ГОСТы и другие стандарты на сталь 20Х13
Для того чтобы выпускаемые металлы могли применяться в тех или иных условиях при их изготовлении применяется Госстандарт. Сталь 20×13 (ГОСТ определяет форму выпуска и основные качества) изготавливается при учете следующих стандартов:
- Кованные заготовки поставляются в квадратной и круглой форме.
- При применении сплава могут изготавливаться проволоки с высокими эксплуатационными характеристиками.
- На производственные линии поставляется прокат с различной толщиной листа, который характеризуется жаропрочностью и коррозионной стойкостью.
- В промышленность поставляются кованые и горячекатанные полосы.
- Фасонные профили.
Расшифровка стали 20х13 определяет высокую концентрацию хрома, что приводит к снижению некоторых эксплуатационных качеств. Примером можно назвать отсутствие возможности использования листового металла для изготовления корпуса при применении сварочного аппарата. Установленный стандарт 20х13 ГОСТ также определяет возможность проведения дополнительной обработки, которая делает структуру более плотной и прочной, устойчивой к различного рода воздействия.
Особенности термообработки стали 20Х13
Марка стали 20х13 по причине высокой концентрации углерода и хрома сложна при сварке, структура может быть улучшена при закалке и отпуске. Термообработка проводится с учетом следующих моментов:
- Из-за высокой жаропрочности закалка проводится при температуре около 1100 градусов Цельсия. Эта технологическая особенности определяет трудности, возникающие при обработке сплава в домашних условиях. Только при наличии специального оборудования можно провести разогрев заготовки до требуемой температуры.
- Ковка выполняется при температуре 780 градусов Цельсия. При этом нагрев проводится постепенно, что позволяет исключить вероятность возникновения структурных деформаций при пластичной деформации.
- Отжиг считается смягчающим типом обработки металла. Рекомендуемый показатель температуры составляет 800 градусов Цельсия. Охлаждение проводится периодически, что позволяет повысить качество сплава.
- После закалки охлаждение проводится в самой различной среде. В последнее время устанавливаются высокие стандарты качества, что определило применение масла в качестве охлаждающей жидкости. Подобная технология охлаждения характеризуется довольно большим количеством особенностей. К примеру, свойства масла обеспечивают равномерное снижение температуры даже объемных заготовок, но при определенных условиях вещество загорается и образуется едкий дым. Поэтому масляные ванны применяются только в специальных цехах, которые снабжаются системой вентиляции.
При повышении температуры отпуска до 450 градусов Цельсия можно существенно повысить пластичность, но при этом снижается твердость поверхностного слоя. Однако, подобное воздействие приводит к снижению коррозионной стойкости.
https://youtube.com/watch?v=TRpHRWii4_Y
Сварочные работы также характеризуются большим количеством особенностей. Сварка коррозионно-стойкой жаропрочной стали 20х13 проводится с учетом следующей информации:
- Могут применяться самые различные методы: ручная обработка, электродуговая и аргонодуговая в автоматическом режиме.
- В некоторых случаях сварка проводится без предварительного подогрева заготовки. Для того чтобы повысить качество сварочного шва проводится дополнительная обработка.
- Для того чтобы повысить качество шва выполняется нагрев металл до 300 градусов Цельсия. Дополнительная обработка предусматривает отжиг, который снижает все внутренние напряжения. Часто именно внутреннее напряжение приводит к появлению структурных или поверхностных трещин, а также других дефектов.
Предварительные нагрев рекомендуется проводить в случае, когда толщина свариваемой стали более 10 мм. В подобных случаях высокая концентрация хрома и углерода сказывается негативно на свойствах стали 20×13.

Нержавеющая проволока 20Х13
Свойства сплава определяют его широкое распространение в самых различных отраслях промышленности. Для его применения при изготовлении износостойких деталей может проводится различного рода улучшения. Однако, сложности обработки и изготовления определяют рентабельность при применении только на момент выпуска ответственных деталей.
Источник
Область применения
Особенности стали 20 позволили ей получить широкое распространение в разных отраслях промышленности.
- В машиностроении сталь 20 нашла применение как материал для изготовления соединительных муфт, шестерней и элементов червячных пар. Также из нее делают всевозможные приспособления для крепления инструмента на станочном оборудовании и соединительные элементы между звеньями механизмов (кронштейны, валы и прочее).
- Применение стали 20 при производстве трубопроводной арматуры. Из нее изготавливают как трубы, так и переходные элементы: крестовины, штуцера, ниппеля, накидные гайки и т.д.
- В строительстве применение стали 20 обосновано сочетанием сплавом таких свойств как отличная свариваемость, умеренная прочность и низкая цена. Используется, в первую очередь, при производстве металлоконструкций. Из не ее изготавливают разнообразные несущие фермы, поперечные перекладины и стойки, а также элементы крепежа: болты, гайки и т.д.
Химический состав
Во многом сталь 20х13 напоминает аналоги, в состав которых также добавляется большое количество хрома. Химический состав представлен сочетанием следующих веществ:
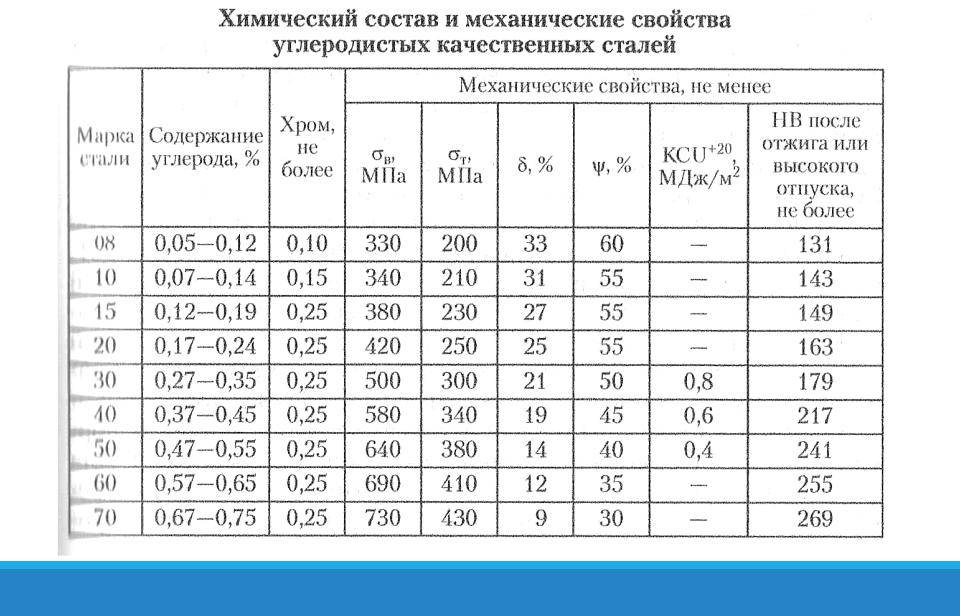
- Углерод во многом определяет твердость и прочность материала, а также степень свариваемости. В рассматриваемом случае концентрация углерода может варьировать в пределе от 0,16 до 0,25%.
