
Конструкция станка

одна и та же кинематическая схема
Особенностью самодельных станков является то, что при пользовании им довольно частыми является ситуации, когда обрабатываемые заготовки сплющиваются. Это приводит к возникновению на участке изгиба заломов. Заготовки, которые имеют подобные дефекты, уже не подходят для использования.
Однако в силах каждого избежать столь неприятных результатов. Добиться этого можно, если еще на начальном этапе будет отработана технология загиба на профильных трубах, имеющих различные сечения. Если опираться на практический опыт, то сегодня есть достаточно людей, которые заинтересованы в услугах по выгибанию профильной трубы. В первую очередь сюда следует отнести владельцев дач, которым часто приходится строить теплицы своими руками. Предоставлять подобную услугу можно лишь при условии, что предприниматель решит вопрос с главным компонентом, без которого невозможно оказывать их — купит станок для гибки труб.
Чтобы выбираемое оборудование наиболее эффективно решало задачу по гибке изделий, следует учитывать такие параметры:
- вариант исполнения, который может быть переносным или стационарным;
- управление, которое может быть автоматическим и ручным;
- тип привода, который бывает ручным и электрическим.
Если говорить о цене той или иной модели, то основное внимание следует уделять опциям, которые предусмотрены у выбираемого аппарата. Если покупатель не заинтересован в высокой точности изделий, то он вполне может ограничиться приобретением станка, имеющего простую конструкцию
Также здесь может быть и альтернатива — изготовление трубогиба своими руками.
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.

Последовательность работы такова:
на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
профиль загибается под выбранным углом в месте выреза;
для возвращения прочности стык заваривается;
сварной шов обрабатывается шлифовальным диском.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
Как собирается ручной трубогиб?
Из швеллера сваривается станина удобной для работы высоты, на ножках-опорах. На поверхности основания, посередине, закрепляется центральный ролик. Этот вал должен быть соединен с прижимным винтом и при помощи его подниматься и опускаться. Центральный валок – главный элемент трубогиба, именно он и сгибает заготовку.
По обе стороны от центрального вала, параллельно ему, устанавливаются два вращающихся ролика. Задача этих второстепенных валков – облегчать сгибание трубы и не давать ей ложиться параллельно основанию, сохраняя изгиб.
Три валка должны образовывать равнобедренный треугольник. Ограничивающие валики можно закрепить на одном месте, а можно предусмотреть возможность перемещать их относительно центрального. В таком случае вы сможете регулировать угол изгиба трубы.
На рабочей части валиков надо сделать бортики-направляющие из уголка, которые будут удерживать заготовку в ровном положении, не позволяя ей «гулять». Направляющие помогут контролировать точность и равномерность изгиба. К одному из роликов подсоединяется привод.
Как происходит сгибание трубы?
В самодельный ручной станок на ролики помещается отрезок проката, который нужно согнуть. При помощи винта профиль плотно закрепляется в одном положении. Затем, вращая ручку, прокручивают валы, одновременно протягивая трубу вдоль них. Сделав оборот прижимного винта для усиления давления, пропускают заготовку через ролики еще раз. Таким образом постепенно достигается нужная кривизна дуги. При необходимости и настойчивости профильный отрезок можно согнуть даже в кольцо.
Как видите, в том, чтобы самостоятельно сделать ручной трубогиб для профиля, нет сложностей или секретов. Так что необязательно покупать специальный станок, если заниматься гибкой вам приходится пару раз в год. Все что требуется – найти нужные составляющие, а уж собрать ручной трубогиб под силу любому мужчине. Зато с помощью такого приспособления вы сможете гнуть профильные заготовки в дугу с любым радиусом.
И еще одна видео схема трубогиба, изготовленного своими руками
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.







Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
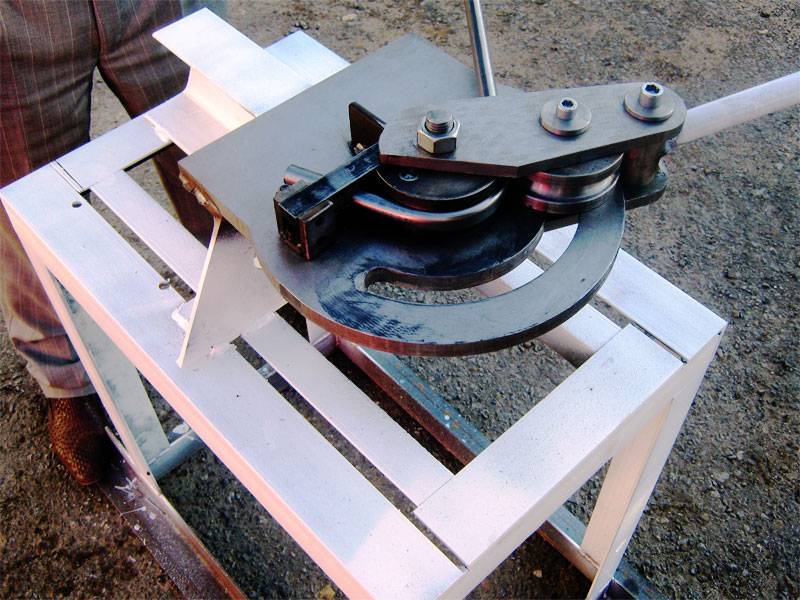
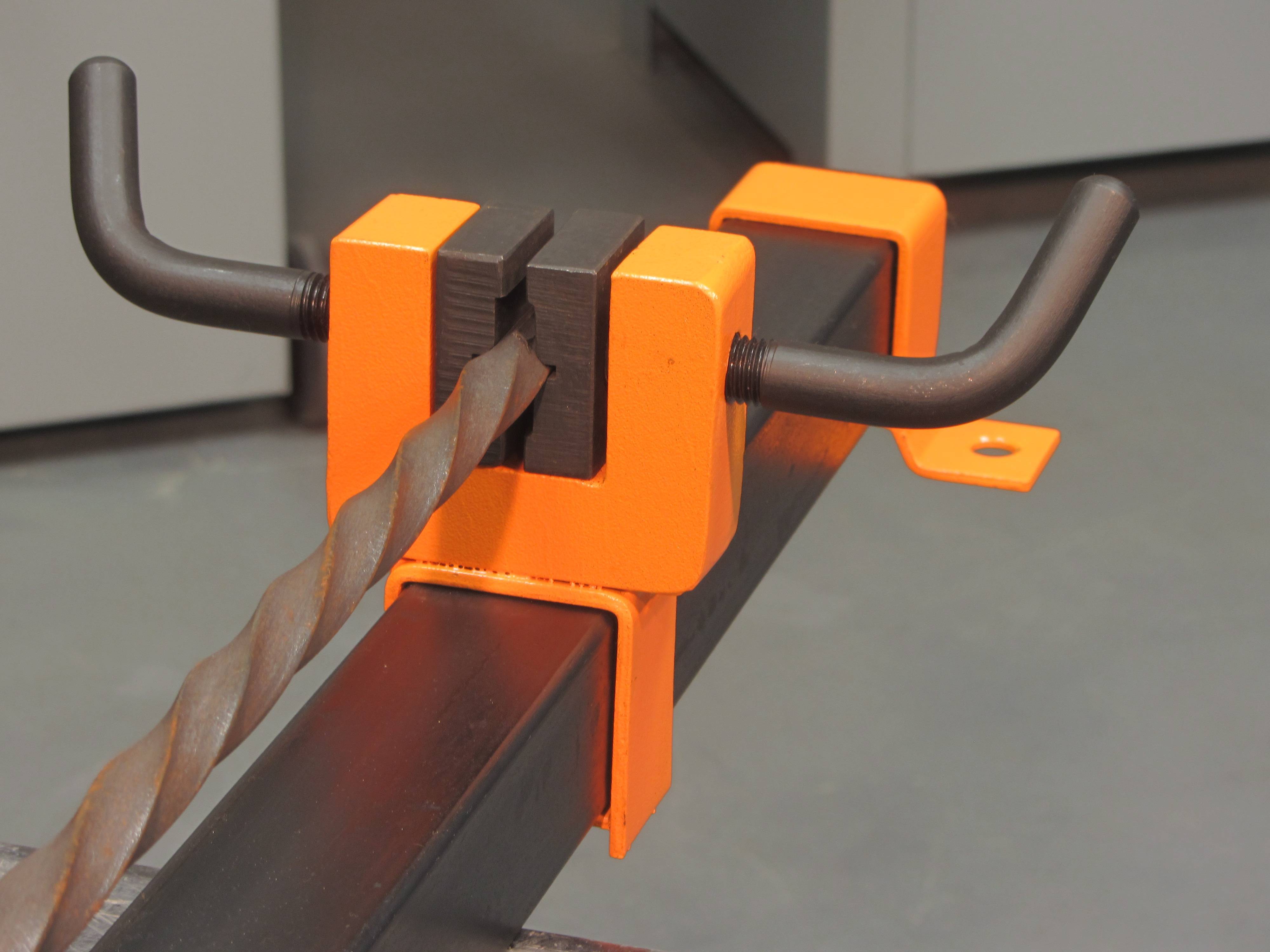
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Конструкционные особенности
Если взглянуть на чертеж станка, предназначенного для изгибания различных типов профилей, то можно увидеть достаточно простую конструкцию, состоящую из минимального набора элементов.
Данный станок достаточно легко при необходимости транспортируется, имеет компактные размеры и сравнительно небольшой вес.
Оборудование может быть дополнительно оснащено либо механическим, либо электрическим или гидравлическим приводами.
Наиболее популярные модели профилегибов состоят из специальных роликов и условно делятся на четыре основные группы, в зависимости от расположения самих роликов и механизма их работы.
