Устройство

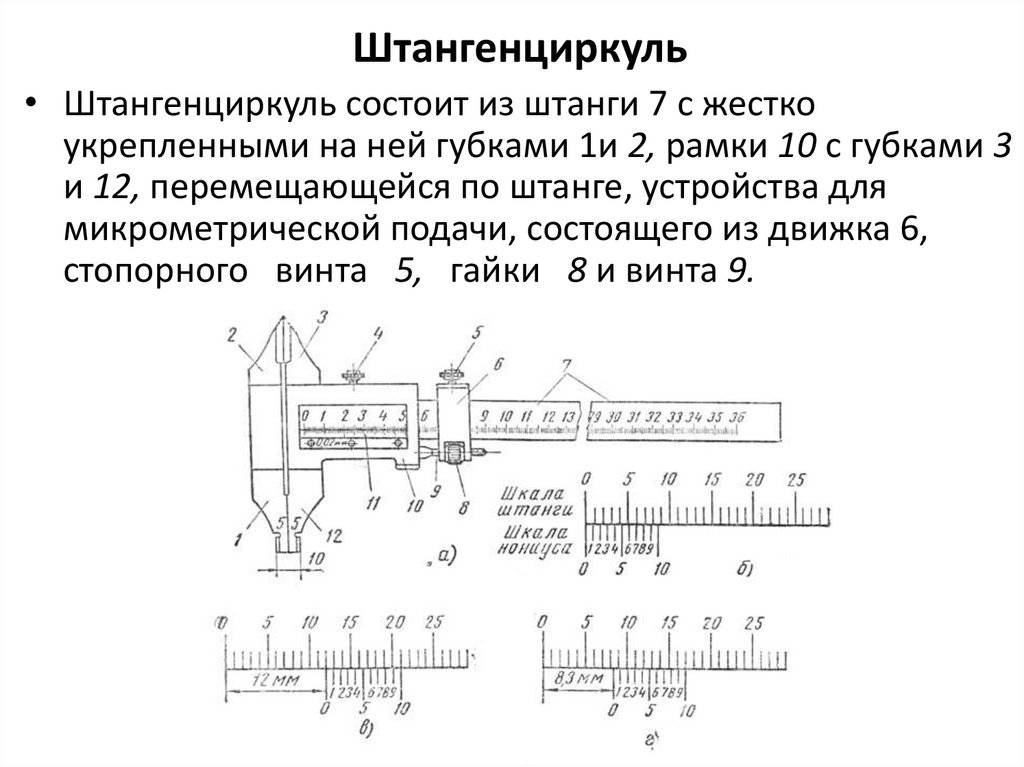
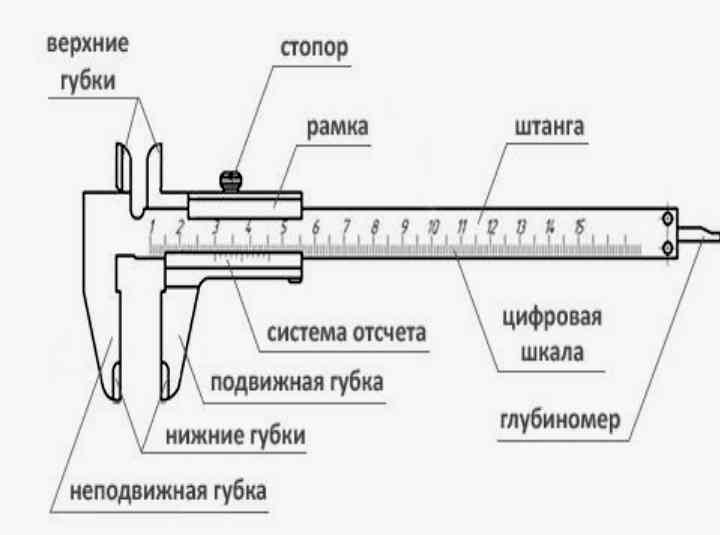
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. На примере штангенциркуля ШЦ-I
- штанга;
- подвижная рамка;
- шкала штанги
- губки для внутренних измерений;
- губки для наружных измерений;
- линейка глубиномера;
- нониус;
- винт для зажима рамки.
Примечание: на некоторых экземплярах штангенциркуля в верхней части подвижной рамки возможно присутствие шкалы, измеряющей расстояние в дюймах (см. анимацию ниже справа). 1 дюйм = 2,54 см = 25,4 мм.
Особенности штангенрейсмасов
Перво-наперво, стоит упомянуть о некоторых особенностях инструмента:
- В связи с тем, что термин пришел из норманнских диалектов, то прибор может именоваться двояко – и «штангенрейсмАсом» и «штангенрейсмУсом», что будет в обоих случаях верно;
- Визуально он чем-то похож на штангенциркуль, но применяется он для установления размеров по горизонтальным плоскостям в вертикальной позиции;
- Принцип его действия вполне возможно сравнить с работой штангенциркуля;
- Основная его задача – измерение объектов в высоту, осуществление промеров глубины отверстий, координация расположения различных деталей на плоскости объекта относительно друг друга, а также осуществление различных разметочных процедур;
- Ввиду того, что прибор является по сути измерительным инструментом, то он имеет собственную нормативно закрепленную методику производства измерений и проверки результатов;
- Технические условия данного прибора регламентируются Государственным стандартом №164 от 1990 года (164-90).
Конструкция устройства
Как уже говорилось выше, штангенрейсмас является измерительным инструментом слесарной отрасли и используется для измерения высот объектов, глубины отверстий и для нанесения разметки на корпусе различных деталей. К его конструктивным особенностям относится наличие особых разметочных приспособлений (губки и ножки), а также базовое основание, используемое для установки на плоскость измеряемого объекта. Стандартная точность измерения прибора составляет +/- 0,5 миллиметров и ее просто достигнуть даже неопытному пользователю.
Всю конструкцию штангенрейсмуса возможно подразделить на основные элементы и дополнительные. К первым можно отнести:
- Массивную базу-основание;
- Штангу вертикальную, с нанесенной на нее главной миллиметровой шкалой (в народе попросту называемой «линейкой» за схожесть со школьным инструментом);
- Основную рамку;
- Дополнительную шкалу с микрометрической разметкой (она же — нониус);
- Измерительную ножку.
- Вторые элементы, играющие вспомогательную роль, несут в себе либо фиксирующую либо регулировочную функцию, и к ним относятся:
- Гайка с винтом, служащие для перемещения главной рамки;
- Рамка для микрометрической подачи;
- Фиксатор заменяемых наконечников на измерительной ножке;
- Чертежное приспособление.
