Как правильно хранить электроды
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Как хранить?
Срок годности электродов напрямую зависит от того, как их хранить. Для этого используется не только помещение без повышенной влажности. Возможно применение специального оборудования, которое защитит поверхность электродов от негативного влияния внешней среды.
Чаще всего электроды хранятся на складах, где сухо и тепло.
Правила хранения электродов следующие:
- температурный режим свыше +14 °С;
- влажность воздуха в помещении до 50 %;
- использование кондиционеров для вентиляции воздуха в закрытом пространстве;
- гидроизоляция склада для предотвращения попадания влаги.
Важно придерживаться температурного режима и не допускать его колебания, поскольку это влияет на поверхность расходного материала для сварки и качество последующей работы. Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны
Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку
Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны. Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку.
Особенности покрытия электродов
Электроды с разным покрытием по-разному восприимчивы к влаге и окружающим факторам. Перед сваркой изделия могут нуждаться в прокаливании и сушке
Важно помнить правило, что электрод можно прокаливать не более двух раз, поэтому перед использованием необходимо брать небольшое количество изделий
Читать также: Как сделать компрессор из двигателя от холодильника
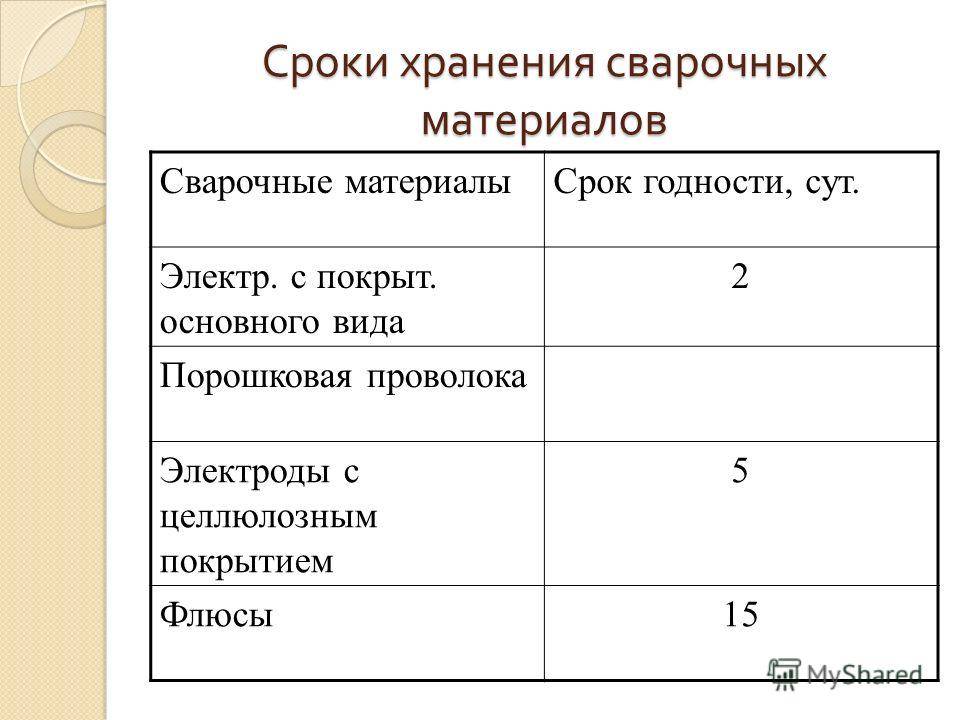
Наиболее устойчивы к воздействию влаги электроды с целлюлозным покрытием, они не нуждаются в прокаливании перед работой, если хранились правильно. Однако в качестве профилактических мер против возникновений трещин допустимо прокаливание при температуре около +70°С.
