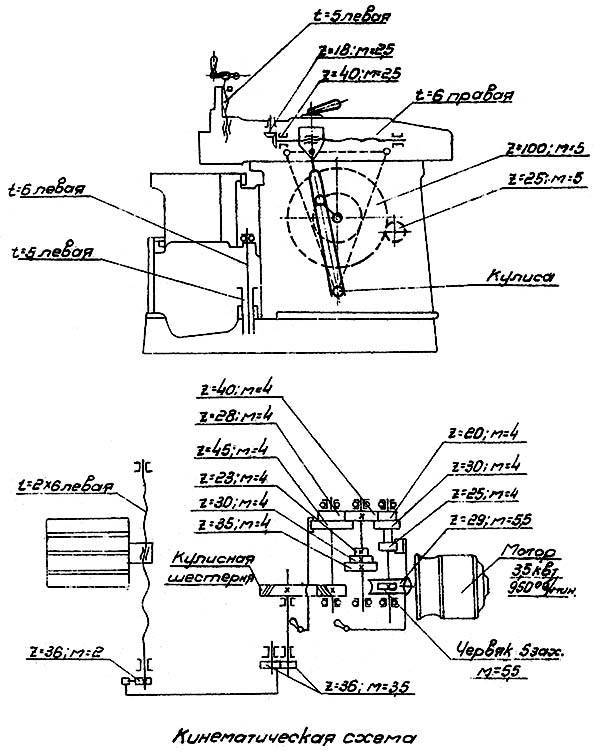
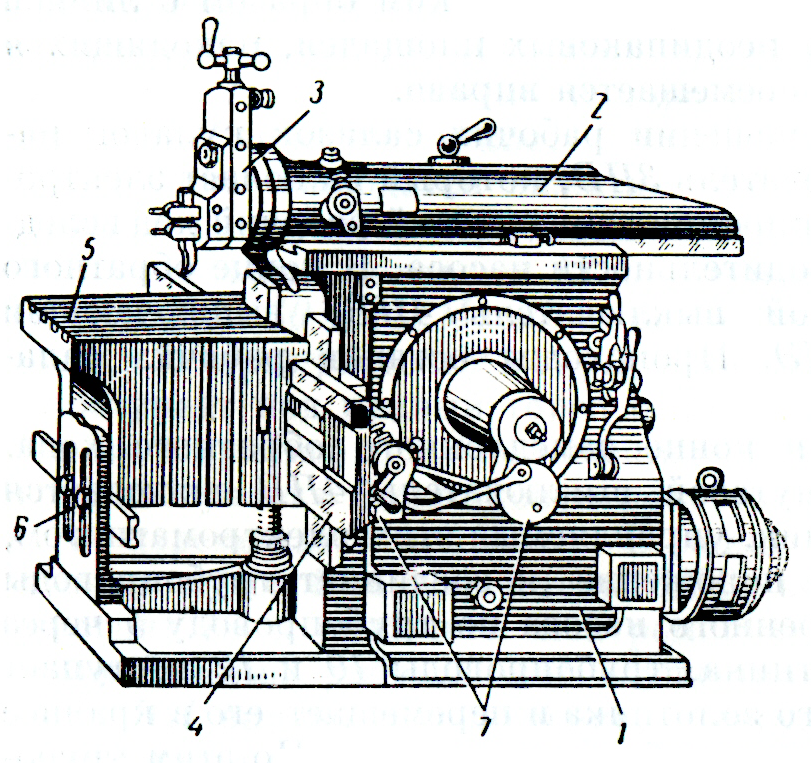
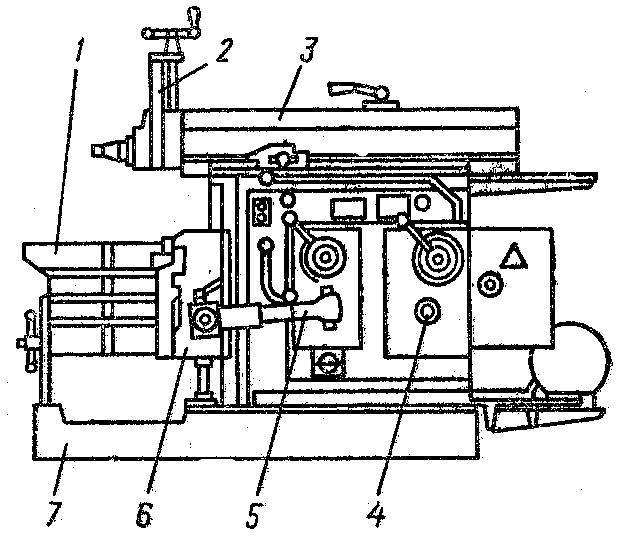
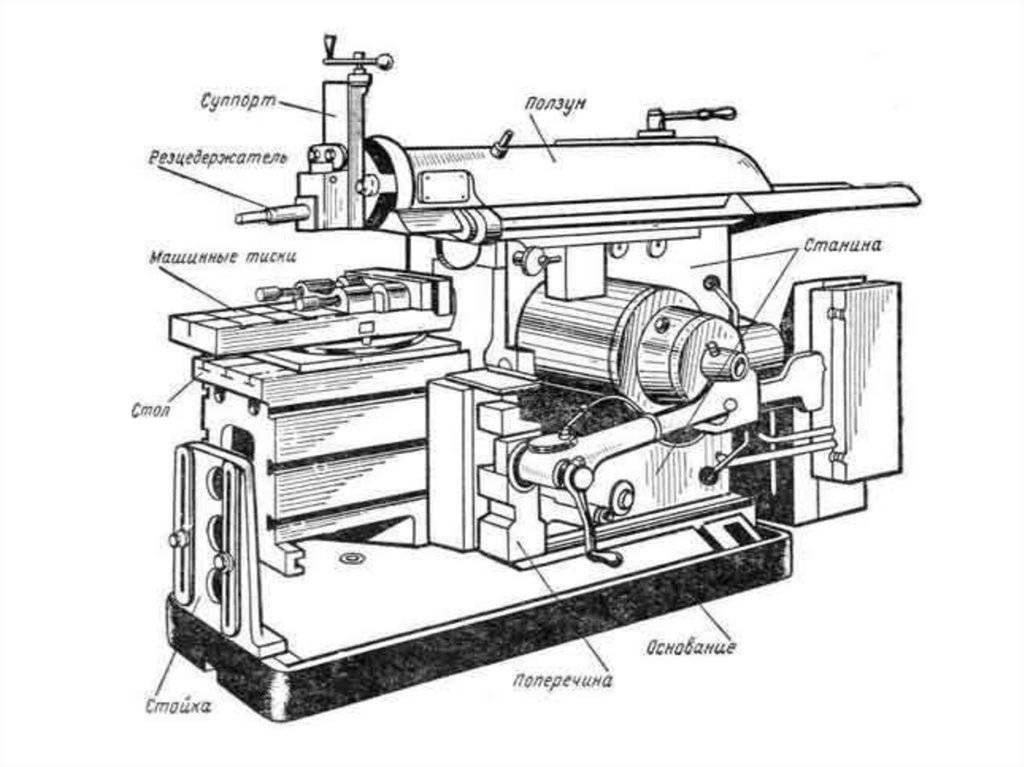
Расположение составных частей поперечно-строгального станка 7е35
Перечень составных частей поперечно-строгального станка 7Е35
- Станина — 7Е3510000
- Суппорт — 7Е3531000
- Механизм автоматической подачи суппорта* — 7Е3533000
- Ползун — 7Е3530000
- Электрооборудование — 7Е3580000
- Коробка скоростей — 7Е3520000
- Механизм переключения коробки скоростей — 7Е3521000
- Централизованная смазка — 7Е3570000
- Коробка подач — 7Е3550000
- Кулисный механизм — 7Е3540000
- Поперечина* — 7Е3560000
- Универсальный стол** — 7Е3561000
12. Стол*** — 7Е3562000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Разновидности резцов для строгального оборудования
- По направлению подачи; (левые и правые)
- По форме головки;(прямые, отогнутые, с оттянутой головкой)
- По способу изготовления;(цельные и составные)
- По виду выполняемой работы.(проходные черновые и чистовые, фасонные, отрезные, канавочные и др.)
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, осуществляемые на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
7Д36 станок поперечно-строгальный с гидравлическим приводом. Назначение и область применения
Поперечно-строгальный станок модели 7д36 заменил устаревшую модель .
Поперечно-строгальный станок 7Д36 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Строгальный станок 7Д36 предназначен для строгания плоских и фасонных поверхностей в условиях единичного и мелкосерийного производства.
Особенности конструкции станка
Наличие на станке 7Д36 механических подач стола и резцового суппорта, механизма настройки стола на ширину строгания и механизма автоматического останова обеспечивает возможность многостаночного обслуживания.
Ползун имеет гидравлическое возвратно-поступательное движение. Направление движения ползуна и длина его хода изменяются при помощи упоров, расположенных па ползуне. Подача стола в вертикальном и горизонтальном направлениях осуществляется посредством гидромеханического устройства коробки подач. Ускоренные перемещения стола осуществляются от отдельного электродвигателя, соединенного с коробкой подач при помощи фрикционной муфты, отключающей цепь быстрых перемещений стола при перегрузках и крайних его положениях. Предусмотрена возможность перемещения стола вручную.
Станок имеет автоматическую подачу суппорта и отвода резца от обрабатываемой поверхности при холостом ходе ползуна.