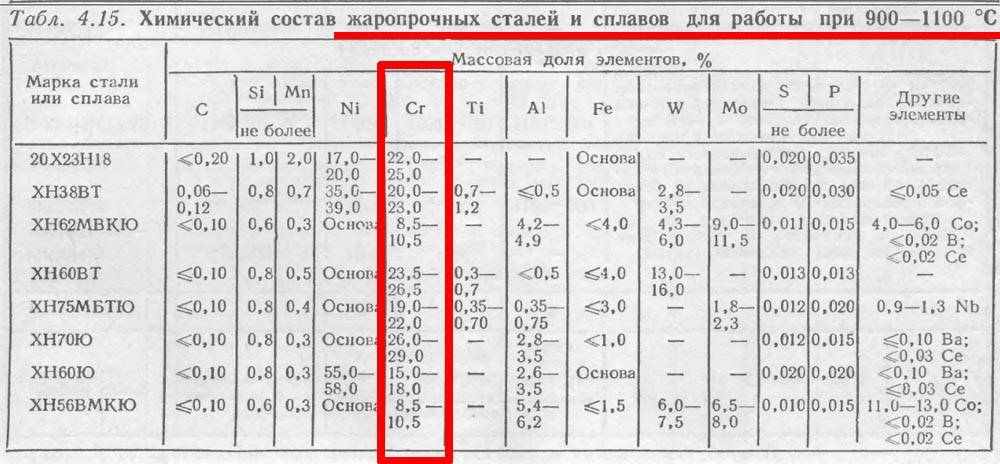
- Хром считается основным легирующим элементом. В состав сплава добавляется около 12-14% этого химического вещества. Именно хром определяет жаропрочность и коррозионную стойкость.
- Марганец и никель не являются основными элементами рассматриваемого сплава, их концентрация не более 0,6%.
Практически все металлы имеют в своем составе фосфор и серу. Эти химические элементы находятся в составе при концентрации не более 0,03%.

Лист нержавейка 20Х13
Зарубежные производители также выпускают сплавы со схожим химическим составом. К примеру, японский аналог стали 20х13 получил название SUS420J1, французские сплавы z20c13 и X20Cr13.
«Стали марки А2 – это «нержавейка»? Мне нужен крепёж из нержавеющей стали AISI 304
Нержавеющие стали марок AISI 304 и 316 по своему химическому составу полностью соответствуют группе марок сталей А2 и А4, соответственно.
Аустенитные нержавеющие стали марок А2 или А4 для крепёжных изделий регламентированы серией отечественных стандартов ГОСТ ISO 3506-2014 «Механические свойства крепёжных изделий из коррозионно-стойкой нержавеющей стали».
Первая редакция этих стандартов была введена в действие ещё 10 декабря 2009.
Однако, до сих пор встречаются спецификации с иностранным обозначением этих сплавов. Чаще всего используют маркировку Американского Института Сталей и Сплавов (AISI), в частности: марки сталей 304 и 316. Их свойства регламентирует американский стандарт ASTM A 276–06.
Марки сталей по ГОСТ ISO 3506 имеют достаточно широкие пределы допустимого содержания легирующих элементов.
Поэтому несложно подобрать аналоги* иностранных сплавов AISI среди марок нержавеющих сталей по российскому стандарту для крепёжных изделий ГОСТ ISO 3506-2014:
голоса
Рейтинг статьи
Технический характеристики и преимущества
Сталь 20Х23Н18 обладает высокой коррозионной стойкостью в агрессивных средах, что обусловлено заметной долей хрома в ее составе — более 22%. Добавки никеля и марганца еще больше увеличивают данный параметр, а также определяют первичную кристаллическую структуру сплава в виде аустенита.
Для аустенитных сталей характерно отсутствие магнитных свойств, высокая пластичность и ударная вязкость. Также они не увеличивают твердость в результате термической обработке и применяются как жаропрочные при температуре до 600 °С.
Нержавеющая сталь 20Х23Н18 легко поддается обработке, но является ограниченно свариваемой. Подходящие способы сварки: ручная дуговая, аргонодуговая, автоматическая под флюсом, электрошлаковая и контактная. Удельный вес материала 7900 кг/м³, твердость HB 10-1=178 МПа, предел выносливости 255 МПа.
Особенности стали
20х13 имеет плотность 7670 кг\м3. Температура плавления составляет около 1600 ºС. Упруга. Модуль Юнга равен 2 000 МПа. Хорошо проводит тепло. Коэффициент теплопроводности колеблется в районе 23-28 Вт\(м*С). Отличается низкой способностью пропускать ток. Удельное электрическое сопротивление равно в среднем 800 Ом*м. Магнитится.
Предел прочности на разрыв равно 610 МПа. Твердость — около 28 единиц по шкале Роквелла. Деформироваться 20х13 начинает уже при нагрузке в 500 МПа. Предварительное провидение термической обработки позволяет увеличить механические свойства в 1,5-2 раза. Для сравнения после закалки с отпуском конструкционная сталь 45 повышенного качества обладает прочностью в 400 МПа.
Сталь 20х13 достаточна пластична. Относительное удлинение составляет 23%, а сужение 65%. Хорошо работает в условиях знакопеременных нагрузок. Предел выносливости равен 500 МПа. Сталь жаростойка. Ее механические свойства остаются неизменными при температуре окружающей среды 600 ºС.
Марка 20х13 отличается повышенной сопротивляемостью к образованию коррозии. Она хорошо проявила себя в работе в условиях слабоагрессивных сред: пресная и речная вода, пар. Не устойчива к большинству кислот, щелочей, а также к морской воде.
Термообработка
Сталь 20х13 отличается повышенными технологическими свойствами. Она хорошо обрабатывается как резанием так и давлением. Не флокочувствительна. Имеет незначительную склонность к отпускной хрупкости. 20х13 относится к первой группе свариваемости. Сварка осуществляется без предварительного нагрева. Шов при этом получается прочный и плотный.
Термическая обработка для стали 20х13 представляет собой следующую последовательность действий:
- Нормализация при 1000-1200 ºС, затем идет отпуск при 730-750 ºС. Предел прочности такой стали на выходе равен 710 МПа.
- Закалка 1050 ºС с последующим равномерным охлаждением на воздухе. Конечная прочность равна уже 1600 МПа.
Электроды для сварки высоколегированных сталей
Часть 2

Мартенситные и мартенсито-ферритные высокохромистые стали очень склонны при сварке электродами к закалке и образованию холодных трещин, поэтому они свариваются с предварительным подогревом (кроме стали 08Х13) до температуры 250-300 о С (для стали 12Х13) и 300-400 о С (для сталей 20Х13, 30Х13 и др.) с обязательным отпуском непосредственно после сварки при температуре 700-740 о С.



Низкоуглеродистая полуферритная сталь 08Х13 сваривается без подогрева при минимальной погонной энергии дуги с охлаждением до температуры ниже 100 о С после наложения каждого сварочного валика для предотвращения чрезмерного роста зерен и снижения ударной вязкости в околошовной зоне сварного соединения.
Изменение термического цикла сварки не одинаково влияют на сопротивление образованию холодных трещин высокохромистых сталей.