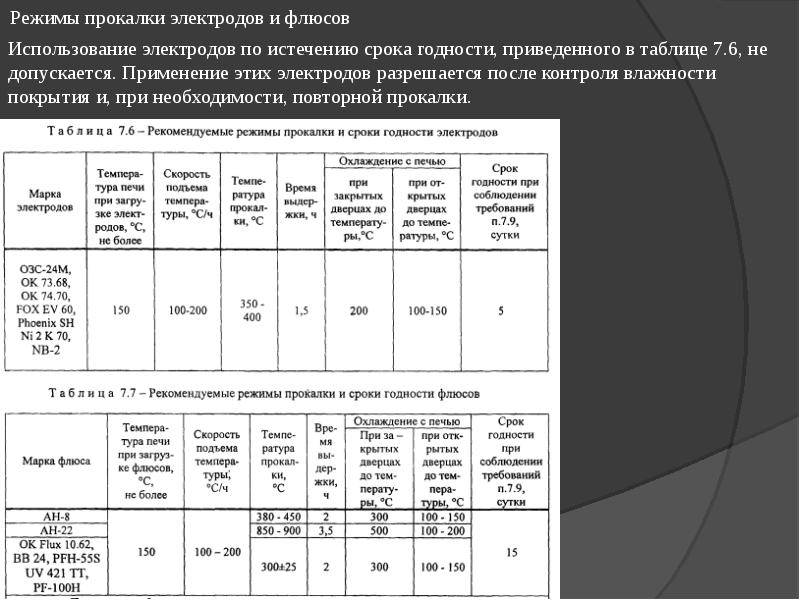
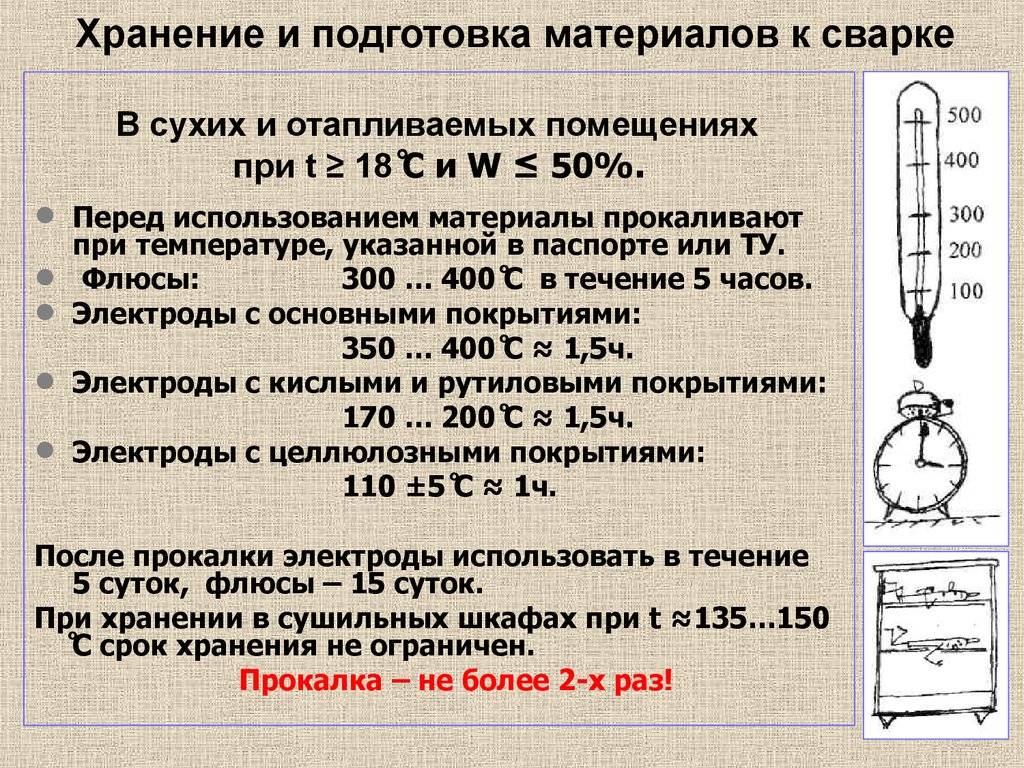
Более восприимчивы к влаге электроды с основным покрытием, поэтому их обязательно помещают в полиэтиленовую плёнку. После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
Электроды с рутиловым покрытием, которые хранились в заводской упаковке, прокаливать не нужно. Если же изделия подверглись воздействию влаги, то рекомендуется прокалить их 2-3 часа при температуре 100-150 градусов.
Совет: если требуемой температуры достичь нет возможности, можно увеличить время прокалки.
Как правило, заводская упаковка изготовлена из пластика и алюминиевой фольги, что повышает защиту электродов. (рис. 4)
рис. 4.
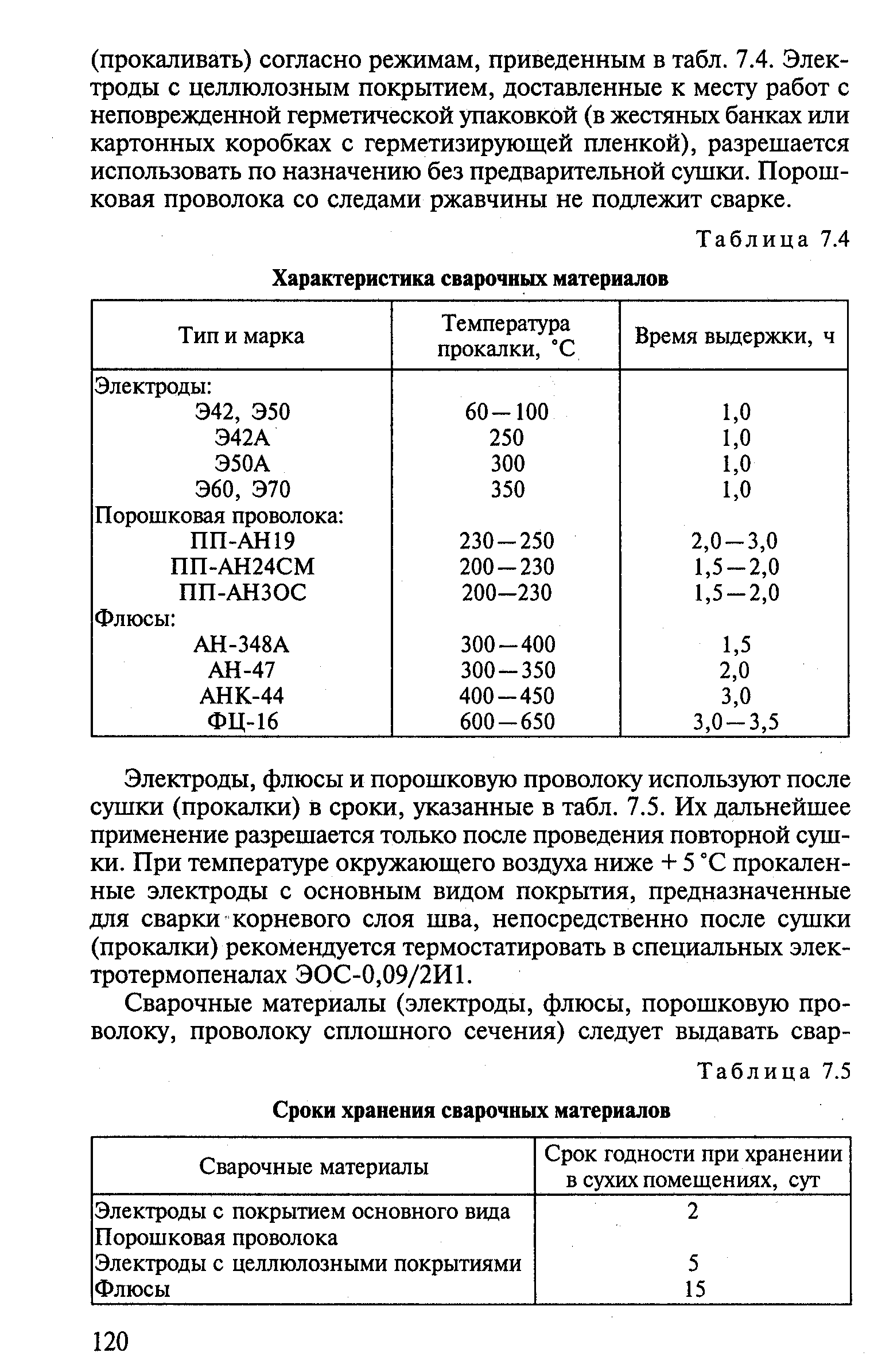
Хранение сварочных материалов
Складские помещения для хранения электродов, сварочной сплошной и порошковой проволоки и флюса должны быть сухими, защищенными от осадков, иметь отопление, освещение и вентиляцию. Температура воздуха в помещении для хранения сварочных материалов должна быть не ниже плюс 15 °С, а влажность—не выше 40 %. Складские помещения цехов и участков должны быть обеспечены печами для сушки и прокалки электродов и флюса, а при необходимости и станками для очистки и намотки сварочной проволоки.
Сварочные материалы следует хранить на стеллажах по партиям, типам, маркам, диаметрам и датам изготовления. В целях избежания повреждения обмазки электродов их не следует складировать во взаимно перпендикулярных направлениях. Высота укладки упаковок не должна превышать пяти рядов. Бухты и катушки проволоки должны храниться в упаковке завода-изготовителя.
Флюсы должны храниться в бумажных мешках, уложенных в штабель, или в специальных закрытых емкостях (контейнерах, бункерах, ларях). В случае повреждения упаковки флюсы следует хранить только в контейнерах, бункерах и ларях.
Каждая ячейка на стеллажах должна быть снабжена табличкой с характеристикой сварочных материалов и указанием срока годности. Сварочные материалы с истекшими сроками хранения допускаются применять только после повторной проверки их технологических свойств.