Смазка направляющих ползуна и станины автоматическая. Станок 7Д36 является базовым для модификаций с универсальным поворотным столом и копировальным устройством.
По особому заказу за дополнительную плату станок может быть укомплектован теплообменником для охлаждения масляной ванны.
Класс точности станка Н.
Строгальные станки. Общие сведения
Основное назначение строгальных станков — это обработка долблением плоских и фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а также штампов различных видов.
Строгальный станок – металлорежущий станок для обработки строгальными резцами горизонтальных, вертикальных и наклонных поверхностей с прямолинейными образующими.
Различают поперечно-строгальные и продольно-строгальные станки.
Главное движение строгального станка — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма. В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
На поперечно-строгальных станках обрабатывают мелкие и средние изделия, на продольно-строгальных — относительно крупные изделия или одновременно несколько средних изделий, а также изделия с узкими длинными поверхностями, главным образом в индивидуальном и мелкосерийном производствах.
Из-за холостого хода невыгодно использование строгальных станков в крупносерийном и массовом производстве, где они заменяются фрезерными, протяжными, шлифовальными станками.
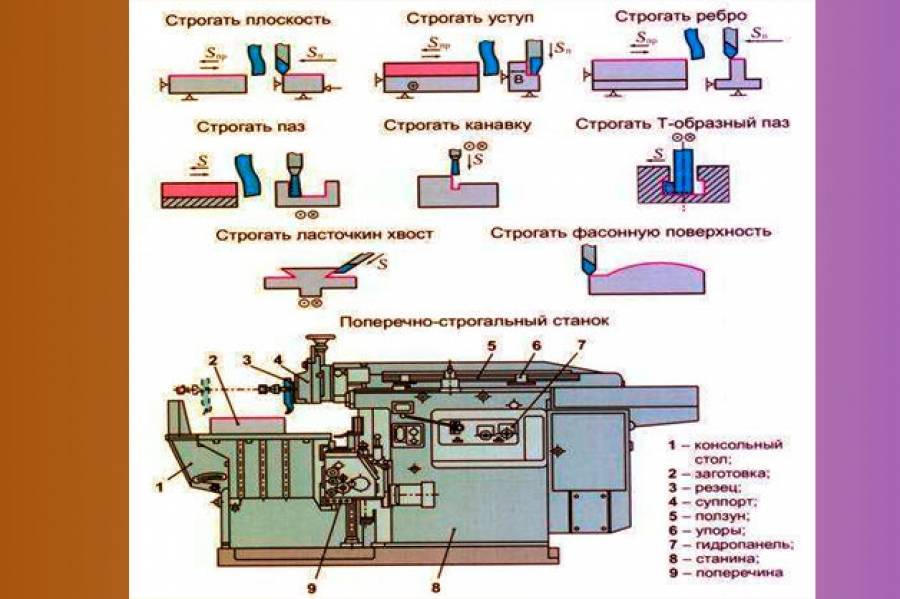
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
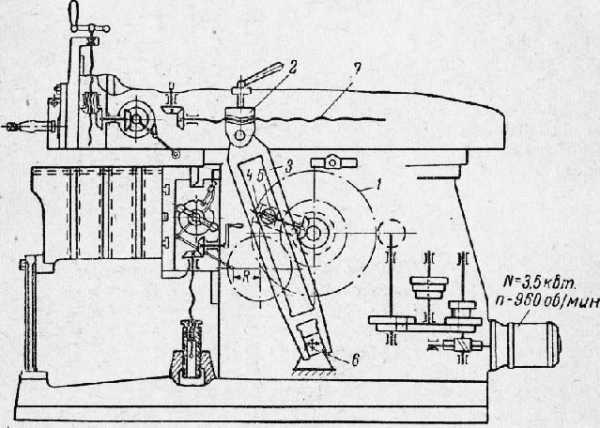
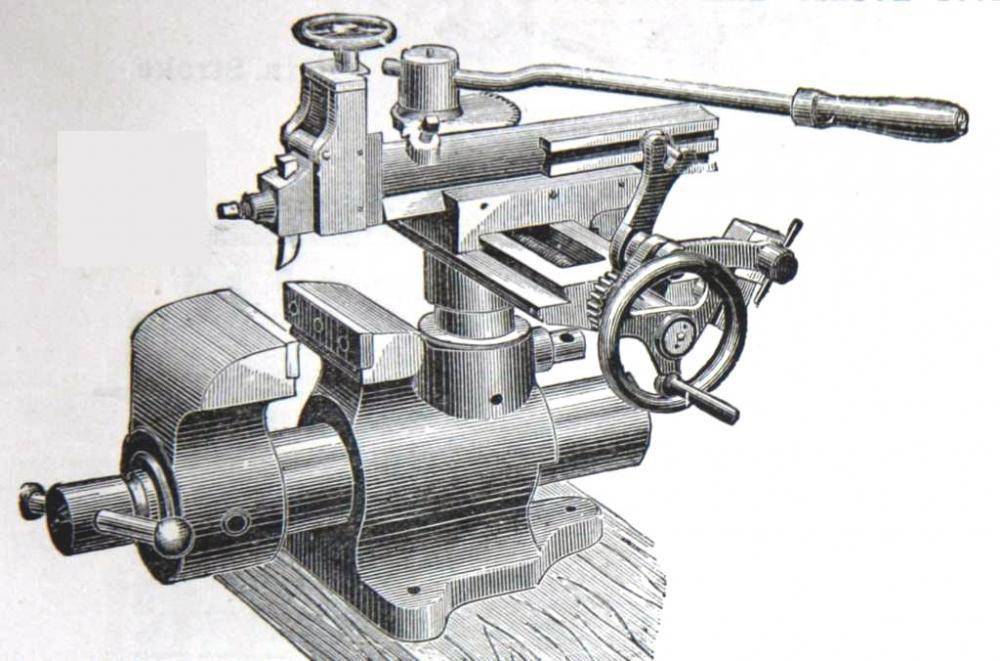
Положение суппорта и поворотной доски суппорта при строгании
Конструктивные особенности строгальных станков.