Для стали 20Х13 увеличение скорости охлаждения металла шва с 15 о до 180 о С/с в интервале температур от 600 до 500 о С монотонно снижает сопротивляемость образованию холодных трещи. Для сталей 08Х13 и 12Х13 – холодные трещины возникают при скорости охлаждения более 15 о С/с.

Содержание углерода в количестве от 0,1 до 0,2% в мартенситной (20Х13) и мартенсито-ферритной (12Х13) сталях обусловлено необходимостью ограничения в структуре зоны термического влияния количества свободного феррита, образование которого повышает хрупкость сварных соединений, неустраняемой последующей термической обработкой.
Улучшение свариваемости высокохромистых сталей с содержанием 13% хрома достигнуто уменьшением количества углерода в стали с одновременным легированием никелем.
При выборе электродов для сварки высокохромистых нержавеющих сталей требуется обеспечить следующие основные свойства наплавленного металла и металла шва:
а) стойкость против атмосферной коррозии и в слабо агрессивных жидких средах;
б) жаростойкость до температуры 650 о С;
в) жаростойкость до температуры 550 о С.
Этим условиям удовлетворяет металл, наплавленный сварочными электродами типа Э-12Х13, который имеет химический состав, структуру и свойства, ближе к сталям этой группы.
Источник
Технические характеристики металла 20Х13

Рекомендуемые интервалы
- порядка 1100 градусов в начале;
- от 875 до 950 градусов в конце.
Нагрев под прокатку или ковку следует проводить постепенно до 780 градусов, а после деформации нужно тоже использовать медленное охлаждение.
Смягчающая термическая обработка материала этого типа — это отжиг при температуре порядка 800 градусов. Охлаждение с печью должно составлять до 500 градусов, а окончательная термическая обработка-закалка должна производиться при температуре около 1000 градусов с условием масляного охлаждения или на улице с отпуском на коррозийную стокойсть и требуемую твердость.
Технологичность материала возможна как при горячей, так и холодной деформации. Сталь имеет мартенситный класс, а ее критические точки такие:
- A c1 = 820 градусов;
- A c3 = 950 градусов.
Микроскопическая структура металла в его закаленном виде включает в себя мартенситы и карбиды, а отожженном — смесь карбида и высокохромистого феррита. Если увеличивать температуру отпуска до 450 градусов, то прочность значительно сокращается, и увеличивается пластичность материала. А вот показатели устойчивости к коррозии тоже сокращаются.
Технология сварки
Как и в любом другом виде сварки, вся технология делится на три этапа – подготовительный, этап сварки и завершающий. Если сварочное соединение осуществляется в несколько проходов, то вся технология повторяется циклично.
Подготовительный этап
На подготовительном этапе необходимо:
- разметить детали и разрезать их посредством использования специального инструмента (в домашних условиях – болгаркой, в промышленных – плазменная, лазерная резка, резка с использованием механических ножниц и т. д.);
- зачистить края деталей, которые подлежат сварке, от окалин, заусенцев и возможных окислов;
- обезжирить с помощью специальных химических составов;
- в случае наличия влаги прогреть края деталей с помощью газовой горелки или паяльной лампы с целью исключения попадания влаги в сварочный шов.
Основные работы
На основном этапе производится непосредственно сварка деталей:
- подключение источника сварочного тока и выбор режимов: зависят от толщины деталей, выбранной технологии, опыта сварщика;
- предварительный подогрев (за исключением случаев выпаривания влаги) не требуется для стали 20;
- сначала необходимо установить прихваточные швы, размеры и количество которых устанавливается в зависимости от толщины металла на деталях, а также в зависимости от размера самих деталей;
- после этого осуществляется проварка всего контура деталей.
Завершающий этап
Завершающий этап предусматривает обязательную очистку шва от образовавшегося шлака. Сначала весь шлак отбивается с помощью сварочного молотка, а затем происходит зачистка от окалин, наплывов металла, брызг. Это действие может быть осуществлено с помощью специальной жесткой щетки (если количество таких образований небольшое и может быть устранено без серьезных затруднений) либо с помощью болгарки или угловой шлифовальной машинки (если количество образований велико, либо их размеры не позволяют обойтись без специального оборудования). После такой зачистки все швы необходимо осмотреть на факт наличия непроваров либо дефектов (в промышленных условиях возможно использование специального «рентген-просвета», в домашних – визуальный контроль).
Зачистка проводится и в случае многоэтапного формирования сварного шва, если такое действие предусмотрено технологией.
Характеристики
Как определить плотность?
Плотность объекта при разных температурах:
| Градусы | 30 | 110 | 220 | 330 | 440 | 510 | 620 | 730 | 840 | 910 |
| 20Х | 7820 | 7830 | 7680 | — | 7810 | — | 7540 | — | — | — |
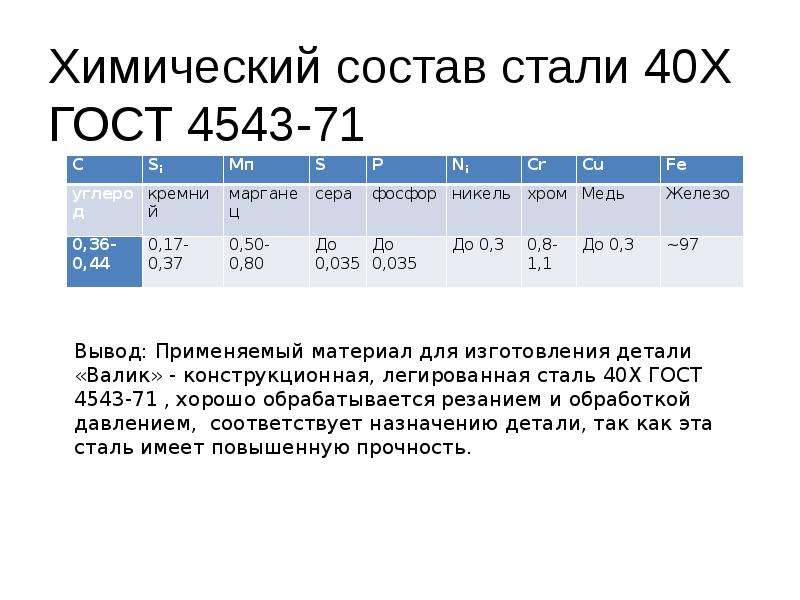
Химический состав

Процентное соотношение элементов представленной стали по ГОСТ 4543-71:
- Silicium: 0,17–0,37.
- Manganum: 0,7–0,9.
- Chromium: 0,6–1,0.
- Carboneum: 0,18–0,23.
Ударная вязкость
| Вид материала | Ударная вязкость, Дж/см2, с температурой, °С | |||
| +20 | -20 | -40 | -60 | |
| Прут радиусом среза 57,5 мм; закаливание и отпуск | 270–286 | 270–289 | 267–277 | 251–264 |
Температура эксплуатации
Сталь может эксплуатироваться в пределах данных температур:
- Ac1 = 750.
- Ac3 (Acm) = 815.
- Ar3 (Arcm) = 745.