Баллоны, наполненные газами, используемыми при сварке и резке, следует хранить в специальных сухих проветриваемых помещениях. Склады для хранения баллонов, наполненных газами, должны быть одноэтажными с покрытиями легкого типа и не иметь чердачных помещений. Стены, перегородки и покрытия складов для хранения газов должны быть изготовлены из несгораемых материалов не ниже II степени огнестойкости; окна и двери должны открываться наружу. Высота складских помещений для баллонов должна быть не менее 3,25 м от пола до нижних выступающих частей покрытия.
Полы складов должны быть ровные с нескользкой поверхностью, а складов для баллонов с горючими газами — с поверхностью из материалов, исключающих искрообразование при ударе о них какими-либо предметами. Наполненные баллоны с башмаками хранятся в вертикальном положении, без башмаков — в горизонтальном на деревянных стеллажах.
Для предохранения от падения баллоны устанавливают в специально оборудованные гнезда, клетки и ограждают барьером. Хранение баллонов должно производиться с навернутыми колпаками; на штуцерах вентилей баллонов с горючими газами должны стоять заглушки.
Для хранения электродов на рабочих местах следует использовать переносные пеналы вместимостью до 5 кг.
Выдача сварочных материалов с центрального склада обычно производится по заявкам, которые составляются линейными ИТР, ответственными за производство сварочных работ, после подсчета их потребности по утвержденным нормам, и проверки соответствия их (по типам и маркам) требованиям проектов производства сварочных работ.
Сварочные материалы с центрального склада выдаются в количестве, не превышающем двухнедельной потребности. На рабочее место сварочные материалы должны выдаваться в количестве, не превышающем сменной потребности.
Количество материалов, выданных на рабочее место, должно быть учтено в «Индивидуальной карте учета расхода сварочных материалов».