Каждая модель данного типа инструмента предназначена для работы с определенными видами материалов, а также для выполнения различных типов изгибов.
В ручном профилегибе усилие на профиль передается непосредственно через специальный рычаг, который крепится на станину, имеющую жесткую конструкцию.
ВАЖНО ЗНАТЬ: Как работает токарный станок с ЧПУ по металлу?
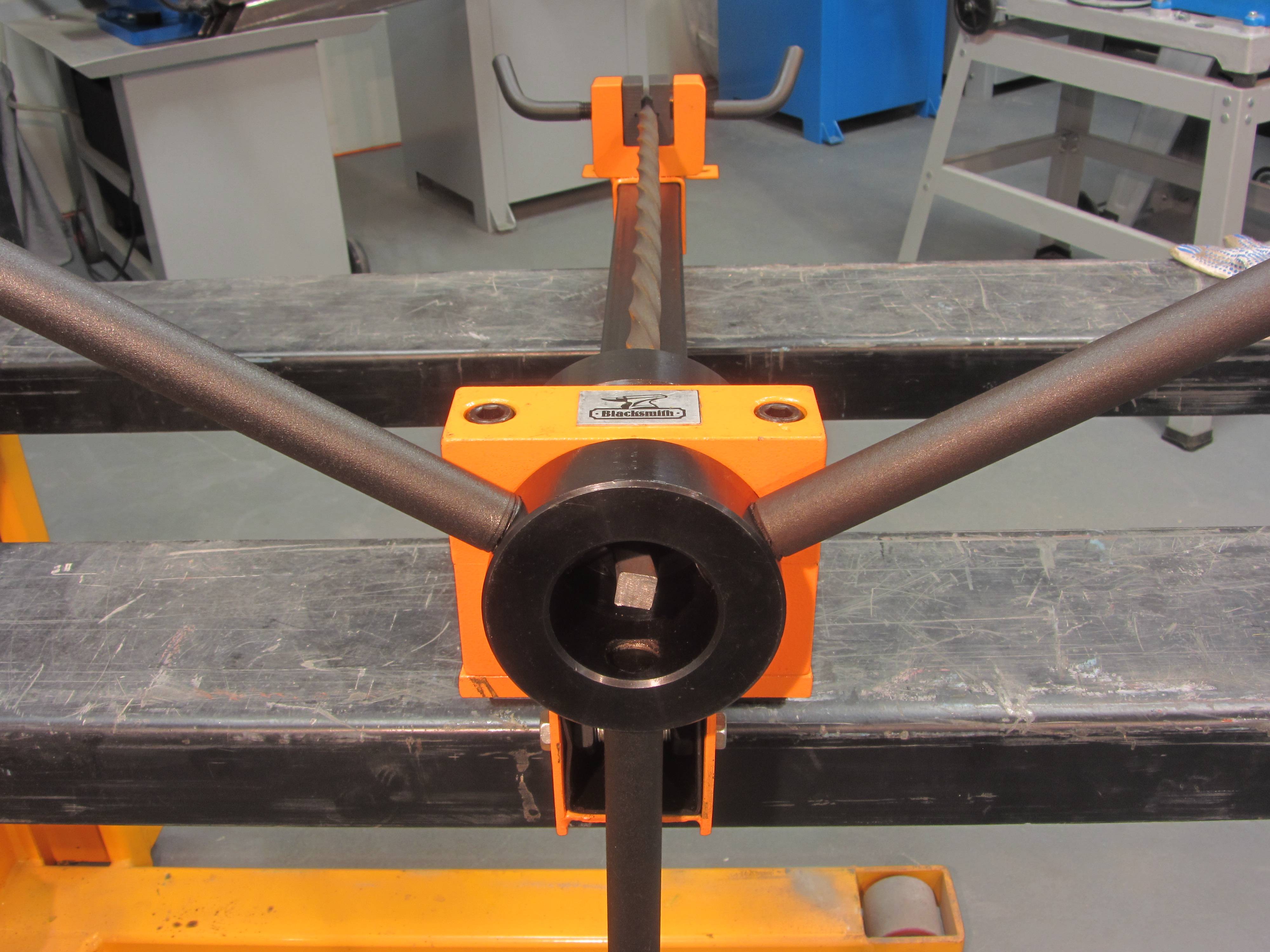
На фото ниже представлен ручной тип инструмента заводской сборки.

Те модели оборудования, у которых подвижный роликовый механизм расположен с левой стороны, как правило, используются при производстве спиралей, и допускают минимальное отклонение от заданного угла.
Некоторые устройства данного класса дополнительно оснащаются управляющими блоками ЧПУ и в этом случае их функциональные возможности возрастают в несколько раз.
Помимо основных функций, в таких профилегибах можно контролировать не только градиент гибки, но и гнуть заготовки, используя чертеж.
Кроме этого, в станки с ЧПУ можно предустановить некоторые отдельные функции, и тем самым повысить общую производительность.
В том случае, если возникает необходимость работы с большими профилями, то используются профилегибы с нижними подвижными роликами, расположенными в боковой части станка.
В этом случае такие устройства оснащаются приводами гидравлического типа. Наиболее сложная конструкция у тех станков, у которых все ролики могут двигаться.