- Ar1 = 675 , Mn = 380.
Механические свойства
| ГОСТ | Поставка, вид тепловой обработки | Сечение, мм | Условная мера текучести (мегапаскаль) | Мера прочности (кратковременная) (мегапаскаль) | Относительное расширение после разрыва в % | Относительное сужение в % | Вязкость от удара (Килоджоуль / м2) | Проверка по шкале Бриннеля, не более |
| ГОСТ 4543-71 | Стальной прут, закалённый на 880 °С, H2O или масло; закалка используется при 770–820 °С, вода или масло; отпуск, заключительный этап — 180 °С, воздух или масло | 14 | 630 | 770 | 11 | 40 | 59 | |
| ГОСТ 10702-78 | Сталь, прошедшая нагартовку и калибровку с нужной отделкой без нагрева и охлаждения | 585 | 5 | 45 | 207 | |||
| Прут. Насыщение диффузионными частицами углерода поверхности стали: 920–950 °С, воздух; закалка 800 °С, масло; заключительный этап: 190 °С, воздух | 50 | 380 | 640 | 13 | 40 | 49 | 250 (верх 55-63) |
Механические свойства поковок(не полностью готовых изделий) 20Х:
| Теплообработка | Сечение, мм | КП | Условная мера текучести в мегапаскалях | Мера кратковременной прочности в мегапаскалях | Относительное удлинение после разрыва (%) | Относительное сужение в % | KCU (кдж/ м2) | Твёрдость по Бриннелю (шарик), не более |
| Приход к норме | до 100 100–300 300–500 | 185 | 195 | 390 | 26 22 21 | 55 51 46 | 59 53 49 | 111–156 |
| до 100 100–300 | 225 | 215 | 430 | 24 21 | 52 49 | 52 49 | 124–168 | |
| до 100 | 235 | 245 | 470 | 22 | 47 | 48 | 142–179 | |
| Закалка. Отпуск | 100–300 | 255 | 245 | 470 | 19 | 41 | 39 | 142–169 |
| до 100 100–300 | 285 | 275 | 530 | 22 17 | 41 37 | 47 34 | 157–197 | |
| 100–300 100–300 | 325 355 | 315 345 | 570 590 | 14 17 | 34 45 | 36 54 | 168–209 174–217 |
Характеристики стали, зависящие от температуры нагрева и последующего охлаждения:
| Температура отпуска, °С | Условная мера текучести (мегапаскаль) | Временное сопротивление разрыву (мегапаскаль) | Отношение приращения длины образца после разрыва к его перво- начальной длине (%) | Относительное сужение % | Ударная вязкость (кдж/ м2) |
| Прут радиусом 12,5 мм. Закалка — девятьсот градусов Цельсия. | |||||
| 210 310 410 510 610 | 660 700 700 680 620 | 880 869 835 758 730 | 18 17 18 21 20 | 58 65 70 71 70 | 118 147 176 196 225 |
Механические свойства 20Х при высоких температурах:
| Температура опыта, °С | Условная текучесть (мегапаскаль) | Сила сопротивления разрыву по времени (мегапаскаль) | Относительное удлинение после разрыва (%) | Относительное сужение % | KCU (кдж/ м2) |
| Объект размером 6 мм, длина 31 мм, подвергался ковке и нормализован. Величина скорости деформирования 15 мм/мин. Скорость изменения формы — 0,008 1/с | |||||
| 710 810 910 1010 1110 1210 | 130 63 51 33 21 14 | 150 93 84 51 33 25 | 48 56 64 78 98 | 89 76 87 96 100 |
Советские стали 40Х13 / 65Х13 / 95Х18
Советские аналоги американских 420 и 440, распространены на территории СНГ, имеют ряд схожих характеристик с западными аналогами, но более доступные. В ножевом производстве используются и по сей день. Например, дагестанский “Кизляр”(65Х13) и российский “Златоуст”(95Х18). За ножами из этой стали обычно гоняются любители всего советского или имеющие положительный опыт эксплуатации.
Самая популярная из тройки — 95Х18: отлично держит заточку, твердость в районе 60HRC, не капризна и хорошо сопротивляется коррозии, но без собаки не обошлось и таится она в процессе заточки, он требует сноровки и опыта, но стоит вам раз найти подход к этому “крепкому орешку” и получите поистине неубиваемый нож, способный выдержать многое.
40Х13 (в народе: “сороковка”) — самая мягкая из трех, чаще используется для кухонных ножей, относительно быстро тупится и так же быстро затачивается.
65Х13 (медицинская сталь) — золотая середина, именно за сбалансированность ее полюбили. Да, чуть быстрее теряет остроту в сравнении с 95-й, но и заточить ее куда проще и быстрее.
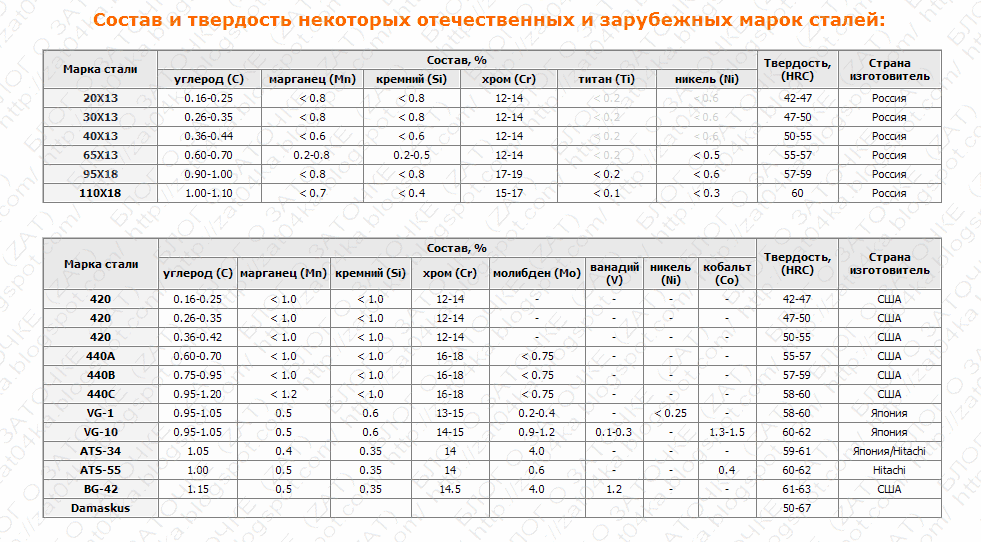


Как правило, из 65Х13 и 95Х18 делают охотничьи и большие нескладные ножи.
Из всего этого списка можно сделать такой вывод: идеально-универсального решения нет. Нужно брать нож подходящий под ваши задачи. Если большую часть времени планируется работа во влажной среде (рыбалка, дайвинг и тп), то ваш выбор — это 420-я или 440-я. Если нужна мощь и твердость — 95Х18, 9CR14MOV. Если нужна золотая середина на каждый день, то я бы рассматривал 440С или 8CR13MOV / 8CR14MOV.