Правила хранения
Срок хранения электродов для сварки зависит от соблюдения ряда правил. Условия, при которых хранятся электроды, оказывают на их качество огромное влияние. Как хранить электроды для сварки указано в ГОСТе 9466-75. Суть состоит в том, что хранить электроды надо в условиях, которые будут предохранять их от негативного воздействия окружающей среды. В первую очередь это относится к влажности помещения, где они размещены, возможных загрязнений и повреждений механического характера.
Электрод состоит из металлического стержня и различных видов покрытий. Защищать следует именно покрытия, поскольку они обладают свойством гигроскопичности и соответственно главным их врагом является влага. Для этого электроды упаковывают в металлические, пластмассовые и картонные коробки.

Эти коробки помещают в более объемную тару, и перевязывают фиксирующей лентой или шпагатом.
Функцией упаковки является защита электродов, однако имеются требования и к ней самой. Основное требование заключается в том, что упаковка должна быть изготовлена из экологичного материала. Помимо этого она должна сохранять свои качества на все время содержания в ней электродов. Упаковка должна выдерживать перемещение и транспортировку на всех видах транспорта, а также погрузочно-разгрузочные работы. Одной из функций упаковки является ее информативность.
Размещение электродов в первичную упаковку осуществляется вручную или механизировано. Это может оказать влияние на потребительские свойства электродов. Если упаковка некачественная, то электроды могут промокнуть или изменить свою форму под воздействием механических ударов. Если хранение электродов осуществляется на складе, то коробки с ними помещают на поддоны.


При этом картонные коробки должны быть стянуты стальным тросом и обернуты пленкой. На одном поддоне может храниться до 200 коробок, каждая приблизительно по пять килограмм. При этом каждая пачка, упакованная в прочный картон, обтягивается термоусадочной пленкой.
Рекомендации и требования, как хранить электроды, указаны в ГОСТах 9466-75 и 9467-75:
- Температура в помещении, где хранятся эти расходные материалы для сварки, не должна быть менее 14 градусов, что должно обеспечить имеющееся отопление.
- Требования к относительной влажности зависят от температуры. Если температура помещения менее 25 градусов, то относительная влажность должна быть не более 50%, а если температура выше, то допустимо значение 40%.
- В помещении должна быть оборудована гидроизоляция. Если такой возможности не имеется, то необходимо разместить там кондиционеры.
- Чтобы предотвратить контакт со стенами и полом, которые могут быть влажными, коробки с электродами устанавливают на поддоны.
- Недопустимы сильные перепады температуры в помещении.
Условия хранения электродов не в заводском применении, а при личном использовании являются идентичными. Хранить электроды рекомендуется в заводской упаковке. Вскрытую коробку надо по возможности плотно и герметично запаковать, чтобы избежать попадания влаги внутрь.
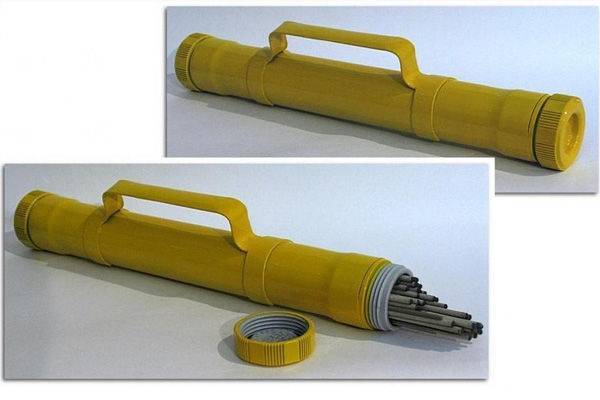
Если электроды приобретают в небольшом количестве, то их можно хранить в предназначенных для этого тубусах. Срок хранения электродов зависит от того, были ли соблюдены эти рекомендации.
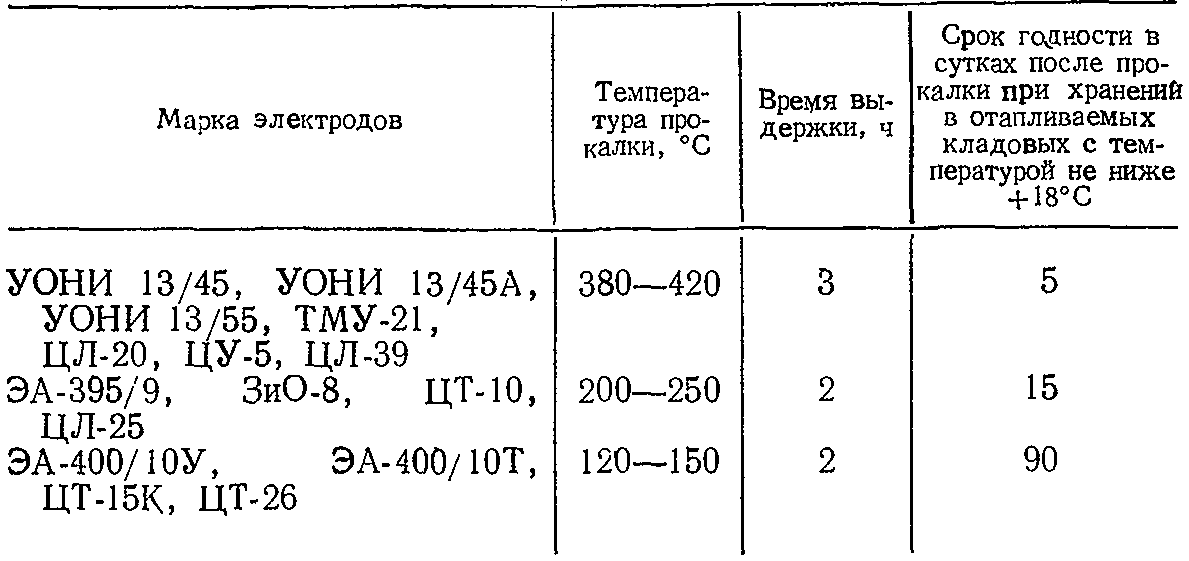
Сколько можно хранить после прокалки?

Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Условия хранения электродов
Какой срок хранения у путевых листов (нюансы)?
В основном на срок годности сварочных электродов влияют условия их содержания, поэтому с соблюдением всех рекомендаций данный период может быть продолжительным. Сварщики должны соблюдать условия упаковки и хранения расходных материалов в соответствии с нормами ГОСТ 9466-75 и ГОСТ 9467-75. Это относится к изготовителям, складирующих их в помещениях с готовой продукцией перед отправкой, а также к производителям, хранящим электроды перед непосредственной эксплуатацией. За период перемещения электродов и других мероприятий, они подвергаются высоким рискам, но минимизировать их повреждения можно посредством просушивания и закаливания. Чтобы обеспечить высокое качество присадочных материалов, следует соблюдать все условия.

Срок годности электродов
При соблюдении нормативов перемещения и хранения электродов, срок их годности будет неограниченным. Все правила установлены п. 3.15 в ГОСТе 9466-75. Если возникли какие-то причины, из-за чего не были соблюдены условия, то перед началом сварочного процесса следует провести визуальный контроль и определить пригодность к дальнейшему применению.
При визуальном контроле могут быть несколько вариантов состояния электродов:
- внешне нормальное состояние электродов, готовность к применению без предварительной подготовки (если это не требуется при сварочной работе);
- наличие определенных недостатков у расходных материалов, которые могут устраняться при проведении подготовительных процедур, сушке, очистке и пр.;
- полностью испорченные электроды, не подходящие для работы. В этом случае их лучше отправить на утилизацию или пользоваться для учебных целей.
Узнать все нюансы можно при проверке прочности и содержания воды в покрытии электродов. Но присадочные материалы могут быть полностью испорчены из-за неправильного хранения. В других случаях ими можно много лет пользоваться.

Срок хранения электродов
Хранить сварные электроды нужно в специальных складских условиях, где поддерживается оптимальная сухость и тепло. В соответствии с технологией, определены следующие условия хранения:
- уровень относительной влажности до 50%;
- минимальный предел температуры до +14 градусов;
- применение кондиционеров для контроля влажности;
- наличие в помещении гидроизоляции.
Хранить сварочные электроды нужно при соблюдении постоянных температур без сильных скачков. Суть заключена в том, что из-за естественных перепадов температур (при смене ночи и дня), на складке появляется роса, быстро поглощаемая обмазкой и ухудшающая свойства покрытия. В результате без дополнительных мер по изоляции и утеплению на расходные материалы каждый день будут воздействовать неблагоприятные факторы.
Для увеличения срока годности присадочных материалов можно воспользоваться следующими рекомендациями:
- во время сварки на открытом воздухе следует убрать упаковку от посторонних предметов, влажности;
- коробки с электродами желательно размещать на поддонах или полках, препятствующих прямому соприкосновению тары с поверхностями стен и пола. Это сократит риск проникновения в обмазку конденсата;
- открытую тару нужно плотно закрывать, потому что она сильно подвержена действию влаги.
Если у сварщика имеется немного расходных материалов, то продлить срок их хранения можно с помощью специальных средств и пеналов. В основном электроды хранятся штабелями, где самыми уязвимыми считаются нижние ряды. Для такого хранения склад оснащается подъемными механизмами (для быстрой смены материалов).