Особенности конструкции
В рассматриваемом приборе, штанга с главной измерительной шкалой, как бы, является «впрессованной» в основание инструмента строго под углом в 90 градусов к плоскости его опоры. На самой штанге располагается двигающаяся рамка с микрометровой шкалой, которая выступает вбок. Выступ же оснащен фиксатором с винтом, на котором закрепляется разметочная/измерительная ножка (что будет зависеть от выполняемой задачи – разметки либо измерения).
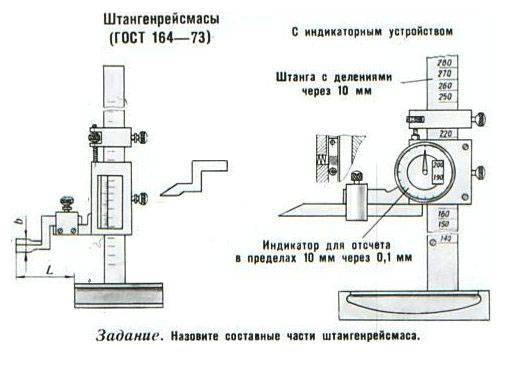
Типы штангенрейсмасов
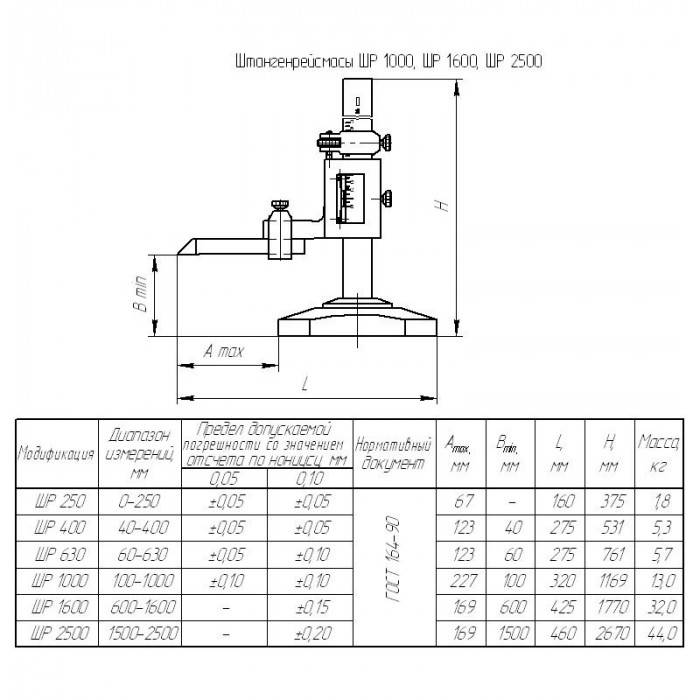
Согласно ГОСТу 164-90 штангенрейсмасы могут
выпускаться в трёх исполнениях, различающихся видом отсчётного устройства.
Подача рамки во всех случаях одинакова и является микрометрической.
Инструменты первого типа оснащены нониусной шкалой и
маркируются буквенным сочетанием ШР. Длина нониуса может составлять 9, 19 и 39
мм или 19 и 39 мм в зависимости от того, какое значение имеет отсчёт по нониусу
(0,1 и 0,05 мм соответственно). Длинные штрихи, нанесённые на нониус, могут
быть подписаны целыми числами, однако, обозначают долю целого деления.
Штангенрейсмасы, оснащённые отсчётным устройством в
виде круговой шкалы, выпускаются под маркой ШРК. Отсчётное устройство должно
обеспечивать совмещение стрелки с нулевой отметкой круговой шкалы. Расстояние
между краем отметок и стрелкой не должно превышать значения 0,7 мм, а риска деления
– быть меньше 1 мм.
Третий тип штангенрейсмасов – ШРЦ – снабжаются электронным
(цифровым) устройством отсчёта, интерфейсом для вывода показаний на внешнее
устройство (ПК) и встроенным источником питания. Инструмент типа ШРЦ предназначен
для полной или частичной автоматизации измерений и обеспечивать правильность
показаний при перемещении рамки со скоростью, превышающей 0,5 м/с.
Для чего нужен?
Пользоваться этим видом разметочно-измерительных инструментов можно в слесарных и токарных мастерских для определения линейных геометрических размеров различных деталей, глубины пазов и отверстий, а также при выполнении разметки заготовок и деталей во время сборочных и ремонтных работ в соответствующих отраслях промышленности (машиностроении, металлообработке, автомобилестроении). Кроме того, штангенрейсмас предназначен для точного измерения высоты деталей, размещённых на разметочной площадке. При этом метрологические характеристики инструмента подвергаются периодическим поверкам, методика которых определена государственным стандартом.
Им можно произвести вертикальные, горизонтальные и даже наклонные измерения. Правда, для последних необходим дополнительный узел.
Классификация
В соответствии с указанным стандартом рассматриваемый инструмент-штангенрейсмас ГОСТ 164-90 — может быть классифицирован по следующим параметрам:
- По способу снятия отсчёта – ручные с линейным отсчётом, ручные с круговым отсчётом и автоматизированные (цифровые).
- По предельной длине измеряемого изделия (для приборов ручного типа), которая указывается в обозначении. Согласно 1-му ряду предпочтительных чисел ручной штангенрейсмас ГОСТ 164-90 типа ШР с линейным отсчётом показаний может быть следующих типов: штангенрейсмас ШР-250, штангенрейсмас ШР-400, штангенрейсмас ШР-630 и так далее, вплоть до ШР-2500.
- По классу точности. В частности, по ГОСТ 164-90 первый класс соотвествует точности 0,05 мм, а второй — 0,10 мм. С увеличением пределов измерительного диапазона точность снижается. Например, если для типа ШР-250 обязательна исключительно верхняя граница точности, то штангенрейсмас ШР-630 ГОСТ 164-90 может иметь точность и 100 мкм. Для наименее точных инструментов точность соответственно уменьшается до 150… 200 мкм.
- По длине шкалы. Для инструментов 1-го класса она может быть 19 и 39 мм, а для 2-го — 9, 19 и 39 мм.
- Электронный штангенрейсмас дополнительно различается ещё по шагу дискретности дисплея: 0,03…0,07 мм для 1-го класса точности и 0,05…0,09 мм для 2-го класса точности.
Стандартное обозначение рассматриваемого инструмента включает все вышеперечисленные факторы. Например, ручной инструмент с диапазоном отсчёта 60-630 и точностью отсчёта 0,10 обозначается так: штангенрейсмас ШР-630-0,10 ГОСТ 164-90.
Назначение и принцип действия
Назначение штангенциркуля – выполнение замеров высокой точности внутри и с наружи измеряемых объектов, а также глубины всевозможных отверстий.
Особенность инструмента — универсальность.
Штангель – распространенное название штангенциркуля среди тех, кто им постоянно пользуется, является обыкновенным сокращением слова.
Этот инструмент “умеет” измерять внешние и внутренние диаметры круглых и цилиндрических объектов, например, гаек и болтов, подходит для внутренних измерений канавок по всем параметрам.