Что ж, на этом предлагаю сделать паузу. Как говорилось в начале, в этой статье я рассмотрел самые популярные ножевые стали, ножи из которых можно встретить в любом магазине. Надеюсь, что у меня получилось внести ясность и помочь определиться со столь запутанным выбором. Желаю вам боевого настроения и любите ножи!
Источник
Коррозионностойкие нержавеющие стали
| СНГ (ГОСТ) | Евронормы (EN) | Германия (DIN) | США (AISI) |
|---|---|---|---|
| 03 Х17 Н13 М2 | 1.4404 | X2 CrNiMo 17-12-2 | 316 L |
| 03 Х17 Н14 М3 | 1.4435 | X2 CrNiMo 18-4-3 | – |
| 03 Х18 Н11 | 1.4306 | X2 CrNi 19-11 | 304 L |
| 03 Х18 Н10 Т-У | 1.4541-MOD | – | – |
| 06 ХН28 МДТ | 1.4503 | X3 NiCrCuMoTi 27-23 | – |
| 06 Х18 Н11 | 1.4303 | X4 CrNi 18-11 | 305 L |
| 08 Х12 Т1 | 1.4512 | X6 CrTi 12 | 409 |
| 08 Х13 | 1.4000 | Х6 Cr 13 | 410S |
| 08 Х17 Н13 М2 | 1.4436 | X5CrNiMo 17-13-3 | 316 |
| 08 Х17 Н13 М2 Т | 1.4571 | Х6 CrNiMoTi 17-12-2 | 316Ti |
| 08 Х17 Т | 1.4510 | Х6 СrTi 17 | 430Ti |
| 08 Х18 Н10 | 1.4301 | X5 CrNi 18-10 | 304 |
| 08 Х18 Н12 Т | 1.4541 | Х6 CrNiTi 18-10 | 321 |
| 10 Х23 Н18 | 1.4842 | X12 CrNi 25-20 | 310S |
| 10X13 | 1.4006 | X10 Cr13 | 410 |
| 12 Х18 Н10 Т | 1.4878 | X12 CrNiTi 18-9 | – |
| 12 Х18 Н9 | – | – | 302 |
| 15 Х5 М | 1.7362 | Х12 СrMo 5 | 501 |
| 15 Х25 Т | 1.4746 | Х8 CrTi 25 | – |
| 20X13 | 1.4021 | Х20 Cr 13 | 420 |
| 20 Х17 Н2 | 1.4057 | X20 CrNi 17-2 | 431 |
| 20 Х23 Н13 | 1.4833 | X7 CrNi 23-14 | 309 |
| 20 Х23 Н18 | 1.4843 | X16 CrNi 25-20 | 310 |
| 20 Х25 Н20 С2 | 1.4841 | X56 CrNiSi 25-20 | 314 |
| 03 Х18 АН11 | 1.4311 | X2 CrNiN 18-10 | 304LN |
| 03 Х19 Н13 М3 | 1.4438 | X2 18-5-4 | 317L |
| 03 Х23 Н6 | 1.4362 | X2 CrNiN 23-4 | – |
| 02 Х18 М2 БТ | 1.4521 | X2 CrMoTi 18-2 | 444 |
| 02 Х28 Н30 МДБ | 1.4563 | X1 NiCrMoCu 31-27-4 | – |
| 03 Х17 Н13 АМ3 | 1.4429 | X2 CrNiMoN 17-13-3 | 316LN |
| 03 Х22 Н5 АМ2 | 1.4462 | X2 CrNiMoN 22-5-3 | – |
| 03 Х24 Н13 Г2 С | 1.4332 | Х2 CrNi 24-12 | 309L |
| 08 Х16 Н13 М2 Б | 1.4580 | X1 CrNiMoNb 17-12-2 | 316 Сd |
| 08 Х18 Н12 Б | 1.4550 | X6 CrNiNb 18-10 | 347 |
| 08 Х18 Н14 М2 Б | 1.4583 | Х10 CrNiMoNb 18-12 | 318 |
| 08X19AH9 | – | – | 304N |
| 08X19H13M3 | 1.4449 | X5 CrNiMo 17-13 | 317 |
| 08X20H11 | 1.4331 | X2 CrNi 21-10 | 308 |
| 08X20H20TЮ | 1.4847 | X8 СrNiAlTi 20-20 | 334 |
| 08X25H4M2 | 1.4460 | X3 CrnImOn 27-5-2 | 329 |
| 08X23H13 | – | – | 309S |
| 09X17H7 Ю | 1.4568 | X7 CrNiAl 17-7 | 631 |
| 1X16H13M2 Б | 1.4580 | Х6 CrNiMoNb 17-12-2 | 316Cd |
| 10X13 СЮ | 1.4724 | Х10 CrAlSi 13 | 405 |
| 12X15 | 1.4001 | X7 Cr 14 | 429 |
| 12X17 | 1.4016 | X6 Cr17 | 430 |
| 12X17M | 1.4113 | X6 CrMo 17-1 | 434 |
| 12X17MБ | 1.4522 | Х2 СrMoNb | 436 |
| 12X18H12 | 1.3955 | GX12 CrNi 18-11 | 305 |
| 12X17 Г9 АН4 | 1.4373 | Х12 CrMnNiN 18-9-5 | 202 |
| 15X9M | 1.7386 | X12 CrMo 9-1 | 504 |
| 15X12 | – | – | 403 |
| 15X13H2 | – | – | 414 |
| 15X17H7 | 1.4310 | X12 CrNi 17-7 | 301 |
Изменение структуры термохимической обработкой
Одна и та же марка может менять свои характеристики с помощью термической обработки. Марка стали 20 обладает хорошими пластическими характеристиками, поэтому изделия из нее получают несколькими методами: отливкой, холодным или горячим прокатом или волочением. После получения деталей методом отливок к ним может применяться химико-термическая обработка. Цель этой процедуры — получить твердый износостойкий слой, не поддающийся коррозии, и пластичную мягкую середину.
Для этого готовая деталь помещается в соответствующую среду (обкладывается сухим углеродосодержащим веществом, помещается в газообразную или жидкую среду), после чего выдерживается от нескольких часов до 1,5 суток при высокой температуре. деталей к этому моменту должна быть закончена, так как после термохимической обработки изделие будет иметь уже окончательную структуру. Элемент насыщает верхний слой изделия (от 0,3 до 3,0 мм), соответственно улучшая его структуру и свойства.
В зависимости от применяемого вещества обработка называется: цианированием (покрытие цинком), цементацией (углеродом), хромированием (хромом). Углерод придает прочность, цинк — коррозионную стойкость, хром, вдобавок ко всему перечисленному, делает поверхность зеркальной.
Применение стали 20х13
Сталь 20х13 обладает большим количеством особенностей, которые определяют широкое его распространение. Жаропрочность и коррозионная стойкость ценится в нижеприведенных случаях:
- Машиностроительная промышленность.
- При производстве турбинных лопаток, на которые оказывается воздействие высокой температуры и давления.
- При создании крепежей с высокой прочностью и коррозионной стойкостью.
- Выпуск деталей, которые подвержены воздействию атмосферных осадков и органических слей.
- При изготовлении колец самого различного предназначения.