Сроки и виды
Срок годности спецодежды по законодательству
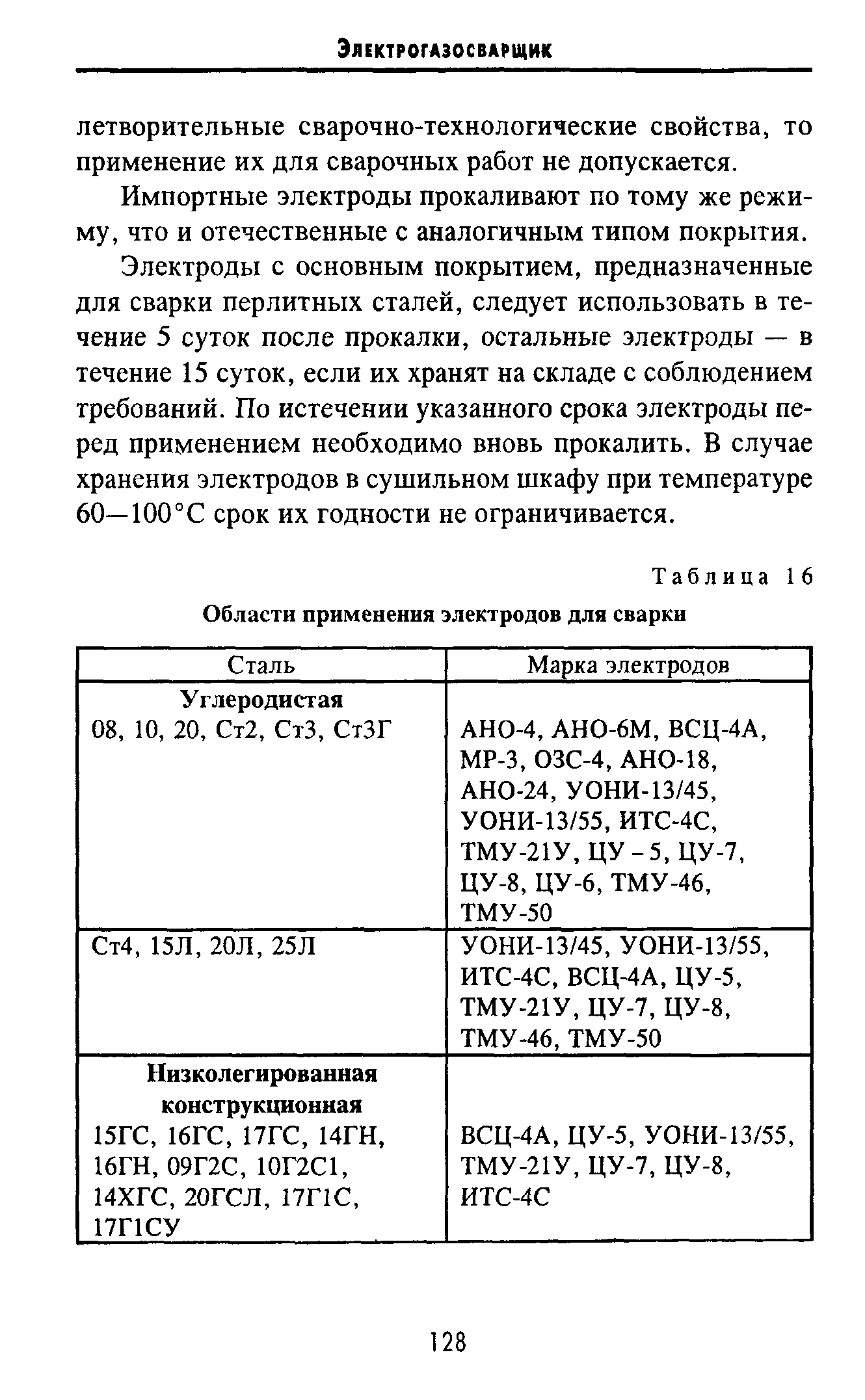
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
Также востребованы:
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Правила хранения
Как вы понимаете, правильное хранение напрямую влияет на срок годности электродов для сварки, так что отнеситесь к этому серьезно. Выше мы писали, что правила устанавливаются ГОСТом. Его обязаны соблюдать все производители, поставщики, продавцы и сварщики. Больше всего электроды портятся при транспортировке, так что тщательно осматривайте их после вскрытия упаковки.
Как правильно хранить электроды? Согласно правилам, стержни должны храниться в сухом теплом помещении. Оптимальная температура воздуха — 14-16 градусов по Цельсию, а оптимальная влажность — не более 50%. Для контроля температуры и влажности используйте специальные приборы. Они могут быть как ручными переносными, так и стационарными, установленными на стене в помещении.
Само помещение должно быть тщательно гидроизолировано. Не иметь открытых проемов, через которые в помещение может попасть снег, дождь или ветер. Если в помещении есть окна и двери, то они должны иметь уплотнители. Исключено наличие больших щелей между оконными или дверными проемами и стеной. Идеальный вариант — утепленный гидроизолированный склад, с электронной системой контроля температуры и влажности. Но такой вариант невозможен, если вы занимаетесь домашней сваркой. Поэтому в качестве склада используйте свой гараж или кладовку, установите на стене уличный термометр и приобретите психрометр.
Хранение электродов осуществляется при постоянной температуре, перепады так же недопустимы. Покрытие электродов легко впитывает влагу или осушается, из-за этого срок годности может сократиться. Срок годности сварочных электродов можно увеличить, если следовать нашим рекомендациям:
- Храните электроды в ящиках или коробках из плотного картона, не ставьте их на пол или открытый грунт. Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.
- Не оставляйте открытую упаковку на улице. Если у вас нет такой возможности (например, вы проводите сварочные работы за пределами цеха или гаража), то защитите упаковку от попадания влаги и пыли, завернув ее в плотную бумагу или положив в коробку.
- Сразу закрывайте упаковку с электродами.