Принцип измерения штангенциркулем заключается в определении размера на основании положения измерительной рамки, которая свободно перемещается вдоль штанги с нанесенной шкалой.
Само значение размера определяется методом совпадения, а его точность, в зависимости от, собственно, класса точности, способно доходить до сотых частей миллиметра.
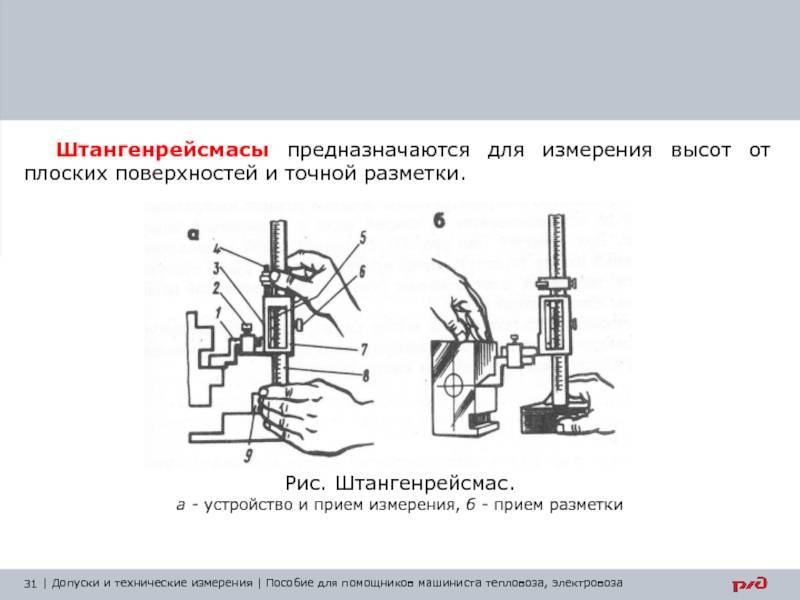
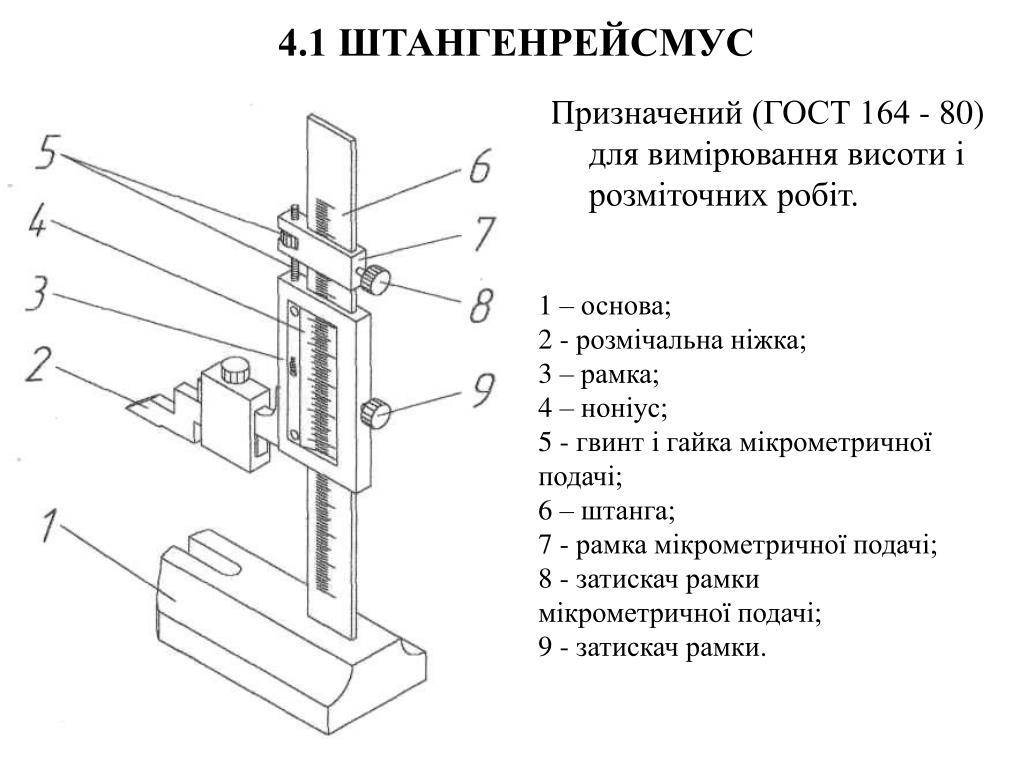
Штангенрейсмас
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
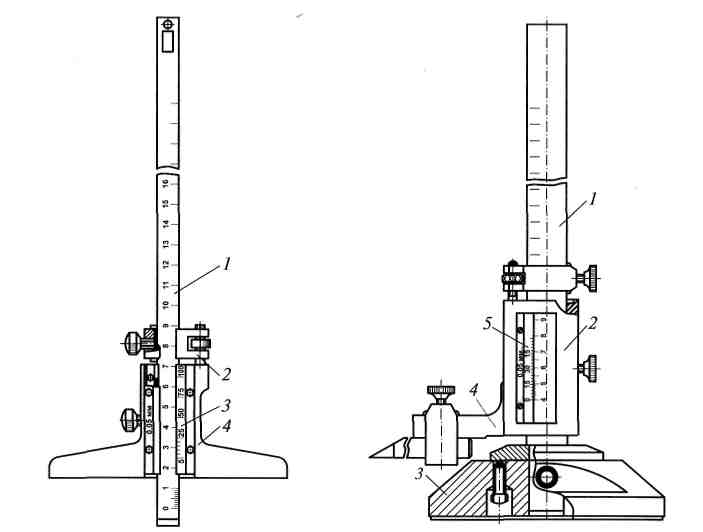
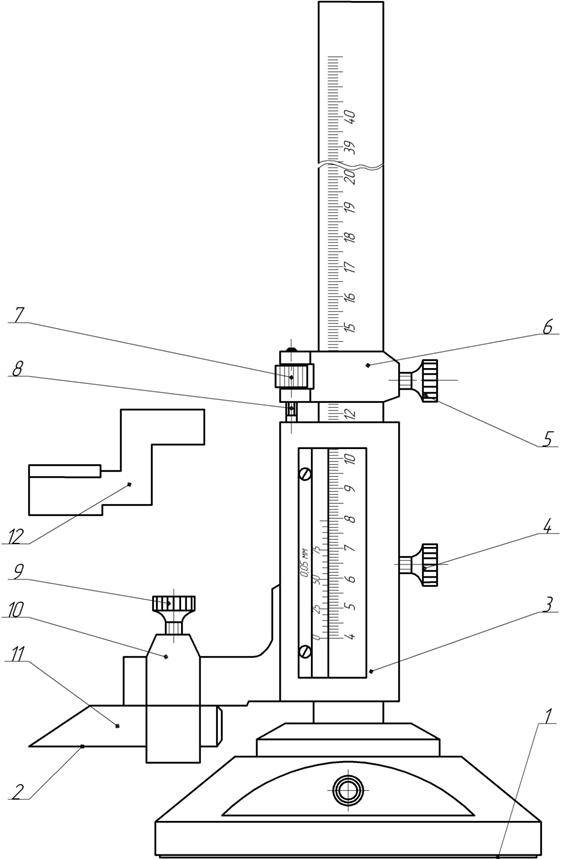
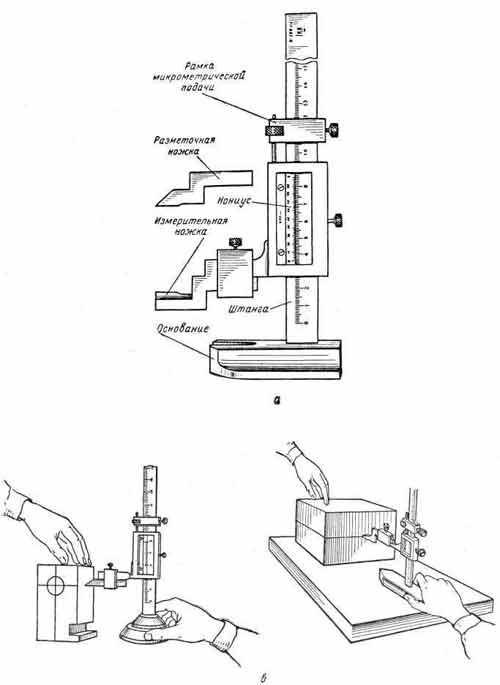
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.
| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
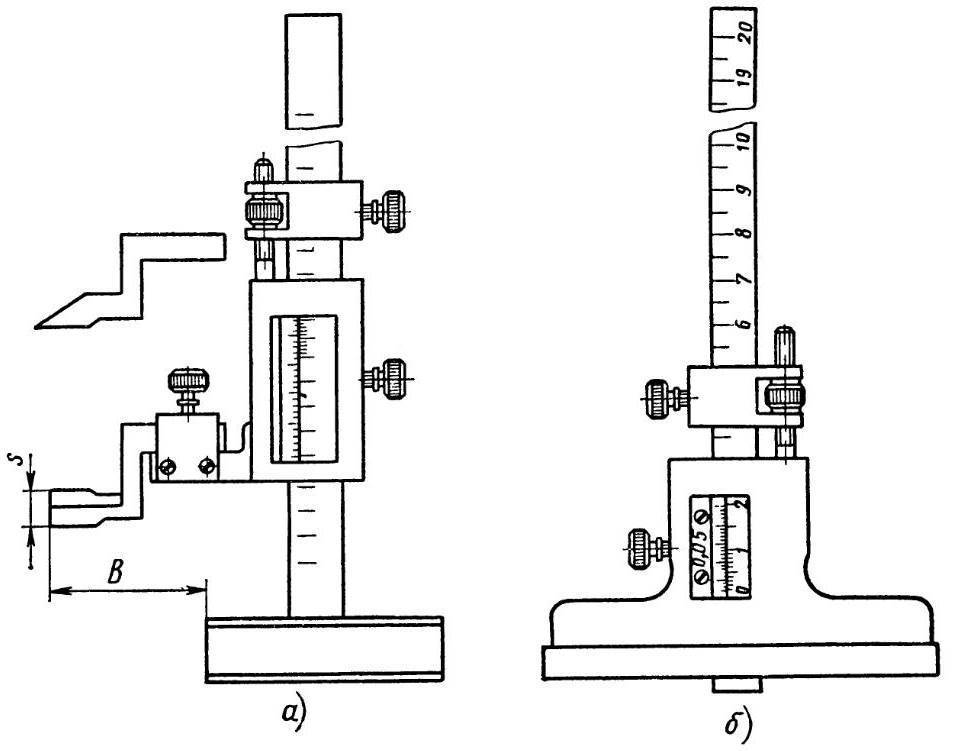
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.




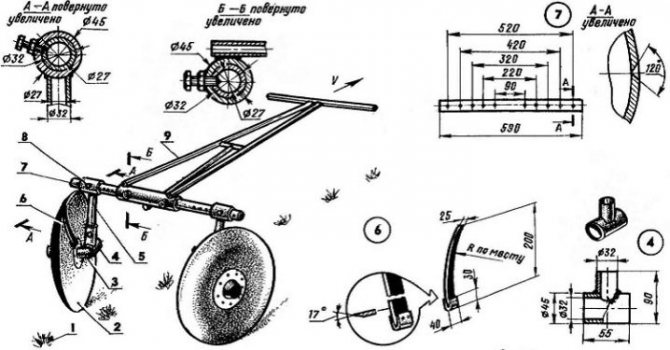
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Поверка инструмента
Методика поверки штангенрейсмаса предусматривает следующее. Вначале следует проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и перемещают его в продольном направлении. Контрольная прямая не должна иметь ломаных участков и прочих отклонений, которые в абсолютном выражении выходят за пределы точности. Аналогичным образом поверяется и цифровой штангенрейсмас, только контролируются показатели цифрового дисплея.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано в полной мере, если соблюдать следующие правила и требования:
- Недопустимы значительные колебания температуры и влажности при работе. В частности, нормируемый температурный диапазон составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или конфигурации измерительной головки поверку необходимо выполнять заново.
- Поверку всегда производят несколько раз (не менее трёх), после чего для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для проверки полученных результатов используют эталонный микрометр, точность которого должна быть не ниже, чем точность поверяемой техники.
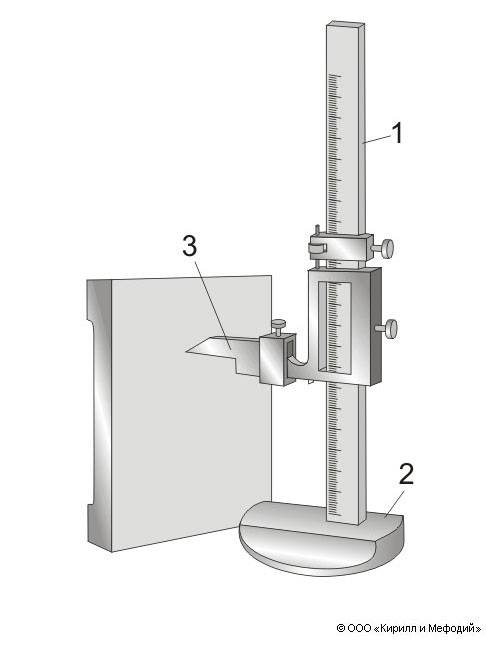
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).
Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Скачать ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Поверка инструмента
Методика поверки штангенрейсмаса учитывает следующее. Сначала необходимо проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и передвигают его в продольном направлении. Контрольная прямая не обязана иметь ломаных участков и других отклонений, которые в полном выражении выходят за пределы точности. Таким образом поверяется и цифровой штангенрейсмас, только контролируются критерии цифрового монитора.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано полностью, если исполнять такие правила и требования:
- Недопускаются существенные температурного колебания и влаге во время работы. В особенности, нормируемый диапазон температур составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или формы измерительной головки поверку следует осуществлять по новому.
- Поверку всегда делают пару раз (не менее трёх), после этого для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для контроля полученных результатов применяют эталонный микрометр, точность которого должна быть не меньше, чем точность поверяемой техники.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Для чего необходима поверка
Главное, для чего нужен штангенрейсмас, – измерение высот и выставление разметки с заданной степенью точности. Эти процедуры должны выполняться с соблюдением требований по максимально допустимой погрешности замеров. Превышение этой величины нарушает точность изготовления или обработки деталей. Это приводит к браку и связанными с ним повышенными издержками.
Измерительное устройство во время эксплуатации неизбежно подвергается износу. Кроме этого, штангенрейсмас может получать повреждения или деформации в результате неаккуратного обращения, нарушения технологии проведения замеров или вследствие использования прибора не по назначению. Такие деформации и повреждения, как и естественный износ, приводят к увеличению зазоров и превышению значения допустимой погрешности. Поэтому перед проведением замеров должна выполняться поверка штангенрейсмаса.
Поверка – это процедура контроля степени точности и величины фактической погрешности измерителя. Она выполняется для допуска инструмента к работе. Поверку необходимо выполнять строго по методике, описание которой дается в нормативном документе МИ 2190-92.
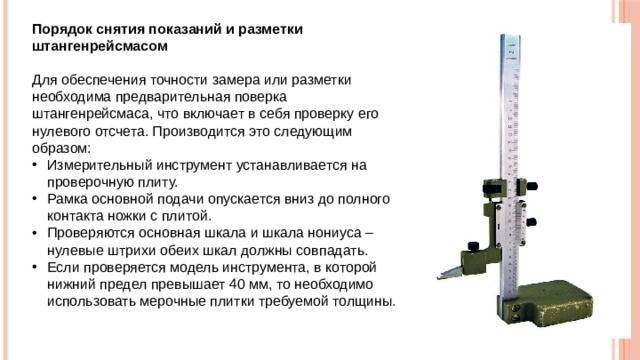
Выполнять поверку необходимо перед проведением замеров. Она позволяет не только обнаружить возможные неисправности измерителя, но и оценить правильность выставленных настроек и внести необходимые коррективы. Поверочная процедура проводится в таком порядке:
- Штангенрейсмас выставляют на эталонную плиту с ровной, гладкой горизонтальной поверхностью.
- Основную рамку опускают вниз до момента касания измерительной ножки поверхности эталонной плиты.
- Выполняют сверку шкал на основной (миллиметровой) линейке и на нониусе.
По результатам поверки оценивается пригодность штангенрейсмаса к выполнению замеров. Классические ручные модели считаются пригодными в случае совпадения нулевых отметок на основной шкале и на нониусе. Для моделей с круговыми шкалами признаком пригодности будет указание стрелок обоих циферблатов точно на нулевые отметки. У электронного штангенрейсмаса на дисплее должно отображаться значение «0.00». Если эти условия не соблюдаются, измеритель не допускается к работе. Необходимо проверить его настройки или исправность.