Такие универсальные профилегибы могут решать практически все задачи без каких-либо проблем.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
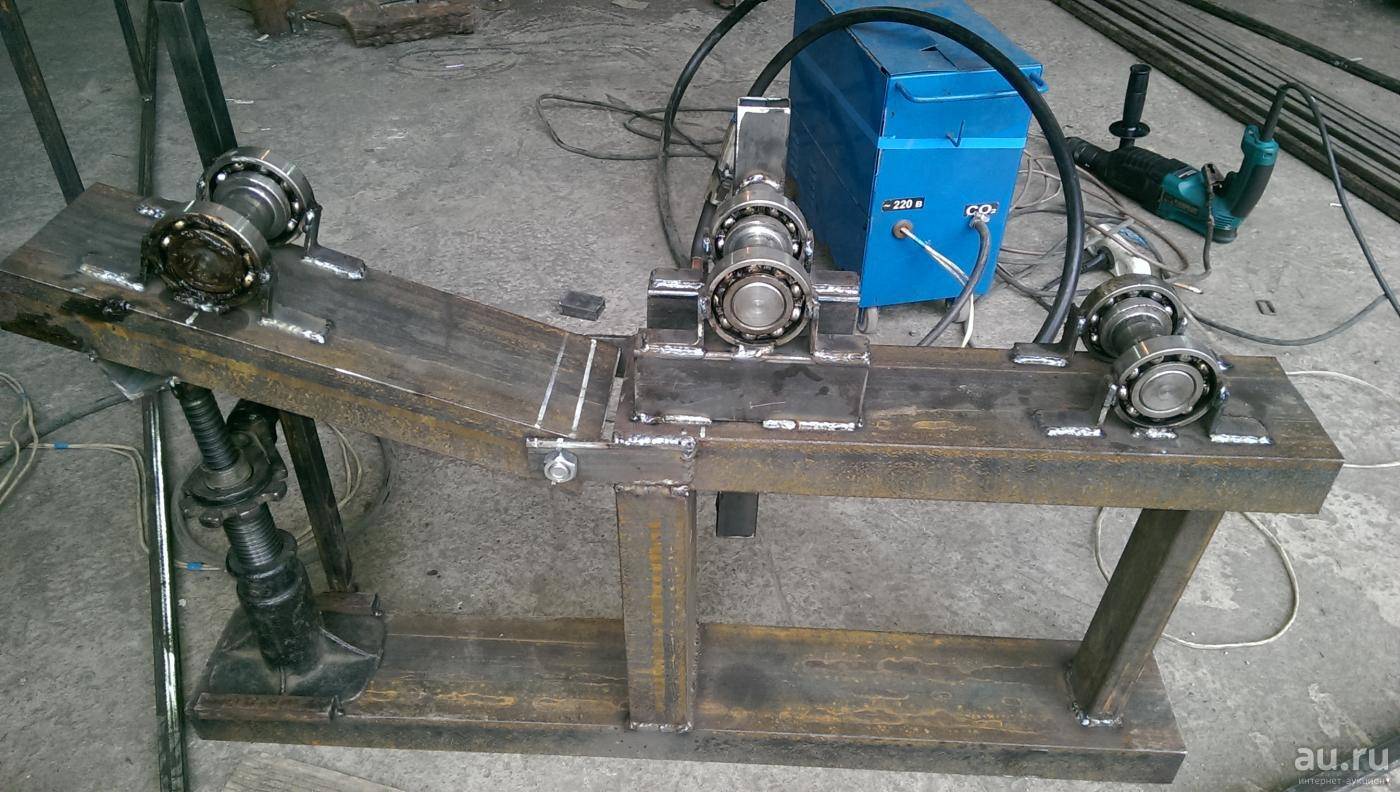
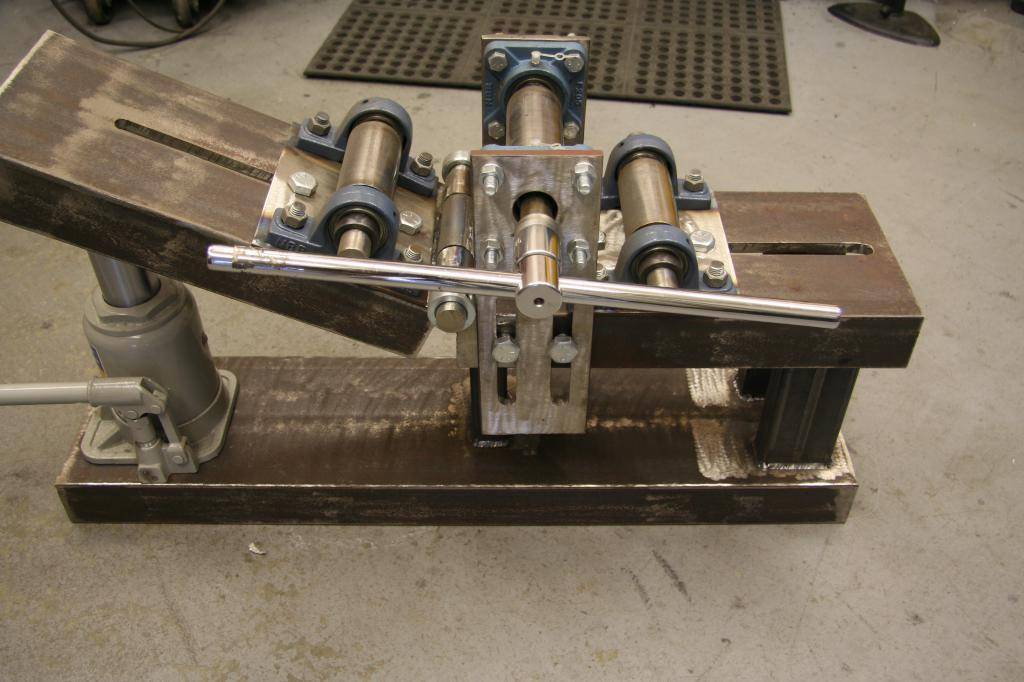
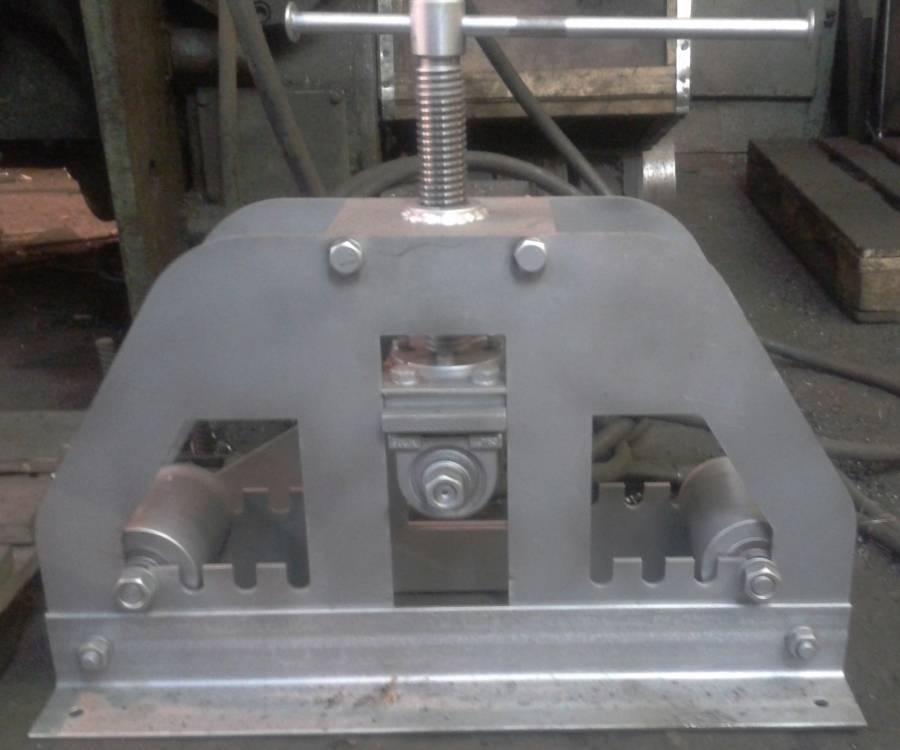
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.