Если вы обычно используете немного материалов, то срок хранения электродов для сварки можно увеличить, сделав для них специальный пенал из пвх-трубы. Ниже есть обучающее видео по изготовлению такого пенала.
https://youtube.com/watch?v=8qYqG6qOo4c
Поправки и изменения к ГОСТ 9466-75:
- Наименование, вид: Дата регистрации: начала действия:
Ссылка:
- Изменение №1 к ГОСТ 9466-75
Тип изменения: Текстовое изменение; Изменено заглавие Номер изменения: 1 Регистрационный номер: 2802
Старое значение: Элeктpoды пoкpытыe мeтaлличecкиe для pyчнoй дyгoвoй cвapки cтaлeй и нaплaвки. Kлaccификaция, paзмepы и oбщиe тexничecкиe тpeбoвaния. Новое значение: Cм. зaглaвиe
1988-08-01 1989-01-01
- Изменение №2 к ГОСТ 9466-75
Тип изменения: Текстовое изменение Номер изменения: 2 Регистрационный номер: 1964
Новое значение: —
1990-06-28 1991-01-01
- Поправка к ГОСТ 9466-75
Тип изменения: Поправка Номер изменения: Регистрационный номер:
2004-03-01 2004-03-01
скачать 0.22 Мб
Описание и сфера применения
Как узнать срок годности противогаза? Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.



Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.

Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды. Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.
Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений)
Рутиловую
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.

Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
Расшифровка маркировок
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 — временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 — выполнено из сварочной проволоки диаметром 4 мм.
- У — предназначено для сварки углеродистой стали.
- Д — имеет толстое покрытие. Другие варианты: С — среднее, М — тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.

Расшифровка наименований электродов.
Срок годности
Срок годности у электродов не ограничен, но только в том случае, если вы соблюдаете условия хранения. Существует даже специальный ГОСТ, устанавливающий правила хранения и транспортировки стержней. Если вы намеренно не соблюдали условия хранения, то можно визуально определить срок годности и понять, можно ли использовать электрод в своей работе.
Внимательно осмотрите электрод. Если на нем нет видимых дефектов, а покрытие не осыпается и не крошится, то скорее всего электрод можно использовать. Рекомендуем предварительно протестировать его на ненужной металлической поверхности. Если вы обнаружили незначительные дефекты или загрязнения, то прокалите стержни в печи при температуре ниже, чем температура плавления электрода, или очистите электрод с помощью тряпки и мягкой щетки. Если дефекты значительные и покрытие осыпается в руках, то утилизируйте стержень или используйте его в качестве учебного.
Проверьте электрод на прочность путем постукивания концом стержня по поверхности метала и убедитесь, что электрод сухой. Правильное хранение обеспечит многолетнюю эксплуатацию. Ни в коем случае не используйте испортившиеся комплектующие в своей работе.
Электроды УОНИ-13/55 постоянного тока ГОСТ 9466-75
Электроды УОНИ 13/55 ГОСТ 9466-75 предназначены:
- для сварки конструкций из стали марок 10ХСН2Д, 48КС.
- для сварки перечисленных марок сталей со сталями марок Ст3, БСт3, 09Г2, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, МС-1, Ст3с, 10, 15, 20 и поковками из углеродистых и дисперсионно-упрочненных сталей, а также для сварки литья и поковок между собой, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости.
Тип тока — постоянный.
Электроды о 2015 г.
Качество сварочных электродов УОНИ подтверждено:
сертификатом Российского Морского Регистра Судоходства, ОС УкрСЕПРО, ОС НИКТИ СП с ОП(г.Минск), НАКС. сертификатом Регистра Ллойда (Великобритания) Купить электроды. Назначение и длина электродов УОНИ:
| Марка электродов | Электроды УОНИ-13/55 | ГОСТ 9466-77, ТУ1272-175-00187211-97 | |
| Назначение: | Для сварки особо ответственных конструкций из углеродистых и низколегированных сталей. Рекомендуется для сварки конструкций, работающих в условиях пониженных температур | ||
| Диаметр, мм | 2,0 | Длина, мм | 250; 300 |
| Диаметр, мм | 2,5 | Длина, мм | 300; 350 |
| Диаметр, мм | 3,0 | Длина, мм | 350 |
| Диаметр, мм | 4,0 | Длина, мм | 450 |
| Диаметр, мм | 5,0 | Длина, мм | 450 |
Механические свойства электродов УОНИ:
| Марка электродов | Механические свойства, не менее | ||||
| металл шва | сварное соединение | ||||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. | |
| 13/45 | 410(42) | 22 | 147(15) | 410(42) | 180 |
| 13/55 | 490(50) | 20 | 127,4(13) | 490(50) | — |
| 13/45(A) | 430-530(44-54) | 26 | 160(16) | 430-530 | 180 |
Химический состав электродов(%):
| Массовые доли элементов, % в наплавленном металле | ||||||
| углерод, не более | кремний | марганец | никель | молибден | сера,не более | фосфор,не более |
| 0,11 | 0,12-0,25 | 0,35-0,70 | — | — | 0,030 | 0,035 |
Род тока, положение шва в пространстве при сварке:
| Род ток | Положение шва в пространстве |
| ток постоянный, полярность обратная |
Сварочный ток, коэффициент расхода электродов при сварке:
| Диаметр, мм | Сварочный ток, А | Коэф-нт расхода электродов на 1 кг напл-ого металла | Производит-ть наплавки, г/А. час | ||
| нижнее | вертикальное | потолочное | |||
| 2,0 | 40-60 | 35-55 | 35-55 | 1,65 | 9-10 |
| 2,5 | 50-70 | 40-65 | 40-65 | 1,65 | 9-10 |
| 3,0 | 80-100 | 70-90 | 70-90 | 1,65 | 9-10 |
| 4,0 | 130-150 | 130-140 | 130-140 | 1,65 | 9-10 |
| 5,0 | 170-200 | 160-180 | — | 1,65 | 9-10 |
Тип покрытия — основной.