Поверочная процедура должна быть проведена не менее трех раз, чтобы исключить возможность ошибки. Замеры штангенрейсмасом проводят только при успешном прохождении трех поверок.
История штангенциркуля
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР .
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
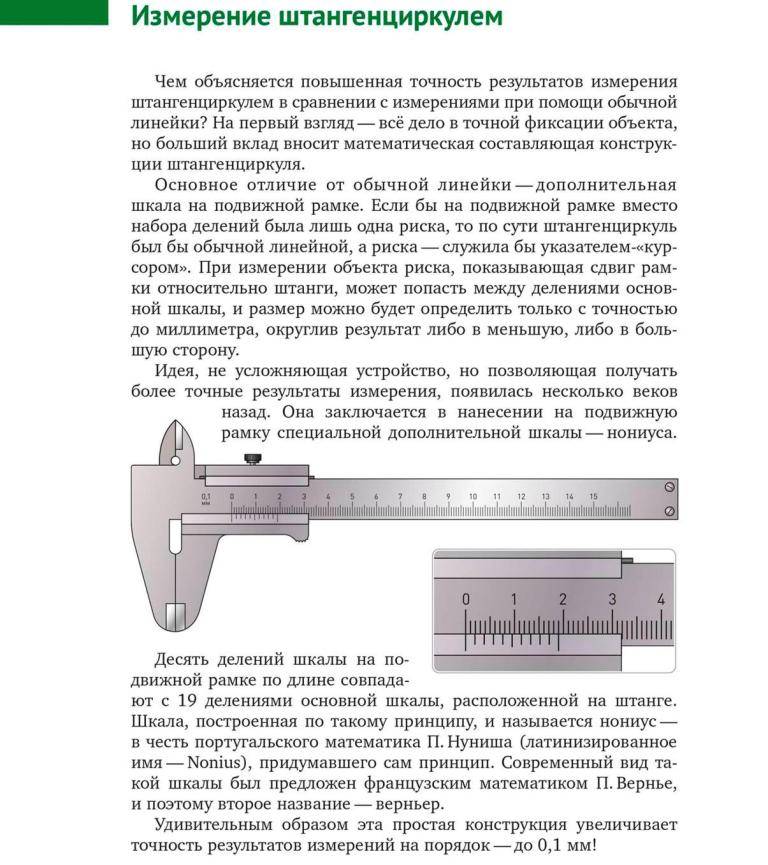
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
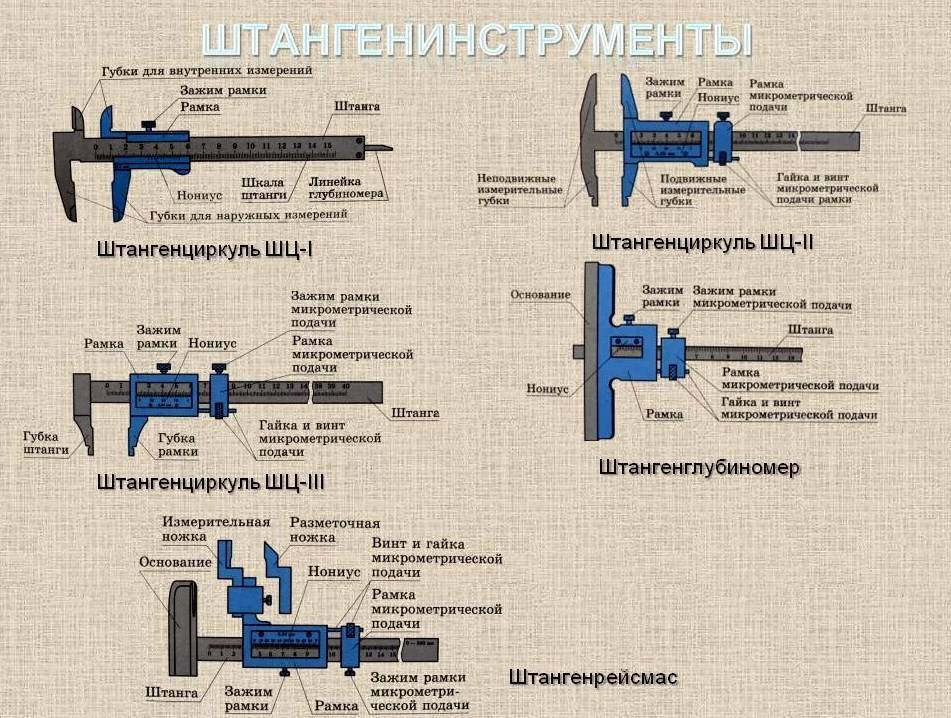
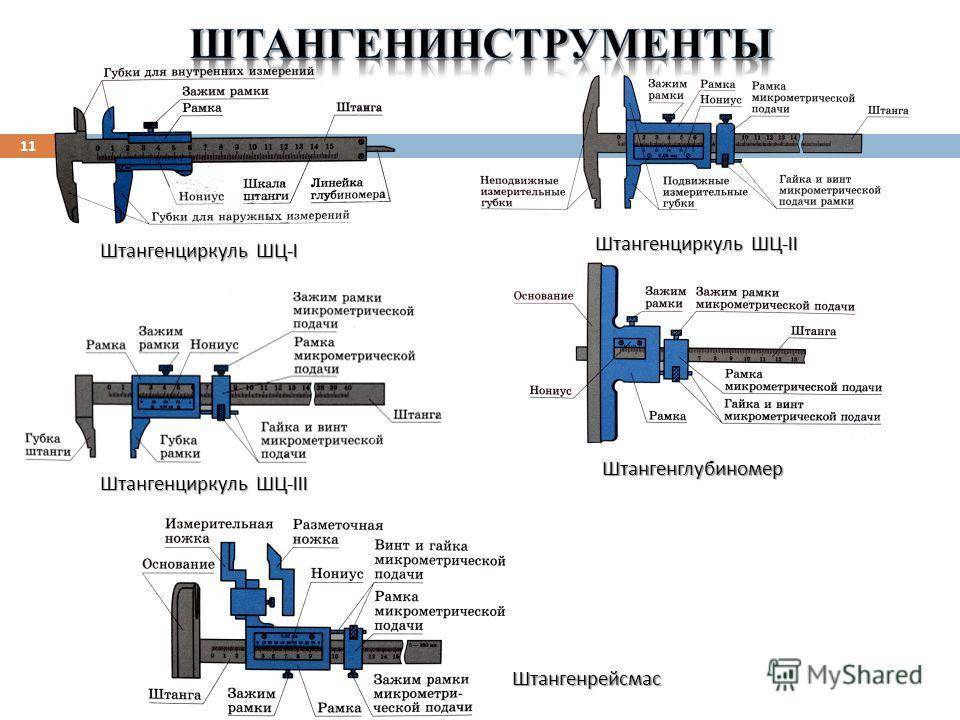
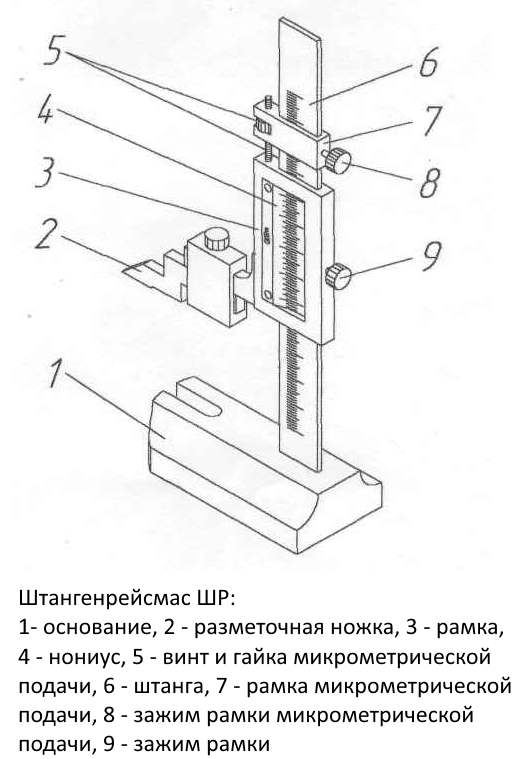
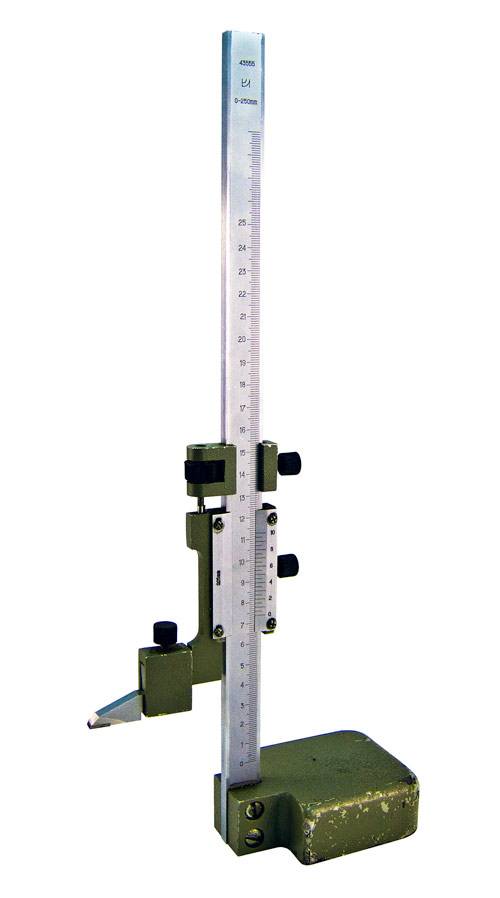

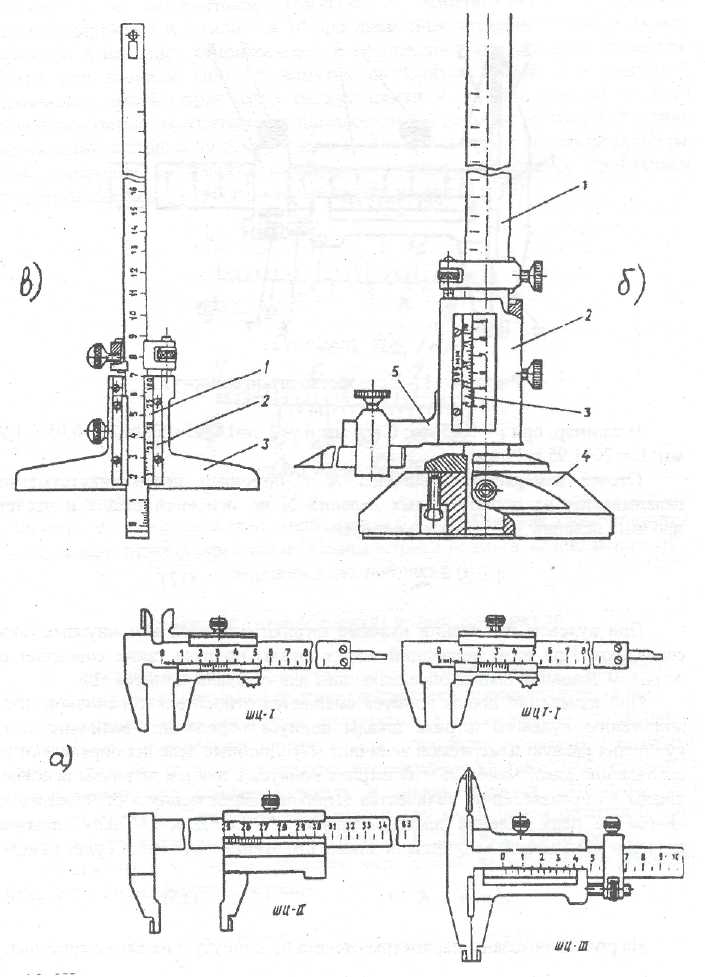


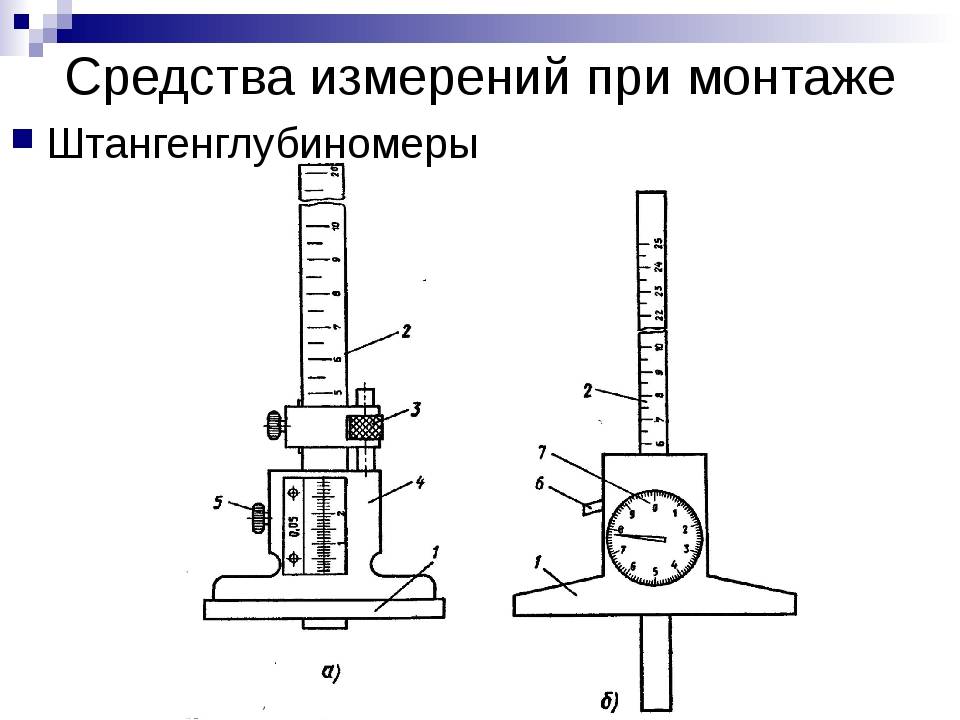
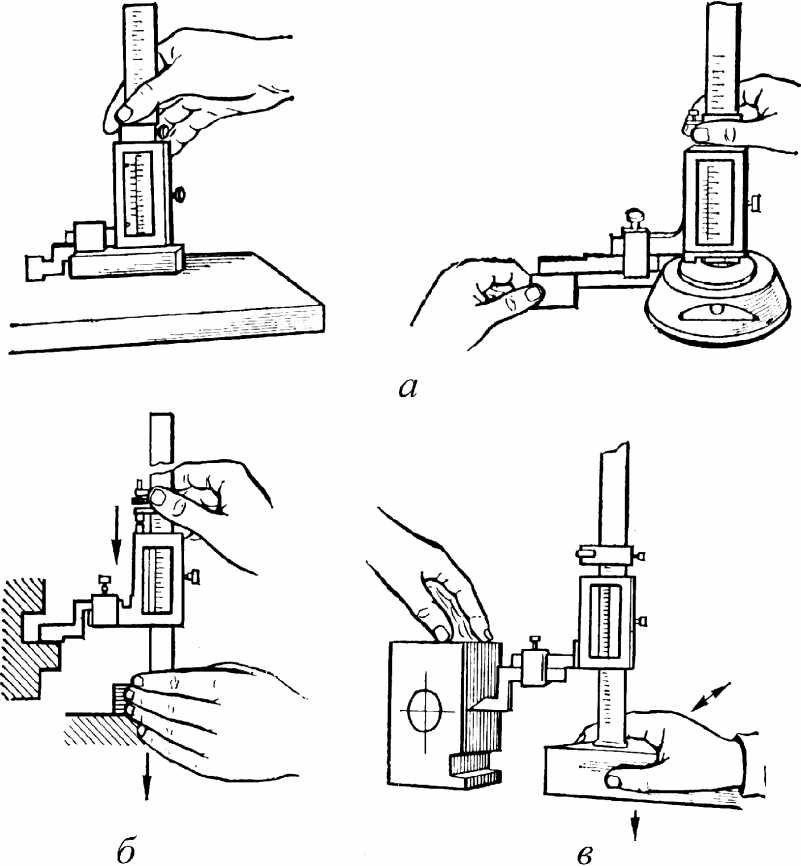
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
| Обычный штангенциркуль состоит из: 1. штанги. 2. подвижной рамки. 3. шкалы штанги. 4. губки для внутренних измерений. 5. губки для наружных измерений. 6. линейки глубиномера. 7. нониуса. 8. винта для зажима рамки. |
Как выбрать хороший инструмент
Основными достоинствами штангенциркуля является точность измерений. По такой причине высококачественный инструмент должен быть сделан из прочного материала, а также иметь легко заметную разметку и переносить активное применение. Популярностью у опытных мастеров пользуют инструменты из нержавеющей стали, на которых выгравированы деления из-за высокой устойчивости к долговечности и коррозии.