- Авиационная промышленность.
- Выпуск изделий, работающих при невысокой температуре и в агрессивной химической среде.
- При создании деталей для компрессорных машин, которые работают с нетрозными газами.

Трубные доски 20х13
Термическая обработка позволяет существенно повысить эксплуатационные характеристики сплава. Это связано с тем, что при сильном нагреве происходит перестроение кристаллической решетки для упрочнения структуры и повышения твердости поверхностного слоя. Применение стали 20х13 позволило существенно продлить эксплуатационный срок изделий, которые служат в тяжелых эксплуатационных условиях.
Состав стали

Теперь рассмотрим наиболее важную составляющую любого металлосодержащего сплава — его состав.
Благодаря официальным техническим документам любой человек может с высокой долей точности установить, какие именно элементы входят в состав стали 20Х13. Их список следующий:
- Углерод — 0,2 % — элемент, без которого не может существовать сталь. Именно он придает мягкому железу прочность и твердость. Однако при таком содержании сплав все еще остается сравнительно пластичным и поддается механической обработке, в некоторых случаях даже без предварительного нагрева.
- Кремний — 0,6 % — легирующая добавка, улучшающая структуру стали и позволяющая ей лучше переносить перегревы.
- Марганец — 0,6 % — добавка во многом аналогичная предыдущей, однако марганец не только увеличивает прокаливаемость стали, но и увеличивает ее вязкость.
- Никель — 0,6 % — опять же легирующий элемент, увеличивающий тепловую устойчивость стали, ее общую пластичность и прочность.
- Хром — 13 % — не менее важный элемент, чем тот же углерод, ведь хром отвечает за прочность стали, ее коррозионную стойкость, прокаливаемость и токопроводимость.
На данном этапе можно добавить, что 20Х13 — жаростойкая сталь, обладающая исключительной устойчивостью к повышенным температурам, если, конечно, сравнивать ее с другими техническими сталями. Помимо этого, сплав крайне нечувствителен к коррозии и окислению из-за высокого содержания хрома в составе.
Если узнать характеристики стали 20Х13, применение этого сплава перестает быть тайной. С большой долей вероятности это могут быть детали, работающее при высоких температурах.
Особенности термообработки
Для материала предусмотрена термообработка – закалка, отпуск, отжиг. После их выполнения изменяется ферритно-перлитная структура, которая преобразуется в мартенситную. Происходит уменьшение пластичности материала с одновременным увеличением его прочности.
При нагреве заготовок используются печи двух видов – индукционные, доменные. Для закалки выдерживается температурный режим от 790 до 820оС. Время нахождения изделий в печи может быть разным, определяется технологией. Охлаждение выполняется на воздухе, в масле или воде. Для отжига выполняют нагрев заготовок до 160 – 200оС.
Зарубежные аналоги
Потребность в металлосодержащих сплавах, устойчивых к нагреву, распространяется повсеместно, поэтому в различных странах на разных континентах налаживается свое производство сталей, зачастую очень похожих по своему составу с зарубежными собратьями. Для стали 20Х13 за границей есть следующие аналоги:
- Соединенные Штаты Америки — 420 и S42000;
- Япония — SUS420J1;
- Европа — Х20Cr13;
- Китай — 2Cr13.
Зная эти наименования, любой человек сможет, вне зависимости от его географического положения, приобрести в ближайшем магазине изделие, изготовленное из нужной марки стали.
Источник
Свойства
Технологические

- Температура обработки давлением: начальный показатель — 1260, конечный — 750. Заготовки, имеющие сечение размером 200 мм, остывают при комфортной температуре 22–20 °C, сечением 202–710 мм получают отжиг низкими температурами.
- Обработка резанием — Kv тв.спл = 1,3 и Kv б.ст = 1,7 в горячекатаном положении имеет НВ 131 σв = 460 мегапаскаль.
- Склонность стали к поражению флокенами (дефекты внутри) — малочувствительна. Снижение пластичности закаленной легированной стали — не склонна.
Физические
Число теплопроводности, количество теплоты, проходящей в течение единицы времени через единицу вещества при температуре по Цельсию:
| Сталь | Двадцать | Сто | Двести | Триста | Четыреста | Пятьсот | Шестьсот | Семьсот | Восемьсот | Девятьсот |
| 20Х | 216 | 214 | 198 | 192 | 181 | 173 | 165 | 142 | 133 | — |
Число расширения при воздействии теплом, температура опытов по Цельсию:
| 20–100 | 20–200 | 20–300 | 20–400 | 20–500 | 20–600 | 20–700 | 20–800 | 20–900 | 20–1000 |
| 11,5 | 11,9 | 13,4 | 13,8 | 13,9 | 15,0 | — | — | — | — |
Отношение теплоёмкости к массе джоуль / (килограмм × кельвин), температура в градусах Цельсия:
| 20–100 | 20–200 | 20–300 | 20–400 | 20–500 | 20–600 | 20–700 | 20–800 | 20–900 | 20–1000 |
| 496 | 507 | 524 | 536 | 566 | 587 | 625 | 706 | — | — |
Число нормативной силы пластичности, упругости Е, гигапаскаль, температура в градусах Цельсия:
| Сталь | Двадцать | Сто | Двести | Триста | Четыреста | Пятьсот | Шестьсот | Семьсот | Восемьсот | Девятьсот |
| 20Х | 215 | 212 | 197 | 194 | 180 | 170 | 164 | 142 | 132 | — |
Модуль мощи пластичности с дисбалансом на вращение G, гигапаскаль, температура в градусах Цельсия:
| Сталь | Двадцать | Сто | Двести | Триста | Четыреста | Пятьсот | Шестьсот | Семьсот | Восемьсот | Девятьсот |
| 20Х | 84 | 82 | 78 | 75 | 72 | 66 | 63 | 57 | 51 | — |
Сталь 20Х13 – хромистая нержавеющая — Литейные заводы России
Классификация хромистых нержавеющих сталейСталь 08Х13Сталь 12Х13Сталь 30Х13
Применение стали 20Х13
Сталь 20Х13 применяют при изготовлении изделий для работы в слабоагрессивных средах:
- атмосферные условия, кроме морских;
- водные растворы солей органических кислот при комнатной температуре;
- растворы азотной кислоты слабой и средней концентрации при умеренных температурах и др.
Сталь 20Х13 используют в тех случаях, когда изделия должны обладать достаточно высокой прочностью, а также высокой пластичностью и вязкостью. Сталь 20X13 удовлетворительно сваривается.
Сталь 20Х13 применяют также в качестве жаропрочного материала при температурах до 450-550 °С и в качестве жаростойкого — до 700 °С.