Как купить электроды сварочные УОНИ-13/55 по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону;
- отправьте заявку на электронную почту;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ:Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Производите периодическую очистку электрода
Желательно использовать для очистки электрода специальный чистящий раствор, но если у вас нет его под рукой, то подойдет и пара капель моющего средства для посудомоечной машины, разведённая в стакане воды. Используя мягкую зубную щетку, аккуратно очистите электрод, чтобы удалить любые налипания на нём, способные впоследствии привести к неточным показаниям. Конечно, в большинстве случаев вы можете откалибровать и «грязный» электрод, но, в конечном счёте, нарастание постороннего налёта на электроде будет влиять на показания, независимо от калибровки. По окончании процедуры очистки электрод также желательно откалибровать.



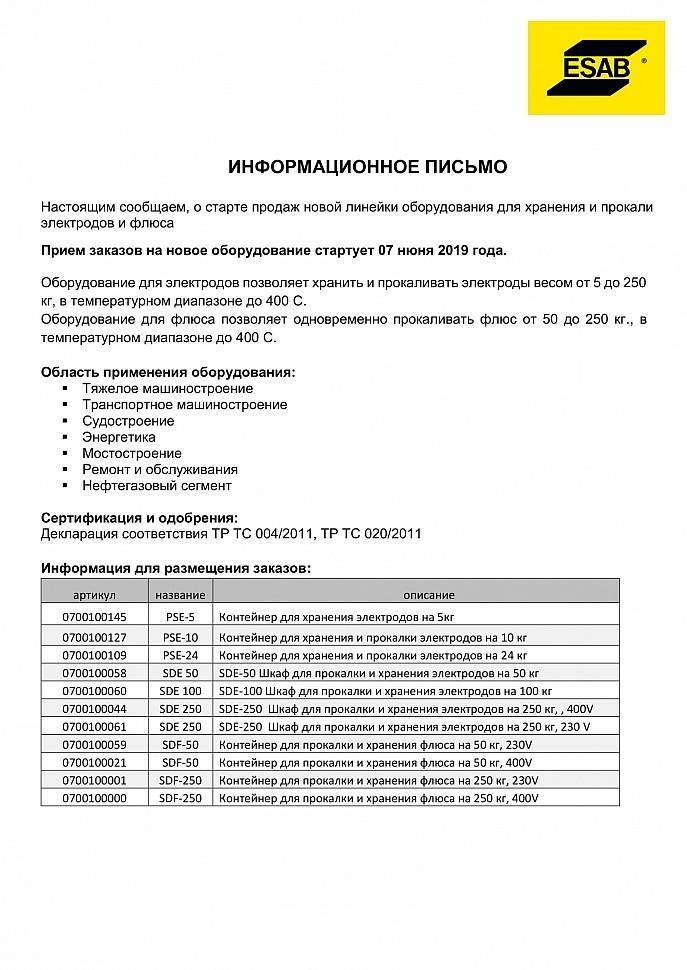
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.

Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Используйте правильный раствор для хранения электродов
Если вы стоите перед выбором, стоит ли приобрести специальный раствор для хранения электродов или хранить электрод вашего измерителя в воде, то всегда склоняйтесь к приобретению раствора. Если же он по каким-то причинам недоступен, то специалисты рекомендуют использовать для хранения электродов буферный раствор. В случае с рН метром желательно, чтобы его номинал составлял pH 4 или, в крайнем случае, 7. Никогда не храните электрод в водопроводной или очищенной воде. Такая вода содержит крайне малое количество солей относительно раствора, содержащегося внутри электрода. Из-за такого дисбаланса жидкая среда трансформируется от низкой концентрации (вода) к высокой (внутри электрода) в процессе осмоса. Это влияет на концентрацию солей внутри электрода и, следовательно, сокращает срок его службы. Электрод можно помещать в воду лишь на очень короткое время, с тем, чтобы смыть с него раствор или остатки измеряемой среды перед помещением его на хранение.
Срок годности электродов
Специалисты, которые часто выполняют сварочные работы, запасаются большим количеством электродов. Потому как выгоднее покупать сварочные материалы по оптовым ценам, а не по розничной стоимости. Чтобы готовое изделие было изготовлено на высоком уровне, расходники должны быть качественными.
Зависит от условий хранения
Для обеспечения качества электродов необходимо хранить их в оптимальных условиях:
- помещение обязательно должно быть сухим, отапливаться зимой, иметь гидроизоляцию;
- температура не должна опускаться ниже 14 градусов;
- постоянная влажность не должна превышать 50%. Для контроля данного показателя необходимо использовать кондиционеры.

Дата изготовления электродов ОК 46.00 указана на упаковке