Главными принципами выбора будет следующее:
- Длина – она будет определять диапазон измерений. Ее следует подбирать в зависимости от задач. Для применения в быту будет достаточно инструмента размером 12.5 см, а для строительства дома, к примеру, потребуется штангель длиной в 5 метров.
- Шаг измерения – грубо говоря, результат измерений будет куда точнее у тех моделей, которые имеют наименьшее расстояние между соседними шкальными делениями.
- Цена – не стоит покупать дорогостоящую модель для редкого использования в бытовых условиях, но хороший штангенциркуль не будет стоить дешево. Мастерам, у которых этот инструмент является основным для измерений, стоит посмотреть в сторону проверенных немецких, японских и швейцарских моделей. Качественные инструменты, а особенно электронные очень дорогие, и их достаточно купить раз, потому что это будет на всю жизнь. От частоты использования стоит отталкиваться от цены инструмента.
Перед покупкой штангеля убедитесь в том, что нет люфтов между неподвижной и подвижной частью, а также совпадают нулевые отметки обеих шкал при сведенных губках.
- https://stroy-podskazka.ru/shtangencirkul/vidy/
- https://mekkain.ru/library/shtangenczirkul.html
- https://stroy-okey.ru/house/instrument/kak-polzovatsya-shtangencirkulem-ustrojstvo-nastrojka-i-primery-izmerenij/
- https://lesoteka.com/instrument-i-oborudovanie/shtangentsirkul
- https://tpspribor.ru/interesnoe/kak-pravil-no-pol-zovat-sya-shtangencirkulem.html
- https://instrumentn.ru/izmeritelnye-pribory/shtangentsirkul-vidy-i-vybor
- https://m.VseInstrumenti.ru/ruchnoy_instrument/izmeritelnyj/shtangentsirkuli/articles/ustrojstvo/
- https://moy-instrument.ru/masteru/ustrojstvo-i-naznachenie-shtangentsirkulya.html
- https://domsdelat.ru/instrumenty/vidy-shtangencirkulej-i-ix-otlichiya-foto.html
Измерение и разметка заготовок штангенрейсмасом
Рас скажем о том, как проводятся измерение заготовок и их разметка при использовании ручного штангенрейсмаса.
Измерения
Измерения ручным штангенрейсмасом проводите в таком порядке.
- Наденьте держатель для ножки на выступ рамки прибора.
- Установите ножку в паз держателя. Закрепите ее стопорным винтом.
- Поместите штангенрейсмас на контрольную эталонную плиту.
- Удостоверьтесь в том, что прибор стоит ровно.
- Придерживая основание инструмента левой рукой, переместите рамку вверх и зафиксируйте ножку выше заготовки.
- Установите изделие под ножку штангенрейсмаса.
- Опустите рамку до плотного контакта ножки с верхней поверхностью заготовки.
- Зафиксируйте положение рамки при помощи еще одного стопорного винта.
- Считайте показания.

Фотография №2: измерение высоты изделия штангенрейсмасом
Разметка
Чаще всего при помощи штангенрейсмасов наносят на заготовки параллельные горизонтальной эталонной плите линии. Для этого:
- установите рамку на нужную высоту (правильность вы можете оценить по значениям на шкалах прибора);
- зафиксируйте рамку при помощи стопорного винта;
- установите в паз держателя чертилку с твердосплавным наконечником;
- надежно закрепите ее при помощи стопорного винта;
- разметочный штангенрейсмас и заготовку установите на измерительную плиту (чертилка должна с усилием касаться изделия);
- для получения горизонтальной линии переместите прибор по плите, придерживая основание.
В результате на поверхности заготовки появится хорошо различимая линия на нужной высоте.
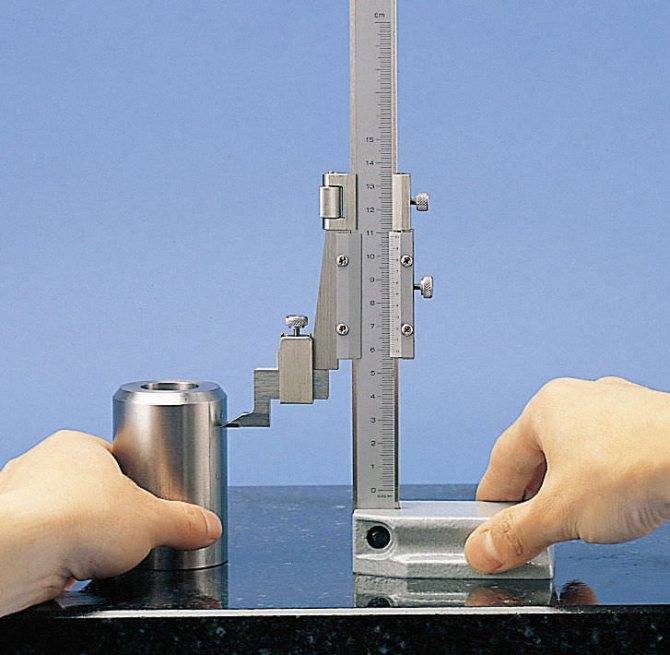
Фотография №3: разметка заготовки штангенрейсмасом
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).

Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Рейсмусовый станок
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
-одно- и двусторонними;
-напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.

При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы
Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.

Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование
Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.


Классификация по точности и проведение измерений
Любой штангенрейсмус должен быть категоризирован по классу точности, который вносится в маркировку прибора. Этот класс указывается в цифровом виде и является последней группой цифр в названии. К примеру, последние три цифры в названии «ШР-250-0,05» будут означать, что устройство имеет измерительную погрешность в 0,05 миллиметра.
Таким образом, классы точности подразделяются по следующим категориям:
- Первый класс (самый точный и лучший) – от 0,05 до 0,09 миллиметров;
- Второй класс – от 0,1 миллиметра и выше.
Для электронных приборов к точности еще может быть добавлен и шаг дискретности – от 0,03 до 0,09 миллиметров – первый класс, все, что выше – второй.
До начала использования инструмента необходимо провести поверку его точности, а сами измерения производить в соответствии с условиями МИ 2190-92 и ГОСТ 164-90.
Проверку нулевой точки на рабочей плоскости возможно осуществить следующим способом:
- Инструмент фиксируется на ровном основании;
- Основная рамка приспускается вниз до упора (до соприкосновения с основанием);
- Далее происходит сверка шкалы на основной линейке и нониусе – они должны совпадать по своим нулевым рискам-значениям;
- Если совпадение достигнуто, то прибор способен выполнять точные измерения.
История создания
 История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
 Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.