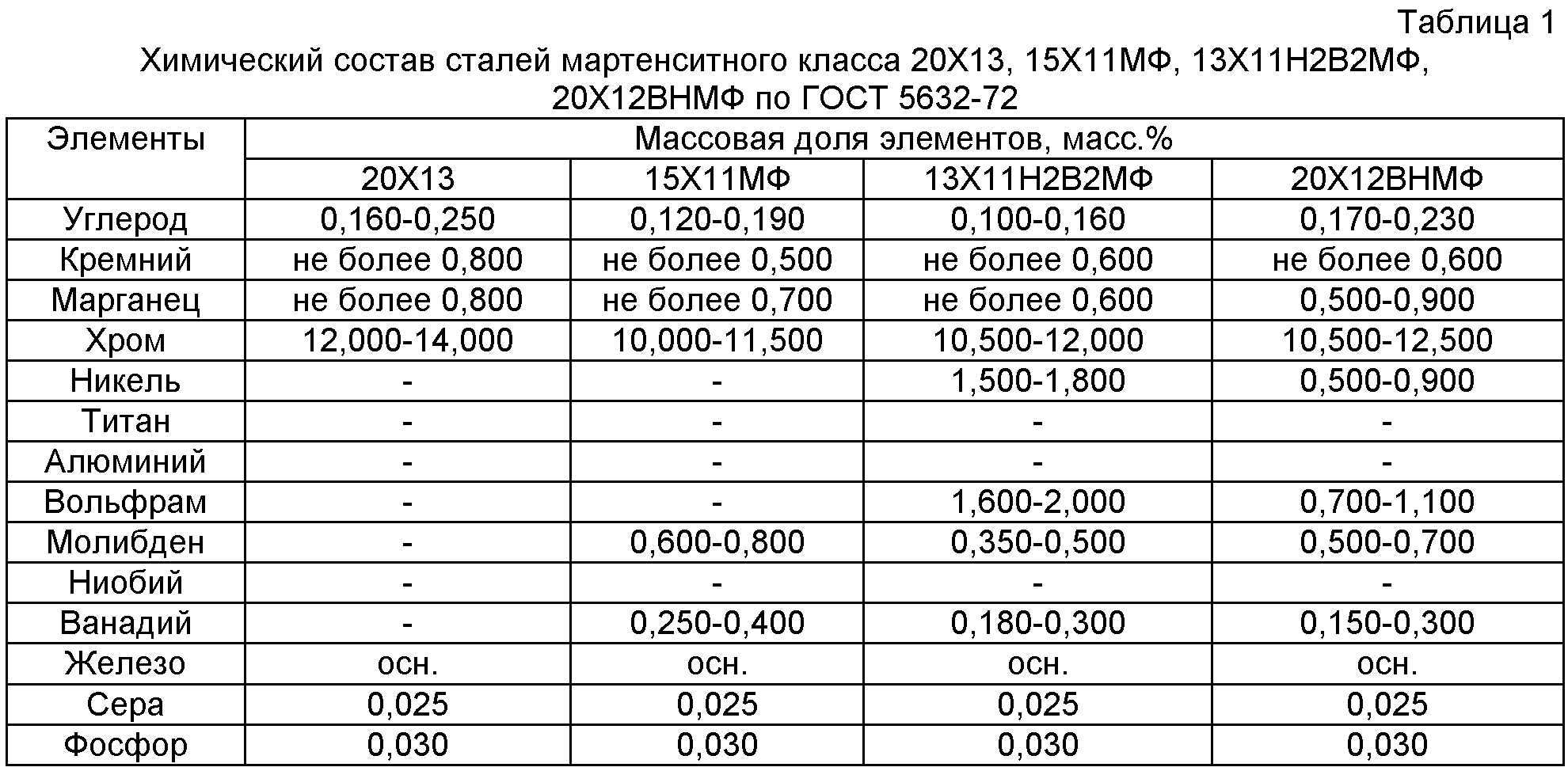
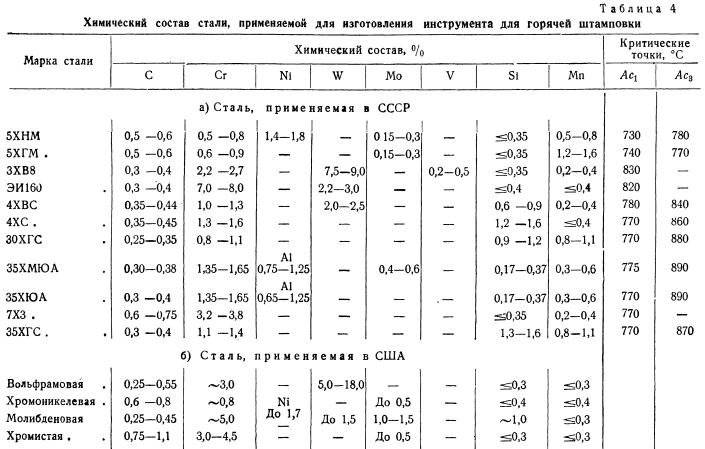
Химический состав стали 20Х13
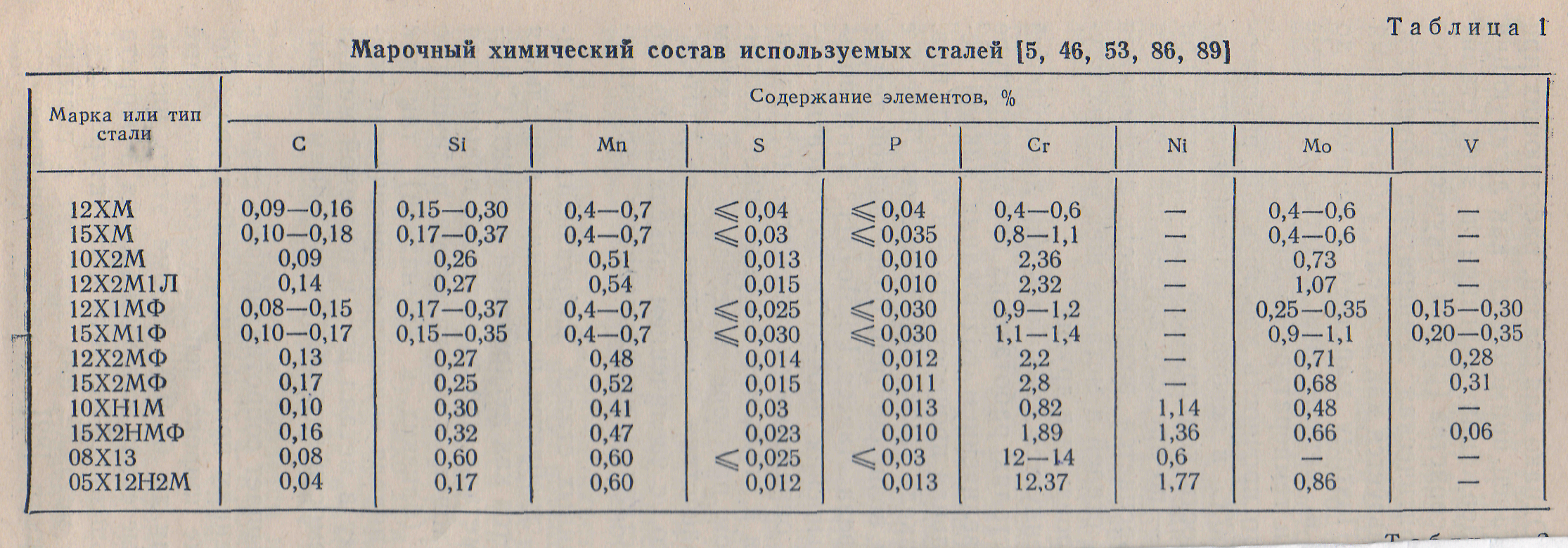
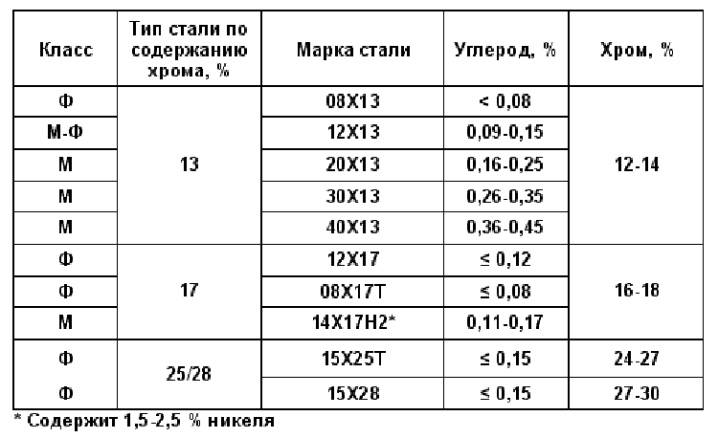
Сталь 20Х13 входит в стали типа Х13 вместе со сталями 08Х13, 12Х13, 30Х13 и 40Х13. Занимает свой интервал по содержанию углерода — от 0,16 до 0,25 %, количества остальных легирующих элементов и примесей — такие же, как и у других сталей типа Х13 (таблица 1).