Строгальный станок по металлу обладает отличительной особенностью – наличием резцов. На некоторых моделях предусмотрено сразу несколько резных инструментов. Поэтому станки могут быть:








- односторонними,
- двусторонними,
- четырехсторонними.
Факторами, которые могут повлиять на качество работы, считаются скорость движения режущей поверхности, плавность и частота движений, наличие резцов, их размеры, количество и расположение. Чем больше резцов у станка, тем выше становится его производительность, повышается качество работы.
Резцы имеют различия в форме и размерах. Они бывают прямыми и изогнутыми. Прямые резцы применяются при малых вылетах, к тому же они просты в использовании. Минусом станет неточность при обработке. В некоторых случаях при применении силы изделие может быть испорчено. Изогнутые ножи более универсальны и дают возможность более точного снятия верхнего слоя с металла. При усилении нажима они не портят рабочую поверхность. С помощью изогнутых резцов есть возможность получить качественное, с высокой точностью нанесения углублений и каналов изделие.
Виды и специфика применения строгальных станков по металлу
Для придания стальной заготовке нужной формы используют несколько видов строгальных станков. Чаще всего перед обработкой деталь проходит цикл на фуговальном станке. Это оборудование позволяет достичь высокой точности изготовления во время выполнения производственного процесса.
Виды строгальных станков по металлу
Классический строгальный станок по металлу выполняет контролируемое удаление материала определенной толщины с поверхности заготовки. Отличается не только точностью выполнения процесса, но и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, которая жестко фиксируется на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- продольно-строгальные. Рабочий стол имеет функцию смещения относительно фрезы, за счет чего происходит обработка поверхностей детали;
- поперечно-строгальные. Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров.
Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные. С их помощью происходит формирование отверстий, выемок или канавок в результате механического воздействия «долбяка». Он перемещается только в вертикальной плоскости;
- протяжные. Предназначены для снятия стружки с заготовки. Бывают горизонтальные, вертикальные или комбинированные;
- фасонно-строгальные. Нужны для формирования криволинейных поверхностей.
Продольно-строгальные работы относятся к разряду черновой обработки заготовок. Поэтому к станкам и их элементам не предъявляются высокие требования, как и к их аналогам – фрезерным или токарным.
Чем больше режущих компонентов предусмотрено в конструкции продольно-строгального оборудования – тем выше его производительность. Однако при этом повышается время настройки.
Резцы для строгальных станков по металлу
Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, которые можно осуществлять на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
В видеоматериале можно ознакомиться с примером эксплуатации строгального станка по металлу:
Обзор и сравнение моделей
| Модель станка | 7305Т | 7307ГТ | ОД61-5 | ОД61-7 |
| Ход ползуна строгания, мм | 500 | 710 | 500 | 710 |
| Ход ползуна долбления, мм | 200 | 250 | 200 | 200 |
| Частота ходов ползуна, дв. ход/мин | 13,2 — 150 | 10,6 — 118 | 13,2-150 | 10,6- 118 |
| Горизонтальная подача стола, мм/дв.ход | 0,2 — 5,0 | |||
| Вертикальная подача стола, мм/дв.ход | 0,04 — 1,0 | |||
| Масса, кг | 1980 | 2770 | 2200 | 3000 |
| Габариты, мм | 2380х1085х1560 | 2790х1375х1665 | 2410x1300x1560 | 2820x1575x1665 |
| Цена, руб | 671000 | 742500 | 660000 | 660000 |