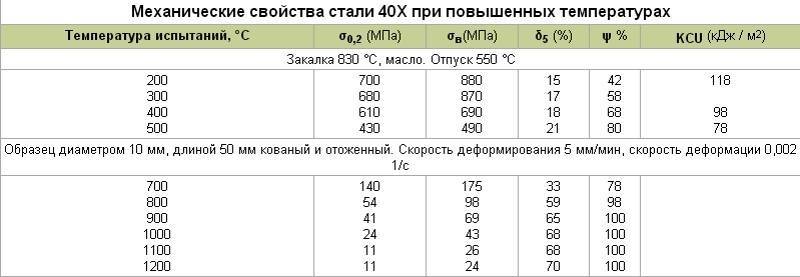
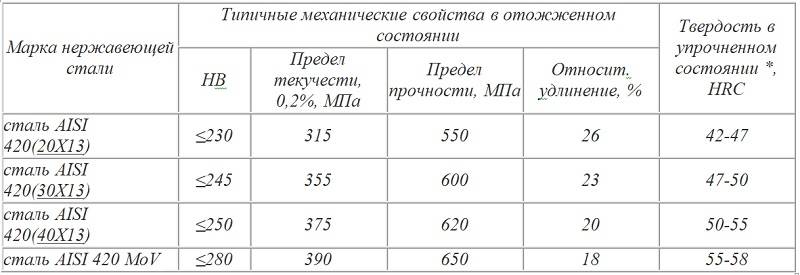

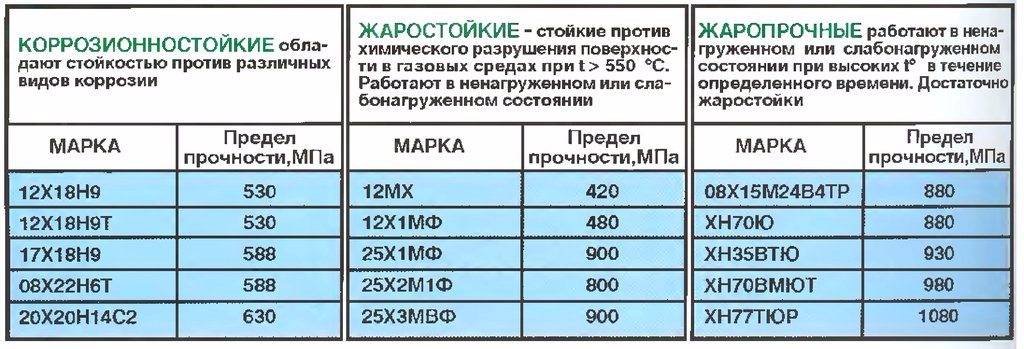
Таблица 1 — Химический состав стали 20Х13 по ГОСТ 5632-72
Класс стали 20Х13 по ГОСТ 5632-72
По классификации ГОСТ 5632-72 сталь 20Х13 относится к мартенситному классу.
Превращения и микроструктура стали 20Х13
- При нагреве отожженной стали 20Х13 полиморфное альфа-гамма превращение в ней происходит в интервале температур от 820 °С (Ас1) до 950 °С (Ас3). Температура точки Аr1 составляет 780 °С.
- При изотермической выдержке или медленном охлаждении в интервале 800-550 °С аустенит распадается феррито-карбидную смесь.
Эта феррито-карбидная смесь состоит из высокохромистого феррита и карбида типа Cr23C6.
При быстром охлаждении стали 20Х13 в ней происходит мартенситное превращение. Температура начала мартенситного превращения — 220 °С.
- С повышением температуры отпуска происходит значительное снижение прочности с увеличением пластичности, а также снижение коррозионной стойкости.
Сортамент стали 20Х13
Из стали 08Х13 производят следующую продукцию:
- лист толстый по ГОСТ 7350-77;
- лист тонкий по ГОСТ 5582-75;
- лента и подкат по ГОСТ 4986-78;
- сортовой прокат по ГОСТ 5949-75;
- трубы горячедеформированные по ГОСТ 9940-81;
- трубы холоднодеформированные и теплодеформированные по ГОСТ 9941-81;
- проволока по ГОСТ 18143-72.
Механические свойства стали 20Х13
Механические свойства стали 20Х13 в различных видах продукции представлено в таблице 2.
Таблица 2 — Механические свойства стали 20Х13 при 20 °С
Влияние понижения и повышения температуры на механические свойства прутка из стали 20Х13 после нормализации с 1000-1020 °С и отпуска при 730-750 °С показано в таблице 3.
Таблица 3 — Механические свойства стали 20Х13при низких и повышенных температурах
Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), речной и водопроводной воде.
Специальные свойства стали 20Х13
Для деталей, работающих при повышенных температурах длительное время, предельная рабочая температура составляет 450-475 °С, при кратковременной работе — 500-550 °С.
Плотность стали 20Х13 — 7,76 г/см3.
Термическая обработка сварных швов стали 20Х13
После сварки проводят отпуск сварных соединений или изделий. Температура отпуска зависит от уровня требуемых механических свойств. Чаще всего применяют отпуск при 680-760 °С.
Технологические параметры стали 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Температурный интервал горячей пластической деформации составляет от 1100 до 875-950 °С. Нагрев под прокатку и ковку до 780 °С проводят медленно. После горячей деформации применяют медленное охлаждение.
Для стали 20Х13 обычно применяют смягчающий отжиг при 750-800 °С с охлаждением в печи до 500 °С. Окончательная термическая обработка – закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.